
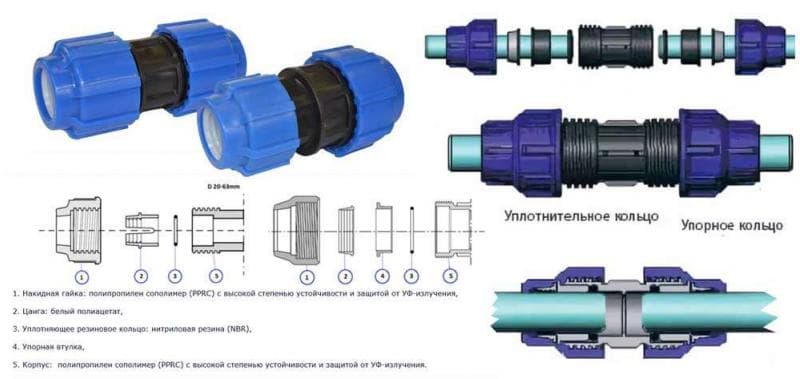
خصائص البولي بروبلين
تعد مادة البولي بروبيلين إحدى المواد العديدة في عائلة البلاستيك ، وهي نتاج بلمرة لغازين: الإيثيلين والبروبيلين ، ممزوجين بنسب معينة. نتيجة لذلك ، يتم الحصول على الحبيبات ، والتي يتم الحصول على منتجات مختلفة منها بطريقة البثق..
منتجات إمدادات المياه مصنوعة من البلاستيك الصف PPR مع الخصائص التالية:
واحد منهم هو تقوية الجدار بالألياف الزجاجية أو الألومنيوم. للقيام بذلك ، يتم وضع طبقة من الألياف الزجاجية أو خيوط رقائق الألومنيوم فوق الأنبوب النهائي ، ثم يتم تطبيق طبقة أخرى من مادة البولي بروبيلين..
يتيح هذا التصميم الحصول على أنابيب البولي بروبلين المناسبة حتى للاستخدام في أنظمة التدفئة وإمدادات المياه الساخنة..

الطريقة الأساسية لتعزيز منتجات البولي بروبلين هي تركيب طبقة معدنية. لهذا الغرض ، يتم استخدام رقائق الألومنيوم على شكل شريط..
يتم لفه على طول خط حلزوني على قطعة العمل على طول طبقة من الغراء ، ويتم تطبيق طبقة غراء ثانية على الرقاقة المعدنية. الغلاف الخارجي مصنوع من نفس مادة البولي بروبيلين.
هذه المنتجات مناسبة للاستخدام في أنظمة إمدادات المياه ذات الضغوط المرتفعة حتى 6 أجواء..
الأنابيب تختلف عن بعضها البعض
قبل وصف تعليمات التثبيت ، من الضروري تحديد المواد والأنواع والتطبيقات. اختيار الأنابيب على أساس السعر أو التوفر في متجر لاجهزة الكمبيوتر أمر غير مقبول. الاختيار الخاطئ محفوف بالصعوبات بعد التثبيت. يمكن أن تشمل هذه التسريبات والشقوق والتشوه. هذا يؤدي إلى الحاجة إلى إعادة النظام ، وتحمل تكاليف إضافية.
تحدد الحسابات الهيدروليكية شبكة تحجيم الأنابيب. تختلف الاتصالات عن بعضها البعض وتتطلب أقطارًا مختلفة من الأنابيب. يغطي نطاق الأقطار التي تتراوح من 16 إلى 110 ملم جميع خيارات واحتياجات التثبيت تقريبًا. تدل الممارسة على أن احتياجات الشقة يتم تلبيتها بواسطة أنابيب يصل قطرها إلى 50 مم ، والاستثناءات نادرة. أنابيب رئيسية ذات قطر أكبر. إنها تتطلب نهجًا خاصًا للتثبيت ونادرًا ما توجد في عمل الحرفي المنزلي..
أنابيب البولي بروبلين تختلف في اللون. لا علاقة لظلال وأنواع الأنابيب حسب اللون بالأداء ولا تؤثر على أي شيء. لا ينبغي أن تؤخذ في الاعتبار. هذا حل قياسي للمصنعين ، يساعدهم على جعل المنتجات أكثر جاذبية وإشراقًا في الخلفية العامة. الطريقة الوحيدة لاختيار أنبوب بلون ومهمة محددين هي شراء منتج أبيض للتدفئة. اللون يجعل من الممكن أن تتناسب مع أي داخلية.
إذا كانت هناك خطوط ملونة على الأنبوب ، فستحمل عبئًا إعلاميًا مفهومًا للجميع. يشير الشريط الأزرق إلى استخدام المنتج لتلبية احتياجات إمدادات الماء البارد. يشير الشريط الأحمر إلى الغرض من تحمل درجات الحرارة المرتفعة أثناء التشغيل. يعد الترميز اللوني تقريبيًا ويحمل أقل قدر من المعلومات. أنواع معينة من المنتجات ليست مثقلة بمثل هذه العلامات. يساعد الخط الموجود على الأنابيب في تحديد الحمل والخصائص ويصبح نقطة مرجعية عند الانضمام عند اللحامات. الخط هو دليل مناسب أثناء التثبيت.
العلامات الأبجدية الرقمية تحمل الجزء الأكبر من المعلومات. تحتاج إلى البحث عنه على الجدار الخارجي للمنتج. هنا يجدر إظهار عناية خاصة والتعمق في ما كتبته الشركة المصنعة..
تحمل أنابيب البولي بروبلين تسمية PPR ، وهي العلامة الدولية للبولي بروبلين. تم العثور على التعيينات PPRC و PP-B و PP-N و PP-3 وغيرها عند الإشارة إلى نوع المادة. لراحة المستخدم ، يتم توفير نظام تعليم مختلف ، مع مراعاة النوع وضغط السائل ودرجات حرارة الضخ. في الممارسة العملية ، يتم استخدام أربعة أنواع من الأنابيب: PN-10 و PN-25 و PN-16 و PN-20. يعتمد أداء الأنبوب وأقصى درجة حرارة للاستخدام على الشكل. يستخدم PN-25 لتلبية احتياجات التدفئة ويمكن أن يتحمل درجات حرارة تصل إلى 95 درجة.
تعتمد الخصائص التشغيلية بشكل مباشر على سمك جدران الأنابيب. يمكن أن تتحمل الجدران السميكة درجات الحرارة العالية والضغط العالي.
مادة البولي بروبيلين ، بمزاياها ، لها عيب كبير – مع ارتفاع درجة الحرارة ، لوحظ تمدد خطي كبير. لا تشعر أنابيب الماء البارد داخل المبنى بالتأثير السلبي لعامل التمدد. يمكن أن تشعر أنابيب الماء الساخن بالمشكلة بشكل أكثر وضوحًا ، وتشوه ، وإجهاد داخل الهيكل ، وترهل المقاطع الطويلة.
يستخدم تقوية أنابيب البولي بروبلين لتقليل تأثير التمدد الحراري. معزز بالألياف الزجاجية والألمنيوم. يقع حزام التسليح المصنوع من الألياف الزجاجية في وسط سماكة جدار الأنبوب ، ولا يؤثر على اللحام.
هناك نوعان من حديد التسليح. في الحالة الأولى ، توجد طبقة الرقائق بجوار الجدار الخارجي للمنتج. البديل هو تشغيل طبقة الألمنيوم أسفل المركز. كلا النوعين يختلفان من حيث التركيب والتصميم..
يسمح كلا خياري التعزيز بتخفيض كبير في مستوى تمدد الأنابيب أثناء التسخين. تصبح طبقة من مادة التسليح حاجزًا ضد الانتشار (تغلغل الأكسجين عبر سطح الأنبوب بداخله).
يؤدي تغلغل جزيئات الأكسجين ودخولها إلى الماء داخل الأنبوب إلى عدد من النتائج السلبية: زيادة كبيرة في تكوين الغاز ، وحدوث عمليات تآكل ، وهو أمر خطير للغاية بالنسبة لمعدات الغلايات. طبقة تقوية موثوقة تقلل بشكل كبير من التأثير السلبي على الأنابيب والاتصالات بشكل عام. تستخدم الأنابيب المقواة على نطاق واسع في أنظمة التدفئة. يتم اختيار أنابيب الإمداد بالمياه مع تقوية قياسية من الألياف الزجاجية ، والتي ليس لها تأثير كبير على الانتشار..
تباع الأنابيب بمقاسات قياسية بطول 2 م و 4 م ، وتقطع منافذ البيع الأنابيب بمضاعفات 1 متر. تتم إضافة مكونات خاصة إلى الأنابيب: وصلات ملولبة للتبديل إلى نوع آخر من الأنابيب ، والمقابس ، والوصلات ، ووصلات التمدد ، وحلقات الالتفاف ، إلخ..
تتيح لك مجموعة متنوعة من العناصر الهيكلية والمواد الاستهلاكية اختيار خيارات لتجميع نظام من أي تعقيد. المواد الاستهلاكية والأجزاء غير مكلفة ، مما يتيح لك إجراء عملية شراء بالهامش اللازم للتثبيت والاستخدام.
أنواع الأنابيب
كثير من الناس يفوتون هذه اللحظة ، ولكن عبثا. تعتمد جودة وإمكانية توصيل الأنابيب عن طريق اللحام بشكل مباشر على نوعها. فيما يلي بعض أهم النقاط:
-
قطر دائرة الانبوب.
-
سمك الحائط. وقت تسخين الأنبوب يعتمد عليه. كلما كان الجدار أكثر سمكًا ، كلما استغرق تسخين الأنبوب أو ضبط درجة الحرارة الأعلى وقتًا أطول.
-
التعزيزات الخارجية أو الداخلية. هذه مرحلة بالغة الأهمية ، لا يتحدث عنها الكثيرون. يتم تقوية بعض الأنابيب بالمعدن لزيادة القوة. يمكن وضع هذه الحماية داخل الأنبوب وخارجه. عند العمل مع هذه الأنابيب ، هناك بعض التفاصيل الدقيقة التي يجب مراعاتها..
راجع أيضًا جدول مطابقة العلامات لنطاق التطبيق..
| العلامات | | نطاق التطبيق والميزات | |
| PN 10 | | لإمداد الماء البارد في أنظمة التدفئة تحت الأرضية حتى 45 درجة مئوية. لها جدران رقيقة. | |
| PN 16 | | تستخدم في أنابيب المياه ذات الضغط العالي وخطوط التسخين ذات الضغط المنخفض. | |
| PN 20 | | أنبوب للاستخدام العام. إمداد المياه بدرجة حرارة لا تزيد عن 85 درجة مئوية | |
| PN 25 | | توريد الماء الساخن والتدفئة. إمداد المياه حتى 95 درجة مئوية. عززت بورق احباط. | |
تستخدم الأنابيب من النوع الأخير لتوصيل الأنابيب البلاستيكية بالمعدن.
ماركات الأنابيب
الآن ينتجون عدة أنواع من المنتجات ، تختلف جميعها إلى حد ما في الخصائص والخصائص ، وبالتالي الغرض. هناك 4 علامات تجارية ، تشير الأرقام إلى أقصى ضغط (جو) يمكنهم تحمله.

- PN 10. المادة ذات التكلفة الأكبر في الميزانية. يتم تفسيره من خلال عدم وجود خصائص بارزة للغاية. يتم شراء هذه الأنابيب لتزويد الماء البارد ، في حالات استثنائية – لتركيب الأنابيب على خطوط أنظمة “الأرضية الدافئة” ، إذا كانت درجة الحرارة القصوى لا تتجاوز 45 درجة.
- PN 16. هذه هي الأنابيب الأكثر شيوعًا لإمداد المياه الباردة ذات الضغط العالي ، وكذلك للتدفئة ذات درجات الحرارة المنخفضة ، حيث أن درجة الحرارة القصوى المسموح بها هي 60 درجة.
- PN 20. مادة عالمية يمكن استخدامها لإمداد الماء البارد أو الساخن ، وكذلك في أنظمة التدفئة المستقلة حيث لا يوجد خطر من المطرقة المائية. درجة Gf-PPR PN 20 لديها تقوية من الألياف الزجاجية. يجب ألا ترتفع درجة حرارة المبرد عن 80 درجة.
- PN 25. هذه هي الأنابيب الأكثر متانة التي يمكن استخدامها لإمداد المياه الباردة أو الساخنة في المنازل (الشقق) مع أي نظام تدفئة. يتميز Al-PPR PN 25 بتدعيم خارجي من الألومنيوم ، PERT-Al-PPR PN 25 – داخلي. أقصى درجة حرارة – 90-95 درجة.
إن التشوه الحراري الأقل (ثلاث إلى خمس مرات) للنماذج المقواة هو سبب التوصية بها لوضع أنابيب الماء الساخن. غالبًا ما يتم شراء أحدث منتجات البولي بروبلين (PN 25) لتركيب أنظمة التدفئة ، وكذلك لتوصيل هذه الأنابيب بالمعادن.
ما هي منتجات البولي بروبلين للاختيار
بالنسبة لشبكات إمداد الماء البارد ذات الضغط المنخفض ، فإن منتجات PN16 هي الأكثر عملية. يمكنهم بسهولة تحمل ضغط يصل إلى 2 الغلاف الجوي في درجات حرارة تصل إلى +40 درجة. هذا يكفي لتحمل عبء نظام إمداد المياه في منزل خاص أو نظام ري في دفيئة أو في حديقة نباتية..
منتجات البولي بروبلين من ماركة PN20 أكثر مقاومة للتأثيرات المختلفة ، والتي تعتبر عالمية ويمكن استخدامها ، من بين أشياء أخرى ، للتدفئة بدرجة حرارة المبرد تصل إلى 95 درجة.
لكن الأكثر موثوقية في أي خطوط أنابيب مياه هي أنابيب PN25 المقواة بالألمنيوم أو الألياف الزجاجية..
خصوصية لحام أنابيب البولي بروبلين
تتم عملية اللحام بسبب خصائص اللدائن الحرارية الواضحة للمادة. ينعم البولي بروبلين عند تسخينه – يكتسب حالة مشابهة للبلاستيك.
الوصف العام للتكنولوجيا
تساهم إعادة المادة إلى خلفية درجة حرارة طبيعية في تصلب هيكلها إلى الحالة الطبيعية. أصبحت هذه الخصائص هي التقنية الرئيسية للحام ، والتي تسمى في اللغة التقنية لحام polyfusion..

أصبحت تقنية لحام عناصر السباكة على نطاق واسع. التكنولوجيا بسيطة وتتطلب الحد الأدنى من استثمار الجهد والمال
في الممارسة العملية ، يتم استخدام طريقتين لربط الأجزاء المراد لحامها:
- إفشل.
- على التوالي. مستقيم.
طريقة اقتران. توضح تقنية اللحام كيف يمكنك لحام أنابيب البولي بروبلين باستخدام جزء على شكل – كم أو أنبوب بقطر خارجي أكبر. عادةً ما تستخدم هذه الطريقة في لحام الأنابيب البلاستيكية التي لا يتجاوز قطرها 63 مم..
يعتمد مبدأ اللحام على جزأين في هذه الحالة على إذابة جزء من الأنبوب على طول المحيط الخارجي وجزء من أداة التوصيل على طول المنطقة الداخلية. ثم يتناسب كلا الجزأين بإحكام.

لحام اقتران: 1 – أنبوب بلاستيكي ، 2 – اقتران (أو مقبس التركيب) ، 3 – عنصر تسخين من حديد اللحام ، 4 و 5 – فوهات معدنية (فراغات)
طريقة مباشرة. تعتمد الطريقة على نفس مبدأ إذابة أجزاء صغيرة من الأنابيب البلاستيكية ثم ربطها. ولكن في هذا الإصدار ، يعمل أنبوبان من نفس القطر كعناصر نطح ، ويتم ربطهما بأسطح نهائية.
هذه ، للوهلة الأولى ، طريقة بسيطة لحام البولي بروبلين تتطلب معالجة عالية الدقة لمناطق الوصلات وتركيب دقيق لجزئين على طول المحاور أثناء اللحام..

اللحام المباشر: 4 – عنصر التسخين لمكواة اللحام ، 5 – منطقة الأنبوب المراد صهرها. نادرًا ما تستخدم تقنية لحام الأنابيب البلاستيكية في القطاع المنزلي.
جنبًا إلى جنب مع التقنيات “الساخنة” المشار إليها ، يتم أيضًا استخدام تقنية اللحام “البارد”. هنا ، كمكون لحام نشط ، يتم استخدام مذيب خاص يمكنه تليين بنية البولي بروبلين. ومع ذلك ، لا تختلف هذه التقنية في مستوى عالٍ من الشعبية..
اختيار آلة لحام
قبل أن تقرر كيفية لحام أنابيب البولي بروبلين ، تحتاج إلى اختيار آلة مناسبة. أول شيء يجب البحث عنه هو:
- قوة. في المنزل ، يتم استخدام الأنابيب التي يصل قطرها إلى 50 مم. جهاز بقوة 0.7 كيلو واط كافٍ للحام. إذا كنت تتوقع لحام مقاطع بقطر يصل إلى 75 مم ، فقم بإيقاف الاختيار على وحدة بقدرة 1 كيلو واط.
- نوع عنصر التسخين – لوح أو اسطوانة. الخيار الأول أسهل في التعامل معه ، فهو يستحق التوقف عن سباك عديم الخبرة.
- عدد الفوهات وأحجامها. يتم اختيار عدة أقطار ومطابقتها مع أبعاد الأجزاء المستخدمة.
- الصانع. إنهم يعطون الأفضلية للمصنعين المعروفين الذين أسسوا أنفسهم بمنتجات عالية الجودة.
يتم تحديد جودة آلات اللحام من خلال قيمة الخطأ في درجة حرارة تسخين الجزء. تعتبر الآلات التشيكية الأفضل لكنها أغلى. الأجهزة الروسية الصنع أرخص. بالنسبة للمثبِّت الذي يستخدمها لأغراضه الخاصة ، يعد هذا هو الخيار الأكثر ربحية. ستعمل المنتجات الصينية خلال فترة الضمان ، ولكن ليس أكثر.
ماكينات لحام لحام الأنابيب
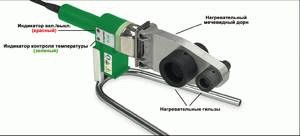
تتطلب كل من تقنية التوصيل والتقنية المباشرة لحام الأنابيب البلاستيكية بآلات لحام خاصة. من الناحية الهيكلية ، فإن تقنية اللحام تشبه المكواة الكهربائية..
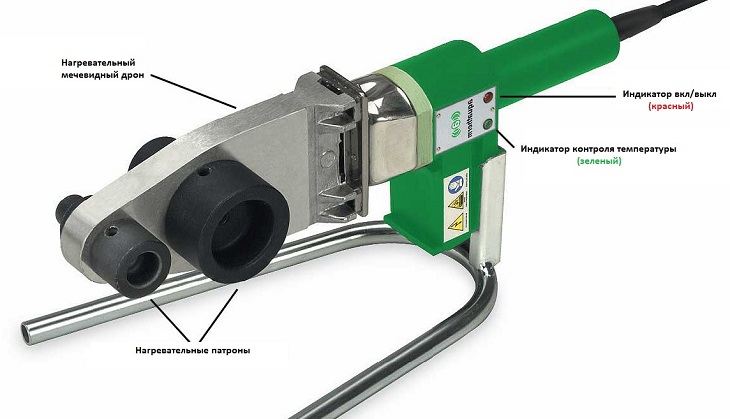
أساس الأجهزة هو عنصر تسخين معدني ضخم ، يتم تثبيت فوهات قابلة للإزالة على سطحه – فراغات معدنية بأقطار مختلفة. يسمى مكواة اللحام هذه بمكواة اللحام..

هذا هو شكل مكواة اللحام (“الحديد”) لأنابيب البولي بروبلين. جهاز كهربائي غير معقد ، نصف أوتوماتيكي ، بفضله يتم لحام البلاستيك
بالنسبة للحام التناكبي ، فإن تصميمات آلات اللحام ذات تعقيد متزايد. عادةً ، لا تشتمل هذه المعدات على عنصر تسخين فحسب ، بل تشتمل أيضًا على نظام لتوسيط الأجزاء المراد لحامها..
كقاعدة عامة ، نادراً ما تستخدم معدات اللحام المباشر ، مثل التكنولوجيا نفسها ، في المجال المنزلي. الاستخدام ذو الأولوية – الصناعة.

جهاز أكثر تعقيدًا ، يتم من خلاله تنفيذ التمركز الدقيق للأجزاء المراد لحامها من خلال عملية تسخين ولحام إضافية. تستخدم مع تقنية اللحام المباشر
بالإضافة إلى مكاوي اللحام ، سيحتاج السيد أيضًا إلى:
- مقص – قاطع مواسير لأنابيب البولي بروبلين ؛
- شريط البناء
- ساحة الأقفال
- ماكينة حلاقة للأنابيب ذات التسليح ؛
- علامة أو قلم رصاص
- مزيل الشحوم السطحي.
نظرًا لأن العمل يتم على معدات ذات درجة حرارة عالية ، فمن الضروري ارتداء قفازات عمل سميكة..
إجراء لحام البولي بروبلين
تحذير هام! يجب إجراء أعمال اللحام على المواد البوليمرية في ظروف جيدة التهوية للغرفة. عندما يتم تسخين البوليمرات وصهرها ، يتم إطلاق مواد سامة ، والتي في تركيز معين لها تأثير خطير على صحة الإنسان..

إجراء لحام البولي بروبلين بسيط ولكنه يتطلب دقة ودقة في العمل. يجب أيضًا تجنب الأخطاء الشائعة مثل التسخين غير الكافي أو المفرط.
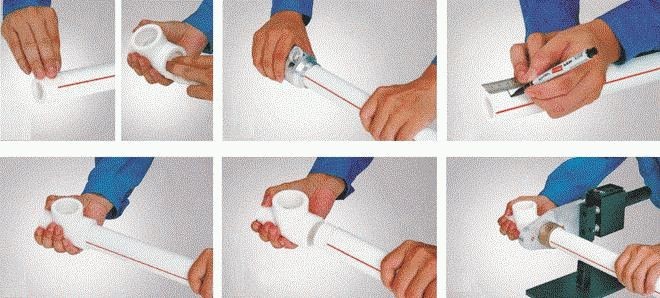
الخطوة الأولى هي الاستعداد للعمل:
- قم بتركيب فراغات بالقطر المطلوب على لوحة التسخين.
- اضبط منظم درجة حرارة اللحام على 260 درجة مئوية.
- تحضير أجزاء التزاوج – علامة ، شطب ، إزالة الشحوم.
- قم بتشغيل محطة اللحام.
- انتظر حتى تصل درجة حرارة التشغيل – قم بتشغيل المؤشر الأخضر.
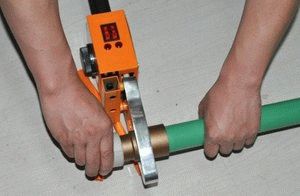
ادفع أجزاء التزاوج في نفس الوقت (الأنبوب – اقتران) على فراغات محطة اللحام. في هذه الحالة ، يتم دفع أنبوب البولي بروبلين إلى المنطقة الداخلية من فراغ واحد ، ويتم وضع الغلاف (أو مقبس الجزء المشكل) على السطح الخارجي لفراغ آخر..
عادة ، يتم إدخال نهايات الأنبوب على طول حدود الخط المحدد مسبقًا ، ويتم دفع الكم حتى يتوقف. مع تحمل أجزاء البولي بروبلين على الفراغات المسخنة ، يجب أن تتذكر فارقًا بسيطًا مهمًا في التكنولوجيا – وقت التعرض.
إذا كان التأخير الزمني غير كافٍ ، فهناك خطر الحصول على درجة منخفضة من انتشار المادة ، مما سيؤثر على جودة التقاطع. إذا قمت بتعريض الأجزاء بشكل مفرط ، فهناك خطر كبير من حدوث تشوه في هيكل المنتج. هذا محفوف بتدهور جودة الالتصاق..
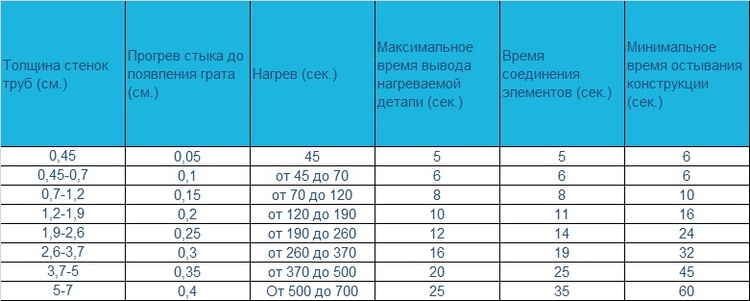
يوصى باستخدام الجدول الذي يشير إلى القيمة المثلى للوقت للأنابيب ذات المعلمات التقنية المختلفة..
جدول زمن اللحام لأنابيب البولي بروبلين
| قطر الأنبوب الاسمي ، مم | وقت التسخين للانتشار الأمثل ، ثانية | الوقت لأجزاء اللحام ، ثانية | الوقت اللازم لتبريد الأجزاء ، دقيقة |
| عشرين | 5-8 | ثمانية | 2 |
| 25 | 7-11 | عشرة | 3 |
| 32 | 8-12 | 12 | 4 |
| 40 | 12-18 | عشرين | 5 |
بعد تثبيت الأجزاء على الفراغات لفترة زمنية مثالية ، تتم إزالتها وربطها بسرعة بالأجزاء الساخنة. يجب تنفيذ إجراء الانضمام بدقة وبسرعة (في الوقت المحدد في الجدول) ، مع مراعاة محاذاة الأجزاء المراد لحامها.
يُسمح بإجراء تعديلات طفيفة على المحاور (في غضون 1-2 ثانية) ، ولكن من غير المقبول تدوير الأجزاء ، بحيث يكون أحدها متناسبًا مع الآخر..

هذا ما يبدو عليه الهيكل الملحوم – جزء من خط أنابيب بولي بروبيلين. تتم الإشارة إلى الجودة العالية للحام من خلال التماس المميز عند نقطة دخول الأنبوب في التركيب.
يمكن ضبط الوقت المحدد للحام أي أنابيب بولي بروبيلين وفقًا لظروف العمل ومؤشرات المواد.
على سبيل المثال ، إذا تم إجراء التثبيت في درجات حرارة محيطة دون الصفر ، فمن الطبيعي أن تزيد المعدلات المحددة إلى 50٪ من القيمة الاسمية. لكل حالة غير قياسية يتم أخذها على حدة ، يتم تحديد وقت التسخين بواسطة طريقة لحام الاختبار.
لحام المقبس
هذا المبدأ هو الأكثر شيوعًا بسبب بساطته وتوافره. لتوصيل الأنابيب من نفس القطر ، يتم استخدام جزء خاص – اقتران. قطرها الداخلي أصغر قليلاً من القطر الخارجي للأنابيب الملحومة..
يتم اللحام عن طريق تسخين وصهر السطح الخارجي للأنبوب والسطح الداخلي للوصلات. ثم يتم إدخال الأنبوب في الغلاف ، وتتكرر العملية مع الجزء الآخر ، ويكون التوصيل جاهزًا.
اللحام البارد
اللحام البارد (بالغراء) هو نوع آخر من التوصيلات. يتم تطبيق غراء خاص على الأنبوب الذي يحتوي على مذيب قوي. تعمل على تنعيم أسطح الأنابيب ويمكن إدخالها في بعضها البعض.
العيب الكبير لهذه الطريقة هو انخفاض قوة وضيق المفصل الناتج. أيضا ، العيب هو وقت التجفيف – يوم أو أكثر. في هذا ، يفقد اللحام البارد للحرارة.
في المنزل ، يُنصح باستخدام الوصلة باستخدام أدوات التوصيل. هذه الطريقة والنظر بمزيد من التفصيل.
خصوصية العمل في ظروف درجات الحرارة السلبية
تتضمن أعمال التركيب في درجات حرارة منخفضة إجراء تغييرات على الفترات الزمنية الرئيسية للتدفئة وتثبيت قطع العمل. لكن ميزات التثبيت لا تقتصر على هذا. يؤثر تأثير الصقيع على البوليمر على صلابة المادة – يصبح هشًا ، مما يعقد القطع ، ويتطلب مزيدًا من الاهتمام أثناء النقل.
يتم حل مشكلة الهشاشة فقط من خلال دقة العمل. من الأفضل أن تقطع في غرفة ساخنة. تتراوح القيم الحدية لدرجات الحرارة المسموح بها بين 0- + 5 ℃. تؤدي المعدلات المنخفضة إلى عمليات التبلور التي لا يتم تجاوزها بواسطة المواد البوليمرية. في مثل هذه الظروف ، هناك خطر كبير من أن الأنابيب ستبدأ في الانهيار..

قطع الفراغات في غرفة ساخنة
تعتمد إرشادات التعرض للحرارة على ظروف الغرفة. كلما انخفضت قراءة مقياس الحرارة ، كلما طالت مدة تسخين البولي بروبلين. بناءً على الممارسة ، يوصي المعلمون أولاً بإحضار المادة إلى + 20 ℃ ، ثم استخدام مؤقت موحد. في الوقت نفسه ، من المستحيل تسخين الجهاز لأكثر من + 260 درجة مئوية ، حيث يمكن أن يؤثر ذلك سلبًا على جودة الأنابيب..
هناك رأي مفاده أن جميع المعايير عند العمل في البرد يجب زيادتها حتى 50٪. هذا لا ينطبق على الإطلاق على الالتزام الأوقات. يجب أن يتم توصيل العناصر هنا في وضع متسارع ، بحيث يمكن إجراء عملية بلمرة كاملة أثناء التبريد السريع. سيؤدي التأخير في هذه الحالة إلى حقيقة أن العقدة ستكون ذات جودة منخفضة ، ولن تدوم طويلاً بسبب إزالة الضغط المبكر..
كم من الوقت يستغرق التسخين?
يعتمد وقت تسخين الوصلات على نوع البلاستيك وقطر الأنبوب وسمك جدرانه..
يعتمد وقت تسخين الوصلة على سمك جدار الأنبوب.
الحد الأقصى لوقت الإحماء يتجنب ارتفاع درجة حرارة الأجزاء ، مما يؤدي إلى تكوين حبة داخلية ، مما يقلل من المقطع العرضي الفعال للمفصل.
ترتيب العمل
تتضمن التقنية الموصى بها لحام أنابيب البولي بروبلين عدة مراحل.
المرحلة رقم 1 – تحضير آلة اللحام
يجب تثبيت الجهاز على سطح مستو حتى يسهل الوصول إليه. قبل البدء في العمل ، تحتاج إلى تحديد الأنابيب التي يجب لحامها بأقطارها وإعداد عناصر التسخين اللازمة. تسمح ميزات تصميم الجهاز باستخدام العديد من المرفقات في وقت واحد.
يوصى بتركيب كل ما هو مطلوب قبل تسخين الجهاز. يسخن الجهاز بالتساوي ، لذلك لا يؤثر موقع عنصر التسخين على درجة حرارة الفوهة. تم إصلاحها بالطريقة الأكثر ملاءمة للعمل. تستخدم مفاتيح خاصة لتثبيت المرفقات. يتم ضبط درجة الحرارة المرغوبة على لوحة التحكم الخاصة بالجهاز ، أما بالنسبة لأنابيب البولي بروبلين فهي 260 درجة. يتم تشغيل الجهاز وتسخينه ، ويستغرق ذلك حوالي 10-15 دقيقة.
في درجات الحرارة السلبية ، اللحام محظور. بالإضافة إلى ذلك ، يعتمد وقت لحام أنابيب البولي بروبلين على درجة الحرارة في الغرفة: في الحرارة ينخفض ، ويزيد في البرد.
المرحلة رقم 2 – تحضير الأنابيب
باستخدام قاطع أنبوب أو مقص خاص ، يتم قطع الجزء بزاوية قائمة. يتم تنظيف مكان القطع وإزالة الشحوم مع التركيب باستخدام محلول كحول أو صابون. التفاصيل تجف جيدا. إذا تم تنفيذ العمل باستخدام أنابيب من ماركة PN 10-20 ، فيمكن إجراء اللحام. في حالة استخدام PN 25 ، يجب تنظيف الطبقات العلوية من الألمنيوم والبولي بروبيلين بشكل إضافي. يتم العمل بمساعدة ماكينة الحلاقة بالضبط ولكن على عمق اللحام الذي يمكن تحديده حسب حجم فوهة ماكينة اللحام.

المرحلة رقم 3 – أجزاء الاحماء
توضع العناصر على ملحقات جهاز القطر المطلوب. يتم إدخال الأنبوب في الغلاف حتى نقطة التوقف للإشارة إلى عمق اللحام ، ويتم تثبيت الوصلة على المغزل. يتم التقيد الصارم بوقت تسخين الأجزاء. يختلف لكل نوع من أنواع الأنابيب ، يمكن العثور على القيم في جدول خاص
المرحلة رقم 4 – عناصر اللحام
تتم إزالة الأجزاء الساخنة من الجهاز وترتبط مع بعضها البعض بحركة سريعة واثقة ، مع ملاحظة محاذاة العناصر. عند توصيل الأجزاء ، لا يمكن تدويرها على طول المحور أو ثنيها. من الضروري أيضًا التأكد بدقة من أن الأنبوب يذهب إلى عمق تحدده الحدود الداخلية لمقبس التركيب..

المرحلة # 5 – تبريد الاتصال
يجب السماح للأجزاء الساخنة بالتبريد ، وهذا مهم بشكل خاص للأنابيب رقيقة الجدران. أي تشوه للأجزاء في هذا الوقت غير مقبول ، يمكن أن يؤدي إلى إحكام التجويف الداخلي للأنبوب
بعد أن تبرد الأجزاء تمامًا ، من الضروري نفخها أو تمرير الماء خلالها للتأكد من أنها يمكن عبورها..
مراحل أعمال التركيب
التكلفة المنخفضة لأنظمة البولي بروبلين يقابلها تعقيد لحام PPR. فقط السباكة المصنوعة من أنابيب الصلب والنحاس ، التي تحتاج إلى طهيها بموقد غاز ، هي أكثر صعوبة في التركيب. الأسلاك باستخدام المواد المعدنية والبلاستيكية والبولي إيثيلين أسهل ، ولكنها أكثر تكلفة.

من أجل لحام خطوط أنابيب المياه والتدفئة المصنوعة من البولي بروبلين بشكل موثوق وجميل ، نوصي بالعمل في التسلسل التالي:
- ارسم مخططًا للسباكة والتدفئة ، وانقل توقعات الطرق السريعة إلى جدران المبنى.
- تحضير الأدوات والتركيبات اللازمة. آلة لحام احترافية (تعرف أيضًا باسم مكواة اللحام أو “مكواة”) مع مجموعة من الفوهات أفضل للتأجير بدلاً من الشراء.
- قطع الفراغات وأقسام اللحام للنظام في ظروف مريحة – على الطاولة.
- أصلح الأقسام النهائية في مكانها وقم بتوصيلها معًا. قم بتوصيل أجهزة السباكة والتدفئة.
ملحوظة. سيسمح لك رسم رسم تخطيطي ووضع علامات على المسارات على الجدران بتحديد المكونات بوضوح – المحملات ، والانحناءات ، والوصلات ، وتحديد عدد الأنابيب للشراء.
معلومات عامة
يعتمد نظام درجة حرارة منتجات أنابيب اللحام المصنوعة من البولي بروبلين بشكل مباشر على البوليمر المستخدم. في الممارسة العملية ، يتم استخدام 4 أنواع من المواد:
- PN10 ، يستخدم لاستخدام المنتجات التقنية في درجات حرارة تصل إلى +40 درجة مئوية ؛
- PN16 للاستخدام عند +60 درجة مئوية ؛
- يستخدم PN20 في إمدادات المياه من +80 درجة مئوية إلى +95 درجة مئوية ؛
- PN25 لأنماط التشغيل فوق +95 درجة مئوية.
بالإضافة إلى الحفاظ على نظام درجة الحرارة ، فإن لحام أنابيب البولي بروبلين بيديك يعتمد على الضغط الذي يمكن أن تتحمله المنتجات التقنية للأنابيب ذات العلامات المحددة.
يستخدم النوع الأول عند وضع المنتجات التقنية المخصصة لإمداد الماء البارد. تعتبر منتجات الأنابيب التي تحمل علامة PN20 عالمية ومخصصة لإمداد الماء البارد والساخن ، ولكن مع الأخذ في الاعتبار أن تأثير +95 درجة مئوية قصير المدى. إذا لم يتم احترام درجة الحرارة ، فسوف يفقدون من إحكامهم وتشوههم من عملها.
ما هو المطلوب لأعمال التركيب
يتكون العمل مع أنابيب البولي بروبلين من قطع الفراغات وتجهيز الحواف الطرفية للتركيب والمعالجة الحرارية للعناصر وتشكيل الوصلة. يتطلب تنفيذ المشروع ترسانة صغيرة من أدوات اللحام:
يجب أن تكون أداة القطع مريحة وصالحة للخدمة. يتم فحص النصل بحثًا عن عيوب وشحذ. إذا أمكن ، يتم تصحيح أوجه القصور ، وإذا لم يكن الأمر كذلك ، يتم شراء مقص جديد
من المهم أيضًا تتبع تربيع القطع ، والذي يجب أن يكون نظيفًا ومتساويًا. تستثني هذه المتطلبات استخدام شفرة المنشار (المنشار ، بانوراما) أو المطحنة

لضمان اتصال محكم وموثوق به بين فراغات البولي بروبلين ، من الضروري تحضير حواف العمل. تتضمن العملية إزالة الغبار والأوساخ والأتربة والرطوبة وإزالة الشحوم من الأسطح. للقيام بذلك ، يمكنك استخدام مركب البناء العام الجاهز أو الكحول (إيثيل ، أيزوبروبيل).
مكان التقديم?
تعتبر أنابيب البولي بروبلين عنصرًا متعدد الوظائف في المنزل.
إليك ما يمكنك فعله معهم:
- نظام السباكة. بالنسبة لإمدادات المياه الباردة ، فإن الأنابيب ذات الجدران الرقيقة أو ذات الجدران السميكة غير المقواة مناسبة. إنها رخيصة وسهلة التركيب وتتواءم مع نقل المياه مع درجات حرارة تصل إلى 45 درجة.
- نظام تزويد الماء الساخن. من خلال الأنابيب التي تحمل علامة NP20 أو NP25 ، يمكنك توفير الماء بأمان عند نقطة الغليان. يبدأ البروبيلين في الذوبان فقط عند 170 درجة.
- نظام تدفئة مركزي في كوخ أو منزل أو منزل ريفي. للقيام بذلك ، تحتاج إلى اختيار أنابيب ذات قطر كبير من الألياف الزجاجية. إنها موثوقة ولا تتطلب تجريدًا معقدًا. لحام هذه الأنابيب ينفجر بفرقعة. استطالة الأنابيب المصنوعة من الألياف الزجاجية أقل من 10 مرات من بدونها – 1.5 سم فقط. ونتيجة لذلك ، لا تتدلى الأنابيب أو تتشوه.
- أرضية ساخنة بالماء. في حالة عدم وجود حرارة كافية من أنابيب الماء الساخن ، يتم تركيب نظام تدفئة أرضية. عيب هذه الأرضية هو أنه من المستحيل لف الأنبوب بخطوة صغيرة. بالإضافة إلى ذلك – في اقتصاد صيانة النظام وعمره التشغيلي. تبلغ مدة خدمة الأرضية المسخنة بالماء حوالي 50 عامًا. في هذه الحالة ، يمكن تركيب النظام مباشرة في ذراع التسوية الأرضية..
- أدوات منزلية. من قصاصات الأنابيب ، يمكنك عمل أشياء مفيدة للممر والشرفة والجراج وورشة العمل وغرفة الأطفال. بمساعدة المحملات والوصلات وشظايا الأنابيب ، يتم تجميع أي شيء ذي شكل هندسي – رف للأحذية ، أو حامل للزهور ، أو علاقة ملابس ، أو مجفف ، أو سلة مهملات. كل ما لديه ما يكفي من الخيال وبقية المواد. إنه مناسب لتجميع الملاعب والأراجيح والمنازل للأطفال الصغار. إذا أضفت شبكة ، فستحصل على هدف رائع لكرة القدم للأطفال..
- عناصر الديكور. باستخدام الزوايا والمحولات ، يمكنك تجميع رف كتب على طراز الدور العلوي. تعتبر القصات القصيرة ذات الأقطار المختلفة مناسبة لإنشاء إطارات الصور أو المرايا والمصابيح وأواني الزهور والمزهريات.
أساليب العمل الأساسية
بالنظر إلى أن جودة الوصلة تعتمد إلى حد كبير على منطقة التلامس ، يتم استخدام طرق توصيل مختلفة للأنابيب بأقطار مختلفة..
يمكن لحام أنابيب البولي بروبلين:
- عن طريق اقتران (عنصر توصيل آخر). يتم استخدامه للمنتجات التي يصل قطرها إلى 63 مم ، وكذلك ذات الجدران الرقيقة ؛
- مباشرة ، خط التماس – للنماذج ذات القطر الكبير ، الجدران السميكة.
في كلتا الحالتين ، يتم ضمان اتصال محكم عن طريق نشر البلاستيك الساخن.
للعمل ، يتم استخدام جهاز تسخين خاص لرفع درجة حرارة البلاستيك إلى المستوى المطلوب.
هام: يتطلب خيار التثبيت الثاني مهارات مهنية كبيرة ، وكقاعدة عامة ، يتم استخدامه فقط في الإنتاج. في المنزل ، يتم استخدام طريقة لحام اقتران (تركيب).
يتم عرض النقاط الرئيسية للعملية في الفصل الرئيسي..
المعدات المستخدمة
الشرط الرئيسي للربط المحكم والعالي الجودة لأقسام خطوط الأنابيب هو التسخين المتزامن إلى نفس درجة الحرارة ، ما يسمى باللحام متعدد الانصهار. التسخين البديل غير مقبول ، لأن وقت تبريد البلاستيك لدرجة الحرارة التي يتوقف عندها الانتشار الجزيئي هو 6 … 15 ثانية.
وفقًا لذلك ، يتم استخدام آلة لحام خاصة مع فوهات تسخين مقترنة للعمل. اسمها “المشهور” هو “لحام الحديد” ، على ما يبدو بسبب تشابه الشكل. أيضًا ، غالبًا ما يُطلق على الجهاز اسم مكواة اللحام..
يتم نقل الحرارة في هذا الجهاز من المغزل إلى الفوهات المختارة وفقًا لقطر الأنبوب الاسمي.
في الظروف الصناعية ، لا يتم استخدام آلات اللحام على سطح الطاولة ، ولكن يتم استخدام آلات اللحام الأرضية..
نظرًا لأن الأنابيب ذات القطر الكبير لها وزن مطابق ، يتم أيضًا استخدام أجهزة تثبيت خاصة لتثبيتها في الموضع المطلوب أثناء اللحام. أيضًا ، يجب أن يتيح هذا الجهاز إمكانية إزاحة المنتج تمامًا على طول المحور من أجل الانضمام الصحيح للشظايا الساخنة..
بالإضافة إلى ذلك ، يتطلب العمل أدوات لوضع علامات وقطع أنابيب البولي بروبلين..
لا يعطي المقص العادي أو المنشار مثل هذا القطع الدقيق وحتى ، لذلك من الأفضل عدم استخدامها..
بالنسبة للأنابيب ذات القطر الكبير ، يتم استخدام نوع مختلف من القاطع – مع عجلة قطع متحركة.
لكي يتلاءم الأنبوب بشكل أفضل مع التركيب ، يجب شطفه. يمكن القيام بذلك يدويًا ، ولكنه أكثر ملاءمة – بمساعدة أداة شطف.
بالنسبة للمنتجات ذات القطر الصغير ، يمكنك استخدام نموذج يدوي.
يتم تنظيف طبقة التسليح باستخدام ماكينة حلاقة أو ماكينة حلاقة.
يتم أخذ ميزات الأنابيب في الاعتبار أثناء التثبيت
من أجل الاختيار الصحيح لطريقة لحام الأنابيب البلاستيكية ، من الضروري مراعاة ليس فقط قطرها ، ولكن أيضًا سمك الجدار. لذلك ، قبل بدء العمل ، من الضروري توضيح سمك الجدار الحقيقي للمنتج المحدد عن طريق وضع العلامات والقياسات (للتحقق).
للتشغيل العادي ، من الضروري ، وفقًا للعلامات ، توضيح البيانات الموجودة في المستند المعياري.
بشكل عام ، تم توحيد البيانات الفنية لأنابيب الضغط بالحرارة بواسطة GOST R 52134-2003. ومع ذلك ، فإن كل إنتاج له الفروق الدقيقة الخاصة به ، وهذا المعيار لا يعمل على الإطلاق للمصنعين الأجانب. لذلك ، من الأفضل توضيح نطاق درجة الحرارة المسموح بها (التشغيل والطوارئ) ، ويجب ألا تتجاوز درجة حرارة اللحام.
علاوة على ذلك ، وفقًا للمعلومات الواردة ، من الضروري توضيح مدة التسخين عند تحضير اللحام للأنابيب البلاستيكية ودرجة حرارة التسخين ، فضلاً عن وقت تبريد الأجزاء..
أيضًا ، مع الأخذ في الاعتبار الزيادة في سمك الجدار مع زيادة القطر الخارجي الاسمي ، يحدد الجدول عرض الحزام الملحوم – أي طول القسم المسخن. يجب أن يكون هو نفسه بالنسبة للأنابيب والتركيب ، حيث أن الانتشار (تغلغل جزيئات المواد على المستوى الجزيئي) مطلوب على كامل المنطقة المتاخمة. يمكنك تحديد عرض الحزام الملحوم (عمق إدخال الأنبوب في أداة التوصيل) وحجم الشطب من المنضدة.
أقصى عمق إدخال (العرض الفعلي للحزام الملحوم) بدون تجريد.
بناءً على البيانات المتعلقة بنوع البلاستيك ، يتم تحديد مستوى التسخين المطلوب لآلة اللحام ، وبشكل أكثر دقة ، عناصر التسخين – فوهات مقترنة.
في بعض الحالات ، لا تكون درجة حرارة اللحام لأنابيب البولي بروبلين 200 … 220 درجة مئوية ، ولكن حوالي 260 درجة ، يجب التحقق من ذلك مع الشركة المصنعة أو البائع.
ارسم مخططًا للأسلاك
في مرحلة مد خطوط الأنابيب وربط معدات السباكة ، يجب أن يكون لديك مشروع تدفئة وإمداد بالمياه في متناول اليد. إذا لم يتم تطوير مخطط الأسلاك بعد ولم يتم تحديد أقطار الخطوط ، نوصيك أولاً بقراءة دليل اختيار نظام التدفئة لمنزل خاص.

مثال على نظام تدفئة أحادي الأنبوب لمنزل من طابق واحد
قبل شراء عناصر البولي بروبلين ولحامها ، قم بنقل المخطط إلى الظروف الحقيقية:
- حدد معالم المشعات أو قم بتثبيت جميع أجهزة التسخين مسبقًا.
- ضع قلم رصاص أو علامة على الأسطح الداخلية للجدران على نقاط تركيب مقابس المياه والصنابير ومشعب التوزيع والتركيبات الأخرى.
- باستخدام سكة طويلة ومستوى مبنى ، قم بتوصيل النقاط المحددة بالخطوط ، ثم ضع أنابيب بلاستيكية على طولها.
- تعرف على الحاجة إلى التركيبات – المحملات والوصلات والفروع حسب عدد الفروع ودوران خطوط الأنابيب.
فارق بسيط مهم. يجب وضع مصائد الطين في الموضع الصحيح – أفقيًا ، بحيث يكون “الأنف” لأسفل. حدد المقاطع المستقيمة المناسبة لتركيب فلاتر المياه.
بعد رسم الإسقاطات على الجدران ، من السهل حساب عدد أنابيب البولي بروبلين المطلوبة ، يكفي قياس طول الخطوط باستخدام شريط قياس. لا تنس مقاطع الأنابيب البلاستيكية.

تساعدك علامات الحائط على رؤية المعالم الحقيقية للنظام المستقبلي
عند شراء التركيبات والأنابيب ، ضع في اعتبارك عددًا من التوصيات:
- يتم لحام الأنابيب البلاستيكية عن طريق غمر كل وجه طرفي داخل العنصر المصمم على عمق 14-22 مم (حسب القطر) ، مما يعني أن طول كل قسم مستقيم يزيد بمقدار 3-5 سم ؛
- في نظام التدفئة وإمداد الماء الساخن ، يتم إطالة مادة البولي بروبيلين بسبب التسخين ، وبالتالي ، من أجل تجنب الانحناءات في الخطوط ، تحتاج إلى شراء تجهيزات خاصة – حلقات التعويض ؛
- لعبور خطوط الأنابيب الأخرى ، استخدم عناصر الالتفاف المصنوعة من PPR ؛
- لإمداد الماء الساخن والمبرد ، خذ الأنابيب المقواة بورق الألمنيوم أو البازلت أو الألياف الزجاجية.

يتم تثبيت حلقات التعويض على خطوط طويلة أو رافعات مثبتة بدعامات ثابتة (على سبيل المثال ، وصلة ربط بين أنبوبين معدنيين للشقق المجاورة). بدون تعويض استطالة PPR ، سوف ينحني الأنبوب في كلتا الحالتين باستخدام صابر بسبب التسخين.
نصيحة مفيدة. إذا كنت تخطط لبدء لحام مادة البولي بروبيلين لأول مرة ، فقم بشراء أنبوب إضافي يبلغ طوله 2-3 متر وعدد قليل من أدوات التوصيل الاحتياطية. تسهل الموصلات المستقيمة التحقق من جودة المفاصل ، لذا تدرب على بعض المفاصل ولحامها.
ترميز الاتصال
الخطوة التالية هي ترميز الاتصال. مطلوب قياس طول حزام الاختراق وتدوين ملاحظة بقلم رصاص أو قلم تحديد. سيكون هذا هو المكان الذي سيتم فيه إدخال الأنبوب في غلاف التسخين. لكل قطر ، يتم تعيين المؤشر الخاص به ، ويجب اتباعه. إذا لزم الأمر ، يتم تطبيق علامة إضافية ، إذا كان الموضع النسبي للأجزاء للتزاوج مهمًا.
لحام الحديد للبولي بروبلين والأدوات الأخرى
آلات اللحام صغيرة الحجم مصممة لربط البولي بروبلين بحجم 20-63 مم (خارجي). نادرا ما تستخدم خطوط الأنابيب الكبيرة في الاتصالات المنزلية. مكواة لحام لأنابيب البولي بروبلين من أي تصميم مناسبة لك – مع مغزل عريض دائري أو مسطح على شكل مكواة.

أنواع مختلفة من ماكينات اللحام وفوهات التفلون
المرجعي. أسهل طريقة هي استئجار سخان بمجموعة من الفوهات. تكلفة الإيجار في اليوم الواحد من 4 إلى 8 دولارات أمريكية. هـ- حسب منطقة الإقامة والسعر الأصلي للجهاز.
بالإضافة إلى مكواة اللحام ، من أجل تعليم أنابيب طاعون المجترات الصغيرة ولحامها ، ستحتاج إلى مجموعة من الأدوات والملحقات:
- ساعة التوقيف؛
- مقص للقطع – مطلوب ، المناشير والمطاحن ليست مناسبة ؛
- ماكينة حلاقة – جهاز لمواجهة الأنابيب المقواة بالألمنيوم ؛
- أدوات القياس – شريط قياس ، مربع ، مسطرة ؛
- علامة أو قلم رصاص
- تركيبة إزالة الشحوم – روح بيضاء ، بنزين “جالوش” ، نفراس ، كحول (الأسيتون غير مناسب) ؛
- رايات؛
- قفازات واقية.

فيما يلي قائمة بالأدوات المطلوبة خصيصًا لحام أنابيب طاعون المجترات الصغيرة. لتثبيت الأسلاك بالجدران والاتصال بالبطاريات ، ستحتاج إلى مجموعة من المفاتيح ، ومثقاب ، ومطرقة ، ومفكات براغي..
تتميز جميع آلات اللحام بميزة غير سارة – يتدلى مكواة اللحام في مقبس الحامل وتتحرك بحرية معها على الطاولة. نصيحة الحرفيين المتمرسين: قم بتوصيل الحامل بسطح الطاولة ببراغي ذاتية التنصت ، وقم بتثبيت السخان بمسمار ، كما هو موضح في الصورة.

أنواع مكاوي اللحام لمادة البولي بروبلين
هناك مكاوي لحام يدوية وميكانيكية. ومع ذلك ، في البيئة المحلية ، يتم استخدام أول الخيارات. هذا بسبب بساطة التصميم وسهولة التشغيل والأبعاد الصغيرة.
يتم إجراء لحام أنابيب البولي بروبلين بيديك باستخدام نوعين من الأجهزة:
- لحام الحديد الخنجري.
- إسطواني.
حديد لحام أسطواني 
حديد لحام السيف 
أغطية وأكمام لنوعين من مكاوي اللحام. 
أحجام طرف لحام الحديد
تختلف مكاوي اللحام في شكل عنصر التسخين. يتم توفير العديد من الثقوب على لوحة أجهزة xiphoid ، والتي تسمح بتركيب العديد من المرفقات ، والتي تتكون من جزأين: مغزل وغطاء. وهي مصممة لتسخين الأقسام النهائية للاتصالات. لذلك ، يتم دفع عنصر التوصيل على المغزل ، تم تصميم الغلاف لتسخين القسم الطرفي للأنبوب.
يجب أن يتم تسخين المنتجات بمساعدة الفوهات في وقت واحد. عند دراسة مسألة كيفية طهي أنابيب البولي بروبلين ، من الضروري استخدام الأجهزة التي تحتوي على فوهات مطلية بالتفلون. هذا يتجنب التصاق المواد المنصهرة بالمعدن..
تختلف الأجهزة الأسطوانية في التصميم عن الأجهزة الخنجرية ، والتي ترجع إلى وجود عنصر تسخين على شكل أسطوانة. في هذه الحالة ، يتم استخدام فوهات من النوع المجعد. يتم وضعها على اسطوانة معدنية ، مثبتة بإحكام. يتم توفير مغزل وغطاء على جانبي هذه الفتحات. مبدأ اللحام هو نفسه كما في حالة التناظرية الخنجرية..
معايير الاختيار لآلات اللحام
- قوة. للعمل مع الاتصالات التي لا يزيد قطرها عن 75 مم ، يجب عليك شراء جهاز بسعة تصل إلى 1000 وات. قدراته كافية لضمان التماس عالي الجودة. ومع ذلك ، في الحياة اليومية ، غالبًا ما تستخدم طريقة اللحام لإصلاح الأنابيب التي يصل قطرها إلى 50 مم. في هذه الحالة ، يمكن استخدام وحدات بسعة تصل إلى 700 واط. علاوة على ذلك ، يجب أن نتذكر أن تيارات البدء عند التشغيل تكون أعلى بكثير ، لذلك يجب توفير احتياطي طاقة (20-30٪).
- نوع عنصر التسخين: لوح ، اسطوانة. في الحياة اليومية ، يستخدمون أول الخيارات ، من الأسهل التعامل معها. هذا مهم إذا لم تكن هناك خبرة في أعمال التثبيت من هذا النوع..
- عدد ونوع وحجم الفتحات. تحديد المنتجات التي تحتاج إلى لحام. يتم أخذ قطر الاتصالات في الاعتبار. في أبسط النماذج ، من الممكن لحام 2-3 أنابيب في وقت واحد وحتى أكثر من نفس العدد من التركيبات. في هذه الحالة ، يوجد 2-3 فتحات على عنصر التسخين.
- الصانع.
في سوق البناء ، يمكنك العثور على معدات مصنوعة في بلدان مختلفة: روسيا ، الصين ، تركيا ، جمهورية التشيك. آخر الخيارات أغلى ثمناً ، هذه الأجهزة ذات جودة بناء عالية وموثوقية. قد يكون لدى آلات اللحام خطأ في قياس درجة الحرارة. نتيجة لذلك ، غالبًا ما لا يتوافق المؤشر الفعلي مع المحدد.
وفقًا لهذا المعيار ، تفوز التكنولوجيا التشيكية ، يكون خطأ مكواة اللحام هذه ضئيلًا. ومع ذلك ، في الحياة اليومية ، يجب على المبتدئين استخدام النماذج الروسية أو الصينية ، لأنها أرخص ، على الرغم من اختلافها في خطأ كبير ، والذي يبلغ 10 درجات في بعض الطرز..
جهاز أسطواني
يحتوي هذا النوع من حديد اللحام لأنابيب البولي بروبلين على عنصر تسخين على شكل أسطوانة. يتم وضع الفتحات عليه من النهاية ويتم ضغطها بمسامير على طول الحواف التي تشكل جزءًا من تصميمها. درجة مسافة المصفوفة من حافة الأسطوانة غير محدودة بأي شيء (لا يوجد تجويف محدد) ، لذلك يمكنك ضبط أي مسافة لأنابيب اللحام بالقرب من الجدار نفسه. يواصل جسم الأداة شكله الأسطواني ، مما يجعله أكثر إحكاما من الطرز الأخرى.
تعتبر آلات اللحام هذه للأنابيب البلاستيكية هي الأفضل في حالة الفصل المعقد للاتصالات: التفرع في غرفة المرجل ، وربط الأرضيات الدافئة بجامع ، واللحام في منافذ ضيقة ، وما إلى ذلك ، وصلة أنابيب متصلة بالفعل بالنظام من جانب واحد. ولكن إذا رغبت في ذلك ، يمكنهم أيضًا العمل بشكل ثابت ، حيث توفر الشركة المصنعة حاملًا صغيرًا مفصليًا.
لحام الأنابيب في المناطق الصعبة
عند تجميع نظام سباكة أو تدفئة بتكوين معقد ، قد تنشأ مشاكل في الوصول إلى نقطة اللحام. كيفية لحام أنابيب البولي بروبلين في الأماكن التي يصعب الوصول إليها?
في عملية التحضير ، يلزم تقسيم الشبكة بالكامل بشكل مشروط إلى عقد منفصلة يمكن توصيلها على طاولة العمل ، وبعد ذلك يتم لحام الفروع النهائية في النظام عند نقطتين أو ثلاث نقاط. يمكن اعتبار المناطق التالية صعبة التثبيت:
- أنابيب السقف
- في الأماكن التي يستحيل فيها وضع مكواة لحام.
أفضل طريقة لتجنب الصعوبات في هذه الحالة هو منعها من الظهور. للقيام بذلك ، تحتاج إلى التفكير في أمر التجميع ، وإنشاء تجميعات معقدة على طاولة العمل ، وليس على يديك. إذا لم يكن ذلك ممكنًا ، فمن الأفضل استخدام التركيبات الكهربائية..
بشكل عام ، هذا النوع من الصعوبة هو نتيجة أخطاء التصميم. قابلية التصنيع للتركيب هي الشرط الرئيسي للمصمم.
نحن لحام المفصل الأول
تبدو تقنية اللحام بالبولي بروبيلين بسيطة للغاية – يتم تسخين نهاية الأنبوب والتركيب في وقت واحد باستخدام مكواة لحام ، ثم يتم ربطها يدويًا. هذا هو المكان الذي يكمن فيه المصيد – عند أدنى انحراف عن المتطلبات التكنولوجية ، يصبح الاتصال غير موثوق به..
نقطة مهمة. من المستحيل تحسين أو إصلاح مفصل غير ناجح – يتم قطع القسم المعيب ، واستعادة الاتصال عن طريق تطبيق تركيبات جديدة وتمديد الأنبوب (إذا لزم الأمر). لذلك ، يجب على المبتدئين التدرب قبل اللحام المسؤول..

ضوابط سخان اللحام والعناصر الوظيفية
كيفية لحام الأنابيب بشكل صحيح وفقًا لتعليمات الشركات المصنعة للبولي بروبلين:
- استخدم المقص لقطع الأنابيب إلى الحجم الصحيح. إذا تم تعزيز PPR بالألمنيوم ، فقم بحلاقة القطعة الطرفية. الهدف هو إزالة الطبقة العليا من الرقائق وضبط القطر الخارجي على القسم الداخلي للعنصر المُشكَّل.

- ضع جانباً مسافة 14-22 مم من النهاية (انظر الجدول أدناه) وارسم علامة على السطح تشير إلى عمق الغمر. إذا كان من الضروري إصلاح موضع الأنبوب بالنسبة للتركيب ، فقم بتمييز كلا المنتجين بعلامات مناسبة

- قم بتشغيل آلة اللحام ، واضبط درجة الحرارة على +260 درجة مئوية وانتظر حتى تنطفئ مؤشرات التسخين. بلل قطعة قماش بروح بيضاء وقم بإزالة الشحوم من الأسطح المراد دمجها..
- حرك الأنبوب والتركيب على جوانب فوهة التزاوج في نفس الوقت. اغمر نهاية الأنبوب بالعلامة ، وليس أعمق. الحفاظ على وقت الإحماء المحدد ، بالرجوع إلى الجدول.

- أيضًا ، في نفس الوقت ، اسحب العناصر المراد لحامها من المدفأة وأدخل نهاية الأنبوب بسرعة في التركيب (حتى العلامة ، وليس حتى نقطة التوقف!). الحد الأقصى للفاصل الزمني بين الإزالة من الجهاز والإرساء هو 3 ثوانٍ

- امسك المفصل بيديك لبضع ثوان (كما هو موضح بالضبط في الجدول). قم بتقييم جودة الاتصال – يجب ألا يتم حظر الممر الداخلي بالذوبان.
ملحوظة. ينصح مصنعو البولي بروبلين بشدة بعدم تدوير العناصر حول محورها أثناء الإدخال / الإزالة / الإرساء. يتم سحب التركيب والفوهة من مكواة اللحام ويتم توصيلهما فقط بحركة مستقيمة.
نظرًا لأنه من السهل رؤيته من الجدول ، فإن عمق الغمر ووقت الاحتفاظ بالأجزاء الموجودة على الجهاز يعتمدان على قطر خط الأنابيب. إذا تم تجاوز الوقت المحدد ، فإن ذوبان البولي بروبلين سيغطي جزءًا من منطقة التدفق. في حالة انخفاض درجة الحرارة ، سيخضع المفصل لاختبار الضغط ، ولكن بعد 1-2 سنة سيبدأ في التسرب.

يوصى بإجراء أعمال اللحام عند درجة حرارة محيطة لا تقل عن +5 درجة مئوية. إذا كان عليك طهي مادة البولي بروبيلين في البرد أو في درجة حرارة 30 درجة ، فيجب تعديل وقت التسخين بنسبة 50٪ في اتجاه واحد أو آخر – توصية الشركة الصانعة. من الناحية العملية ، من الأفضل إجراء عدة وصلات اختبار وتحديد سرعة الغالق بشكل تجريبي..
تسخين البولي بروبلين

يتم تثبيت مجموعة من الفوهات ذات القطر المناسب على مكواة اللحام. الجهاز متصل بالشبكة ، إذا لزم الأمر ، يتم ضبط درجة الحرارة على 260 درجة. لا توجد انحرافات في القيمة ، فقط وقت المعالجة للعلامات التجارية المختلفة يختلف. يمكن قراءة جميع التوصيات مسبقًا في جواز سفر الجهاز. تسخن لمدة 10-15 دقيقة. يتم أيضًا لحام أنابيب البولي بروبلين بأيديهم ، وكذلك تحضيرها ، على عدة مراحل..
- يتم إدخال الأنبوب وعنصر التوصيل في وقت واحد: الأول ، حتى العلامة ، في الغلاف ، والثاني في المغزل.
- بعد إجراء هذه العملية ، يتم تسجيل وقت التسخين ، والذي يختلف لكل قطر. سيؤدي التعرض المفرط إلى تشوه المنتج..
- بعد انتهاء الفترة ، تتم إزالة كلا الجزأين ، الملتويين قليلاً ، من عناصر التسخين ، وإدخالهما بسرعة في بعضهما البعض ، وتصحيحهما على الفور من أجل الالتصاق (1-2 ثانية) ، ثم يتم رفعهما إلى العلامة. في هذه المرحلة ، لم يعد مسموحًا بتدوير الأجزاء. خلاف ذلك ، فإن التوزيع غير المتكافئ للبلاستيك يهدد ، فهو محفوف بانتهاك سلامة التماس.
- استمر في الضغط على الوصلة حتى تبرد ، وتجنب أدنى إزاحة.
- يبدأ اختبار النظام بعد ساعة إلى ساعتين..

هناك بعض الملاحظات في الجدول أعلاه:
- عند لحام الأنابيب ذات الجدران الرقيقة PN 10 ، يتم تقليل وقت التسخين بمقدار النصف ، ويتم تسخين جزء التزاوج “وفقًا للقواعد” ، مع التركيز على الطاولة ؛
- في غرفة باردة (بالخارج) ، حيث تقل درجة الحرارة عن 5 درجات ، يتضاعف وقت الإحماء.
في هذه الحالة ، لن تؤذي الممارسة الأولية ، بل ستخلصك من الزواج ومن التسريبات المحتملة. للتدريب والاختبار الكامل ، يمكنك أن تأخذ أكثر المنتجات تكلفة لإجراء لحام تجريبي.
وضع الأقسام على الطاولة
يتم إنتاج أفضل أنواع لحام الأنابيب في ظروف مريحة عندما يتم تثبيت آلة اللحام على المنضدة. ومن هنا الاستنتاج: تحتاج إلى تقسيم شبكة التدفئة / إمداد المياه إلى أقسام يمكن إجراؤها بشكل منفصل ، ثم توصيلها معًا في مكانها..

حاول عمل أقصى قدر من اللحام على الطاولة وشكل أقسامًا جاهزة
كيفية تحديد ولحام أقسام أنابيب البولي بروبلين:
- تركيب معدات السباكة والتدفئة – المرجل ، الخزان العازل ، المشعبات ، الخلاطات وما إلى ذلك.
- قسّم الخطوط إلى أقسام منفصلة بحيث تكون مفاصل الأقسام في أماكن مناسبة. إرفاق مشابك الأنابيب – المزالج (خلاف ذلك – المشابك) على طول المسارات المحددة
")
- احسب أطوال الأنابيب المستقيمة بين كل زوج من التركيبات. يتم أخذ 3 أبعاد في الاعتبار: الطول الصافي ، الانغماس في التركيب والمسافة من خط الأنابيب إلى الحائط

- قم بقياس القطع المستقيمة وقصها حسب الحجم وضبط علامات الحد والإرشاد.
- أزل الشحوم من جميع الأطراف وانتقل إلى اللحام.

التقسيم إلى أقسام يسبب أكبر صعوبة. دعنا نعطي مثالاً: توزيع التسخين السفلي ثنائي الأنابيب مقسم إلى أقسام أفقية طويلة ووصلات المبرد. الأول عبارة عن أنبوب به نقطة الإنطلاق الملحومة ووصلة التوصيل ، والثاني عبارة عن عنصر مجسم من عدة فروع وأنابيب فرعية ، وينتهي بمحول ملولب للصنبور.
نقوم بتركيب السروج في نظام السباكة
يتم استخدام عنصر خط الأنابيب هذا لإنشاء فرع إضافي ، وتنشأ الحاجة إلى تثبيته ، كقاعدة عامة ، عند إصلاح الأسلاك الموجودة.
يتم لحام تركيبات أصغر في أنبوب قطر أكبر ، مما يسمح لك بتثبيت فرع من الأسلاك الحالية بزاوية 90 درجة.
لهذا تحتاج:
- في جدار الأنبوب الموجود ، يحتاج السيد إلى حفر ثقب بالقطر المطلوب وإزالة نتوءات وشطب.

- يتم تسخين أجزاء التزاوج باستخدام مكواة لحام باستخدام التكنولوجيا التقليدية.

- السرج (المناسب) يناسب بإحكام الفتحة الموجودة في الأنبوب.

تتيح لك طريقة إنشاء فروع إضافية في نظام إمداد المياه من أنابيب البولي بروبلين مواصلة تطوير الشبكة بأقل جهد..
ستسمح لك معرفة كيفية لحام البولي بروبلين بشكل صحيح بتركيب خطوط الأنابيب بسهولة من أي طول ودرجة تعقيد.
نحن نلحم المناطق في ظروف غير مريحة
يبدأ التجميع في الموقع بتثبيت الأجزاء الملحومة في مشابك مثبتة على طول المسار على الحائط. يجب أن يكون القسم الأول ثابتًا بشكل صارم بحيث لا ينزلق الأنبوب داخل المزالج ، أو يستقر على الحائط بالطرف الآخر. ثم قم بإزالة مكواة اللحام من الحامل ولحم المفصل بالوزن.
النصيحة. من الأفضل القيام بعمل التجميع بمساعدة مساعد ، إذا لزم الأمر ، فسوف يمسك أنبوبًا واحدًا أو يأخذ آلة لحام منك عندما تكون كلتا يديه مطلوبة لتوصيل الأجزاء الساخنة بسرعة. إذا لم يكن هناك أحد للمساعدة ، فأنت بحاجة إلى إنشاء نقطة ارتكاز موثوقة في القسم الأول حتى لا تتحرك العناصر في المقاطع.

يتم إجراء اللحام هنا دون أي صعوبة خاصة – يتم وضع طرف حديد اللحام بسهولة على الأنابيب
سنصف عدة تقنيات لحام البولي بروبلين في الأماكن التي يصعب الوصول إليها:
- عندما يتعذر تأمين القسم الأول ، اطلب من المساعد أن يمسك الأنبوب. في نهاية التسخين ، مرر له مكواة اللحام بسرعة وقم بتوصيل العناصر.
- إذا استقر السخان “الحديد” على الحائط ، فحاول تحرير نهايات الأنابيب المراد لحامها من المشابك.

- الخيار الثاني: العثور على مكان أكثر ملاءمة للحام ، وزيادة طول خط الأنابيب باستخدام أداة التوصيل ، وبالتالي نقل نقطة الاتصال.
- إذا تعذر تحريك الأجزاء بعيدًا عن عرض السخان ، فقم بربط مجموعتين متطابقتين من الملحقات على “المكواة” ووضع كلا القسمين على جانب واحد من المغزل ، كما هو موضح في الصورة.

- يقوم المؤدون ذوو الخبرة بطهي مفصل واحد في مكان عميق ، حيث لن يدخل الجهاز في أي موضع: قم بإزالة الفوهة المسخنة من المغزل باستخدام الزردية وأدخلها بين الأجزاء المراد ربطها.
ملحوظة. تعتبر الطريقة الأخيرة محفوفة بالمخاطر – حيث تبرد الفوهة التي تمت إزالتها بسرعة ، يجب أن تكون قادرًا على تخمين وقت التعرض بدقة. لا يوجد مجال للخطأ – عندما يتدفق المفصل ، سيتعين عليك إعادة جزء من النظام والقضاء على عواقب الفيضان.
في نهاية أعمال التجميع ، قم بإجراء اختبار الضغط – املأ شبكة خطوط الأنابيب بالماء ، وقم بضخ أقصى ضغط عمل واتركه لمدة يوم واحد. للحصول على تفاصيل التثبيت والتحقق ، راجع الفيديو التعليمي الثاني:
توصيل أنابيب مقواة بالألمنيوم
يجب اتباع القواعد عند لحام أنابيب البولي بروبلين مع التعزيز. الطبقة المقواة مصنوعة من الألومنيوم أو الألياف الزجاجية.
يتم استخدامها في تركيب الأنظمة التي تنقل الماء بدرجة حرارة عالية ، لأنه تحت تأثير سائل ساخن ، يحدث تمدد خطي للمادة وانحناء خط الأنابيب..
عند إجراء اللحام ، يجب إزالة مادة الألمنيوم الواقية. بالإضافة إلى ذلك ، تؤثر هذه الطبقة على جودة المفصل ، ويعتمد وقت اللحام على فترة تسخين أجزاء البولي بروبلين..
تتميز خطوط الأنابيب المقواة بقطر متزايد. لذلك ، لن ينجح استخدام الفوهات القياسية على أداة التسخين دون التحضير الأولي للمنتجات..
يتم تنفيذه عن طريق تجريد الأجزاء. لا تنطبق على المنتجات المقواة بالألياف الزجاجية. ترتبط بنفس طريقة خطوط الأنابيب غير المدعمة..
يتم التنظيف بطرق مختلفة ، لأن هناك العديد من التقنيات لتقوية منتجات البولي بروبلين. يتم تطبيق العلاج في كثير من الأحيان عند استخدام ماكينة الحلاقة. إنه جهاز معدني على شكل جلبة ذات شفرات.

تنزلق الأداة فوق نهاية الأنبوب وتدور لإزالة طبقة الألمنيوم الواقية. تتم العملية حتى يتبقى بلاستيك واحد فقط..
يمكن تصنيع أنابيب PP عندما تكون الطبقة المقواة في منتصف سماكة الجدار. في هذه الحالة ، يتم استخدام أداة مواجهة. هذه الأداة تشبه إلى حد بعيد آلة الحلاقة. ترتيب وترتيب السكاكين المختلفة.
تتيح لك الأداة تسطيح الأطراف وإزالة 2 مم من طبقة التعزيز الموجودة في منتصف سماكة جدار الأنبوب. بفضل هذه المعالجة ، سيكون من الممكن إجراء لحام عالي الجودة..
الحماية الخارجية
يتم إدخال الأنبوب في ماكينة الحلاقة ، ثم تدويره لإزالة الطبقة المعدنية المتداخلة. تكتمل المعالجة عندما يستقر المنتج على الجزء السفلي من الأداة. في هذه الحالة ، ليست هناك حاجة لوضع علامات أولية. يتم إدخال الأنبوب النهائي المسخن في عنصر التوصيل حتى يتوقف: حتى لا يجب ترك ملليمتر من المواد غير المحمية بالخارج.
طرق ربط أنابيب البولي بروبلين
يتم تجميع خط الأنابيب من الفراغات المصنوعة من مادة البولي بروبيلين بطريقتين: مباشر وعن طريق عناصر توصيل إضافية لأغراض مختلفة. الخيار الأول مناسب للعناصر التي يتجاوز قطرها 40-63 مم ، لأن المنتجات لها جدران سميكة إلى حد ما
من المهم مراعاة عدة شروط هنا:
كيفية لحام البولي بروبلين بشكل صحيح – تعليمات
عليك أن تتصرف باستمرار ، في هذه الحالة ، تقل احتمالية حدوث خطأ.

إرشادات خطوة بخطوة لحام أنابيب البولي بروبلين
- جهز الغرفة. بالنظر إلى إطلاق المواد السامة أثناء اللحام ، يجب ضمان دوران الهواء الفعال.
- بعد القطع ، تتم معالجة حواف الاتصالات باستخدام أداة تشذيب أو شطف. الشطب مصنوع ، وهذا يجعل من السهل ربط الأنابيب.
- يتم إزالة الشحوم من المواد: يتم تنظيفها من الغبار ومعالجة الروح البيضاء. تحتاج إلى مواصلة العمل عندما يكون السطح جافًا تمامًا..
- قم بتشغيل مكواة اللحام بعد ضبط درجة الحرارة على المستوى المطلوب (+ 260 درجة مئوية).
- عندما يضيء الضوء الأخضر على جسم لحام الحديد ، يمكنك المتابعة إلى اللحام. يتم تثبيت الأنبوب في فوهة الأكمام ، ويتم تثبيت التركيب على المغزل.
- في الوقت نفسه ، يتم تسخين عنصرين من خط الأنابيب المستقبلي: جزء على شكل أنبوب.
- بعد انتظار الوقت الموضح في الجدول أعلاه ، تتم إزالة الأنبوب والعنصر المصمم من الفتحات وربطهما ببعضهما البعض. في هذه الحالة ، يجب أن تظل الأجزاء ثابتة. يتم ربط الاتصالات بخط طولي مرسومة مسبقًا. سيؤدي أدنى إزاحة لمادة البولي بروبيلين التي لم يتم ترسيخها بعد إلى تدمير الروابط الجزيئية. في المستقبل ، يمكن أن يتسبب هذا في حدوث تسرب.
تعليمات اللحام
لإكمال العملية ، هناك حاجة إلى إرشادات حول كيفية لحام أنابيب البولي بروبلين بشكل صحيح. يجب أن تحتوي آلة اللحام في التصميم على قاعدة تسخين بها فتحات لربط الفوهات. تأتي المجموعة التي تحتوي على مرفقات في معظم الحالات مع الجهاز ، وإذا لم يكن الأمر كذلك ، فيمكن شراؤها بشكل منفصل. آلية الجهاز تشبه الكي. الاختلاف الوحيد هو وجود مظلتين. يتم تثبيت ترموستات على سطح العلبة ، والذي يمكنه ضبط درجة الحرارة.
قبل تشغيل عنصر التسخين ، تحتاج إلى تنشيط حالة لحام الحديد. لإكمال هذه المهمة ، تحتاج إلى تثبيت حامل ووضع فوهة بالقطر المطلوب. عادة ، يحتوي السطح الوحيد على جهتي اتصال لربط الفوهات. إذا كانت الأنابيب ذات قطر صغير ، فيجب تثبيت الفوهة على حافة الفوهة.
بعد ذلك ، تحتاج إلى توصيل جهاز اللحام بالشبكة. يجدر وضع مؤشرات الخيام 260 درجة. للحصول على النتيجة ، عليك الانتظار ، لأنه يتم الوصول إلى درجة الحرارة هذه في غضون 20 دقيقة. عندما ينطفئ الضوء الموجود على العلبة ، فهذا يعني أن الجهاز جاهز للاستخدام..
مفاهيم العملية الأساسية
اللحام مادة بسيطة للغاية. لهذا السبب ، إذا قررت مادة السباكة ، فأنت بحاجة إلى معرفة بعض ميزات مادة البولي بروبيلين. هذا ضروري للتحكم في سلوك الأنابيب ، بحيث لا تنشأ مواقف غير متوقعة. لذلك دعونا نتناول كل المفاهيم التي نحتاجها.
قبل لحام المنتجات البلاستيكية ، عليك أن تعرف أن هذه المواد يمكن أن تفقد قوتها وصلابتها عند درجات حرارة من 140 درجة مئوية. تجدر الإشارة إلى أن تعليمات الشركات المصنعة للأنابيب تحتوي على معلومات حول الحد الأقصى للمؤشر – 95 درجة.
انتباه! لا تستخدم الأنابيب البلاستيكية في أنظمة تزويد الماء الساخن. في هذه الحالة ، يُنصح بإعطاء الأفضلية للنحاس أو المجلفن.
حتى الآن ، يوصى بتثبيت منتجات البولي بروبلين في مناخ معتدل ، حيث يمكن للبلاستيك في ظل هذه الظروف أيضًا التعامل مع نقل التيارات الدافئة.
تنظيم الاستطالة الحرارية
- يتم تنفيذ تركيب منتجات البولي بروبلين المقوى. هذه الأنابيب لديها مخاطر أقل من الاستطالة الحرارية. بالإضافة إلى ذلك ، يمكن لمثل هذا الجهاز أن يتحمل ضغطًا أعلى..
- يمكنك تثبيت وصلات تمدد خاصة – وهي عبارة عن انحناءات مستقيمة على شكل حرف U. بفضل هذه التفاصيل ، يحتفظ المنتج بخطه المستقيم حتى بعد الاستطالة..
انتباه! بالنسبة لنظام التدفئة ، يكون الخيار الأفضل هو استخدام طريقتين في نفس الوقت. التمدد ليس غائبًا عن المنتجات المقواة ، فهو ببساطة أقل من الأنابيب البسيطة.
يعتمد لحام الأنابيب البلاستيكية على وجود أو عدم وجود التعزيز. هناك ميزات لعملية التعزيز:
- إذا كان التعزيز مصنوعًا من الألياف الزجاجية ، فإن أعمال التركيب لا تختلف عن النماذج البسيطة.,
- في حالة وجود إطار من الألومنيوم ، فإن تنظيف السطح أمر حتمي. تحتاج أيضًا إلى إجراء تجريد ماكينة الحلاقة.
من الأفضل تركيب الأنابيب المقواة لإمداد الماء الساخن أو التدفئة. إذا قمت بتثبيت مثل هذه المنتجات لتيار بارد ، فسوف ينعكس التأثير فقط على تكلفة إمدادات المياه.
يمكن أن تسخن أبسط موديلات الجهاز حتى 800 واط. للاستخدام المنزلي ، هذه القوة عالية جدًا. يمكن أن يؤثر مؤشر الطاقة على معدل تسخين الجهاز ، لكن اللحام لا يفسح المجال لهذا التأثير. تأتي مكاوي اللحام منخفضة التكلفة مرفقة بمرفقات لأنواع الأقطار الرئيسية. إذا لم يكن الحجم المطلوب متاحًا ، فيمكنك شرائه بشكل منفصل.
يجب ألا تدخر المال مقابل الأجزاء الإضافية عالية الجودة ، على سبيل المثال ، مثل التركيبات والأنابيب البلاستيكية. يمكن أن يتنوع شكل الجهاز وطرق صنع السحابات. تجدر الإشارة إلى أنه يمكن العثور على جميع الأدوات اللازمة للعملية تقريبًا في المنزل..
بالإضافة إلى ذلك ، سيكون المكون الأكثر راحة هو مقص لقطع الأنابيب البلاستيكية. بمساعدتهم ، يمكنك القص بشكل أكثر دقة وسلاسة. يمكن لهذا الجهاز أن يقلل بشكل كبير من الوقت لإكمال العملية..
انتباه! قبل أن تذهب لشراء مكواة لحام ، يجب أن تتعرف على مكونات مجموعة أدواتها ، لأن العديد من الطرز تأتي مع قاطع أنابيب أو شريط قياس.
كيفية لحام الأنابيب باليد?
للعمل ، استخدم آلة لحام خاصة لأنابيب البولي بروبلين. على عنصر التسخين المسطح ، المسمى “الحديد” ، يتم توصيل جِلب المهايئ المقترنة بقطر الأنبوب. يتم قطع حواف الأجزاء المراد لحامها بدقة 90 درجة ، وهي مشطوفة ، مما يسهل الاتصال.
علاوة على ذلك ، يتم تنظيف الحواف والمساحة المجاورة من 15 إلى 20 مم من الغبار ونشارة الخشب والملوثات الأخرى. لهذا الغرض ، يتم استخدام المذيبات العضوية مثل الكحول أو ثلاثي كلورو الإيثان. عند اختيار مذيب ، اتبع تعليمات الشركة المصنعة..
يتم تحديد معلمات الحواف وعرض منطقة التجريد بناءً على قطر العناصر المراد ربطها..
معلمات الحز والتجريد حسب القطر.
يتم ضبط درجة حرارة التسخين مع مراعاة توصيات الشركة المصنعة وتصحيحات درجة حرارة الغرفة. بعد تسخين آلة اللحام ، يتم وضع الحواف المحضرة على البطانات وتبدأ في التسخين. يوصى بفحص درجة الحرارة الفعلية للسخان الكهربائي بميزان حرارة ملامس أو بيرومتر..
في الخارج ، يتم تطبيق المخاطر الطولية على أقسام الأنابيب أو التركيبات. سوف تسمح لك بدمج العناصر بدقة دون إزاحة. بعد الاحتفاظ بالوقت اللازم للتدفئة ، تتم إزالة كلا الجزأين من جلب المهايئ وإدخالهما على الفور في بعضهما البعض بحيث تتزامن المخاطر.
في هذا الموضع ، يتم تعليق مدة اللحام ، بينما يجب تثبيت الأجزاء بإحكام. هناك اختراق متبادل للطبقات السطحية اللينة لحواف الجزأين وتشكيل روابط جزيئية جديدة. بعد انقضاء وقت اللحام ، يجب أن تبرد العناصر المتصلة بشكل طبيعي ، دون غمرها في الماء أو نفخ الهواء البارد. سيؤدي مثل هذا التأثير إلى تشوهات حرارية وتمزق الروابط المنشأة حديثًا..
بعد الانتهاء من لحام جزء من خط الأنابيب (أو النظام بأكمله) ، يتم اختبارها تحت ضغط عمل السائل. يتم فحص كل مفصل بعناية ، إذا لوحظت قطرات من الماء أو العرق – يتم رفض المفصل ويجب إعادة لحامه.
لتحسين فهم الظواهر الفيزيائية التي تحدث أثناء اللحام ، يتم توفير مخطط زمني لتغيرات درجة الحرارة والضغط لأجزاء الضغط..
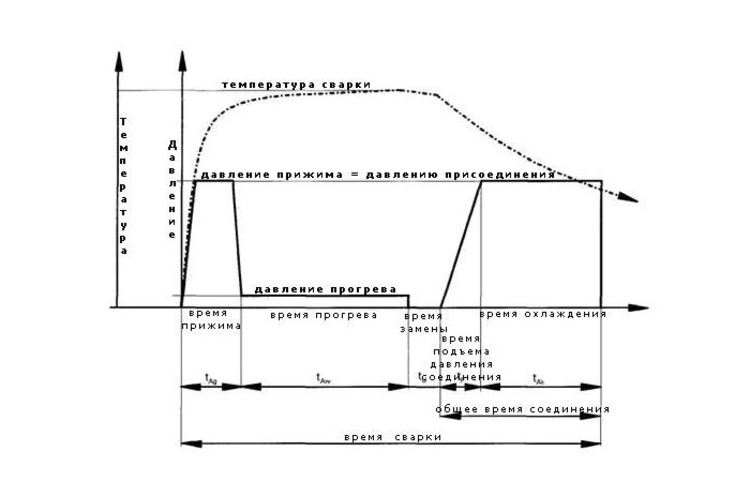
مخطط درجة الحرارة والضغط خلال مراحل اللحام المختلفة.
مقياس الوقت على الرسم البياني معطى بمقياس غير خطي ، النسبة الحقيقية لأوقات الضغط والتبريد يمكن أخذها من الجدول.
الأداة المطلوبة

ليس من الصعب لحام أنابيب البولي بروبلين بهذا الجهاز بيديك ، ويمكن لكل حرفي مبتدئ القيام بذلك. تتراوح تكلفة هذا النوع من الأدوات من ثمانية إلى أربعة عشر ألف روبل. ولكن ، لوظيفة لمرة واحدة ، لا يوصى بشراء مثل هذا الجهاز. هذا ليس له ما يبرره اقتصاديا. من الأفضل تأجيره من أي شركة تركيب..
غالبًا ما تُباع آلة لحام الأنابيب البلاستيكية مع فوهات بأقطار مختلفة (بحيث يمكن ربط أنابيب بأقسام مختلفة) مغطاة بالتفلون. نحتاج أيضًا إلى الأداة التالية للعمل..
- قاطع الأنابيب. تكمل هذه الأداة أيضًا حزمة الجهاز الموصوف..
- ماكينه حلاقه. هذا المرفق مخصص لطبقة التعزيز على المنتجات الأنبوبية المقواة..
- مسطرة.
- عوامل إزالة الشحوم.
- مناسب.
- سكين شحذ جيدًا.
- ماركر وخرق.
- ملف.
طاولة لحام لأنابيب البولي بروبلين
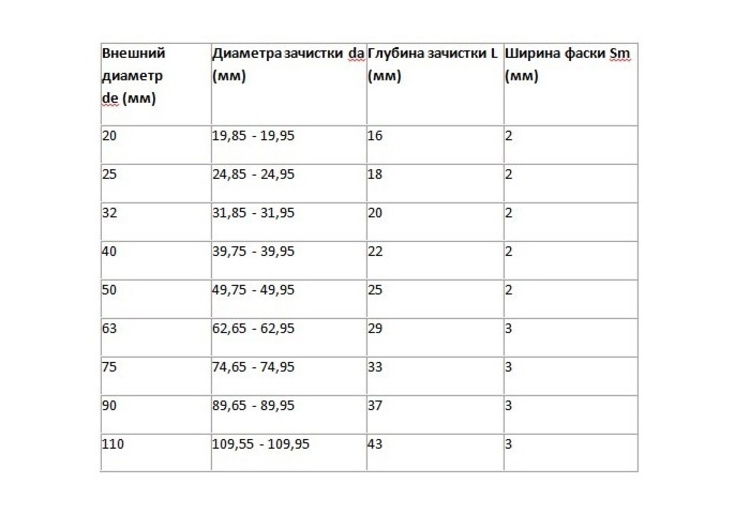
| قطر الأنبوب ، مم | طول القسم الذي يتم تسخينه ، مم | مدة فترة اللحام بالثواني |
| تعرض الأنبوب في فوهة لحام الحديد | عند توصيل أقسام خطوط الأنابيب | عندما يعالج البولي بروبلين |
| 16 | 12 | 4-5 | 4 | 120 |
| عشرين | أربعة عشرة | 5 |
| 25 | 15 | 6-7 | 6 |
| 32 | 16 | ثمانية | 240 |
| 40 | الثامنة عشر | 10-12 |
| 50 | عشرين | الثامنة عشر |
يضمن وقت التسخين والاحتفاظ بأنابيب PP عند درجة حرارة معينة لحديد اللحام جودة عالية لوصلة التماس. التدفئة الضعيفة لن تؤدي إلى تليين الاتصالات. في هذه الحالة ، سيكون من المستحيل إرساء الأنابيب..
ملامح العمل مع الأنابيب مع تقوية الألومنيوم

أنابيب البولي بروبلين المقواة
يتميز البولي بروبلين بخاصية التمدد الدافئ ، مما يحد من استخدام المواد في ظروف درجات الحرارة المرتفعة ، والتغيرات في مؤشراتها. تم تصحيح العيب من خلال تدعيم الأنابيب بالألمنيوم أو الألياف الزجاجية. في الحالة الأولى ، لا تنشأ صعوبات أثناء لحام وتشغيل الخطوط.
يمكن تركيب حديد التسليح داخل المنتج أو تحت الغلاف الخارجي. يجب إزالة الطبقة الخارجية بورق الألمنيوم قبل اللحام بالنحاس. هناك ثلاثة أسباب لذلك:
- مطلوب تدفئة إضافية ؛
- الفراغات المعدنية البلاستيكية لها قطر خارجي أكبر من الفراغات غير المقواة أو المصنوعة من الألياف الزجاجية ؛
- يشكل الألمنيوم والبوليمر رابطة ضعيفة أثناء اللحام.
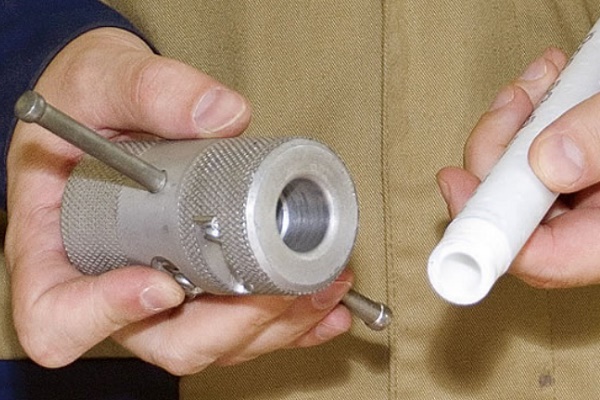
لتنفيذ العمل ، يتم استخدام ماكينة حلاقة – أسطوانة مجوفة ذات شفرات فولاذية موجودة بداخلها. بالإضافة إلى ذلك ، لسهولة الاستخدام ، يمكن إدخال مقبض على شكل قضيب قابل للإزالة. يتم توفير قيود على سمك القطع وعمق المنطقة المعالجة مسبقًا ، لذلك ليست هناك حاجة لتتبع المعلمات.

يتم إجراء الفصل الداخلي لاستبعاد التلامس المباشر للألمنيوم مع السائل المنقول. يمكن أن يؤدي ذلك إلى تنشيط العمليات الكهروكيميائية ، وتدمير رقائق التسليح ، وتفريغ الأنابيب ، وإزالة الضغط عن مجموعة التلامس. هنا ، يتم استخدام الواجهات لتحضير قطع العمل للحام. هذا الجهاز مشابه في هيكل ماكينة الحلاقة ، فقط الشفرات الموجودة في الطرف الداخلي..

لحام مواسير مع تقوية
تختلف درجة حرارة تشغيل الاتصالات لإمداد الماء البارد في حدود -10 … + 90 درجة مئوية. تحت تأثير المبرد ، ينحني خط الأنابيب ، حيث يوجد تمدد خطي مكثف. هذا يعني أنه للتدفئة تحتاج إلى استخدام أنابيب تختلف في خصائص أكثر ملاءمة..
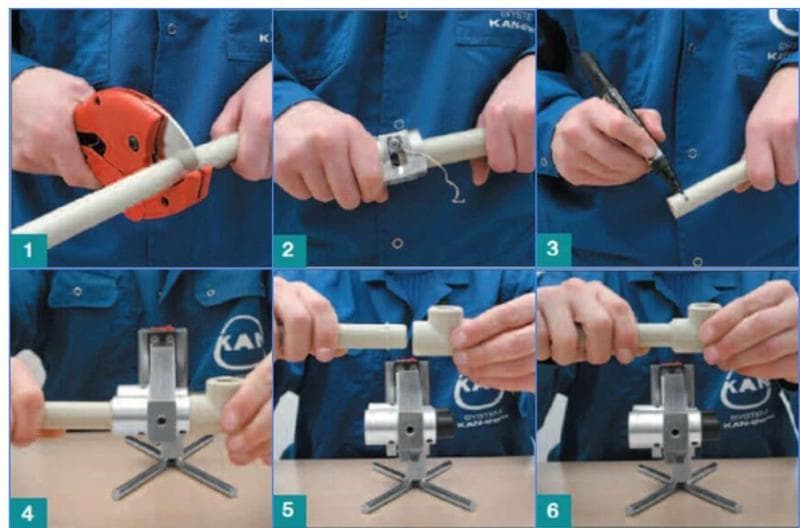
1 – قطع طول الأنبوب المطلوب. 2 – فك التعزيز بآلة الخياطة. 3 – تحديد الاتجاه. 4- تسخين الانبوب وتركيبه. 5 ، 6 – توصيل الأنبوب بالتركيب والتثبيت.
لذلك ، في ظروف التعرض لدرجات حرارة عالية ، يتم استخدام المنتجات المقواة بالألياف الزجاجية أو الألومنيوم. هذه الأنابيب عبارة عن منتجات متعددة الطبقات: يتم وضع طبقة رقيقة من الألياف الزجاجية فوق منتج بوليمر ومغطاة بطبقة PP. مزايا:
- الاستقرار النسبي للتوسع الخطي ، حتى تحت تأثير درجات الحرارة المرتفعة ، تتغير هندسة المنتج قليلاً ؛
- القدرة على تحمل الضغط حتى 10 أجهزة الصراف الآلي ، للمقارنة ، في المباني السكنية ، تكون الاتصالات أقل تأثراً (6-8 أجهزة الصراف الآلي) ؛
- بسبب وجود طبقة من التعزيز ، تزداد مدة خدمة خط الأنابيب ؛
- تُظهر الأنابيب ذات التعزيز الداخلي مقاومة لدرجات الحرارة المرتفعة ، والتي تبدأ عندها النسخة الكلاسيكية من الاتصالات في الذوبان.
لا تختلف تقنية اللحام بالأنابيب المقواة عن طريقة ربط الاتصالات غير المدعمة باستثناء وحيد: في المرحلة التحضيرية ، يجب تنظيف أطراف المنتجات من طبقة التعزيز التي تستخدم من أجلها أداة مواجهة ، ماكينة حلاقة. بعد التحضير ، يتم إزالة الشحوم من الأنابيب ، ثم تسخينها بمكواة لحام وتوصيلها.
مقص القطع
تسمى هذه الأداة أيضًا قاطع الأنابيب الدوارة. يتم إنتاجه غالبًا في تعديلين:
- للأنابيب ذات القطر الخارجي من 16 مم – 40 مم,
- للأنابيب ذات القطر الخارجي من 16 مم – 110 مم.
قواعد لحام ثنائي الفينيل متعدد الكلور لتجنب الأخطاء
- يتم تحديد قطر أنبوب البولي بروبلين وفقًا لجدول الحجم ؛
- قبل العمل ، قم بإعداد كل ما تحتاجه ، نظرًا لأن اللحام يتم بسرعة ، فلن يكون هناك وقت للتحضير أثناء عملية التثبيت ، يتم تشغيل مكواة اللحام عند قطع الاتصالات بالفعل ؛
- يجب أن تكون آلة اللحام مثبتة بشكل آمن على سطح أفقي ، وستعتمد جودة التماس على ذلك ، فهذه الوحدات مجهزة بحوامل خاصة ، لكن بعض الطرز غير مثبتة بإحكام ، لذلك يلزم إصلاحها بشكل إضافي ؛
- نقطة انصهار البولي بروبلين أقل بكثير من القيمة المحددة في إعدادات آلة اللحام ، ويرجع هذا الاختلاف إلى الحاجة إلى تليين الأنبوب بسرعة ، وتعتبر درجة حرارة + 260 درجة مئوية كافية ؛
- لا ينبغي تغيير نظام درجة الحرارة عند استخدام منتجات أكبر ، عندما تكون أنابيب PP ملحومة ، لا تتغير درجة حرارة التسخين مع زيادة قطر الاتصالات ، من الجدول أعلاه يمكنك معرفة أن أبعاد المنتجات تحدد فقط مدة تسخين المادة ؛
- يجب أن تسترشد بالمؤشر: يشير الضوء الأحمر إلى تشغيل عنصر التسخين ، بينما يشير الضوء الأخضر إلى الوصول إلى درجة الحرارة المحددة ؛
- غالبًا ما يتخطى المستخدمون مرحلة إزالة الشحوم من المادة ، ومع ذلك ، فإن وجود الغبار وقطرات الماء في منطقة القطع يمكن أن يتسبب في إضعاف التماس ، لأن بنية المادة تصبح أكثر مسامية ؛
- عند تنفيذ تركيب خط أنابيب من التكوين المعقد ، من الضروري توصيل الأنابيب بزوايا مختلفة ، كما يتم تدويرها بالنسبة لبعضها البعض ؛ من أجل عدم الإخلال بمحاذاة المنتجات ، يوصى أولاً بتحديد الموضع الدقيق للاتصالات ، ثم يتم إجراء التثبيت الأولي (بدون استخدام مكواة لحام) ، في هذه المرحلة ، من الضروري رسم شريط علامات على طول خط الوسط من خلال جزأين متصلين.
يجب أن يؤخذ في الاعتبار أن الأنابيب ذات الجدران الرقيقة تسخن بشكل أسرع. هذا يعني أن فترة تشغيل مكواة اللحام تقل مرتين. إذا كنت تدرس السؤال عن درجة حرارة لحام هذه الأنابيب ، فعليك أن تتذكر أن قيمة هذه المعلمة لا تعتمد على أبعاد المنتج. الاتصالات رقيقة الجدران مترابطة في نفس نظام درجة الحرارة مثل الجدران السميكة.
تأثير الأخطاء على جودة اللحام
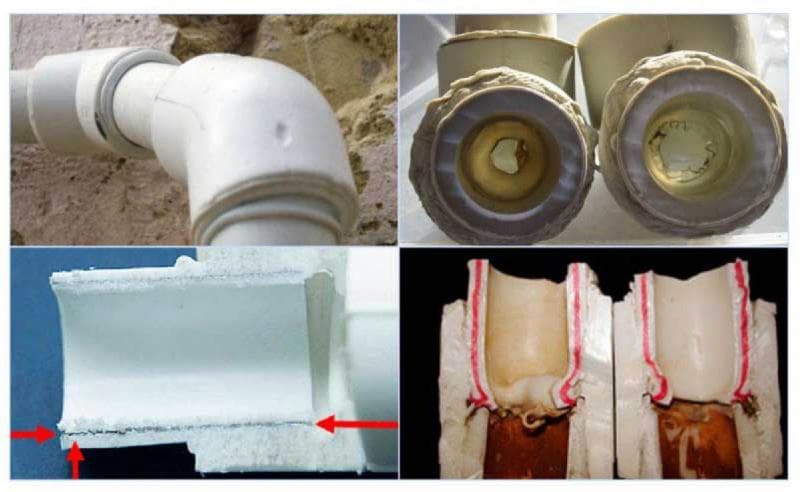
هذا ما يحدث إذا كان لحام أنابيب PP غير صحيح!
أكثر انتهاكات عملية اللحام شيوعًا:
- لا يتم إزالة الشحوم من الأسطح ، ونتيجة لذلك تقل جودة مفصل التماس ؛
- لا تتوافق زاوية قطع الأنبوب والتركيب مع 90 درجة ؛
- تعميق الأنبوب بشكل غير كافٍ في التركيب أو ، على العكس من ذلك ، يتم إدخال الاتصالات في العنصر المصمم حتى يتوقف ، ونتيجة لذلك ، يتم تشكيل خط كبير بالداخل ، مما يعيق تدفق السائل ؛
- انتهاك تكنولوجيا التسخين: كانت الأنابيب في الفتحات لفترة قصيرة جدًا أو ، على العكس من ذلك ، لفترة طويلة ، في كلتا الحالتين ، ستكون جودة اتصال الخيط منخفضة ؛
- عند توصيل الأنابيب المقواة ، لم تتم إزالة طبقة التعزيز في القسم النهائي تمامًا ، ونتيجة لذلك ، ستمنع هذه المادة ذوبان مادة البولي بروبيلين ، وسيكون هذا التماس هشًا ، أو لن يعمل على الإطلاق ؛
- بعد الانضمام ، تم تصحيح موضع الأجزاء ، مما أدى إلى انخفاض موثوقية التماس ؛ لتجنب مثل هذه العواقب ، من الضروري تحمل الوقت بعد توصيل الأنبوب والتركيب ، مما يضمن ثبات الأجزاء.
كيفية لحام أنابيب PP بدون لحام الحديد
عندما يتم النظر في طرق كيفية لحام أنابيب البولي بروبلين ، فليس من الممكن دائمًا استخدام مكواة لحام خاصة. في هذه الحالة ، يتم اختيار خيارات أخرى ، من بينها:
- موقد غاز
- كم ضغط
- اللحام البارد.

إذا تم استخدام الموقد ، فلن يكون من الممكن تسخين البولي بروبلين بالتساوي. نتيجة لذلك ، سيبدو اتصال التماس غير منتظم ، وفي هذه الحالة يتم تقليل موثوقية التماس. بمرور الوقت ، قد يظهر تسرب في هذه المنطقة. يمكن استخدام هذه الطريقة كملاذ أخير وفقط عند تركيب أنظمة الإمداد بالمياه الباردة..
يوفر غلاف الضغط اتصالًا موثوقًا للاتصالات ، ويستخدم كبديل كامل لآلة اللحام. ومع ذلك ، فإن تكلفة هذا العنصر مرتفعة. نتيجة لذلك ، ستزداد التكاليف ، حيث ستكون هناك حاجة لعدد كبير من تركيبات الضغط لتوجيه الأنابيب في جميع أنحاء الغرفة..

اللحام البارد فعال أيضا. في هذه الحالة ، يتم استخدام مركب إيبوكسي مكون من عنصرين. تتيح لك هذه المادة الحصول على اتصال موثوق بدون معدات خاصة..
لإصلاح الاتصالات ، تحتاج إلى وضع مادة لاصقة على الأسطح التي تم تنظيفها وإزالة الشحوم من المنتجات. ثم يتم ربط الأنبوب والتركيب بإحكام. يثبت الغراء في غضون 10 دقائق. يستغرق العلاج الكامل ساعة واحدة. يمكن استخدام هذا الخيار فقط عند تركيب نظام إمداد بالمياه الباردة..
كم من الوقت يستغرق تسخين أنبوب بولي بروبيلين بمكواة لحام؟ ما هو وقت اللحام لأنابيب PP?
بادئ ذي بدء ، سيكون من الضروري فهم عملية لحام أنابيب البولي بروبلين نفسها ، وعلى وجه الخصوص ، معلمات درجة الحرارة التي يذوب فيها البولي بروبلين. تذوب أنابيب البولي بروبلين ، وكذلك عناصر التوصيل PP (المشار إليها فيما يلي بالبولي بروبيلين) تبدأ عند درجة حرارة لا تقل عن +260 درجة مئوية.
قبل بدء العمل ، يلزم تجهيز مكواة لحام للبولي بروبيلين (آلة لحام) بفوهات للقطر المقابل للعناصر المراد توصيلها. هذه الفتحات عبارة عن “مغزل” (غلاف لتسخين السطح الداخلي) و “جلبة” (لتسخين السطح الخارجي)

بعد شد المغزل والكم على الإطار الحديدي المسخن ، نقوم بتشغيله عند درجة حرارة لا تقل عن 260 درجة (بعض الأجهزة لها تدرج لدرجة الحرارة المحددة من 200 – 240 – 280 درجة ، متجاوزًا علامة 260. في هذا الحالة ، قمنا بتعيينها بين 240 و 280. والحقيقة هي أن منظم الحرارة سوف يوقف التسخين عند درجة حرارة الحافلة 260 درجة ، في حين أن التسخين بالقصور الذاتي سوف “يلحق” درجة حرارة زوج اللحام ، بعد بضع دقائق بالفعل ما يصل إلى 270-280 درجة.
تحتوي معظم مكاوي اللحام الحديثة على إشارة صوتية / ضوئية للاستعداد للعمل. هذا يعني أن زوج اللحام (مغزل / جلبة) قد وصل إلى درجة الحرارة المحددة مسبقًا وجاهز للاستخدام..
الآن نحدد وقت التسخين حسب قطر الأنبوب. يوجد مثل هذا الجدول ، مشتق تجريبيًا ، ولا يتعارض مع توصيات الشركات المصنعة لأنابيب البولي بروبلين وملحقاتها ، والتي توضح وقت التسخين التقريبي للأنابيب بأقطار مختلفة عند درجة الحرارة المحيطة “المرجعية” (درجة حرارة الغرفة) – 20-24 درجة مئوية.
أنبوب بولي بروبيلين ، بعد التعلق الكامل برأس اللحام (لا يهم المغزل أو الغلاف) ، نقوم بتسخينه حسب الحجم ، في المرة القادمة –
- يجب تسخين أنبوب البولي بروبيلين 16 ملم لمدة 5 ثوان ؛
- يجب تسخين أنبوب البولي بروبيلين 20 ملم لمدة 6 ثوان ؛
- يجب تسخين أنبوب بولي بروبيلين 25 مم لمدة 7 ثوانٍ ؛
- يجب تسخين أنبوب البولي بروبلين 32 ملم لمدة 8 ثوان ؛
- يجب تسخين أنبوب بولي بروبيلين 40 مم لمدة 12 ثانية ؛
- يجب تسخين أنبوب بولي بروبيلين طوله 50 ملم لمدة 20 ثانية ؛
- يجب تسخين أنبوب البولي بروبلين 63 ملم لمدة 30 ثانية ؛
- يجب تسخين أنبوب بولي بروبيلين 75 مم لمدة 30 ثانية ؛
ولكن هذا ليس كل شيء. عند لحام أنابيب البولي بروبلين ، هناك شيء مثل “وقت اللحام”. وقت اللحام هو الفترة التي يكون من الضروري خلالها الحفاظ على العناصر المتصلة في وضع ثابت ، وفي نفس الوقت لا تغير موضعها بالنسبة لبعضها البعض.
يعتمد وقت اللحام المضمون لعناصر PP مرة أخرى بشكل مباشر على قطرها ، ويركز على القيمة التالية في ثوانٍ –
- بالنسبة لأنبوب البولي بروبلين 16 ملم ، يكون وقت اللحام 6 ثوان ؛
- بالنسبة لأنبوب البولي بروبلين 20 ملم ، يكون وقت اللحام 6 ثوان ؛
- بالنسبة لأنبوب البولي بروبلين 25 مم ، يكون وقت اللحام 10 ثوانٍ ؛
- بالنسبة لأنبوب البولي بروبلين 32 مم ، يكون وقت اللحام 10 ثوانٍ ؛
- بالنسبة لأنبوب البولي بروبلين 40 مم ، يكون وقت اللحام 20 ثانية ؛
- بالنسبة لأنبوب البولي بروبلين الذي يبلغ قطره 50 ملم ، يكون وقت اللحام 20 ثانية ؛
- بالنسبة لأنبوب البولي بروبلين الذي يبلغ طوله 63 ملمًا ، يكون وقت اللحام 30 ثانية ؛
- بالنسبة لأنابيب البولي بروبلين التي يبلغ قطرها 75 ملم ، يكون وقت اللحام 30 ثانية ؛
الآن ، حتى لا يكون المفصل قادرًا على التشوه أو تغيير اتجاهه ، وكان مورده طويلًا ، يجب على المرء الامتناع عن التأثير الميكانيكي على الوحدة التي يتم لحامها (الانحناء والسحب). يسمى وقت التثبيت بعد اللحام “وقت التبريد” ويجب أن يكون على الأقل –
- للأنابيب التي يبلغ قطرها من 16 إلى 25 ملم. دقيقتان على الأقل ؛
- للأنابيب التي يبلغ قطرها من 32 إلى 50 مم. 4 دقائق على الأقل ؛
- للأنابيب التي يبلغ قطرها 63 و 75 ملم. 6 دقائق على الأقل.
بالطبع ، بعد اكتساب الخبرة في اللحام على مادة البولي بروبيلين ، ستتعلم تحديد درجة تسخين عناصر البولي بروبلين بشكل تجريبي ، وستفهم اليد كيف تشعر بدرجة تسخين الأنبوب حتى من خلال المقبض الحديدي. وما هي “حبة / حبة” طبقة البروبيلين ، والتي يتم الحصول عليها من خلال اللحام المناسب عند تقاطع العناصر المراد ربطها ، وهنا هي –

ومع ذلك ، بالنسبة للحرفي المنزلي الذي يتخذ الخطوات الأولى في هذا الشأن ، ستكون البيانات المذكورة أعلاه مفيدة للغاية.
وقت اللحام ص
لحساب وقت لحام أنابيب البولي بروبلين بشكل صحيح ، تحتاج إلى التحضير للعملية:
- يجب تثبيت فراغ بالحجم المناسب على جزء العمل من مكواة اللحام أو الحديد ؛
- يتم تشغيل مكواة اللحام ؛
- يجب أن يصل التسخين إلى 260 درجة على الأقل – هذا هو الوضع الأمثل ؛
- تتم الإشارة إلى التسخين النهائي بواسطة مستشعر أخضر.
الآن علينا حساب الوقت. من حيث المبدأ ، يجب القيام بذلك على الإطلاق قبل بدء التثبيت..
الوقت المختار بشكل غير صحيح لحام أنابيب البولي بروبلين هو الخطأ الرئيسي للمثبت. سيساعد الجدول ، الموضح أدناه ، في حسابه بشكل صحيح. لكن هناك عوامل أخرى يجب مراعاتها:
- درجة الحرارة المحيطة
- درجة حرارة لحام الحديد
- يجب تسخين الأنبوب ؛
- حساب قطر التركيبات والأنابيب بشكل صحيح.
اختيار أنواع اللحام
عند العمل بأنابيب ذات مقطع عرضي يصل إلى 63 مم ، يتم الاختيار في أغلب الأحيان بطريقة اللحام ، والتي تتضمن استخدام عناصر مثل أدوات التوصيل والمآخذ. من الجدير بالذكر أنه في كلتا الحالتين ، يكون استخدام عنصر إضافي مثل أدوات التوصيل إلزاميًا. إذا تجاوز قطر العناصر المراد توصيلها 63 مم ، فغالبًا ما يتم استخدام طريقة العقب.
إذا كانت قيمة القطر لا تتجاوز 40 مم ، يتم لحام هذه الأنابيب باستخدام وحدة لحام كهربائية محمولة. إذا تجاوز المقطع العرضي للهيكل 49 مم ، فسيتم العمل على توصيل العناصر باستخدام جهاز بتصميم مركزي.
عند توصيل عناصر البوليمر ، يتم استخدام طريقة التسخين التي يتم تنفيذها باستخدام فوهات من وحدة ملحومة.
إذا تم إيقاف الاختيار في طريقة المقبس ، فمن الضروري أولاً تنفيذ الإجراءات التحضيرية:
يعتبر غير مقبول إذا كانت درجة حرارة الهواء الخارجي لا تتوافق مع الوضع الأمثل عند توصيل المنتجات الكهربائية. هذه النقطة تحتاج إلى عناية خاصة. إذا كانت هناك حرارة قوية في الصيف وفي الخارج ، فمن الضروري تقليل مدة تسخين المكونات. في الحالة المعاكسة ، عندما تكون درجة حرارة الهواء الخارجي منخفضة ، يجب تسخين العناصر المراد توصيلها لفترة أطول من المعتاد. لتحديد درجة الحرارة المناسبة لحام الأنابيب ، من المهم مراعاة جميع الفروق الدقيقة..
يبدأ اللحام الأول بعد 5 دقائق من لحظة تشغيل وحدة اللحام للتسخين. في الوقت نفسه ، عند اكتمال عملية اللحام التالية باستخدام وحدة اللحام الكهربائية ، من الضروري إزالة الجزيئات البلاستيكية من أسطح عملها..
تأثير درجة الحرارة على عملية ربط وصلات الأنابيب والتجهيزات PP
إذا تحدثنا عن خصائص الانضمام إلى أنابيب البولي بروبلين ، فإن الإجراء الإلزامي الذي يسبق اللحام هو تسخين العناصر إلى درجة حرارة معينة. يسمح الامتثال لهذا الشرط بإعطاء الكتل البلاستيكية للعناصر المتاخمة مرونة كافية. بعد الانتهاء من العمل على لحام أنابيب البولي بروبلين ، يمكن للمرء أن يلاحظ ظاهرة مثل انتشار جزيئات البولي بروبلين. بمعنى آخر ، يتغير هيكل العناصر الملحومة على المستوى الجزيئي ، وبالتالي ، بعد تصلب المادة ، يكتسب البلاستيك في منطقة الوصل روابط قوية..
يعد نظام درجة الحرارة المحدد أحد العوامل الرئيسية التي تعتمد عليها قوة الأسطح المتصلة لأنابيب البولي بروبلين. إذا تبين أن درجة حرارة التسخين غير كافية ، فغالبًا ما ينتهي ذلك بحقيقة أنه أثناء عملية اللحام لا يمكن ضمان عملية انتشار كافية. نتيجة لذلك ، لا تستطيع جزيئات جسم الأنبوب والتجهيزات الوصول إلى أقسام التزاوج ، مما يؤثر سلبًا على جودة الاتصال. تحت تأثير الأحمال ، يتم إتلاف اللحام أو بعد فترة قصيرة من الزمن يلاحظ تسرب في الهيكل المستخدم.
إذا كانت العناصر المتصلة متداخلة ، فقد تواجه تشوهًا خطيرًا في جسم العنصر. على هذه الخلفية ، تفقد الأجزاء الملحومة هندستها أو قد تتشكل حبة مفرطة في القسم الداخلي. والنتيجة هي انخفاض قطر الفتحة الداخلية للمنتج في منطقة اللحام..
ميزات اختيار درجة الحرارة

عند العمل باستخدام أنابيب البولي بروبلين ، من المهم ضمان التسخين إلى مستوى 255-265 درجة مئوية في منطقة الوصلة. عند اختيار نظام درجة الحرارة ، من الضروري الانتباه إلى عدد من المعلمات الإضافية:
- قطر الدائرة؛
- درجة الحرارة المحيطة
- مدة التسخين.
من الناحية العملية ، من الممكن ملاحظة وجود علاقة مباشرة بين قطر العناصر المتصلة ومدة تسخينها..
يجب إيلاء اهتمام خاص لزيادة درجة الحرارة في الهواء الطلق. ويرجع ذلك إلى حقيقة أنه أثناء أعمال التركيب ، تتشكل بالضرورة انقطاعات صغيرة ، مرتبطة بالحاجة إلى إزالة العناصر من وحدة اللحام بالتدفئة وأداء ربطها بالتوصيل. لتقليل التأثير الناتج عن التبريد عند درجات حرارة منخفضة للمادة ، من المستحسن تعريض هياكل البولي بروبلين للتدفئة لفترة أطول. يجب اختيار 2-3 ثوانٍ كفترة موصى بها ، وفي بعض الحالات يتم حل هذه المشكلة تجريبيًا.
تحتاج أيضًا إلى توخي الحذر الشديد عند اختيار درجة حرارة لجهاز التسخين أعلى من 270 درجة مئوية على خلفية فترة تسخين قصيرة نسبيًا. عند لحام أنابيب البولي بروبلين بمثل هذه المعلمات ، هناك خطر من أن الطبقات العليا من المادة سوف تسخن حرفيًا إلى درجات حرارة عالية في لحظة ، ولن يتم تسخين الجسم الرئيسي بدرجة كافية. قد ينتج عن الإرساء في ظل هذه الظروف طبقة رقيقة شفافة للغاية.
تعليمات التسخين ، قيمة وقت التعرض
عند حل المشكلة مع معلمات التسخين لأنابيب البولي بروبلين المتصلة ، من الضروري الانتباه إلى أقطار الأجزاء ، والتي يمكن العثور عليها في الجدول المقابل. علاوة على ذلك ، اعتمادًا على أبعاد أنبوب البولي بروبيلين ، من الضروري تغيير مدة التسخين ، مع ترك درجة الحرارة المحددة مسبقًا على عنصر التسخين دون تغيير. لضمان الموثوقية العالية لمفصل الأكمام ، يجب مراعاة المعايير التالية:
- مدة التسخين
- الوقت الذي يجب فيه إصلاح المفصل ؛
- مدة الإيقاف المؤقت ، وبعد ذلك يُسمح بمواصلة عملية اللحام للعناصر المراد توصيلها.
العوامل التي يمكن أن تؤثر على جودة العمل

من بين الفروق الدقيقة التي يجب مراعاتها عند إنشاء وصلة ملحومة لأنابيب البولي بروبلين ، من الضروري إبراز الحاجة إلى تصنيع حزام لحام ، والذي يجب أن يكون بطول مثالي. غالبًا ما يكون بنفس حجم عمق الفوهات الأسطوانية المستخدمة في عنصر التسخين في معدات اللحام. لضمان الحجم المطلوب للمفصل ، من الضروري تثبيت أنبوب البولي بروبلين تمامًا على جسم العنصر..
في الحالات التي يتم فيها اللحام في ظروف درجات الحرارة السلبية ، يُنصح باستخدام مادة دافئة ، والتي يجب حفظها في غرفة دافئة لبعض الوقت قبل العمل..
قبل القيام بالعمل ، يجب تسخين وحدة اللحام إلى درجة حرارة 283 درجة مئوية ، ويتم تحديد الوضع الدقيق مع مراعاة درجة الحرارة المحيطة. من خلال العمل بهذه الطريقة ، من الممكن منع حدوث فقد كبير للحرارة في الوقت الذي يتم فيه توصيل العنصر المراد توصيله من الجهاز إلى المنطقة التي سيتم الاتصال بها. لتحديد قيمة التسخين المثلى ومدتها ، يتم إجراء التسخين المسبق ، وفي كل مرة يتم ضبط المؤشرات المشار إليها من ثانية إلى ثانيتين.
بعض ميزات عقد النظام الحراري
أثناء تطوير مشروع خط أنابيب البولي بروبلين ، من الضروري مراعاة ميزات التثبيت اللاحق خطوة بخطوة. من غير المرغوب فيه وضع معدات اللحام بعيدًا جدًا عن المكان الذي سيتم فيه إنشاء اتصال بمشاركة العناصر الساخنة. في بعض الحالات ، يمكن ارتكاب أخطاء ، بسبب صعوبة توفير الوصول المباشر إلى مكان اللحام.
في هذه الحالة ، ليس هناك ما يجب فعله سوى تسخين العناصر على مسافة كبيرة من الجهاز. كل هذا يؤدي إلى ظهور فقدان الحرارة في الوقت الذي يتم فيه توصيل العناصر المراد لحامها إلى مكان توصيلها ، حيث يتعين عليك قضاء بعض الوقت في وضع دقيق على جزء مفصل الأكمام. إذا أهملنا هذه الفروق الدقيقة ، فغالبًا ما لا يكون من الممكن توفير قوة كافية للتماس..
إذا تم إجراء اللحام بترتيب خاطئ ، فستكون نتيجة ذلك استحالة إنشاء الوصلة النهائية. يمكن أن يحدث هذا بسبب عدم وجود مساحة كافية بين العناصر لإدخال عنصر التسخين هناك. في مثل هذه الحالات ، يجب تجنب تشوه الموقع على خط الأنابيب من أجل تحقيق فجوة أوسع. بعد أن قررت تهيئة ظروف أكثر ملاءمة لوضع الجهاز في موقع المفصل المستقبلي ، فمن الممكن أن تتفاقم نوعية الاتصالات الجذابة ، وبالإضافة إلى ذلك ، هناك احتمال لحدوث ضغط ثابت في أقسام فردية من النظام..
كيفية اللحام بشكل صحيح بطريقة الانتشار – تعليمات خطوة بخطوة
تعتمد عملية اللحام على ذوبان سطح جزء ما إلى عمق معين. إذا تم ، في هذه الحالة ، توصيل جزأين وتبريدهما ، فإن المادة تعود إلى حالتها الأصلية وتتخذ الهيكل الأصلي.

يتضمن تنفيذ المفصل إنتاج العمليات التكنولوجية التالية:
- قطع الأنبوب بالطول المطلوب بمقص خاص.
- شطب 45 درجة عند كلا الطرفين.
- قم بتنظيف وتقليل الشحوم من الأسطح المراد لحامها على الجزء الخارجي من قطعة العمل وداخل التركيب.
- قم بتركيب فوهات بالحجم المطلوب على مكواة اللحام.
- قم بتشغيل مكواة اللحام وقم بتسخين أجزاء التزاوج للوقت المحدد في التعليمات.
- قم بإزالة الأجزاء من مكواة اللحام وقم بتثبيتها في الموضع المطلوب. امسكها حتى تبرد تمامًا.
يجب الانتباه بعناية للحفاظ على وقت التدفئة. للحصول على اتصال جيد ، من الضروري أن تبقى قاعدة صلبة تحت الطبقة البلاستيكية المنصهرة. سيسمح ذلك بتلائم الأجزاء بشكل محوري. إذا تم تسخين الأجزاء بشكل مفرط وخف البلاستيك إلى سمكه الكامل ، فسيكون من المستحيل توصيلها ، وسوف تنهار ببساطة.
لذلك ، يوصي مصنعو الأدوات بفواصل زمنية لكل حجم على حدة..

يوضح الجدول أدناه مقدار الوقت الذي يستغرقه اجتياز كل مرحلة من مراحل التجميع نوعياً. كما ترون ، فإن الظروف صعبة للغاية.
عند القيام باللحام بيديك ، من المهم تجميع عدة فواصل اختبار قبل بدء العمل من أجل الشعور بمدة المواد المؤقتة.
من الضروري أيضًا الانتباه إلى دقة التثبيت في الاتجاه المحوري عند تزاوج الأجزاء. لن يتبقى سوى بضع ثوان للتحكم والتصحيح..
اللحام المنتشر بحديد لحام كهربائي

باستخدام طريقة توصيل الأنابيب هذه ، يتم استخدام مجموعة متنوعة من التركيبات الإضافية وجهاز تسخين كهربائي خاص (لحام الحديد).
مزود بمجموعة من الفوهات القابلة للفصل ، والتي تتوافق أبعادها مع الأقطار الخارجية للأنابيب والأقطار الداخلية لعناصر التوصيل.
اقرأ عن قطر الأنبوب الأكثر شيوعًا والخصائص الأخرى لمنتجات البولي بروبلين هنا.
يتم تثبيت زوج من الفوهات على عنصر تسخين حراري لمكواة لحام كهربائية وبمساعدتها يتم تسخينها إلى درجة حرارة 260 درجة مئوية. يتم إدخال أجزاء التوصيل في فتحات التسخين لبضع ثوان. نتيجة لذلك ، هناك تسخين وانصهار جزئي لأسطح عناصر البولي بروبلين الملامسة للفوهات..
بعد ذلك ، تتم إزالة الأنبوب والعنصر الإضافي بسرعة من الفتحات وإدخالهما في بعضهما البعض. نتيجة لذلك ، هناك اختراق (انتشار) للأسطح المنصهرة للأجزاء..
بعد التبريد ، يشكلون اتصالًا متآلفًا تمامًا..
مزايا هذه الطريقة:
- عملية لحام سهلة
- تكلفة منخفضة للعناصر الإضافية ؛
- التكلفة المنخفضة لمكواة اللحام الكهربائية.
سلبيات:
- الإزعاج من استخدام الأجهزة الكهربائية في الأماكن التي يصعب الوصول إليها.
اللحام بالانتشار لأنابيب البولي بروبلين هو الأكثر شيوعًا للتجميع الذاتي في المنزل.
توصيل الأنابيب باستخدام التركيبات الكهربائية

التركيبات الكهربائية هي عناصر توصيل مختلفة ذات تصميم خاص ، يوجد بداخلها سخانات كهربائية مدمجة مع جهات اتصال خارجية.
أثناء التثبيت ، يتم إدخال الأنابيب وتثبيتها بشكل ثابت في التركيبات الكهربائية. يتم توصيل آلة اللحام بالملامسات الخارجية للتجهيزات الكهربائية باستخدام الأسلاك ، والتي تزودها بالطاقة في الوضع التلقائي المحدد مسبقًا لفترة معينة.
نتيجة لتشغيل السخان الكهربائي المدمج ، يتم صهر السطح الداخلي للتركيبات الكهربائية جزئيًا ويتم لحام أنبوب PP بعنصر التوصيل..
مزايا هذه الطريقة:
- عملية لحام الأنابيب سريعة وبسيطة من الناحية التكنولوجية.
عيب:
- ارتفاع تكلفة التركيبات ووحدة اللحام.
تستخدم شركات البناء لحام أنابيب البولي بروبلين بالتركيبات الكهربائية عند القيام بأحجام كبيرة من العمل. في المنزل ، لا يتم استخدام هذه الطريقة عمليًا..
تعليمات اللحام للسروج الملحومة
تستخدم السروج الملحومة لتركيب الفروع اللاحقة من خط الأنابيب ، عند إصلاح الأنظمة الحالية.
أولاً ، تحتاج إلى حفر جدار الأنبوب البلاستيكي باستخدام مثقاب Fusioterm.
عند استخدام أنابيب تجميع Stabi ، قم بإزالة الألومنيوم المتبقي على الفتحة المحفورة باستخدام أداة شطب Fusioterm.
يجب أن تصل أداة اللحام / أداة اللحام إلى درجة حرارة التشغيل المطلوبة البالغة 260 درجة مئوية.
يجب أن تكون الأسطح الملحومة نظيفة وجافة.
يتم إدخال حلمة التسخين لأداة سرج اللحام في الفتحة الموجودة في جدار الأنبوب البلاستيكي حتى تصل الأداة إلى الجدار الخارجي للأنبوب. يتم بعد ذلك إدخال حلمة المقعد الملحومة في غطاء التسخين حتى يصل سطح المقعد إلى قوس الأداة. وقت تسخين العناصر هو 30 ثانية..
بعد إزالة آلة اللحام ، يتم إدخال حلمة السرج الملحومة بسرعة في الفتحة الساخنة. ثم يجب ضغط السرج بدقة وإحكام ، دون الدوران ، على السطح الخارجي المسخن للأنبوب البلاستيكي..
يتم تثبيت السرج الملحوم في الأنبوب لمدة 15 ثانية. بعد التبريد لمدة 10 دقائق ، يمكن تحميل المفصل بالكامل. يتم لحام الأنبوب الفرعي المقابل في المقبس بالطريقة المعتادة
أمثلة على خطوط الأنابيب النهائية المصنوعة من مادة البولي بروبيلين الملحومة
في الختام ، أود أيضًا أن أشير إلى معاملات التمدد الحراري لأنابيب الأنابيب المعدنية والبلاستيكية والأنابيب المصنوعة من مادة البولي بروبيلين:
– للأنابيب المعدنية البلاستيكية (PEX-AL-PEX) = 2.6 * 10-5
-للأنابيب المعدنية والبلاستيكية بطبقة تقوية من كحول الإيثيلين فينيل (PEX-EVOH-PEX) = 2.1 * 10-5
– لأنابيب البولي بروبلين بدون تقوية (PP) = 15 * 10-5
– لأنابيب البولي بروبلين مع طبقة تقوية من الألومنيوم = (PP ALL-PP) = 3 * 10-5
حسنًا ، القليل من الوضوح في هذه الأرقام:
عندما تتغير درجة الحرارة المحيطة أو درجة حرارة السائل داخل الأنبوب بمقدار 10 درجات مئوية ، فإن كل متر من الأنبوب سوف يطول أو يقصر ، على التوالي:
– PEX-AL-PEX = 0.26 ملم
– PEX-EVON-PEX = 0.21 مم
– PP-ALL-PP = ن 0.3 ملم
– PP = 1.5 مم
تعليمات خطوة بخطوة
يتم تنفيذ عملية اللحام بالانتشار “ افعلها بنفسك ” بالتسلسل التالي:

قاطع الأنابيب
باستخدام شريط قياس وعلامة وقاطع أو منشار أنبوب خاص ، يتم قياس وقطع أنبوب بالحجم المطلوب. قبل ذلك ، يُنصح بإجراء اختبار قطع للأنبوب للتأكد من أن الأداة حادة..
تتم إزالة الحافة النهائية من نهاية قسم الأنبوب وإزالة جميع الحواف.
بقطر ماسورة يزيد عن 40 مم ، يجب قطع نهايتها بزاوية 35-45 درجة لمنع تشكيل التهديف أثناء اللحام. ثم يتم تحديد عنصر من تركيبات التوصيل للتكوين المطلوب..
يتم فحص الأجزاء المتصلة بحثًا عن أي عيوب خارجية. في هذه الحالة ، يجب أن يكون الأنبوب مناسبًا بإحكام وحتى النهاية في عنصر التوصيل دون رد فعل عنيف وتشوهات. مع رد فعل عنيف كبير ، يتم تحديد عنصر إضافي آخر.
تتم معالجة الأسطح المراد وصلها بسائل إزالة الشحوم.
في نهاية الأنبوب ، تحدد العلامة عمق الدخول إلى عنصر التوصيل ، مع مراعاة وجود فجوة تبلغ حوالي 1 مم ، وهو أمر ضروري لمنع تضييق القطر الداخلي للأنبوب بسبب البثق في حافة نهايته أثناء لحام.
يلاحظ أيضًا الموضع النسبي للأجزاء فيما يتعلق ببعضها البعض..

حدد الزوج المناسب من فتحات التسخين بالقطر المطلوب المتضمن في مجموعة مكواة اللحام الكهربائية.
يتم تنظيف أسطحها بسائل إزالة الشحوم باستخدام قطعة قماش ويتم فحص دخول التركيبات بحرية دون رد فعل كبير.
يجري تحضير مكواة اللحام الكهربائية للعمل. للقيام بذلك ، يتم تثبيت الفتحات المحددة على عنصر التسخين الخاص بها ، ويتم تثبيت مكواة اللحام على حامل وتوصيلها بالتيار الكهربائي.
يجب ضبط درجة حرارة التسخين المطلوبة على منظم الحرارة الخاص بمكواة اللحام.

نقوم بإدخال الأنابيب في فتحات لحام الحديد
بعد تسخين مكواة اللحام إلى درجة الحرارة المطلوبة ، كما يتضح من الإغلاق التلقائي بواسطة منظم الحرارة ، يتم إدخال أجزاء البولي بروبلين المتصلة في الفتحات لبضع ثوان.
إذا كان من الصعب استيعاب الأجزاء في الفتحات ، فيُسمح بالدوران المحوري الطفيف. في هذه الحالة ، يتم أولاً وضع عنصر التوصيل على الفوهة الداخلية ، ثم يتم إدخال نهاية الأنبوب في الفوهة الخارجية..
بعد التسخين ، يتم إزالتها بالترتيب العكسي. يتم ذلك لأن الجزء المتصل له سمك جدار كبير ويتطلب تدفئة أطول..

أدخل الأجزاء بسلاسة في بعضها البعض
بعد التسخين اللازم ، تتم إزالة الأجزاء من فوهات مكواة اللحام ويتم إدخالها بسلاسة في بعضها البعض حتى تتزامن العلامات التي تم وضعها مسبقًا بعلامة. لا يُسمح بالدوران المحوري للأجزاء بالنسبة لبعضها البعض في هذه الحالة.
من الضروري مراقبة محاذاة الاتصال الناتج.
بعد الانضمام ، يجب تثبيت الأجزاء في وضع ثابت لبضع ثوانٍ وفقًا لجدول معلمات اللحام أعلاه..
يمكنك استخدام خط الأنابيب بعد 50-60 دقيقة بعد اللحام..
في حالة وجود أي عيوب في التوصيل ، يتم قطع هذا الجزء من الأنبوب ويتم إجراء لحام جديد للأجزاء.

اختيار مادة لعزل أنابيب التدفئة: نظرة عامة على المواد المتاحة ، ما هي المعلمات التي يجب الانتباه إليها أولاً وقبل كل شيء.
المهارات الأساسية لتركيب أنابيب البولي بروبلين
قبل التثبيت المباشر ، من الضروري التخطيط لموقع الأنابيب وتسلسل اللحامات المحددة. هذا لا يعني التصميم و
عد تفاصيل معينة – وغني عن القول. يتعلق الأمر تحديدًا بتسلسل إضافة التركيبات والأنابيب إلى النظام – من أجل التنفيذ الدقيق
يعمل من المهم جدا!
الحقيقة هي أنه من أجل لحام الأجزاء أو التجميعات للأنابيب المثبتة ، يلزم وجود شرط مهم. إذا بدأت في لحام جميع تفاصيل السباكة دون تردد
حول هذا الفارق الدقيق ، عند نقطة ما سيكون هناك موقف يكون فيه المزيد من التحرير مستحيلًا ماديًا.
الشرط هو: بالنسبة للحام ، يلزم وجود حد أدنى لواحد على الأقل من الأجزاء المراد لحامها (أنبوب أو تركيب)! بمعنى آخر ، يجب أن تسمح الأجزاء المراد لحامها
حركهم بعيدًا عن بعضهم البعض على أقل مسافة لإدخال مكواة اللحام ، ثم اربطهم مع بعضهم البعض دون عوائق.
الحد الأدنى للمسافة التي يجب أن يتحرك بها الأنبوب والتركيب بعيدًا عن بعضهما البعض حوالي 7 سنتيمترات (اعتمادًا على مكواة اللحام والفوهات). من بين أمور أخرى ، هذه الخطوة
يجب أن يسمح الأنبوب أو التركيب بإدخال الأنبوب في الوصلة بمقدار 1.5-2 سم (حسب قطر الأنبوب). نتيجة لذلك ، اتضح أننا بحاجة إلى مسار الأجزاء
9 سم (7 + 2).

يتم إعطاء السكتة الدماغية اللازمة من الجانب الأيسر من إمدادات المياه ليتم لحامها. بسبب وجود عدة زوايا قبل التثبيت الصلب (في هذه الحالة ، عداد المياه) ، مثل هذا التصميم
يسمح "يمشي" الزاوية حيث تخطط لعمل التماس النهائي.
هذا هو السبب في أنه من المهم جدًا التخطيط لعملية تجميع جميع الأجزاء في كل واحد: يمكن لحام بعض العقد بشكل منفصل ، ثم "لعبة البوكر" أضف إلى النظام. ببساطة,
من الأفضل أن تضيف إلى النظام المركب مجموعة كاملة من عدة أجزاء (الأنابيب ، الزوايا ، أدوات التوصيل) مع لحام واحد مع الفجوة اللازمة ، بدلاً من لحام كل جزء على الفور
مكان مناسب.
ومن السهل لحام العقدة المعقدة المكونة من العديد من الأجزاء بشكل منفصل ، دون أي قيود على الحركة. الشيء الرئيسي هو أنه يمكن بالتأكيد وضع الوحدة المجمعة عليها
مكان. هناك حالات يكون فيها الجزء المعقد المُجمَّع بشكل منفصل غير مناسب فعليًا في مكانه نظرًا لوجود أنابيب أخرى ، وإطار ، وما إلى ذلك..

الآن سننظر في بعض التقنيات لحل المشكلات المختلفة في تركيب خط أنابيب من أنبوب PP.
بالنسبة لجميع أنواع المنعطفات والخطوط الصعبة ، تعمل الزاوية بزاوية 45 درجة بشكل جيد. من خلال توصيلها بأشكال مختلفة ، يمكنك تجاوز أنبوب من أي قطر
أو الإزاحة المطلوبة للتتبع المتعقب. تقارن هذه الزوايا بشكل إيجابي مع الزوايا بزاوية 90 درجة في أنها تسمح لك في معظم الحالات بعمل ملامح وإزاحات و
يتحول أكثر إحكاما.

على الرغم من وجود ملامح خاصة ، فإن أربع زوايا 45 درجة (يلعب دور الزاوية الرابعة نقطة الإنطلاق) تعطي المزيد "المرونة" عند تشكيل الالتفافية. عن طريق تغيير
المسافة بين الزوايا ، يمكنك تغيير درجة الانحناء (تجاوز أنبوب من أي قطر أو عائق آخر).
أثناء إرساء نظام إمداد المياه الملحوم بعدادات المياه ، قد تواجه بعض المضايقات: هناك مساحة صغيرة للوصول الكامل إلى مكواة اللحام (على سبيل المثال ، بضربة 9 ، انظر أعلاه) و
وجود مخلفات مائية في العدادات نفسها. يمكن أن تفسد الحقيقة الأخيرة مكان اللحام ، لأنه أثناء إدخال ومخرجات فوهة حديد اللحام ، يتم إنشاء فراغ معين ، وهذا هو السبب
يندفع الماء المتبقي من العداد إلى مكان اللحام. في مثل هذه الحالات ، ستكون أدوات التوصيل المنقسمة مفيدة..
تعتبر أدوات التوصيل المصنوعة من مادة البولي بروبيلين القابلة للطي (الانتقال من المعدن إلى PP) بعيدة عن العناصر الأكثر موثوقية ، لذلك ، يجب استخدام هذه التجميعات فقط في الأماكن
إمكانية الوصول. تتأثر جودة الوصلة القابلة للطي بحجم الشفة التي تضغط على صمولة الاتحاد – يجب أن تكون على الأقل بالنسبة للقطر التالي
أكبر من قطر الخيط المعدني المتصل. أيضًا ، يضيف بعض المصنّعين الألياف الزجاجية إلى مادة الأكمام البلاستيكية لأداة التوصيل – وهذا يزيدها
الخضوع ل.

أثناء التثبيت ، يجب تجنب الإجهاد البدني في الأنابيب بكل طريقة ممكنة: الانحناء المفرط ، الالتواء (خاصة!) للأنبوب ، إلخ. خلال المنعطفات المختلفة للأنابيب
تحتاج إلى ترك 5-10 ملليمترات لفجوة من الجدران للعب الحر.
والآن بضع كلمات عن التمدد الحراري. عند استخدام أنابيب البولي بروبلين في الأسلاك الداخلية لإمدادات المياه والتدفئة ، نادرًا ما تكون أقسام الأنابيب المستقيمة
تتجاوز الحالات 2 م ولذلك ، في معظم الحالات ، لا يهم المعامل الخطي! بالنسبة للفجوة الحرارية ، يكفي التراجع في زوايا 5-10 مم
باستخدام أنابيب مستقيمة لا تزيد عن متر واحد.
يعطي البولي بروبلين غير المقوى تغييرًا في الطول يبلغ حوالي 10 مم. لكل 1 متر من الأنابيب عندما تتغير درجة الحرارة بمقدار 70 درجة. هذا يعني أن قطعة العداد بدون
يمكن استخدام التعزيزات على الماء الساخن ، مع ترك قسم 5 مم على كلا الجانبين. تطهير الجدران.
أخطاء نموذجية
غالبًا ما يرتكب المبتدئون في مجال السباكة والحرفيون الذين تعلموا ذاتيًا والذين يرغبون في توفير المال على خدمات التركيب المحترفين نفس الأخطاء. للوهلة الأولى ، هذه تفاهات ، لكنها تؤدي إلى حقيقة أن النظام يفشل بسرعة..
للتسرع كثيرا. يتطلب لحام أنابيب PP بعض السرعة. لكن هذا ينطبق فقط على سرعة الانضمام إلى الأجزاء بينما لا تزال ساخنة. خلاف ذلك ، فإن التسرع له عواقب سلبية. في أغلب الأحيان ، لا يسمح الحرفيون المبتدئون ببساطة بتسخين مكواة اللحام إلى درجة الحرارة المطلوبة. نتيجة لذلك ، يكون “الالتصاق” ضعيفًا ، ويواجه القائمون على التركيب البطيء مشكلة أخرى – يقومون بتسخين الأجزاء إلى درجة الحرارة المطلوبة ، ثم ضبطها لفترة طويلة قبل إدخال الأنبوب في التركيب. خلال هذه الثواني القليلة ، تنخفض درجة حرارة المنتجات ، ومعها تنخفض جودة الانتشار..
- اعتمد على قراءات درجة الحرارة لميزان الحرارة المدمج في مكواة اللحام. إذا كان الجهاز قديمًا أو من مصنع لا ضمير له ، فقد تظهر درجة 260-270 المطلوبة على الشاشة بسبب عطل. غالبًا ما تكون درجة الحرارة الفعلية للفوهات أقل من هذه المعلمة. للتأمين ، يجب فحصه بميزان حرارة ملامس. مثل هذا الجهاز غير مكلف ، وسيكون مفيدًا في المنزل ليس فقط للعمل مع مكواة لحام.
- ارتفاع درجة حرارة منتجات البروبيلين. بالنسبة للمبتدئين ، قد يبدو أنه كلما طالت مدة التسخين ، كان الاتصال أفضل. في الحقيقة، ليس هذا هو الحال. إذا قمت بإذابة البلاستيك كثيرًا ، فسوف يتشكل ترهل في الأنبوب. سيمنع التدفق الحر للسائل عبر خط الأنابيب أو يسد قسم الأنبوب تمامًا..
- لحام الأنابيب في الهواء الطلق في الطقس البارد. في درجات الحرارة المنخفضة ، تبرد الأجزاء بسرعة كبيرة ، وكذلك المفصل. ليس لديهم الوقت للاستيلاء بشكل آمن.
- لا تنظف الأنابيب والفوهات من الأتربة والشحوم. كما أنه يؤثر سلبًا على جودة الاتصال..
- لا تقم بقطع المواسير المقواة بالألمنيوم بشكل عرضي. تختلف درجة حرارة انصهار ووقت الألمنيوم والبروبيلين. على الرغم من أن الألمنيوم مادة مقاومة للتآكل ، إلا أنه يمكن أن يتسبب في تسرب الأنابيب.
- قم بتركيب جميع عناصر خط الأنابيب مرة واحدة على الأرض (طاولة ، أرضية). لم يعد من الممكن تثبيت هذا المُنشئ وفقًا للمخطط..
- استخدم أنابيب رقيقة الجدران للأنابيب الساخنة. لن تتحمل درجات الحرارة العالية ، وتمتد وتنفجر بمرور الوقت..
- قطع الأنابيب بمنشار أو بانوراما دون تنظيف القطع بقطعة قماش صنفرة.
- حاول تسريع عملية تبريد الأنبوب بالماء البارد أو الهواء.
أخطاء عند لحام أنابيب البولي بروبلين
من الضروري اتباع التوصيات الخاصة بلحام أنابيب البولي بروبلين واتباع جميع خطوات التعليمات.
تظهر العقد المعيبة في الأنظمة بسبب الأخطاء التالية:
- لا تتم إزالة طبقة الأوساخ والشحوم من سطح الأجزاء المراد ربطها.
- لا يتم تقليم منتجات الأنابيب بزاوية قائمة.
- نهاية الأنبوب لا تناسب بإحكام التركيب.
- لا يتم ملاحظة التأخير الزمني عند تسخين العناصر على مكواة اللحام.
- لا تتم إزالة الطبقة المقواة بالكامل من المنتجات.
- يستغرق تصحيح الأجزاء وقتًا أطول من الوقت المحدد.
في المواد عالية الجودة ، قد لا يكون العيب الخارجي مرئيًا عند السخونة الزائدة ، لكن التشوه لا يزال يحدث بالداخل. يؤدي إلى انخفاض في المقطع العرضي.
لذلك ، أثناء تشغيل المرافق ، يتم تقليل عرض النطاق الترددي للشبكة. يؤدي تضييق الممر أيضًا إلى انسداد بسرعة أكبر. هذا أيضا يمنع حركة الماء..
إذا لم يتم القطع بزاوية صحيحة ، يتم ربط منتجات الأنابيب في مستوى مائل. نتيجة لذلك ، العناصر خارج المحاذاة. يصبح ملحوظًا بشكل خاص عند تحرير المقاطع الطويلة..
نتيجة لذلك ، غالبًا ما يكون من الضروري تفكيك العملية برمتها وتنفيذها مرة أخرى. إذا كانت المحاذاة مضطربة ، فمن الصعب وضع المنتج في الأخاديد.
تأكد من إزالة الشحوم من الأسطح قبل اللحام. خلاف ذلك ، تظهر ما يسمى بجزر الرفض. في مثل هذه المناطق ، يتم إجراء لحام polyfusion بشكل سيئ أو لا يحدث على الإطلاق..
Perepay
يؤدي التعرض المفرط للعناصر الموجودة في مكواة اللحام خلال الوقت المحدد إلى حقيقة أن سطحها يسخن بشكل زائد وبعد التوصيل ، مصحوبًا بقوة مفرطة ، يتم انسداد ممر الأنبوب بالبلاستيك المصهور. في حالة حدوث مثل هذا الخطأ في عدد كبير من وصلات أنابيب التدفئة أو أنابيب المياه ، فلن يتمكن النظام من العمل بشكل طبيعي. لتجنب هذا الموقف ، يجب أن تلتزم بصرامة بالفترات الزمنية المحددة في التعليمات لكل نوع وقطر من الأنابيب وتنفيذ عدة وصلات اختبار لأقسام صغيرة..
أيضًا ، يجب أن تحدد بوضوح بقلم رصاص المسافة التي يتعمق بها الأنبوب ، بقطر 20 مم. عادة ما يكون 14 – 17 ملم.
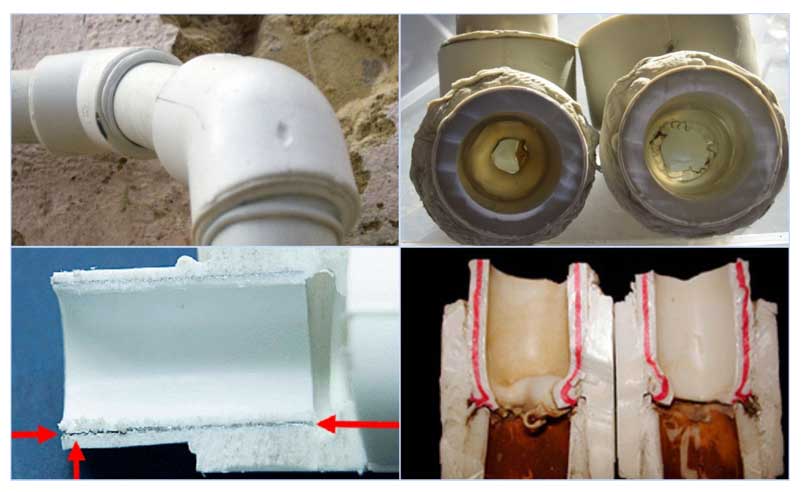
تسخين منخفض وزاوية خاطئة وأخطاء أخرى
يرتكب العديد من المبتدئين عددًا كبيرًا من الأخطاء ، والتي تشمل ما يلي:
- عند اللحام بالقرب من جدران العناصر المتسخة أو بالماء المتبقي في الخط ، في نفس الوقت ، بسبب الأوساخ أو تبريد الماء ، لا يتم توصيل البلاستيك جيدًا وبالتالي يتم إزالة الضغط من المفصل.
- تعميق غير كافٍ للأنابيب في مآخذ أكبر. غالبًا ما ينشأ خطأ بسيط في حالة تركيب الحنفيات – إذا لم يتم تشغيل الصمام بزاوية صغيرة ، فلن يكون للهواء الموجود في المنطقة المتاخمة مخرجًا ، مما يمنع الانغماس الكامل للمنطقة المركبة في الفتحة.
- في حالة عدم كفاية التسخين للعناصر المتصلة ، لن يكون للبلاستيك هيكل واحد وسوف ينخفض ضغط المفصل. يمكن تحديد هذا العيب من خلال عدم وجود تنورة على حافة التركيبات ذات القطر الكبير.
- عند ربط العناصر يدويًا ، يجب الحفاظ على محور واحد – وإلا فإن التشوهات ستؤدي إلى عدم كفاية الكثافة وإزالة الضغط.
- أيضًا ، يجب الاحتفاظ بالمنطقة المتاخمة بعد الاتصال لفترة معينة في حالة ثابتة حتى تبرد تمامًا.
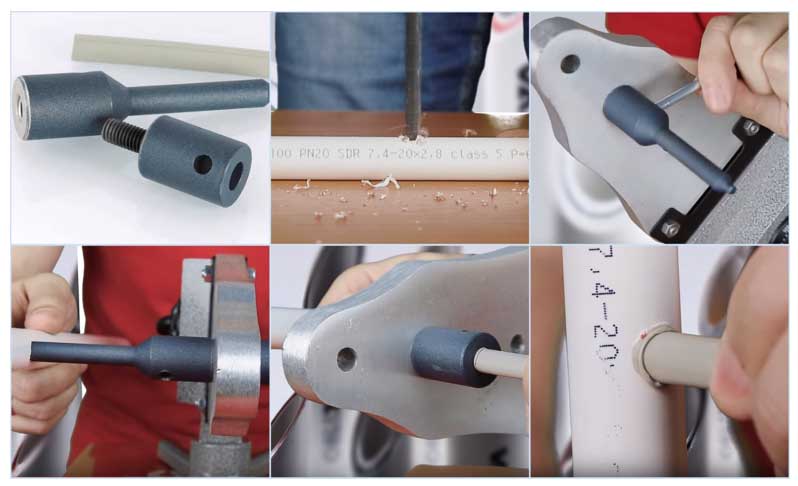
أرز. 11 طريقة إصلاح أنابيب البولي بروبلين عن طريق تسخين سطح الأنبوب الذي تم إصلاحه بفوهة
من أجل أن يكون لحام أنابيب البولي بروبلين في الأماكن التي يصعب الوصول إليها بجودة عالية ، فأنت بحاجة إلى اختيار مكواة اللحام المناسبة – يجب أن يوفر النموذج وصولاً سهلاً ودرجة حرارة التسخين المطلوبة دون الالتصاق بـ PPR. للراحة ، يتم تقسيم كل العمل إلى مرحلتين – أولاً ، يتم تثبيت السلاسل الطويلة في مكان مناسب ، ثم تنتقل إلى الجدران ، وتربط الأقسام بالوزن.
تثبيت أنابيب المياه تسخين المنزل والشقة إصلاح خط أنابيب مواسير قيم هذا المؤلف

إضافة تعليق إلغاء الرد
اسم *
بريد الالكتروني *
موقع
تعليق <textarea الإكمال التلقائي ="كلمة مرور جديدة" معرف ="cedf77f78b" الاسم ="cedf77f78b" cols ="45" الصفوف ="ثمانية" maxlength ="65525" مطلوب ="مطلوب" نائب ="تعليق"> <معرف textarea ="تعليق" aria-hidden ="حقيقية" الاسم ="تعليق" الإكمال التلقائي ="كلمة مرور جديدة" النمط ="المساحة المتروكة: 0! مهم ؛ مقطع: مستقيم (1 بكسل ، 1 بكسل ، 1 بكسل ، 1 بكسل)! مهم ؛ الموضع: مطلق! مهم ؛ مسافة بيضاء: الآنراب! مهم ؛ الارتفاع: 1 بكسل! مهم ؛ العرض: 1 بكسل! مهم ؛ تجاوز: مخفي ! الأهمية؛" تابينديكس ="-1">
أليكسي 08/22/2018 الساعة 17:53
قام بالتدفئة في جميع أنحاء المنزل من غلاية الغاز باستخدام نظام Leningradka. عند لحام أنابيب البولي بروبلين ، تم الحصول على عضادات صغيرة في بعض الأماكن ، قمت بطرح جميع الفروق الدقيقة في اللحام هنا ولم أعد أواجه هذه المشكلة.
للرد
-
أندري 04/02/2018 الساعة 17:31
يوم جيد للجميع. لا أعرف شيئًا عن الباقي ، لكن بالنسبة لي هذه المقالة مفيدة جدًا. أنا منخرط في تجديد الشقة وغالبًا ما أضطر إلى لحام أنابيب البولي بروبلين في أماكن يصعب الوصول إليها. طالما أنني أعمل ، كانت هذه المشكلة دائمًا ذات صلة. وفي هذا المقال يتم شرح كل شيء بكل بساطة وبشكل واضح. أنا مندهش لأنني لم أفكر في ذلك. شكرا جزيلا لك ، لقد جعلت عملي أسهل.
للرد
-
المثبت بتاريخ 04/05/2018 الساعة 09:48
عظيم ، أليكسي ، أن مادتنا أصبحت في متناول اليد! إذا كان لديك أي أسئلة ، فاكتب مباشرةً في التعليقات ، وسأجيب بالتأكيد وسيكون من المفيد للآخرين قراءتها!
للرد
مكسيم 03/30/2018 الساعة 20:54
بالنسبة لي شخصيا ، تبين أن هذه المقالة مفيدة للغاية. أنا فقط بحاجة إلى لحام أنابيب البولي بروبلين في الأماكن التي يصعب الوصول إليها. إن توظيف العمال مكلف ، لذلك قررت أن أقوم بذلك بنفسي. فكرت لفترة طويلة في كيفية القيام بذلك بشكل صحيح. أشكركم على مطالبتكم والشيء الرئيسي هو أن كل شيء موضح بشكل واضح وبسيط. أنا نفسي لم أكن لأخمن أبدًا ، كنت سأفشل ومن ثم سأضطر إلى إعادة كل شيء.
للرد
ربما يعجبك أيضا

0424 ما هي الأنابيب الأفضل لأنابيب السباكة المعدنية والبلاستيكية والبولي بروبيلين. يمكن اعتبار أن أنابيب البوليمر قد أزاحت تمامًا الأنابيب المعدنية من التطبيقات المنزلية
0347 أنابيب البولي بروبلين – أصناف وخصائص تقنية أدت خطوط الأنابيب المصنوعة من مواد لدن بالحرارة الاصطناعية إلى إزاحة جميع المعادن المنافسة عمليا
012.9 ك. مشبك الأنابيب – الأنواع والتصميم والأبعاد وجدول المسافة تستخدم خطوط الأنابيب المصنوعة من مادة البولي بروبيلين العادية والمعززة والبولي فينيل كلوريد والبلاستيك المعدني على نطاق واسع
010.4 ك. كيفية لحام أنبوب بالماء – عدة خيارات مجربة يتعين على كل متخصص مؤهل حل عدد من المهام الصعبة عند القيام بأعمال اللحام.
09.7 ك. استبدال الأنابيب في الحمام والمرحاض – اختيار مواد الأنابيب والأدوات وطرق وضع الأنابيب الحديثة المصنوعة من البوليمرات في كل مكان تحل محل الأنابيب الأكثر تكلفة التي يصعب تركيبها
011.7 ك. تجهيزات أنابيب البولي بروبلين – تشكيلة وخيارات الوصلات تحتل أنابيب البولي بروبلين مكانة رائدة في الاستخدام في البرودة والساخنة
014.5 ك. تركيب الأنابيب المعدنية والبلاستيكية – أنواع الأنابيب والأدوات والتكنولوجيا لقد وجدت خطوط الأنابيب المصنوعة من البلاستيك المعدني نظرًا لخصائصها الفيزيائية العالية تطبيقًا واسعًا
116 ألف. ما هي أنابيب SDR – فك التشفير واختيار الأنابيب المثلى تستخدم خطوط أنابيب البوليمر على نطاق واسع في أنظمة الإمداد بالمياه الباردة والساخنة المنزلية
تدابير وقائية
يعد العمل أثناء تركيب PPR أمرًا خطيرًا ويجب تنفيذه في ظل التقيد الصارم بقواعد السلامة والمعايير التكنولوجية لحام نطاقات الأنابيب التي تحددها الشركة المصنعة..
عند القيام بأعمال اللحام ، يجب اتباع القواعد العامة:
- حماية الأنابيب من الصدمات أو التلف المحتمل.
- لا تستخدم الأنابيب التي تتشوه أو تتشقق عند حافة القطع.
- لا تقم بلحام الأنابيب أو التركيبات المتسخة.
- قطع الأجزاء فقط بمقص خاص.
- بعد اللحام ، يمكن ثني الأنابيب والوصلات بحد أقصى 5 درجات. في المواقف التي تتطلب الانحناء ، استخدم 140 درجة مئوية من الهواء الساخن بدلاً من التسخين المباشر باللهب.
- تجنب ملامسة مواد اللحام المستهلكة بالمواد الكيميائية.
- لا تستخدم علب التروس المخروطية في التوصيلات ، وتجنب الإجهاد المفرط.
- بعد التثبيت ، قم بإجراء اختبار ضيق.
نصائح للمبتدئين
- من الضروري تفكيك الشطب من خط الأنابيب. إذا لم تتم إزالته من الداخل ، فأنت بحاجة إلى تصحيح هذه اللحظة. خلاف ذلك ، قد يكون هناك خطر التقاط المواد. قد تتأثر قوة الترابط بسبب تسرب البلاستيك.
- لا تقم بتدوير المنتج أثناء إدخاله في جهاز التركيب. إذا لم تلتزم بهذه القاعدة ، يمكنك تعطيل بنية المادة والمساهمة في تكوين الموجات.
- يجب أن يتم تركيب الأنابيب والتجهيزات بالقرب من المحطة. هذا المطلب حاد بشكل خاص عند العمل مع تقوية الألمنيوم..
- ليست هناك حاجة للسعي لتنظيف فوهة البقايا البلاستيكية المطلية بالتفلون. هو بطلان بشكل خاص لأداء هذا العمل مع الأجهزة المعدنية. من الأفضل استخدام قطعة قماش خشنة مع مكواة لحام نشطة..

بديل للحام
في بعض الحالات ، على سبيل المثال ، في الأماكن التي يصعب الوصول إليها في الحمام أو في غرف أخرى ، لا يمكن إجراء أعمال اللحام. يمكن استبدال عملية اللحام بالنحاس عن طريق لصق الأنبوب بالتركيب باستخدام مذيب عضوي. له تأثير تليين قوي للغاية ، ولكنه في نفس الوقت شديد التقلب.

بعد تشحيم نهاية الأنبوب والتجويف الداخلي للتوصيل ، ينعم البلاستيك لفترة قصيرة ، يمكنك إجراء اتصال. تبدأ البلمرة العكسية في بضع ثوان.
ومع ذلك ، فإن هذه الطريقة أكثر ملاءمة لأنابيب PVC الأقل عرضة لللدونة الحرارية..
إذا كان هذا الخيار غير مناسب لسبب ما ، فيجوز استخدام ولاعة فائقة الشحن بدلاً من مكواة اللحام للأنابيب التي لا تخضع للضغط. يتم عرض طريقة الاتصال هذه في فيديو تعليمي أدناه. من المهم أن نفهم: لن يتم تحقيق توحيد اللحام على وجه التحديد بسبب التسخين البديل للأجزاء ، وبالتالي ، لا يمكن استخدام التكنولوجيا في التوصيلات الهامة.
تحليل أشهر الأخطاء عند لحام أنابيب البولي بروبلين

من الخارج ، يبدو أنه لا يوجد شيء صعب بشكل خاص في لحام أنابيب البولي بروبلين: الحرارة ، التوصيل ، البرودة – لقد تم ذلك. ومع ذلك ، من الناحية العملية ، اتضح أن هناك العديد من النقاط المهمة التي تؤثر على جودة توصيل الأنابيب والتجهيزات في هذا الشأن. يؤدي إهمال هذه الفروق الدقيقة إلى عيوب مختلفة تؤدي إلى انسداد وتسرب الأنابيب ومشاكل أخرى. تم اكتشاف بعض الأخطاء بعد بضعة أشهر فقط من بدء تشغيل خط الأنابيب ، عندما يكون الأسياد المحتملون قد اختفوا بالفعل..
بالنسبة لأنابيب اللحام والتجهيزات المصنوعة من مادة البولي بروبيلين ، غالبًا ما تستخدم طريقة الانصهار الحراري. جوهرها هو تسخين الأجزاء المراد لحامها إلى درجة حرارة معينة وربطها بسرعة. لتسخين الأجزاء ، يتم استخدام جهاز خاص ، يشار إليه عمومًا باسم “مكواة اللحام”. يتم عرض عملية لحام الأنابيب البلاستيكية بوضوح في الفيديو:
يقوم بعض مصنعي سخانات لحام الأنابيب البلاستيكية بتثبيت عنصرين من عناصر التسخين في وقت واحد على جهاز واحد. (هذا نموذجي للنماذج الصينية والتركية الرخيصة). يتم توفير مفتاح منفصل لكل منهم ، وتكون قوة كل عنصر كافية لتسخين الأنابيب والتجهيزات ذات القطر المحدد. لا تستخدم عنصري تسخين في نفس الوقت ، حتى لا يسخن البلاستيك أكثر من اللازم ، ولا تهدر الطاقة الزائدة. يجب استخدام السخان الثاني كاحتياطي ضروري في حالة تعطل السخان الأول.
إذا كان اللحام مجهزًا بدائرتين للتدفئة ، فيمكن تشغيلهما في نفس الوقت في بداية العمل لتسخين الأداة بشكل أسرع. ثم يجب تعطيل إحدى الدوائر.
تحتفظ مادة الأنابيب المسخنة بمرونتها لبعض الوقت (قصير جدًا). في هذه الثواني ، تحتاج إلى توصيل العناصر وإصلاح الاتصال ، مع التخلص من التشوهات. فقط في نهاية مرحلة “التثبيت” ، عندما تفقد المادة مرونتها ، يمكن وضع الأنابيب المتصلة على المنضدة.
تعتبر درجة الحرارة المثلى لتسخين أنابيب البولي بروبلين هي درجة حرارة 260 درجة. أثناء عملية التسخين ، من الضروري تسخين مادة الأنبوب بقوة كافية لضمان اتصال موثوق. في هذه الحالة ، يجب عدم ارتفاع درجة حرارة الأنبوب حتى لا يفقد شكله. للقيام بذلك ، راقب وقت التسخين. اعتمادًا على قطر الأنابيب ، يمكن أن يكون:
- 8-9 ثوانٍ للأنابيب التي يبلغ قطرها 20 مم ؛
- 9-10 ثوانٍ للأنابيب التي يبلغ قطرها 25 مم ؛
- 10-12 ثانية للأنابيب التي يبلغ قطرها 32 مم ، إلخ..
إذا لم يتم تسخين الأنبوب إلى درجة الحرارة المطلوبة ، فسيكون الاتصال ضعيفًا جدًا ، بمرور الوقت ، سيتشكل تسرب هناك. يمكن أن يؤدي ارتفاع درجة حرارة الأنبوب إلى ترهله وانخفاض نفاذه..
هناك نماذج لأجهزة لحام أنابيب البولي بروبلين بمقبض التحكم في درجة الحرارة أو بدونه. تم تحديد القدرة على تغيير درجة الحرارة من خلال اعتبارات التسويق الخاصة بالشركة المصنعة بدلاً من الحاجة العملية. يوصي المحترفون بضبط درجة الحرارة بشكل صحيح (260 درجة) وعدم تغييرها في المستقبل ، مع التركيز على وقت التسخين. لذلك ، فإن النماذج القديمة من “مكاوي اللحام” ، التي لا يوجد فيها منظم لدرجة حرارة التسخين ، مناسبة تمامًا للحام عالي الجودة لأنابيب البولي بروبلين.
يتم تسخين الأنابيب وتوصيلها ، والآن من المهم تبريدها بشكل صحيح. يستغرق الأمر نفس القدر من الوقت لإكمال مرحلة “التثبيت” كما هو الحال بالنسبة للتدفئة. إن الحرفيين عديمي الخبرة في عجلة من أمرهم ، فهم يوقفون العملية قبل هذه الثواني القليلة ، مما يتسبب في تشوه الاتصال. لا تعتقد أن ساعة الإيقاف ضرورية للغاية للعمل مع أنابيب البولي بروبلين. يحسب الحرفيون ذوو الخبرة وقت التبريد بالتدفئة تلقائيًا ، دون أي أجهزة.
مجموعة الأخطاء التي تحدث عند لحام أنابيب البولي بروبلين واسعة جدًا. غالبًا ما تكون هذه:
- تلوث عند تقاطع العناصر
- كمية صغيرة من الماء محاصرة على المادة أثناء عملية اللحام
- تحديد المواقع على المدى الطويل لأجزاء الأنابيب
- استخدام مواد غير مناسبة أو دون المستوى
- عدم الامتثال لقواعد التثبيت ، إلخ..
ليس من الصعب تجنب هذه الأخطاء إذا تمت ملاحظة الدقة والحذر والمستوى المهني العالي لفناني الأداء أثناء اللحام..
الخطأ الأول – الأوساخ والماء على عناصر التوصيل
يجب على عامل التركيب المحترف مسح جميع الأجزاء الملحومة قبل بدء العمل لإزالة الأوساخ المحتملة. يجب أيضًا الانتباه إلى حالة الأرضية في غرفة اللحام ، حيث يتم وضع الأنابيب على الأرض وتعود الأوساخ إليها. عند تفكيك أنبوب معيب ، يمكنك غالبًا العثور على شريط واضح من الأوساخ بطول المفصل بالكامل..
يمكن أن تكون المياه المتبقية في الأنبوب مميتة للتوصيل. تتحول بضع قطرات إلى بخار أثناء التسخين ، وتتشوه المادة وتفقد قوتها. لإزالة الماء من الأنبوب ، يكفي ملء الأنبوب بالملح أو دفع فتات الخبز المتفتت إلى الداخل. في نهاية العمل ، بالطبع ، يجب شطف الأنبوب جيدًا. يمكن أن يظل الاتصال بمثل هذه العيوب مستقرًا حتى أثناء العقص ، ومع ذلك ، بعد فترة (قد يستغرق الأمر عامًا كاملاً في بعض الأحيان) ، سيظهر تسرب بالتأكيد. يحدث خطأ مشابه عند لحام الأنابيب المستقرة إذا تمت إزالة الرقاقة من الطبقة المتوسطة بلا مبالاة. حتى قطعة صغيرة من الرقائق عند التقاطع ستؤثر بشكل كبير على جودة التركيب..
لا يجب أن تكون الأنابيب نظيفة فحسب ، بل يجب أيضًا أن تكون مكواة اللحام. يجب على السيد إزالة جزيئات البولي بروبلين المنصهر على الفور من جميع عناصر أداته ، وإلا فإنها ستقع على الأنبوب التالي.
الخطأ الثاني – تحديد المواقع بشكل غير صحيح
بعد توصيل الجزأين المسخنين من الأنبوب ، يكون لدى رئيس العمال بضع ثوانٍ فقط لوضعهما بشكل صحيح فيما يتعلق ببعضهما البعض. كلما كانت هذه الفترة أقصر ، كان ذلك أفضل. إذا تم تجاوز الحد الزمني ، يصبح التشوه غير قابل للانعكاس وتقل قوة المفصل..
يحاول الحرفيون عديمي الخبرة أحيانًا إزالة الترهل الذي يظهر أثناء عملية اللحام على الفور. لا يجب عليك القيام بذلك ، لأن المفصل غير المبرد في هذه اللحظة يمكن أن يتشوه بسهولة. يجب إزالة الانزلاق بعد أن يبرد الاتصال. والأفضل من ذلك ، لا تفرط في تسخين الأنبوب ، فلن يظهر الترهل ببساطة.
الخطأ الثالث – مادة مختارة بشكل غير صحيح
إذا تم اختيار أنابيب البولي بروبلين منخفضة الجودة غير مكلفة للتركيب ، فلن يحمي حتى التركيب الأكثر مهارة أصحاب المنازل من التلف. من الأفضل شراء الأنابيب والتجهيزات من نفس المورد الموثوق به ، واختيار شركة جيدة ، وما إلى ذلك. البخيل يدفع مرتين.
هناك مشكلة أخرى من هذا النوع وهي محاولة توصيل أنبوبين عالي الجودة من جهات تصنيع مختلفة. قد يختلف التركيب الكيميائي لهذه العناصر ، وبالتالي ، فإن هذه الأنابيب سوف تتصرف بشكل مختلف عند تسخينها. في ظل هذه الظروف ، يكاد يكون من المستحيل تحقيق اتصال موثوق..
الخطأ الرابع – إهمال قواعد التثبيت
ينتج ضعف جودة لحام أنابيب البولي بروبلين عن أخطاء مختلفة أثناء توصيل التركيب والأنبوب. على سبيل المثال ، إذا لم يتم إدخال الأنبوب بالكامل في الوصلة ، تتشكل فجوة بين حافته والتوقف الداخلي للتركيب. والنتيجة هي موقع يكون فيه القطر الداخلي أكبر ويكون سمك الجدار فيه أقل من المخطط. لن يكون ضغط التشغيل المصمم لمثل هذا القسم مرتفعًا بدرجة كافية ، فقد تكون الأحمال العادية مفرطة هنا ، مما يؤدي إلى حدوث تسرب..
من غير المقبول أيضًا استخدام القوة المفرطة عند إدخال الحافة المسخنة للأنبوب في التركيب. في هذه الحالة ، يمكن أن يتشكل ترهل كبير في الداخل. نتيجة لذلك ، ستكون نفاذية خط الأنابيب أقل من المؤشرات المحسوبة ، مما سيؤثر سلبًا على تشغيل خط الأنابيب..
في بعض الأحيان يصبح كسل الإنسان العادي أو الإهمال سببًا للانتهاكات. على سبيل المثال ، يجب استبدال التركيبات التالفة في عملية اللحام بالنحاس بأخرى جديدة. إذا لم يكن الجزء الضروري في متناول اليد ، فإن الحرفيين المهملين يقومون ببساطة بلحام الوصلة من طرف إلى طرف بالأنبوب. لبعض الوقت ، سيستمر هذا الاتصال ، ولكن بمرور الوقت ، لا يزال يتعين حل مشكلة التسرب..
الفروق الدقيقة في العمل: كيفية لحام الأنابيب البلاستيكية دون مشاكل
توضح التعليمات المذكورة أعلاه الأحكام العامة لحام أنابيب البولي بروبلين. ولكن هناك نقاط مثيرة للاهتمام يمكن أن تخلط بين سيد عديم الخبرة..
نحن نعمل في منضدة العمل و “في الموقع”
لا يمكن لحام جميع عقد خط الأنابيب المستقبلي بسهولة على طاولة العمل المعدة. بالطبع ، يجب تنفيذ الحد الأقصى من العمل هناك ، وهذه النقطة ليست على الإطلاق في الراحة الشخصية للسيد – لذلك هناك خطر أقل من الاتصال غير الصحيح للعناصر. لكن في بعض الأحيان يكون مطلوبًا لحام الأجزاء “في مكانها” ، لذلك من الأفضل تحديد مخطط الاتصالات المستقبلية مسبقًا على الحائط أو الأرضية أو السقف ، وإصلاح المشابك التي ستثبت الأنابيب في الموضع المطلوب.
نصلح آلة اللحام
عند إدخال وإزالة العناصر الساخنة ، فإن سطح الطاولة ، غير مثبت بأي شكل من الأشكال ، سوف يهتز “الحديد” في اتجاهات مختلفة. هذا يؤدي إلى كل من مشاكل استخراج الشظايا والحروق (عند محاولة الإمساك بالجهاز المتساقط) ، وكذلك إلى تكسرها..
لذلك ، من الأفضل تثبيت مكواة اللحام على طاولة العمل أو سطح المكتب بأي طريقة متاحة – باستخدام “أصلي” أو مضافًا إلى مشبك الهيكل والبراغي وما إلى ذلك..
التجريد مطلوب!
أحد الأمثلة اللافتة للنظر هو ربط المنتجات المقواة بالألمنيوم ليس بالخارج ، ولكن في منتصف الجدار..
من أجل لحام أنابيب البولي بروبلين بشكل صحيح ، من الضروري تجريد طبقة الألمنيوم – ولكن كيفية القيام بذلك إذا كانت موجودة بين الطبقات البلاستيكية ، وليس بالخارج?
لهذا الغرض ، توجد أداة تشذيب خاصة تسمح لك بإزالة رقائق الألومنيوم بين الطبقات..
يتم إزاحة حواف القطع “التي تقشط” الرقاقة إلى منتصف المنتج. هذا يزيل الألمنيوم ويترك البلاستيك في مكانه – الأنبوب جاهز للحام..
تُظهر الصورة كيف يبدو التقاطع بين الأجزاء المجهزة (على اليمين) وغير المعدة (على اليسار). من الواضح أنه في الحالة الأولى ، تبين أن الالتصاق كان كثيفًا ، وفي الحالة الثانية ، يكون التشوه واضحًا للعيان. مع الاستخدام قصير المدى ، لا يهم هذا العيب ، ولكن بالنسبة لخطوط الأنابيب التي يتم من خلالها توفير الماء الساخن (من غلاية أو غلاية التدفئة) ، من الممكن إزالة الضغط وفشل الاتصالات.
يوضح الرسم التخطيطي عواقب الوصلة الفضفاضة لأنبوبين ملحومين على ما يبدو ، وتفكيك المنتج وانتفاخ طبقة البولي بروبيلين الخارجية أثناء التشغيل..
هام: لا تحتاج الأنابيب المقواة بالألياف الزجاجية إلى التجريد! ويرجع ذلك إلى حقيقة أن درجة حرارة اللحام المعتمدة للبولي بروبلين تسمح بصهر الألياف الزجاجية إلى نقطة الانتشار..
قطع صحيح
يبدو أحيانًا للمستخدمين أن قطع الأنبوب بشكل غير مباشر – بزاوية 45 درجة – يمكن أن يزيد من منطقة التلامس وبالتالي يقوي اللحام. هذا هو الحال في الواقع ، ولكن مع هذا النوع من التشذيب ، تنشأ المشاكل:
- مع محاذاة الأجزاء – من الصعب توصيل أقسام الأنابيب بشكل صحيح داخل أداة التوصيل ، تحدث فجوة حتمًا ؛
- مع تسخين المناطق المراد لحامها – لا يسمح القطع المائل بوضع الجزء المطلوب من المنتج بالكامل على عنصر التسخين. حافة واحدة مع ارتفاع درجات الحرارة أقل ، والآخر أكثر.
العقدة الأخيرة غير ملحومة!
يحدث هذا إذا قام عامل لحام عديم الخبرة بحساب أطوال وموقع أجزاء خط الأنابيب بشكل غير دقيق. عندما لا يكون من الممكن إدخال مغزل مع فوهات ووصلة بين آخر عنصرين ملحومين ، يمكنك حل المشكلة بشكل مختلف – يتم إدخال معدن اللحام في العناصر المراد توصيلها.
يتيح لك هذا الزوج الملولب مع الجوز الاتحاد ربط جزأين بإحكام وجودة عالية ، وفي نفس الوقت ، يتم لحامهما دون أي مشاكل..
ألن تكون تطارد الرخص يا بوب
إن محاولة توفير المال عند شراء الأنابيب والتجهيزات محفوفة بالتسريبات وانتفاخ الأنابيب في المستقبل ، لذلك من الأفضل شراء المنتجات من الشركات المصنعة الموثوقة.
من الضروري أيضًا التخلي عن مجموعة المنتجات من شركات مختلفة – يؤدي أحيانًا اختلاف طفيف في تكوين أو تقنية إنتاج السلع إلى مشاكل حرجة في الاتصالات الجاهزة.
افضل ماكينات لحام مواسير البولي بروبلين حتى 1000 وات
باستخدام هذا المؤشر ، يتم إنتاج آلات اللحام من كلا الشكلين (الخنجري والأسطواني). ميزتها هي عنصر تسخين واحد بالداخل ، ونتيجة لذلك يتم تسخين القوالب ولحام الأنابيب ببطء..
فيما يتعلق بالمعدات ، كل هذا يتوقف على التكلفة: النماذج البسيطة جدًا لها مؤشر ضوئي فقط ومفتاح تشغيل وإيقاف وجهاز تحكم في درجة الحرارة. أغلى منها مزودة بشاشة وتدعم إلكترونيًا الإعدادات المحددة بدقة. سيساعدك تصنيف مكاوي اللحام الخاصة بلحام أنابيب البولي بروبلين بقوة تصل إلى 1000 واط على اختيار الأداة المناسبة.
| إنفورس 03-24-01 | GPW-1000 العملاق | Elitech SPT 1000 | عيار SVA-1000T |
| |
| |
| القوة ، دبليو | 1000 | 1000 | 1000 | 1000 |
| الوزن ، كجم | 3.5 | 1،3 | 0.9 | 1.0 |
| أقصى قطر لحام ، مم | 63 | 63 | 32 | 32 |
| نوع من | جهاز | جهاز | لحام حديد | لحام حديد |
| شكل سخان | الخنجري | الخنجري | إسطواني | إسطواني |
| منظم درجة الحرارة | رقمي | ميكانيكي | ميكانيكي | ميكانيكي |
إنفورس 03-24-01
طراز ممتاز من مصنع روسي ، مزود بشاشة رقمية وتحكم إلكتروني في درجة الحرارة. يتم التحكم عن طريق أربعة أزرار على الجانب الأيمن من العلبة. تحتوي المكواة على ثلاث فتحات لتثبيت الملحقات.
+إيجابيات Inforce 03-24-01
- يمكنك ضبط درجة الحرارة في النطاق من 0 إلى 300 درجة وستقوم دائمًا بالإبلاغ عن القيمة الحالية.
- حامل قوي على شكل حرف U.
- تأتي المجموعة مع اثنين من البراغي لتثبيت الفتحات ، بحيث يمكنك تثبيت زوجين في وقت واحد.
- نموذج خفيف الوزن نسبيًا ، سهل النقل والعمل بأذرع ممدودة.
- يصدر صوتًا عند ارتفاع درجة الحرارة.
- يتذكر آخر درجة حرارة تم ضبطها ويتم تسخينها في المرة التالية التي يتم تشغيلها فيها.
- تغطية جيدة للأطراف – لا تلتصق بالبلاستيك.
- تشتمل المجموعة على ستة أزواج من أدوات التوصيل بقطر 20 إلى 63 ملم وحقيبة سفر.
-سلبيات إنفورس 03-24-01
- إذا كنت بحاجة إلى إمساك مكواة اللحام بمقبض اللحام في مكانه ، فهذا غير مريح نظرًا لقصر طوله – وهو أكثر ملاءمة للعمل الثابت على المنضدة.
- لوضع الجهاز في العلبة ، عليك إزالة جميع المرفقات – فهي لا تتناسب مع المرفقات الموجودة على السيف.
- يلتف الحبل القصير بسرعة.
- يتم تغيير الفوهات بواسطة مسدس ، مما يؤدي إلى إبطاء العملية.
- يتم توصيل الدعامة الرأسية من الحامل بالأنبوب الأفقي بثلاث مسامير فقط ، بحيث يمكن أن تطير بمرور الوقت.
انتاج. آلة جيدة لحام الأنابيب البلاستيكية من مختلف الشركات المصنعة. تحافظ الإلكترونيات على العدد المحدد من الدرجات بدقة + -5 ، مما سيساعد على عدم حرق النهايات وعمل مفاصل ناعمة دون ترهل. إن مكواة اللحام هذه هي الأفضل للحام غير المستعجل حيث يكون المظهر الجمالي للاتصالات النهائية مهمًا للغاية..
GPW-1000 العملاق
مكواة لحام بسيطة من مصنع روسي بقوة 1000 واط. يحتوي على متحكم ميكانيكي في درجة الحرارة ، واثنين من الثنائيات لبيان التشغيل ، وحامل مستطيل على المنضدة. يحتوي عنصر التسخين على فتحتين لتركيب فوهات بمسافات مختلفة من الحافة.
+مميزات Gigant GPW-1000
- تعديل درجة الحرارة من 0 إلى 300 درجة للبلاستيك المختلف.
- كاملة مع مسدس ومفك البراغي لتغيير يموت.
- قبضة مطاطية مضلعة مناسبة تمامًا للطقس الحار.
- يلتقط بسرعة درجة حرارة التشغيل – 2-4 دقائق.
- تصميم خفيف الوزن 1.3 كجم يجعل من السهل إرساء الأنابيب تحت السقف.
- هناك حالة رحبة للنقل.
- القاعدة مزودة بالفعل بفتحات للتثبيت على طاولة أو مقعد.
-سلبيات Gigant GPW-1000
- حامل سيئ ، واهٍ للغاية (مصنوع من القصدير) – إذا قمت بربطه على الطاولة ، فستظل مكواة اللحام تتمايل ، نظرًا لوجود رد فعل قوي في الحامل.
- طبقة التفلون رقيقة – بعد وقت قصير من الشراء والمفاصل الأولى ، يبدأ البلاستيك في الالتصاق.
- بسبب السيف العريض ، من غير المناسب لحام مكانه.
- بالنسبة لبعض المستخدمين ، تتوقف الحماية من السخونة الزائدة عن العمل ويذوب عنصر التسخين.
- تحتوي العلبة على أقفال للمرفقات الكبيرة فقط ، بينما يتم تعليق الباقي أثناء النقل.
انتاج. آلة اللحام بسيطة للغاية وليست مصممة للمهام المعقدة. لذلك ، فإن سعره هو من أقل الأسعار. إنه مثالي للاستخدام الشخصي عند تركيب نظام التدفئة أو السباكة. تسمح الفوهات من 20 إلى 63 مم بتركيب نظام إمداد بالمياه من أي قطر في هذا النطاق.
Elitech SPT 1000
مكواة لحام بقضيب مضغوط لأنابيب البولي بروبلين بأقطار من 16 إلى 32 مم. بقوة 1000 واط وثرموستات من النوع الميكانيكي. يوجد حامل معدني على شكل صفيحة صغيرة قابلة للطي.
+الايجابيات من Elitech SPT 1000
- مكواة لحام خفيفة الوزن تزن 0.9 كجم ملائمة للمعالجة الطويلة في الوضع اليدوي.
- يمسك بثبات عند وضعه على حامل.
- يناسب بشكل جيد في اليد بسبب فتحات الأصابع.
- يكتسب درجة الحرارة بسرعة.
- يمكن أن تعمل حتى 6 سنوات مع الاستخدام العرضي في البلد والمنزل.
- مكان التثبيت لا ينزلق في اليد.
- تتضمن المجموعة أدوات لتركيب المرفقات.
- مناسبة بشكل خاص لرسو الأنابيب العلوية.
-سلبيات Elitech SPT 1000
- العلبة صغيرة جدًا ولا يمكن تركيب فوهة أخرى هناك..
- من الصعب ضبط درجة الحرارة المرغوبة – في 2-ke يسخن البلاستيك لفترة طويلة ، وفي 3 ke يحترق.
- بعد 20-30 مفاصل ، يبدأ البلاستيك في الالتصاق بطبقة التفلون.
- لا توجد ملحقات للعمل مع الأنابيب الكبيرة (بقطر 40 مم وما فوق).
- إذا كان هناك قدر كبير من العمل يجب القيام به في غضون يوم واحد ، فستكون هناك حاجة إلى فترات راحة حتى يتسنى لعنصر التسخين الوقت ليبرد.
- لا يوجد حاملات مرفقات – أثناء النقل ، يتدحرجون على الصندوق والحلقة.
- مع وجود القابض على الأسطوانة ، لا يتناسب الجهاز مع العلبة – بعد كل استخدام ، يجب إزالة الفوهة لطي مكواة اللحام.
انتاج. آلة اللحام هذه مناسبة للتجميع الذاتي للأرضية الدافئة في منزل خاص. باستخدام قضيب مضغوط ، من السهل الزحف أسفل الاتصالات الأخرى والإرساء في الموقع. الوصلة مقاس 16 مم مثالية لتوجيه الأنابيب الضيقة بالقرب من بعضها البعض.
عيار SVA-1000T
كاوية لحام رود من المصنع الروسي “كاليبر” بثلاث فوهات احذية وبقوة 1000 واط. في الجزء العلوي ، يحتوي على صمامين ثنائيين للإشارة إلى الاتصال بالشبكة والوصول إلى درجة الحرارة المحددة.
+الايجابيات
- الجهاز ليس ضخمًا ، لذلك يسهل عليهم الوصول إليه من أجل اللحام في مكان مخصص خلف المرحاض أو تحت الحمام.
- لا تفرط في ملء البلاستيك عند الإعداد بشكل صحيح.
- ملحقات عالية الجودة بطبقة سميكة غير لاصقة.
- تسخن بسرعة.
- مستقر على الحامل.
- عمر خدمة طويل في حالة الاستخدام في المنزل والبلد.
-سلبيات
- يلتقط منظم درجة الحرارة الملابس والأشياء الأخرى – ونتيجة لذلك ، تصبح الإعدادات مشوشة ، وقد لا يلاحظ الشخص ذلك حتى ويقوم بتسخين قطع العمل التالية لفترة طويلة أو حرقها.
- سلك طاقة قصير.
- يتم خدش المرفقات أحيانًا (لا توجد عبوة فردية لكل منها) ، مما يفسد الخصائص غير اللاصقة في البداية.
- تحتوي العلبة على فتحات واسعة يمكن أن يسقط من خلالها الشكل السداسي.
- الخطأ في الحفاظ على درجة الحرارة عند 15 درجة.
- في المرة الأولى بعد الشراء والتشغيل ، يمكن أن يدخن ، ثم يمر.
انتاج. هذا هو أفضل جهاز لحام أنابيب البولي بروبلين في مطبخك أو حمامك ، من أجل توصيل الأسلاك بدلاً من الاتصالات الفولاذية. سيكون من المناسب لهم العمل حتى للمبتدئين. تتمثل ميزة النموذج في وزنه البالغ 1 كجم ، لذا فإن الحفاظ على وزن مكواة اللحام لن يؤثر على جودة التماس..
متخصص PTP-1000

تم تصميم مكواة اللحام من أجل لصق أنابيب PP ، PVC ، LDPE ، HDPE باستخدام طريقة المقبس ، وتسخين الأجزاء المدرجة إلى درجة حرارة الانصهار لتوصيلها اللاحق. يمكن تركيبه على حامل للعمل المريح. يسخن عنصر التسخين منصة العمل والرؤوس الثابتة القابلة للتبديل. يسمح لك بإصلاح مرفقين في نفس الوقت. تتكون المصفوفات من جزأين. تتميز الماكينة بمقبض مريح وثرموستات يوفر نظام درجة الحرارة المطلوبة حسب درجة حرارة الهواء والأنبوب المستخدم. يمكن استخدام أدوات السباكة في المناخات المعتدلة ذات الرطوبة النسبية التي لا تزيد عن 80٪.
من الإيجابي ، يمكن للمرء أن يميز:
- مرفقات ممتازة
- مجموعة كاملة من الملحقات.
نقاط سلبية:
- جودة منخفضة للحالة ؛
- ممكن التصاق البولي بروبلين.
- موقف سيء.
يحظر العمل في ظروف الرطوبة العالية.!
ZUBR AST-800

تستخدم آلة اللحام في لحام الأجزاء البلاستيكية. تضمن قوة 800 واط بدء تشغيل سريع للجهاز ومعدل لصق جيد. تم تصميم فوهات التسخين غير اللاصقة من التفلون للأنابيب بأقطار مختلفة. لا التصاق البلاستيك المصهور. جسم آلة اللحام مزود بمؤشرات تحذيرية بشأن التوصيل والتسخين. يتم تخزين جميع الأجزاء في صندوق معدني ، مما يلغي فقدانها أثناء النقل. يوفر المقبض المطاطي قبضة آمنة. يتم ضمان الاستقرار الهيكلي من خلال الحامل المضمن.
يسلط مشترو هذا النموذج الضوء على المزايا التالية:
- مجموعة كبيرة من الرؤوس القابلة للتبديل الممتازة ؛
- يسخن جيدا
- لها تكلفة رخيصة
- موثوق في الاستخدام.
يتم ملاحظة العيوب أيضًا:
- بناء كبير وثقيل
- القضية مع ارتفاع درجات الحرارة.
- حامل مربع غير مريح.
بورت BRS-1000

جهاز اللحام بغطاء متحرك مع عنصر تسخين مصمم لربط الأجزاء المصنوعة من المواد التركيبية والتجهيزات المصنوعة من PV و PE و PP و PVDF. يجب اختيار حلمات التسخين وصناديق المحور حسب حجم الأنابيب. يتم تثبيتها على عنصر التسخين عن طريق مفتاح ربط بدبوس. يمكن تجهيز عنصر تسخين واحد بفتحتين. عند توصيل الجهاز بالشبكة ، يتم تشغيل أحد عناصر التسخين أو كليهما. بعد الإحماء ، يقوم منظم الحرارة بإيقاف تشغيل مصدر الطاقة ، وتنطفئ الإضاءة الخلفية ، لإعلامك بأن مكواة اللحام جاهزة للعمل. يتضمن اللحام المقبس تداخل الأنبوب الدائري والجزء المشكل. لحام لديه العديد من المراجعات السلبية والإيجابية..
من بين المزايا:
- التحكم في السرعة
- مقبض مريح
- تكلفة معقولة
- غطاء سريع التحرير.
من السلبيات يلاحظون:
- مفتاح تشغيل غير مريح
- الاحتفاظ بالمزلاج ضعيف.
كاليبر SVA-900T

يتم شراء الأدوات اليدوية للحام المقبس لأنابيب البولي بروبلين والتجهيزات الصغيرة. لا يمكن العمل إلا في حالة عدم وجود الغازات المسببة للتآكل. الهيكل مركب على حامل. يتم تثبيت منظم الحرارة وعنصر التسخين في الجسم ، والذي يعتبر ، مع الرؤوس المزدوجة ، أداة العمل الرئيسية. يعتمد وقت الذوبان على أبعاد الأنبوب والتركيب. درجة حرارة اللصق المثلى هي 260 درجة. يتم التعديل بواسطة مقبض الثرموستات..
يقوم المشترون بتقييم هذا النموذج بطرق مختلفة ، مع إبراز المزايا التالية:
- عدد كبير من الرؤوس القابلة للإزالة ؛
- معدل تسخين سريع
- بساطة الوظائف
- توافر التعليمات التفصيلية لتشغيل الجهاز.
السلبيات الذاتية هي:
- أرجل ضعيفة
- وجود فجوة في الأخدود للتثبيت على الحامل ؛
- طلاء واقي رديء على بعض الملحقات.
كولنر KPWM 800MC
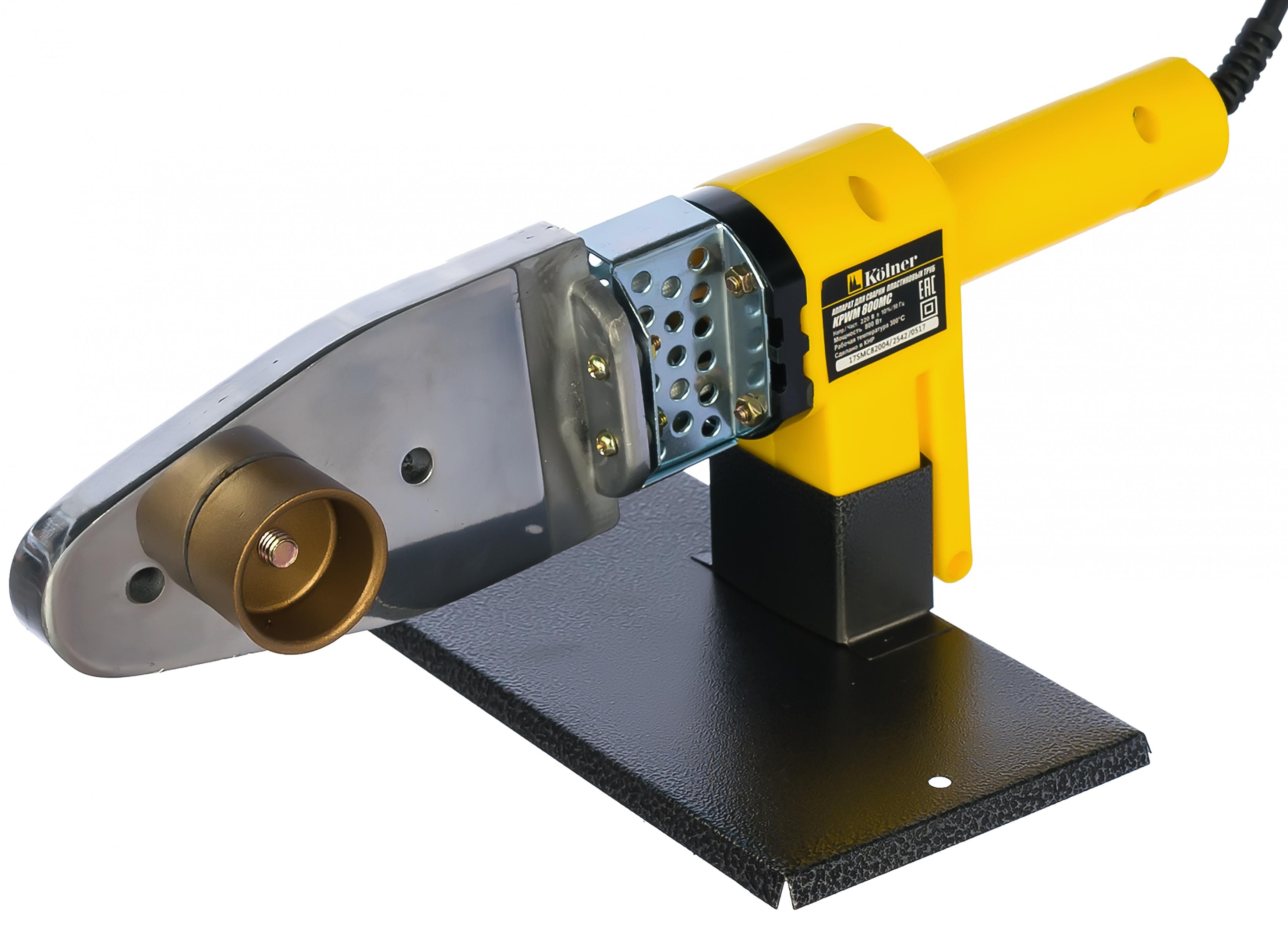
إن معدات لحام الأنبوب البلاستيكي مُجهزة بـ 6 فوهات مطلية خاصة ، مما يجعل اللحام أسهل. يستهلك الجهاز 800 واط من الطاقة ، مما يدل على كفاءته وموثوقيته. يسخن على الفور إلى درجة حرارة التشغيل 300 درجة مئوية. يتم إرفاق فوهات ضرورية للسباكة ، وحامل ضخم لتثبيت وتثبيت مكواة اللحام وحاوية لتخزين المعدات والملحقات. بعد اللحام ، من الضروري الاحتفاظ بالاتصال لفترة قصيرة للتزاوج وتبريد العناصر الملحومة. يتميز بكابل طويل بطول 2 متر. الجسم مصنوع باللون الأصفر.
من المزايا ، تجدر الإشارة إلى:
- الوزن والحجم الأمثل للجهاز ؛
- وظيفة الإيقاف التلقائي ؛
- سعر لائق.
مكواة اللحام لها عيب واحد فقط ، وهو عدم ثبات الركيزة ولا يؤثر على الوظيفة. يمكن صنع الحامل باليد.
افضل ماكينات لحام انابيب البولي بروبلين بقوة تزيد عن 1000 واط
تتمتع ماكينات اللحام في هذه الفئة بقدرة من 1500 إلى 2000 واط. تتميز هذه المعدات بالتسخين المتسارع ، مما يزيد من الإنتاجية – يمكن عمل المزيد من الوصلات في نفس الوقت. أما فيما يتعلق بضيق التماس ، فلا يوجد فرق في الجودة مع الموديلات الأقل قوة.
تم تجهيز مكاوي اللحام هذه لأنابيب البولي بروبلين ، كقاعدة عامة ، بعنصري تسخين يمكن تشغيلهما في وقت واحد أو بالتناوب ، مما يسمح لك بتحديد درجة الحرارة ووقت التسخين بدقة ، بالإضافة إلى استهلاك الطاقة. تتميز هذه النماذج بمجموعة أكثر ثراء وهي مناسبة بشكل أفضل للاستخدام المهني..
| انفورس 03-12-02 | باتريوت بي دبليو 205 | Elitech SPT 1500 | شتورم TW7218 |
| |
| |
| القوة ، دبليو | 1700 | 2000 | 1500 | 1800 |
| الوزن ، كجم | 1.7 | 1،3 | 5.4 | 1.1 |
| أقصى قطر لحام ، مم | 63 | 63 | 63 | 32 |
| نوع من | جهاز | لحام حديد | لحام حديد | لحام حديد |
| شكل سخان | الخنجري | الخنجري | الخنجري | إسطواني |
انفورس 03-12-02
جهاز بقوة 1700 واط مزود بمفتاحين للتبديل يسمحان بالعمل في أحد الأوضاع الثلاثة: 700 واط ، 1000 واط ، 1700 واط. مزودة بقوس لوضع أفقي على المنضدة أو للتثبيت في وضع رأسي وملزمة تثبيت.
+إيجابيات Inforce 02-12-03
- قبضة مطاطية مريحة – مريحة للإمساك بها.
- إمكانيات واسعة لاختيار درجة الحرارة سواء باستخدام مفاتيح التبديل أو مع منظم الحرارة من 0 إلى 300 درجة.
- تسخين سريع لعناصر التسخين.
- سعة حقيبة جيدة.
- كاملة مع شريط قياس ومفك البراغي وقاطع الأنابيب والقفازات.
- جميع المرفقات في العلبة ثابتة ولا تتدلى أثناء النقل.
- ستة قوالب للأنابيب التي يبلغ قطرها من 20 إلى 63 ملم.
- سوف يتعامل قاطع الأنابيب مع مهمته تمامًا ولن تحتاج إلى شراء أي شيء إضافي.
- تغطية سطح جيدة للفوهات.
-سلبيات إنفورس 03-12-02
- صندوق ضخم ، بسبب عدم ملاءمة التسلق في مكانه لإغلاق دائرة الاتصالات.
- ليس النموذج الأسهل وعندما تمسكه يديه ، سرعان ما يتعب السيد.
- هناك فوهات بها رقائق ، لكن هذا نادر.
- الحقيبة واهية وتتطلب معالجة دقيقة ، وإلا فسوف تتشوه بسرعة.
- يتم توصيل السخان بالجسم من خلال قوس ، ويجعل رأس البرغي من الصعب وضع الجهاز على الحامل.
- في البداية ، تقفز درجة الحرارة المحددة عند 260 درجة وتؤدي إلى ارتفاع درجة حرارة التركيب ، لذا عليك أولاً ضبطها على 150 درجة ثم رفعها.
انتاج. هذه هي أفضل مكواة لحام لأنابيب PP بسبب فتحاتها عالية الجودة. طلاء التفلون سميك ويستغرق وقتًا طويلاً لإزالة آثار البلاستيك على المصفوفة. الجهاز مناسب تمامًا للاستخدام المتكرر في المواقع ذات حجم العمل الكبير.
باتريوت بي دبليو 205
مكواة لحام بقوة 2000 واط مع ثلاثة ثقوب في السخان لإصلاح القوالب بمسافات مختلفة من الحافة. مزود بمفتاحي طاقة وثرموستات على الجانب الأيمن من العلبة. مزودة بحامل على شكل X..
+إيجابيات PATRIOT PW 205
- تسخن بسرعة كبيرة وتحافظ على درجة الحرارة المحددة ثابتة.
- قطع سلس للأنبوب بمقص من المجموعة.
- قفازات من مجموعة عازلة للحرارة لتواء الملحقات الدافئة.
- قاعدة مكواة متينة – لا تذوب عند السخونة الزائدة.
- يحافظ منظم الحرارة بدقة على درجة الحرارة المحددة.
- وزن خفيف 1.25 كجم مثالي للعمل بدون ذراع.
- ستة مرفقات متضمنة.
- يوجد شريط قياس وعلبة معدنية.
- اختيار الطاقة من ثلاثة خيارات مع الضبط عبر مفاتيح التبديل.
-سلبيات PATRIOT PW 205
- الفوهات تدور باستمرار.
- جسم مكواة اللحام مصنوع من معدن رقيق للغاية – حركة غير مبالية ويمكنك وضع دنت.
- لا يتم إدخال المصفوفة الخاصة بأنبوب 63 مم في المكان المخصص لها – فهي تقع على الجسم.
- المقصات المتضمنة ضعيفة – تنكسر بعد 10-20 جروح.
- يجب تعزيز مكان تثبيت المقبض بالجسم بمسامير ، وإلا فإنه سينثني أولاً ثم يسقط.
- الحامل واه ومتذبذب.
- ترسم الحروق على الجسم بجانب عناصر التسخين.
انتاج. آلة لحام أنابيب البولي بروبلين هذه مناسبة تمامًا للتطبيقات التي تكون فيها السرعة أولوية. تبلغ طاقة السخانين في المجمل 2000 واط ، لذا فإن تسخين طرف الأنبوب والتركيب سيستغرق أقل وقت ممكن وفي يوم عمل واحد سيكون من الممكن إجراء عدد كبير من الوصلات.
Elitech SPT 1500
تبلغ قوة مكواة اللحام 1500 واط ومجموعة من القوالب للأنابيب التي يبلغ قطرها من 20 إلى 63 ملم. يتم شحذ الجزء الأمامي من المكواة لتحسين الوصول إلى المساحات الضيقة.
+الايجابيات من Elitech SPT 1500
- يسخن بسرعة إلى المستوى المحدد.
- لا توجد آثار بلاستيكية على سطح المرفقات.
- يسهل الشكل المضغوط للسخان إدخال الجهاز في مكانه أو تحت أنابيب أخرى.
- مجموعة الأدوات المتضمنة لا يمكن التخلص منها.
- ثلاثة براغي سداسية الرأس لتثبيت عدة أزواج من الفوهات في وقت واحد وتركيب الأنابيب بأقطار مختلفة بسرعة.
- الحامل متقاطع الشكل ومستقر ، يوجد مشبك جانبي على الخيط للتثبيت في الوضع الرأسي.
- المستوى مجهز بثلاث خلايا للتحكم في جميع الطائرات.
-سلبيات Elitech SPT 1500
- يتطلب السلك القصير توصيل ناقل – عند العمل على ارتفاع ، يسحب لأسفل بسبب الوزن.
- العلبة مصنوعة من معدن رفيع جدًا – الغطاء يطوى للخلف ، المزالج لا تثبت جيدًا.
- أثناء النقل ، يتم إلقاء جميع المحتويات في كومة واحدة.
- يمكن للمقصات قطع قطر الأنابيب حتى 40 مم فقط.
- القفازات رخيصة الثمن وتتفكك بسرعة.
انتاج. خيار ممتاز للسيد في العمل الميداني. تتضمن المجموعة كل ما تحتاجه لتركيب مصدر مياه أو تدفئة: شريط قياس ، قاطع أنابيب ، مستوى ، قفازات. سيسهل السخان الحاد التشغيل اليدوي لرسو السفن في المساحات الضيقة.
شتورم TW7218
بقوة 1800 واط مع وضع تشغيل واحد والتحكم في درجة الحرارة من 0 إلى 300 درجة. عنصر التسخين الأسطواني مطلي بطلاء غير لاصق ليظل نظيفًا لفترة أطول.
+مميزات جهاز STURM TW7218
- موديل خفيف الوزن للغاية 1.1 كجم للعمل المريح في جميع الأوضاع.
- الغلاف مطلي بطلاء مسحوق ويحتفظ بمظهره الطبيعي لفترة طويلة.
- أطراف سميكة من الألومنيوم.
- يسخن في 2-3 دقائق.
- مسح التبديل وإيقاف التشغيل – لا يسخن الجهاز ويمكنك إجراء اللحام لفترة طويلة.
- تم تجهيز مخرج كابل الشبكة من العلبة بختم حتى لا ينكسر السلك لفترة طويلة في هذا المكان ، وهو أحد أكثر الأعطال شيوعًا في مكاوي اللحام الأخرى (يتم إغلاقها هناك).
-سلبيات STURM TW7218
- لا يتوافق التعيين الموجود على منظم الحرارة مع الواقع وتحتاج إلى تكييف نفسك لتتذكر في أي وضع يسخن الجهاز بشكل أفضل للبلاستيك ذي السماكات والعلامات التجارية المختلفة.
- يمكن قلب مكواة اللحام بسهولة إذا تم لمسها عن طريق الخطأ باليد أو القدم.
- أثناء النقل ، يتم خلط الفوهات وجلدها – من الأفضل لفها بقطعة قماش.
- تحتوي المجموعة على 4 مصفوفات فقط.
- هناك القليل من المرفقات الأصلية المعروضة للبيع – إذا تم تقشيرها ، فسيتعين عليك شراء ملحقات مستوردة باهظة الثمن.
- الجانب الذي يجب وضعه على الأنبوب أكبر قليلاً من الحجم القياسي ، لذلك من الصعب سحبه ويحتاج إلى بعض التعود عليه..
- تعليمات صغيرة جدًا بدون وصف وظيفي – سيحتاج المبتدئ للبحث عن معلومات إضافية.
- أسطوانة التسخين متدلية – تحتاج إلى إحكام التثبيت بشكل دوري.
انتاج. نظرًا لشكلها المضغوط وقضيبها القصير وقوتها العالية ، يسهل عليهم توصيل الأسلاك من غرفة الغلاية المحيطة بالمنزل ، وتزويد الإمداد من الأسفل إلى مشعاع التدفئة ، وتشغيل الغلاية من الخلف وتوصيل مضخة الدورة الدموية بالمبرد. النظام. يسمح وجود فوهة بقطر 16 مم باستخدامها عند تركيب التدفئة تحت الأرضية.
دينزل DWP-2000

آلة اللحام تربط أنابيب البولي بروبلين والمعدن والبلاستيك في المنزل. أثناء التشغيل ، يحدث تسخين وتليين وتركيب مكونين متصاعدين. هناك إمكانية لضبط التدفئة. مزودة بستة قوالب قابلة للتبديل لربط الأجزاء بأقطار 20-63 مم. تمنع الفتحات المطلية بالتفلون التصاق العناصر البلاستيكية. مناسبة للأماكن المنزلية وشبه المهنية.
يتميز الجهاز بالمميزات التالية:
- تجميع عالي الجودة ؛
- تصميم مناسب
- صندوق تخزين واسع
- حامل معدني موثوق
- عدم وجود مفاتيح إضافية
- فوهات جيدة.
من بين أوجه القصور ، يمكن للمرء أن يلاحظ الطول الصغير لكابل الإمداد والجودة المنخفضة للمقص المزود لأنابيب البولي بروبلين. الجهاز حاصل على تصنيف عالي ومراجعات فيديو ممتازة يمكن العثور عليها على شبكة الإنترنت..
شتورم! TW7219

آلة اللحام هي مساعد حقيقي للعصاميين والمهنيين. يستخدم على نطاق واسع في مجال أعمال السباكة ، وينضم بسرعة وبشكل موثوق إلى أنظمة الأنابيب. المادة المنصهرة لا تلتصق بأسطح اللحام. يوجد عنصرا تسخين يمكن تشغيلهما بشكل منفصل. يتراوح قطر الفتحات من 20 إلى 63 ملم. الجهاز مزود بلوحة تسخين خاصة مثبتة في أخدود الغلاف. يسهل على الحرفي العمل بمكواة اللحام بفضل مسند القدمين. يشير المؤشر إلى تسخين الجهاز ، وينطفئ تلقائيًا عند الوصول إلى درجة الحرارة القصوى.
مميزات الجهاز هي:
- تسخين سريع
- معدات غنية
- منخفض الكلفة؛
- طلاء عالي الجودة للفوهات.
من السلبيات يمكن ملاحظتها:
- الوزن الثقيل للجهاز
- مقص ضعيف
- اهتزاز الموقف
- التعامل مع الهشاشة.
عند صيانة الجهاز ، استخدم فقط الأجزاء والملحقات الأصلية القابلة للاستهلاك. خلاف ذلك ، قد ينكسر الجهاز..
فالتيك ER-04

تستخدم أداة السباكة في اللحام المقاوم لأنابيب البولي بروبلين والوصلات. معبأة في صندوق معدني مع قاعدة ، ومستوى ، ومجموعة من عناصر التسخين القابلة للاستبدال بأقطار مختلفة ، ومقص ، وشريط قياس ومفتاح سداسي لتثبيت القوالب. وشملت التعليمات دليل. تسخن مكواة اللحام الكهربائية في 10 دقائق. يوجد مصباح مؤشر لتشغيل والتحكم في التدفئة على جسم الجهاز ، ويمكن تعديل درجته.
تتميز مجموعة معدات اللحام بالمزايا التالية:
- قوة 1500 واط
- نصائح استبدال عالية الجودة لحام دقيق ؛
- القدرة على توصيل أجزاء مختلفة الحجم ؛
- وجود ترموستات
- نقل مريح في صندوق البناء.
من بين أوجه القصور التي لوحظت:
- سلك طاقة قصير
- نوعية المرفقات رديئة ؛
- موقف غير مريح.
DIOLD ASPT-4

تستخدم آلة اللحام باستهلاك طاقة مقدّر 1500 واط على نطاق واسع في الحياة اليومية. تختلف سهولة الاستخدام ، وتتيح لك تركيب نظام خطوط الأنابيب بسرعة لأي غرض. يتم العمل عن طريق طريقة اللحام متعدد الانصهار للألواح البلاستيكية. يضمن اللحام غير الملحوم قوة ربط عالية. تشتمل مجموعة التوصيل على جهاز ، حامل ، مجموعة من 6 قوالب قابلة للتبديل (20 ، 25 ، 32 ، 40 ، 50 ، 63 مم) ، برغي ، مفتاح ربط ، مفك براغي ، شريط قياس ، قفازات ، مقص ، تقني توثيق. مدعوم من أنابيب قياسية مع مقبس توصيل مدمج.
مزايا DIOLD ASPT-4 هي:
- معدات لائقة
- بيئة العمل.
- معدل تسخين عالي
- التكلفة المقبولة.
سلبيات النموذج:
- القاطع السيئ
- شريط قياس وقفازات رديئة الجودة ؛
- حقيبة حمل صغيرة.
كاندان CM-06

جهاز لصق أنابيب البولي بروبلين موثوق به وسهل التشغيل ومتواضع في الصيانة. إنه غير مكلف. تستخدم لأعمال السباكة مع الأنابيب والتجهيزات د 16-50 مم. مجهزة بالأدوات اللازمة للحام ومعبأة في علبة معدنية. توجد أطراف تفلون بقطر 20،25،32،40 مم ، قاطعة ، حامل على شكل صليب ، مستوى ، مفاتيح ، شريط قياس. تم تجهيز المفاتيح بأضواء مؤشر لمراقبة التسخين. يحافظ منظم الحرارة على درجة الحرارة المطلوبة. يسمح لك عنصر التسخين المزدوج بتثبيت 3 مصفوفات في نفس الوقت. سلك الطاقة المقاوم للحرارة يتحمل درجات الحرارة العالية.
الخصائص الإيجابية للجهاز هي:
- مصداقية؛
- إمكانية التشغيل على المدى الطويل ؛
- سهولة الاستعمال؛
- كفاية المجموعة.
لا عيوب ، باستثناء المقص الضعيف..
Wester DWM 1500 جنيه

الجهاز مصمم لربط الأنابيب البلاستيكية الحرارية في أي موضع. مدعوم بشبكة كهربائية قياسية 220 فولت. الطاقة وفقًا لورقة البيانات هي 1500 واط. مناسب للأنابيب التي يصل قطرها إلى 63 مم. تتمثل إحدى ميزات ماكينة اللحام في القدرة على إرساء الأجزاء بسماكات مختلفة للجدار. يحافظ على درجات الحرارة من 0 إلى 300 درجة مئوية. 6 فوهات مناسبة للمواسير الأكثر شيوعًا.
النموذج له المزايا التالية:
- مناسبة للفروع الواردة والصادرة لإمداد الماء الساخن وإمدادات الماء البارد ؛
- بفضل العلبة المعدنية ، يمكنك تعبئة مكواة لحام مبردة بشكل غير كامل ؛
- يتم تنظيم التدفئة ميكانيكيًا ؛
- يساهم مؤشر LED في التحكم البصري في حالة الماكينة ؛
- الحجم الصغير يسمح لك بالعمل في الأماكن الضيقة.
مساوئ عامل اللحام:
- موقف القصدير المطلي متذبذب
- استراحة مطلوبة للتبريد.
Wert WPT 1600
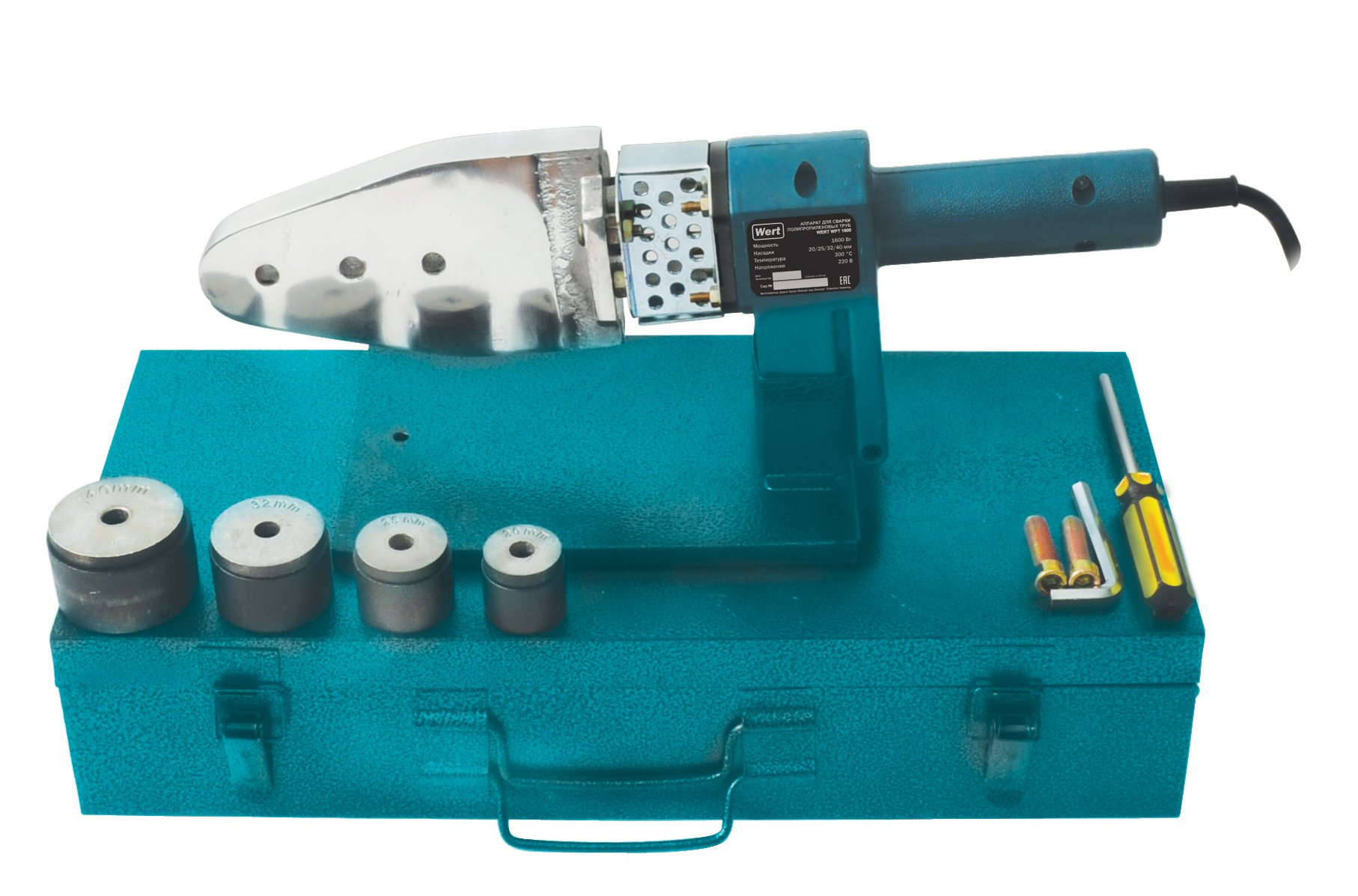
تقوم المعدات عالية الطاقة بعمل لصق عالي الجودة لأنابيب البولي بروبلين عند تركيب نظام إمداد بالمياه في المباني السكنية وغير السكنية. على الرغم من السعر المنخفض ، فإن الطراز ليس أدنى من الأجهزة الاحترافية. يتم لحام الحديد بشكل موثوق بهياكل بقطر 20-40 مم ، ويتم استبعاد التسريبات عند التماس. يتم التوصيل من طرف إلى طرف ولا يتطلب أجزاء إضافية. يتم تضمين حامل للتثبيت الآمن للجهاز. هناك مؤشرات للتدفئة والاتصال بالتيار الكهربائي. الجهاز معبأ في صندوق معدني ، ويتكون من الآلة نفسها ، ودعامة ، ومجموعة فوهات ، ومفتاح سداسي ، ومفك براغي ، ومسامير.
مزايا هذا النموذج:
- قوة 1600 واط (يمكن مقارنتها بأعلى الموديلات) ؛
- طبقة واقية من التفلون للفوهات ؛
- سعر الميزانية.
مساوئ تركيبات السباكة هي:
- موقف ضعيف من القصدير.
- عدم وجود ترموستات
- عدم وجود مقص.
AQUAPROM ASP.1.5 / 6

يصنع مكواة اللحام وصلات ملحومة من الأجزاء البلاستيكية. تنتمي المعدات إلى فئة المنزل ، لكن الطاقة الإجمالية البالغة 1.5 كيلو واط كافية لاستخدامها ليس فقط للمنزل ولكن أيضًا للاحتياجات المهنية. يتكون التصميم من 3 أجزاء: مقبض ، مبيت به ترموستات ، جزء تسخين. قبل بدء اللحام ، يتم توصيل الجهاز بشبكة كهربائية 220 فولت. شكل التسخين هو الخنجري. تشتمل المجموعة على شريط قياس وصندوق بلاستيكي ومفاتيح لربط 6 فوهات مقترنة. تباع الرؤوس الكبيرة بشكل منفصل. قبل شراء منتج ، يوصى بأن تتعرف على جوانبه الإيجابية. يوصي المشترون بهذا الجهاز للاستخدام المنزلي.
مزاياه هي:
- سعر منخفض؛
- قوة جيدة
- أطراف غير لاصقة.
بالنسبة للأجهزة المنزلية ، فإن العيوب لا تذكر. يشتكي العديد من الحرفيين من موقف متذبذب وحالة ذات نوعية رديئة..
التحضير لتركيب نظام إمداد المياه من أنابيب البولي بروبلين
من الآمن أن نقول إن التحضير عالي الجودة لتجميع الأسلاك يحدد إلى حد كبير أدائه ومتانته..
اختيار مخطط الأسلاك
يوجد حاليًا مخططان رئيسيان لتركيب الأنابيب:
نقطة الإنطلاق – مع ذلك ، يتم توصيل كل مستهلك للمياه بأنبوب مركزي متصل بالناهض. لهذا ، يتم استخدام المحملات..
عيب مثل هذا المخطط هو حقيقة أنه مع الفتح المتزامن لعدة صنابير ، ينخفض الضغط في أنبوب الإمداد بشكل حاد ويقل تدفق المياه في كل منها. تتأثر نقاط الإعراب البعيدة عن الناهض بشكل خاص.
النقطة السلبية الثانية هي أنه إذا ظهرت الحاجة إلى إصلاحات حالية ، فيجب عليك إيقاف تشغيل دائرة إمداد المياه بالكامل لهذا الوقت.

تُستخدم دوائر الإنطلاق في الشقق أو المنازل الخاصة الصغيرة. تشمل المزايا سهولة التركيب والاستهلاك المنخفض نسبيًا للمواد..
مخطط الأسلاك جامع. تتكون طريقة تشكيل شبكة إمداد المياه من حقيقة أن أنبوب الإمداد يتم توصيله من الناهض إلى المركز الطبوغرافي لنظام إمداد المياه وينتهي بتركيب المشط.
المشط عبارة عن أنبوب فرعي قصير مزود بمنافذ ملولبة لصمام كروي مثبت عليه. وبالتالي ، يتم تكوين وحدة توزيع ، يتم من خلالها توصيل الأسلاك إلى نقاط الاستهلاك..
نتيجة لذلك ، من الممكن إغلاق أي نقطة من نقاط استهلاك المياه بشكل منفصل. يستمر باقي النظام في العمل كالمعتاد بنفس تدفق المياه.

أوضاع درجة الحرارة للتشغيل
يعلن مصنعو منتجات السباكة عن درجة حرارة قصوى لسائل التبريد عند 95 درجة. ومع ذلك ، فإن الخصائص الفيزيائية للمادة تختلف إلى حد ما عن هذا المؤشر..
يبدأ تليين البولي بروبلين في الظهور عند درجة حرارة حوالي 140 درجة ، ويحدث الذوبان عند 175. مع أخذ هذه المعلمات في الاعتبار ، يمكننا أن نستنتج أن هذه المادة مناسبة لأي أنابيب لتسخين المياه ، باستثناء البخار.
درجة حرارة التشغيل في خطوط البخار بالضبط 175 درجة.
يبدو ، ما الذي يمكن أن يكون أفضل؟ لكن خصوصية المادة هي أنها تبدأ في التليين من درجة حرارة 135 درجة. تبدأ التخطيطات في الترهل ، والتخفيف ، ثم الانهيار في النهاية.
يعلن مصنعو أنابيب البولي بروبلين رسميًا عن انخفاض درجة الحرارة المسموح بها بشكل كبير ، ويرغبون في تأمين منتجاتهم وجعلها أكثر متانة.
تجدر الإشارة إلى أنه في المسكن المجهز بشكل صحيح مع الحماية الحرارية الكافية للجدران ، تكون درجة حرارة التشغيل كافية تمامًا.
تجدر الإشارة إلى أنه من المستحسن استخدام أنابيب البولي بروبلين المقواة في أنظمة التدفئة ، والتي لها عدد من المزايا:
- استقرار التمدد الخطي لعناصر إمداد المياه تحت تأثير الأحمال الحرارية والميكانيكية. يمكنهم تحمل ضغط يصل إلى 10 أجواء دون تغييرات ملحوظة..
- العمر التشغيلي لخط الأنابيب المقوى ، تحت ضغط مستمر عند درجة حرارة مرتفعة ، أعلى بعدة مرات من عمر المنتجات غير المدعمة.
- درجة حرارة الانصهار في كلا المنتجين هي نفسها ، ولكن في ظل ظروف متساوية ، ينهار الأنبوب بدون تعزيز ، ولكن لا ينهار المقوى..
نصيحة إختصاصية
لضمان أقصى قدر من الموثوقية لمفاصل خطوط الأنابيب ، ينصح الخبراء بالالتزام بالمتطلبات التالية:
- من الصحيح أن تبدأ أعمال اللحام بعد 10 دقائق من لحظة تسخين مكواة اللحام ؛
- إجراء عمليات اللحام أو اللحام فقط في درجات الحرارة المحيطة الإيجابية ؛
- يجب السماح لأجزاء الأنابيب المتصلة باللحام بالتبريد ، ومنعها من التحول بالنسبة لبعضها البعض أو الالتواء ؛
- يتم إجراء اللحام التناكبي للمنتجات التي يزيد سمك جدارها عن 6 مم باستخدام خط مزدوج. بسماكة جدار أصغر ، يمكن إغلاق المفصل بدرز واحد ؛
- يجب أن تكون جميع العناصر الهيكلية المثبتة بواسطة اللحام من نفس الشركة المصنعة ، حيث قد تختلف في تكوين المكونات في المواد الخام ، مما يؤثر سلبًا على جودة اللحام.
لحام في الأماكن والزوايا التي يصعب الوصول إليها
عند لحام الأنابيب الموجودة في أماكن يصعب الوصول إليها ، على سبيل المثال ، بالقرب من سطح الجدران أو الأسقف ، يتم استخدام تقنية خاصة ، والتي تتمثل في التسخين المتسلسل لأقسام الوصلة المباشرة والتزاوج باستخدام آلة لحام. يستغرق الأمر مزيدًا من الوقت لتسخين شفة المقطع المستقيم بحيث لا يتوفر لها الوقت لتبرد أثناء تشغيل نظير قطعة العمل.

يمكن تحقيق نعومة الخط في أماكن وصلات الزوايا للأنابيب باستخدام محولات وتركيبات الزاوية الخاصة. في هذه الحالة ، من المهم تحديد عمق دخولها في جسم قطعة الزاوية بدقة شديدة مسبقًا على أنابيب الإمداد..
توصيل الأنابيب البلاستيكية بدون لحام
لا يلزم لحام الأنابيب البلاستيكية ، يمكن ربطها باستخدام مادة لاصقة خاصة. يتم تطبيقه على كامل سطح قسم الأنبوب الذي سبق إزالة الشحوم منه والذي سيتم إدخاله في المقبس. في التجويف ، يتم أيضًا إزالة الشحوم من السطح الداخلي وتغطيته بالغراء ، ولكن بنسبة 2/3 فقط. لتحسين الالتصاق ، تتم معالجة سطح الأنابيب لمفصل الغراء بورق الصنفرة قبل إزالة الشحوم..
يتم إدخال الجزء المحضر من الأنبوب في المقبس حتى يتوقف ويدور 90 درجة. في هذا الوضع ، يجب تعليق الأجزاء المراد لصقها لمدة 1 – 1.5 دقيقة حتى يثبت الغراء..
سوف يجف اللاصق تمامًا في غضون ساعات قليلة..
يمكن توصيل أنابيب الصرف الصحي البلاستيكية المؤدية إلى خزان الصرف الصحي باستخدام تركيبات الضغط. بهذه الطريقة تتكون عملية توصيل الأنابيب من المراحل التالية:
- تجريد الطبقة العليا من الأنبوب من التلوث ؛
- شطب في النهاية
- فك صامولة الوصلة على الوصلة وتركيب طرف الأنبوب فيه ؛
- شد الجوز في الموضع المعاكس ، في هذه اللحظة يتم تثبيت الأنبوب (مضغوط) بحلقة.
يتم تثبيت التركيبات يدويًا أو باستخدام مفتاح ربط مفتوح. يجب ألا تكون القوة المطبقة مفرطة ، وإلا فقد تنفجر الأنابيب..
تستخدم طريقة التوهج حلقة O عالية المرونة. يتم ضمان إحكام الاتصال عن طريق ضغط الحشية بين جدران المقبس والنهاية الملساء للأنبوب.
لحام الأنابيب البلاستيكية ذات القطر الكبير
لتوصيل الأنابيب التي يزيد قطرها عن 50 مم وسمك الجدار 4 مم أو أكثر ، يتم استخدام تقنية اللحام التناكبي ، والتي تتكون من اللحام المتزامن لنهايات مقطعين على المستوى بأكمله. أصعب شيء في طريقة اللحام هذه هو محاذاة الوصلات بشكل صحيح وضمان الطول المطلوب للفجوة بين الأجزاء..

لذلك ، في عملية اللحام التناكبي للأنابيب ذات القطر الكبير ، يتم استخدام أدلة أو أنبوب مركزي. سيوفر تثبيتًا عالي الجودة وموثوقًا لقطاعات اللحام.
يتم تنفيذ العمل نفسه بالترتيب التالي:
- تحضير الأنابيب وتجريد الحواف ؛
- تثبيت العناصر في أنبوب مركزي ؛
- لحام مفاصل المنتجات.
أسئلة وأجوبة شائعة حول لحام PP
هل يمكنني لحام الأنابيب من أحد المصنّعين والتجهيزات من جهة أخرى؟ بالطبع هذا ممكن ، لكني أريد أن أحذرك من أنه يجب استخدام أدوات التوصيل والأنابيب بجودة مناسبة. لا تستخدم أجزاء من الشركات المصنعة غير المسماة. غالبًا ما تبيع المتاجر غير الاحترافية الأنابيب من شركات مختلفة ، والتركيبات هي نفسها ، من مصنع غير مسمى. لا أوصي باستخدام مثل هذه الحزمة. بشكل عام ، لا شيء يمنع من لحام الأنابيب والتجهيزات من مختلف الصانعين ، مع أو بدون تعزيزات مختلفة على جوانب مختلفة من أداة التوصيل.
تلتصق مادة البولي بروبيلين بالمرفقات – ماذا تفعل؟ تتمثل الخطوة الأولى في التحقق من درجة الحرارة الحقيقية على مكواة اللحام – من المحتمل جدًا أنها لا تتوافق مع درجة الحرارة على منظم الحرارة. في أغلب الأحيان ، يبدأ البلاستيك المنصهر في الالتصاق بالفوهات المخدوشة ، لذا لا ينبغي تنظيفها بأشياء معدنية. يمكن تنظيف المرفق بالورق الثقيل أو الورق المقوى ، لكن هذا عادةً لا يعطي تأثيرًا طويل الأمد. إذا بدأت الفوهة تتسخ بشكل نشط ، فإن الطريقة الأكثر منطقية هي شراء فوهة جديدة..
ومع ذلك ، اخرج مؤقتًا من الموقف عندما أيضًا "لزج" يمكن فوهة. لكي لا تفسد التماس الملحوم وتترك الفوهة نظيفة قدر الإمكان ، أثناء إزالة الأنبوب والتركيب من الفوهة ، يجب تدويرها قليلاً..
هل يمكن ثني أنابيب البولي بروبلين؟ لا يمكنك ثنيها ، لا أثناء التثبيت ولا بعد. إذا كانت هناك حاجة لثني الأنبوب أثناء التثبيت ، فيجب استخدام خطوط أو مجموعات من الزوايا. من أجل الإنصاف ، تجدر الإشارة إلى أن نقطة الضعف في خط الأنابيب للانحناء هي المفصل بين الأنبوب والتركيب. تنقطع نقطة الاقتران هذه ببعض الجهد لكسرها. للتأكد من ذلك ، يكفي لحام هيكل اختبار من زاوية وقسمين من الأنابيب بطول 50 سم ، ومحاولة كسر هذا "لعبة البوكر" باليد.

في بعض الأحيان تكون هناك حاجة إلى لحام عقدة بزاوية غير قياسية. دعني أذكرك أن زوايا PP يتم استيفائها من نوعين فقط: 90 و 45 درجة ، على الأقل لم أقابل آخرين. لكن ماذا لو احتجت إلى قلب الأنبوب بدرجة مختلفة؟ هناك طريقتان أعرفهما:
بمساعدة زاويتين بزاوية 45 درجة ، يمكنك عمل أي زاوية عن طريق تغيير زاوية دوران الزوايا بالنسبة لبعضها البعض. عيب هذه الطريقة هو أنه بسبب الدوران غير القياسي ، لن يكون الاتصال في نفس المستوى..
والثاني هو عدم محاذاة الأنبوب وتركيبه على وصلات متعددة. لا تنس أن الاستقامة عند تقاطع الأنبوب والتركيب يجب ألا ينحرف بأكثر من 5 درجات.

كيفية لحام الأنابيب إذا كانت لا تمسك الصنبور؟ يمنع منعا باتا اللحام في حالة وجود الماء في المنطقة المراد لحامها. إذا لم يكن من الممكن إغلاق الماء تمامًا لسبب ما ، فأنت بحاجة إلى إيقافه أثناء اللحام. على الإنترنت ، يُنصح بتوصيل الأنبوب بفتات الخبز ، ولكن المشكلة تكمن في أن الفتات يتم ضغطها فورًا بواسطة الضغط الذي تم إنشاؤه حديثًا في الأنبوب. لذلك ، لن تعمل الطريقة إلا عندما يكون من الممكن فتح القسم إلى مكان اللحام لمخرج الهواء. وعندما يتم لحام الأنابيب معًا ، تنفجر الفتات بسهولة عند الضغط عليها.
نصيحة: إذا سمعت أثناء اللحام هسهسة الماء على الفوهة – فمن الأفضل قص العقدة وإعادتها! من الأفضل قضاء وقت إضافي أثناء التثبيت بدلاً من إصلاح التسرب والقضاء عليه في المستقبل ، مع ظهور مجموعة من المشكلات.!

توضح هذه الصورة أن غطاء المرشح قد تم فكه وأن الماء الزائد يتدفق أسفل القماش من هناك. وفي مكان اللحام ، يتم توصيل فتات الخبز. بفضل الفلتر المفتوح ، كان لدينا أكثر من دقيقة بقليل لإتاحة الوقت للحام حتى يخرج الماء من الفتات..








لحام أنابيب البولي بروبلين: قواعد اللحام وتحليل الأخطاء
خصائص البولي بروبلين
تعد مادة البولي بروبيلين إحدى المواد العديدة في عائلة البلاستيك ، وهي نتاج بلمرة لغازين: الإيثيلين والبروبيلين ، ممزوجين بنسب معينة. نتيجة لذلك ، يتم الحصول على الحبيبات ، والتي يتم الحصول على منتجات مختلفة منها بطريقة البثق..
منتجات إمدادات المياه مصنوعة من البلاستيك الصف PPR مع الخصائص التالية:
المعلمات المعينة مناسبة لإمداد الماء البارد ، لكن الاحتياجات لمجموعة واسعة من الخصائص واضحة. لذلك ، لتقويتها ، يتم اتخاذ بعض الأساليب التكنولوجية..
واحد منهم هو تقوية الجدار بالألياف الزجاجية أو الألومنيوم. للقيام بذلك ، يتم وضع طبقة من الألياف الزجاجية أو خيوط رقائق الألومنيوم فوق الأنبوب النهائي ، ثم يتم تطبيق طبقة أخرى من مادة البولي بروبيلين..
يتيح هذا التصميم الحصول على أنابيب البولي بروبلين المناسبة حتى للاستخدام في أنظمة التدفئة وإمدادات المياه الساخنة..
الطريقة الأساسية لتعزيز منتجات البولي بروبلين هي تركيب طبقة معدنية. لهذا الغرض ، يتم استخدام رقائق الألومنيوم على شكل شريط..
يتم لفه على طول خط حلزوني على قطعة العمل على طول طبقة من الغراء ، ويتم تطبيق طبقة غراء ثانية على الرقاقة المعدنية. الغلاف الخارجي مصنوع من نفس مادة البولي بروبيلين.
هذه المنتجات مناسبة للاستخدام في أنظمة إمدادات المياه ذات الضغوط المرتفعة حتى 6 أجواء..
الأنابيب تختلف عن بعضها البعض
قبل وصف تعليمات التثبيت ، من الضروري تحديد المواد والأنواع والتطبيقات. اختيار الأنابيب على أساس السعر أو التوفر في متجر لاجهزة الكمبيوتر أمر غير مقبول. الاختيار الخاطئ محفوف بالصعوبات بعد التثبيت. يمكن أن تشمل هذه التسريبات والشقوق والتشوه. هذا يؤدي إلى الحاجة إلى إعادة النظام ، وتحمل تكاليف إضافية.
تحدد الحسابات الهيدروليكية شبكة تحجيم الأنابيب. تختلف الاتصالات عن بعضها البعض وتتطلب أقطارًا مختلفة من الأنابيب. يغطي نطاق الأقطار التي تتراوح من 16 إلى 110 ملم جميع خيارات واحتياجات التثبيت تقريبًا. تدل الممارسة على أن احتياجات الشقة يتم تلبيتها بواسطة أنابيب يصل قطرها إلى 50 مم ، والاستثناءات نادرة. أنابيب رئيسية ذات قطر أكبر. إنها تتطلب نهجًا خاصًا للتثبيت ونادرًا ما توجد في عمل الحرفي المنزلي..
أنابيب البولي بروبلين تختلف في اللون. لا علاقة لظلال وأنواع الأنابيب حسب اللون بالأداء ولا تؤثر على أي شيء. لا ينبغي أن تؤخذ في الاعتبار. هذا حل قياسي للمصنعين ، يساعدهم على جعل المنتجات أكثر جاذبية وإشراقًا في الخلفية العامة. الطريقة الوحيدة لاختيار أنبوب بلون ومهمة محددين هي شراء منتج أبيض للتدفئة. اللون يجعل من الممكن أن تتناسب مع أي داخلية.
إذا كانت هناك خطوط ملونة على الأنبوب ، فستحمل عبئًا إعلاميًا مفهومًا للجميع. يشير الشريط الأزرق إلى استخدام المنتج لتلبية احتياجات إمدادات الماء البارد. يشير الشريط الأحمر إلى الغرض من تحمل درجات الحرارة المرتفعة أثناء التشغيل. يعد الترميز اللوني تقريبيًا ويحمل أقل قدر من المعلومات. أنواع معينة من المنتجات ليست مثقلة بمثل هذه العلامات. يساعد الخط الموجود على الأنابيب في تحديد الحمل والخصائص ويصبح نقطة مرجعية عند الانضمام عند اللحامات. الخط هو دليل مناسب أثناء التثبيت.
العلامات الأبجدية الرقمية تحمل الجزء الأكبر من المعلومات. تحتاج إلى البحث عنه على الجدار الخارجي للمنتج. هنا يجدر إظهار عناية خاصة والتعمق في ما كتبته الشركة المصنعة..
تحمل أنابيب البولي بروبلين تسمية PPR ، وهي العلامة الدولية للبولي بروبلين. تم العثور على التعيينات PPRC و PP-B و PP-N و PP-3 وغيرها عند الإشارة إلى نوع المادة. لراحة المستخدم ، يتم توفير نظام تعليم مختلف ، مع مراعاة النوع وضغط السائل ودرجات حرارة الضخ. في الممارسة العملية ، يتم استخدام أربعة أنواع من الأنابيب: PN-10 و PN-25 و PN-16 و PN-20. يعتمد أداء الأنبوب وأقصى درجة حرارة للاستخدام على الشكل. يستخدم PN-25 لتلبية احتياجات التدفئة ويمكن أن يتحمل درجات حرارة تصل إلى 95 درجة.
تعتمد الخصائص التشغيلية بشكل مباشر على سمك جدران الأنابيب. يمكن أن تتحمل الجدران السميكة درجات الحرارة العالية والضغط العالي.
مادة البولي بروبيلين ، بمزاياها ، لها عيب كبير – مع ارتفاع درجة الحرارة ، لوحظ تمدد خطي كبير. لا تشعر أنابيب الماء البارد داخل المبنى بالتأثير السلبي لعامل التمدد. يمكن أن تشعر أنابيب الماء الساخن بالمشكلة بشكل أكثر وضوحًا ، وتشوه ، وإجهاد داخل الهيكل ، وترهل المقاطع الطويلة.
يستخدم تقوية أنابيب البولي بروبلين لتقليل تأثير التمدد الحراري. معزز بالألياف الزجاجية والألمنيوم. يقع حزام التسليح المصنوع من الألياف الزجاجية في وسط سماكة جدار الأنبوب ، ولا يؤثر على اللحام.
هناك نوعان من حديد التسليح. في الحالة الأولى ، توجد طبقة الرقائق بجوار الجدار الخارجي للمنتج. البديل هو تشغيل طبقة الألمنيوم أسفل المركز. كلا النوعين يختلفان من حيث التركيب والتصميم..
يسمح كلا خياري التعزيز بتخفيض كبير في مستوى تمدد الأنابيب أثناء التسخين. تصبح طبقة من مادة التسليح حاجزًا ضد الانتشار (تغلغل الأكسجين عبر سطح الأنبوب بداخله).
يؤدي تغلغل جزيئات الأكسجين ودخولها إلى الماء داخل الأنبوب إلى عدد من النتائج السلبية: زيادة كبيرة في تكوين الغاز ، وحدوث عمليات تآكل ، وهو أمر خطير للغاية بالنسبة لمعدات الغلايات. طبقة تقوية موثوقة تقلل بشكل كبير من التأثير السلبي على الأنابيب والاتصالات بشكل عام. تستخدم الأنابيب المقواة على نطاق واسع في أنظمة التدفئة. يتم اختيار أنابيب الإمداد بالمياه مع تقوية قياسية من الألياف الزجاجية ، والتي ليس لها تأثير كبير على الانتشار..
تباع الأنابيب بمقاسات قياسية بطول 2 م و 4 م ، وتقطع منافذ البيع الأنابيب بمضاعفات 1 متر. تتم إضافة مكونات خاصة إلى الأنابيب: وصلات ملولبة للتبديل إلى نوع آخر من الأنابيب ، والمقابس ، والوصلات ، ووصلات التمدد ، وحلقات الالتفاف ، إلخ..
تتيح لك مجموعة متنوعة من العناصر الهيكلية والمواد الاستهلاكية اختيار خيارات لتجميع نظام من أي تعقيد. المواد الاستهلاكية والأجزاء غير مكلفة ، مما يتيح لك إجراء عملية شراء بالهامش اللازم للتثبيت والاستخدام.
أنواع الأنابيب
كثير من الناس يفوتون هذه اللحظة ، ولكن عبثا. تعتمد جودة وإمكانية توصيل الأنابيب عن طريق اللحام بشكل مباشر على نوعها. فيما يلي بعض أهم النقاط:
قطر دائرة الانبوب.
سمك الحائط. وقت تسخين الأنبوب يعتمد عليه. كلما كان الجدار أكثر سمكًا ، كلما استغرق تسخين الأنبوب أو ضبط درجة الحرارة الأعلى وقتًا أطول.
التعزيزات الخارجية أو الداخلية. هذه مرحلة بالغة الأهمية ، لا يتحدث عنها الكثيرون. يتم تقوية بعض الأنابيب بالمعدن لزيادة القوة. يمكن وضع هذه الحماية داخل الأنبوب وخارجه. عند العمل مع هذه الأنابيب ، هناك بعض التفاصيل الدقيقة التي يجب مراعاتها..
راجع أيضًا جدول مطابقة العلامات لنطاق التطبيق..
العلامات
نطاق التطبيق والميزات
PN 10
لإمداد الماء البارد في أنظمة التدفئة تحت الأرضية حتى 45 درجة مئوية. لها جدران رقيقة.
PN 16
تستخدم في أنابيب المياه ذات الضغط العالي وخطوط التسخين ذات الضغط المنخفض.
PN 20
أنبوب للاستخدام العام. إمداد المياه بدرجة حرارة لا تزيد عن 85 درجة مئوية
PN 25
توريد الماء الساخن والتدفئة. إمداد المياه حتى 95 درجة مئوية. عززت بورق احباط.
تستخدم الأنابيب من النوع الأخير لتوصيل الأنابيب البلاستيكية بالمعدن.
ماركات الأنابيب
الآن ينتجون عدة أنواع من المنتجات ، تختلف جميعها إلى حد ما في الخصائص والخصائص ، وبالتالي الغرض. هناك 4 علامات تجارية ، تشير الأرقام إلى أقصى ضغط (جو) يمكنهم تحمله.
إن التشوه الحراري الأقل (ثلاث إلى خمس مرات) للنماذج المقواة هو سبب التوصية بها لوضع أنابيب الماء الساخن. غالبًا ما يتم شراء أحدث منتجات البولي بروبلين (PN 25) لتركيب أنظمة التدفئة ، وكذلك لتوصيل هذه الأنابيب بالمعادن.
ما هي منتجات البولي بروبلين للاختيار
بالنسبة لشبكات إمداد الماء البارد ذات الضغط المنخفض ، فإن منتجات PN16 هي الأكثر عملية. يمكنهم بسهولة تحمل ضغط يصل إلى 2 الغلاف الجوي في درجات حرارة تصل إلى +40 درجة. هذا يكفي لتحمل عبء نظام إمداد المياه في منزل خاص أو نظام ري في دفيئة أو في حديقة نباتية..
منتجات البولي بروبلين من ماركة PN20 أكثر مقاومة للتأثيرات المختلفة ، والتي تعتبر عالمية ويمكن استخدامها ، من بين أشياء أخرى ، للتدفئة بدرجة حرارة المبرد تصل إلى 95 درجة.
لكن الأكثر موثوقية في أي خطوط أنابيب مياه هي أنابيب PN25 المقواة بالألمنيوم أو الألياف الزجاجية..
خصوصية لحام أنابيب البولي بروبلين
تتم عملية اللحام بسبب خصائص اللدائن الحرارية الواضحة للمادة. ينعم البولي بروبلين عند تسخينه – يكتسب حالة مشابهة للبلاستيك.
الوصف العام للتكنولوجيا
تساهم إعادة المادة إلى خلفية درجة حرارة طبيعية في تصلب هيكلها إلى الحالة الطبيعية. أصبحت هذه الخصائص هي التقنية الرئيسية للحام ، والتي تسمى في اللغة التقنية لحام polyfusion..
أصبحت تقنية لحام عناصر السباكة على نطاق واسع. التكنولوجيا بسيطة وتتطلب الحد الأدنى من استثمار الجهد والمال
في الممارسة العملية ، يتم استخدام طريقتين لربط الأجزاء المراد لحامها:
طريقة اقتران. توضح تقنية اللحام كيف يمكنك لحام أنابيب البولي بروبلين باستخدام جزء على شكل – كم أو أنبوب بقطر خارجي أكبر. عادةً ما تستخدم هذه الطريقة في لحام الأنابيب البلاستيكية التي لا يتجاوز قطرها 63 مم..
يعتمد مبدأ اللحام على جزأين في هذه الحالة على إذابة جزء من الأنبوب على طول المحيط الخارجي وجزء من أداة التوصيل على طول المنطقة الداخلية. ثم يتناسب كلا الجزأين بإحكام.
لحام اقتران: 1 – أنبوب بلاستيكي ، 2 – اقتران (أو مقبس التركيب) ، 3 – عنصر تسخين من حديد اللحام ، 4 و 5 – فوهات معدنية (فراغات)
طريقة مباشرة. تعتمد الطريقة على نفس مبدأ إذابة أجزاء صغيرة من الأنابيب البلاستيكية ثم ربطها. ولكن في هذا الإصدار ، يعمل أنبوبان من نفس القطر كعناصر نطح ، ويتم ربطهما بأسطح نهائية.
هذه ، للوهلة الأولى ، طريقة بسيطة لحام البولي بروبلين تتطلب معالجة عالية الدقة لمناطق الوصلات وتركيب دقيق لجزئين على طول المحاور أثناء اللحام..
اللحام المباشر: 4 – عنصر التسخين لمكواة اللحام ، 5 – منطقة الأنبوب المراد صهرها. نادرًا ما تستخدم تقنية لحام الأنابيب البلاستيكية في القطاع المنزلي.
جنبًا إلى جنب مع التقنيات “الساخنة” المشار إليها ، يتم أيضًا استخدام تقنية اللحام “البارد”. هنا ، كمكون لحام نشط ، يتم استخدام مذيب خاص يمكنه تليين بنية البولي بروبلين. ومع ذلك ، لا تختلف هذه التقنية في مستوى عالٍ من الشعبية..
اختيار آلة لحام
قبل أن تقرر كيفية لحام أنابيب البولي بروبلين ، تحتاج إلى اختيار آلة مناسبة. أول شيء يجب البحث عنه هو:
يتم تحديد جودة آلات اللحام من خلال قيمة الخطأ في درجة حرارة تسخين الجزء. تعتبر الآلات التشيكية الأفضل لكنها أغلى. الأجهزة الروسية الصنع أرخص. بالنسبة للمثبِّت الذي يستخدمها لأغراضه الخاصة ، يعد هذا هو الخيار الأكثر ربحية. ستعمل المنتجات الصينية خلال فترة الضمان ، ولكن ليس أكثر.
ماكينات لحام لحام الأنابيب
تتطلب كل من تقنية التوصيل والتقنية المباشرة لحام الأنابيب البلاستيكية بآلات لحام خاصة. من الناحية الهيكلية ، فإن تقنية اللحام تشبه المكواة الكهربائية..
أساس الأجهزة هو عنصر تسخين معدني ضخم ، يتم تثبيت فوهات قابلة للإزالة على سطحه – فراغات معدنية بأقطار مختلفة. يسمى مكواة اللحام هذه بمكواة اللحام..
هذا هو شكل مكواة اللحام (“الحديد”) لأنابيب البولي بروبلين. جهاز كهربائي غير معقد ، نصف أوتوماتيكي ، بفضله يتم لحام البلاستيك
بالنسبة للحام التناكبي ، فإن تصميمات آلات اللحام ذات تعقيد متزايد. عادةً ، لا تشتمل هذه المعدات على عنصر تسخين فحسب ، بل تشتمل أيضًا على نظام لتوسيط الأجزاء المراد لحامها..
كقاعدة عامة ، نادراً ما تستخدم معدات اللحام المباشر ، مثل التكنولوجيا نفسها ، في المجال المنزلي. الاستخدام ذو الأولوية – الصناعة.
جهاز أكثر تعقيدًا ، يتم من خلاله تنفيذ التمركز الدقيق للأجزاء المراد لحامها من خلال عملية تسخين ولحام إضافية. تستخدم مع تقنية اللحام المباشر
بالإضافة إلى مكاوي اللحام ، سيحتاج السيد أيضًا إلى:
نظرًا لأن العمل يتم على معدات ذات درجة حرارة عالية ، فمن الضروري ارتداء قفازات عمل سميكة..
إجراء لحام البولي بروبلين
تحذير هام! يجب إجراء أعمال اللحام على المواد البوليمرية في ظروف جيدة التهوية للغرفة. عندما يتم تسخين البوليمرات وصهرها ، يتم إطلاق مواد سامة ، والتي في تركيز معين لها تأثير خطير على صحة الإنسان..
إجراء لحام البولي بروبلين بسيط ولكنه يتطلب دقة ودقة في العمل. يجب أيضًا تجنب الأخطاء الشائعة مثل التسخين غير الكافي أو المفرط.
الخطوة الأولى هي الاستعداد للعمل:
ادفع أجزاء التزاوج في نفس الوقت (الأنبوب – اقتران) على فراغات محطة اللحام. في هذه الحالة ، يتم دفع أنبوب البولي بروبلين إلى المنطقة الداخلية من فراغ واحد ، ويتم وضع الغلاف (أو مقبس الجزء المشكل) على السطح الخارجي لفراغ آخر..
عادة ، يتم إدخال نهايات الأنبوب على طول حدود الخط المحدد مسبقًا ، ويتم دفع الكم حتى يتوقف. مع تحمل أجزاء البولي بروبلين على الفراغات المسخنة ، يجب أن تتذكر فارقًا بسيطًا مهمًا في التكنولوجيا – وقت التعرض.
إذا كان التأخير الزمني غير كافٍ ، فهناك خطر الحصول على درجة منخفضة من انتشار المادة ، مما سيؤثر على جودة التقاطع. إذا قمت بتعريض الأجزاء بشكل مفرط ، فهناك خطر كبير من حدوث تشوه في هيكل المنتج. هذا محفوف بتدهور جودة الالتصاق..
يوصى باستخدام الجدول الذي يشير إلى القيمة المثلى للوقت للأنابيب ذات المعلمات التقنية المختلفة..
جدول زمن اللحام لأنابيب البولي بروبلين
بعد تثبيت الأجزاء على الفراغات لفترة زمنية مثالية ، تتم إزالتها وربطها بسرعة بالأجزاء الساخنة. يجب تنفيذ إجراء الانضمام بدقة وبسرعة (في الوقت المحدد في الجدول) ، مع مراعاة محاذاة الأجزاء المراد لحامها.
يُسمح بإجراء تعديلات طفيفة على المحاور (في غضون 1-2 ثانية) ، ولكن من غير المقبول تدوير الأجزاء ، بحيث يكون أحدها متناسبًا مع الآخر..
هذا ما يبدو عليه الهيكل الملحوم – جزء من خط أنابيب بولي بروبيلين. تتم الإشارة إلى الجودة العالية للحام من خلال التماس المميز عند نقطة دخول الأنبوب في التركيب.
يمكن ضبط الوقت المحدد للحام أي أنابيب بولي بروبيلين وفقًا لظروف العمل ومؤشرات المواد.
على سبيل المثال ، إذا تم إجراء التثبيت في درجات حرارة محيطة دون الصفر ، فمن الطبيعي أن تزيد المعدلات المحددة إلى 50٪ من القيمة الاسمية. لكل حالة غير قياسية يتم أخذها على حدة ، يتم تحديد وقت التسخين بواسطة طريقة لحام الاختبار.
لحام المقبس
هذا المبدأ هو الأكثر شيوعًا بسبب بساطته وتوافره. لتوصيل الأنابيب من نفس القطر ، يتم استخدام جزء خاص – اقتران. قطرها الداخلي أصغر قليلاً من القطر الخارجي للأنابيب الملحومة..
يتم اللحام عن طريق تسخين وصهر السطح الخارجي للأنبوب والسطح الداخلي للوصلات. ثم يتم إدخال الأنبوب في الغلاف ، وتتكرر العملية مع الجزء الآخر ، ويكون التوصيل جاهزًا.
اللحام البارد
اللحام البارد (بالغراء) هو نوع آخر من التوصيلات. يتم تطبيق غراء خاص على الأنبوب الذي يحتوي على مذيب قوي. تعمل على تنعيم أسطح الأنابيب ويمكن إدخالها في بعضها البعض.
العيب الكبير لهذه الطريقة هو انخفاض قوة وضيق المفصل الناتج. أيضا ، العيب هو وقت التجفيف – يوم أو أكثر. في هذا ، يفقد اللحام البارد للحرارة.
في المنزل ، يُنصح باستخدام الوصلة باستخدام أدوات التوصيل. هذه الطريقة والنظر بمزيد من التفصيل.
خصوصية العمل في ظروف درجات الحرارة السلبية
تتضمن أعمال التركيب في درجات حرارة منخفضة إجراء تغييرات على الفترات الزمنية الرئيسية للتدفئة وتثبيت قطع العمل. لكن ميزات التثبيت لا تقتصر على هذا. يؤثر تأثير الصقيع على البوليمر على صلابة المادة – يصبح هشًا ، مما يعقد القطع ، ويتطلب مزيدًا من الاهتمام أثناء النقل.
يتم حل مشكلة الهشاشة فقط من خلال دقة العمل. من الأفضل أن تقطع في غرفة ساخنة. تتراوح القيم الحدية لدرجات الحرارة المسموح بها بين 0- + 5 ℃. تؤدي المعدلات المنخفضة إلى عمليات التبلور التي لا يتم تجاوزها بواسطة المواد البوليمرية. في مثل هذه الظروف ، هناك خطر كبير من أن الأنابيب ستبدأ في الانهيار..
قطع الفراغات في غرفة ساخنة
تعتمد إرشادات التعرض للحرارة على ظروف الغرفة. كلما انخفضت قراءة مقياس الحرارة ، كلما طالت مدة تسخين البولي بروبلين. بناءً على الممارسة ، يوصي المعلمون أولاً بإحضار المادة إلى + 20 ℃ ، ثم استخدام مؤقت موحد. في الوقت نفسه ، من المستحيل تسخين الجهاز لأكثر من + 260 درجة مئوية ، حيث يمكن أن يؤثر ذلك سلبًا على جودة الأنابيب..
هناك رأي مفاده أن جميع المعايير عند العمل في البرد يجب زيادتها حتى 50٪. هذا لا ينطبق على الإطلاق على الالتزام الأوقات. يجب أن يتم توصيل العناصر هنا في وضع متسارع ، بحيث يمكن إجراء عملية بلمرة كاملة أثناء التبريد السريع. سيؤدي التأخير في هذه الحالة إلى حقيقة أن العقدة ستكون ذات جودة منخفضة ، ولن تدوم طويلاً بسبب إزالة الضغط المبكر..
كم من الوقت يستغرق التسخين?
يعتمد وقت تسخين الوصلات على نوع البلاستيك وقطر الأنبوب وسمك جدرانه..
يعتمد وقت تسخين الوصلة على سمك جدار الأنبوب.
الحد الأقصى لوقت الإحماء يتجنب ارتفاع درجة حرارة الأجزاء ، مما يؤدي إلى تكوين حبة داخلية ، مما يقلل من المقطع العرضي الفعال للمفصل.
ترتيب العمل
تتضمن التقنية الموصى بها لحام أنابيب البولي بروبلين عدة مراحل.
المرحلة رقم 1 – تحضير آلة اللحام
يجب تثبيت الجهاز على سطح مستو حتى يسهل الوصول إليه. قبل البدء في العمل ، تحتاج إلى تحديد الأنابيب التي يجب لحامها بأقطارها وإعداد عناصر التسخين اللازمة. تسمح ميزات تصميم الجهاز باستخدام العديد من المرفقات في وقت واحد.
يوصى بتركيب كل ما هو مطلوب قبل تسخين الجهاز. يسخن الجهاز بالتساوي ، لذلك لا يؤثر موقع عنصر التسخين على درجة حرارة الفوهة. تم إصلاحها بالطريقة الأكثر ملاءمة للعمل. تستخدم مفاتيح خاصة لتثبيت المرفقات. يتم ضبط درجة الحرارة المرغوبة على لوحة التحكم الخاصة بالجهاز ، أما بالنسبة لأنابيب البولي بروبلين فهي 260 درجة. يتم تشغيل الجهاز وتسخينه ، ويستغرق ذلك حوالي 10-15 دقيقة.
في درجات الحرارة السلبية ، اللحام محظور. بالإضافة إلى ذلك ، يعتمد وقت لحام أنابيب البولي بروبلين على درجة الحرارة في الغرفة: في الحرارة ينخفض ، ويزيد في البرد.
المرحلة رقم 2 – تحضير الأنابيب
باستخدام قاطع أنبوب أو مقص خاص ، يتم قطع الجزء بزاوية قائمة. يتم تنظيف مكان القطع وإزالة الشحوم مع التركيب باستخدام محلول كحول أو صابون. التفاصيل تجف جيدا. إذا تم تنفيذ العمل باستخدام أنابيب من ماركة PN 10-20 ، فيمكن إجراء اللحام. في حالة استخدام PN 25 ، يجب تنظيف الطبقات العلوية من الألمنيوم والبولي بروبيلين بشكل إضافي. يتم العمل بمساعدة ماكينة الحلاقة بالضبط ولكن على عمق اللحام الذي يمكن تحديده حسب حجم فوهة ماكينة اللحام.
المرحلة رقم 3 – أجزاء الاحماء
توضع العناصر على ملحقات جهاز القطر المطلوب. يتم إدخال الأنبوب في الغلاف حتى نقطة التوقف للإشارة إلى عمق اللحام ، ويتم تثبيت الوصلة على المغزل. يتم التقيد الصارم بوقت تسخين الأجزاء. يختلف لكل نوع من أنواع الأنابيب ، يمكن العثور على القيم في جدول خاص
المرحلة رقم 4 – عناصر اللحام
تتم إزالة الأجزاء الساخنة من الجهاز وترتبط مع بعضها البعض بحركة سريعة واثقة ، مع ملاحظة محاذاة العناصر. عند توصيل الأجزاء ، لا يمكن تدويرها على طول المحور أو ثنيها. من الضروري أيضًا التأكد بدقة من أن الأنبوب يذهب إلى عمق تحدده الحدود الداخلية لمقبس التركيب..
المرحلة # 5 – تبريد الاتصال
يجب السماح للأجزاء الساخنة بالتبريد ، وهذا مهم بشكل خاص للأنابيب رقيقة الجدران. أي تشوه للأجزاء في هذا الوقت غير مقبول ، يمكن أن يؤدي إلى إحكام التجويف الداخلي للأنبوب
بعد أن تبرد الأجزاء تمامًا ، من الضروري نفخها أو تمرير الماء خلالها للتأكد من أنها يمكن عبورها..
مراحل أعمال التركيب
التكلفة المنخفضة لأنظمة البولي بروبلين يقابلها تعقيد لحام PPR. فقط السباكة المصنوعة من أنابيب الصلب والنحاس ، التي تحتاج إلى طهيها بموقد غاز ، هي أكثر صعوبة في التركيب. الأسلاك باستخدام المواد المعدنية والبلاستيكية والبولي إيثيلين أسهل ، ولكنها أكثر تكلفة.
من أجل لحام خطوط أنابيب المياه والتدفئة المصنوعة من البولي بروبلين بشكل موثوق وجميل ، نوصي بالعمل في التسلسل التالي:
ملحوظة. سيسمح لك رسم رسم تخطيطي ووضع علامات على المسارات على الجدران بتحديد المكونات بوضوح – المحملات ، والانحناءات ، والوصلات ، وتحديد عدد الأنابيب للشراء.
معلومات عامة
يعتمد نظام درجة حرارة منتجات أنابيب اللحام المصنوعة من البولي بروبلين بشكل مباشر على البوليمر المستخدم. في الممارسة العملية ، يتم استخدام 4 أنواع من المواد:
بالإضافة إلى الحفاظ على نظام درجة الحرارة ، فإن لحام أنابيب البولي بروبلين بيديك يعتمد على الضغط الذي يمكن أن تتحمله المنتجات التقنية للأنابيب ذات العلامات المحددة.
يستخدم النوع الأول عند وضع المنتجات التقنية المخصصة لإمداد الماء البارد. تعتبر منتجات الأنابيب التي تحمل علامة PN20 عالمية ومخصصة لإمداد الماء البارد والساخن ، ولكن مع الأخذ في الاعتبار أن تأثير +95 درجة مئوية قصير المدى. إذا لم يتم احترام درجة الحرارة ، فسوف يفقدون من إحكامهم وتشوههم من عملها.
ما هو المطلوب لأعمال التركيب
يتكون العمل مع أنابيب البولي بروبلين من قطع الفراغات وتجهيز الحواف الطرفية للتركيب والمعالجة الحرارية للعناصر وتشكيل الوصلة. يتطلب تنفيذ المشروع ترسانة صغيرة من أدوات اللحام:
طقم تركيب لأنابيب البولي بروبلين
يجب أن تكون أداة القطع مريحة وصالحة للخدمة. يتم فحص النصل بحثًا عن عيوب وشحذ. إذا أمكن ، يتم تصحيح أوجه القصور ، وإذا لم يكن الأمر كذلك ، يتم شراء مقص جديد
من المهم أيضًا تتبع تربيع القطع ، والذي يجب أن يكون نظيفًا ومتساويًا. تستثني هذه المتطلبات استخدام شفرة المنشار (المنشار ، بانوراما) أو المطحنة
لضمان اتصال محكم وموثوق به بين فراغات البولي بروبلين ، من الضروري تحضير حواف العمل. تتضمن العملية إزالة الغبار والأوساخ والأتربة والرطوبة وإزالة الشحوم من الأسطح. للقيام بذلك ، يمكنك استخدام مركب البناء العام الجاهز أو الكحول (إيثيل ، أيزوبروبيل).
مكان التقديم?
تعتبر أنابيب البولي بروبلين عنصرًا متعدد الوظائف في المنزل.
إليك ما يمكنك فعله معهم:
أساليب العمل الأساسية
بالنظر إلى أن جودة الوصلة تعتمد إلى حد كبير على منطقة التلامس ، يتم استخدام طرق توصيل مختلفة للأنابيب بأقطار مختلفة..
يمكن لحام أنابيب البولي بروبلين:
في كلتا الحالتين ، يتم ضمان اتصال محكم عن طريق نشر البلاستيك الساخن.
للعمل ، يتم استخدام جهاز تسخين خاص لرفع درجة حرارة البلاستيك إلى المستوى المطلوب.
هام: يتطلب خيار التثبيت الثاني مهارات مهنية كبيرة ، وكقاعدة عامة ، يتم استخدامه فقط في الإنتاج. في المنزل ، يتم استخدام طريقة لحام اقتران (تركيب).
يتم عرض النقاط الرئيسية للعملية في الفصل الرئيسي..
المعدات المستخدمة
الشرط الرئيسي للربط المحكم والعالي الجودة لأقسام خطوط الأنابيب هو التسخين المتزامن إلى نفس درجة الحرارة ، ما يسمى باللحام متعدد الانصهار. التسخين البديل غير مقبول ، لأن وقت تبريد البلاستيك لدرجة الحرارة التي يتوقف عندها الانتشار الجزيئي هو 6 … 15 ثانية.
وفقًا لذلك ، يتم استخدام آلة لحام خاصة مع فوهات تسخين مقترنة للعمل. اسمها “المشهور” هو “لحام الحديد” ، على ما يبدو بسبب تشابه الشكل. أيضًا ، غالبًا ما يُطلق على الجهاز اسم مكواة اللحام..
يتم نقل الحرارة في هذا الجهاز من المغزل إلى الفوهات المختارة وفقًا لقطر الأنبوب الاسمي.
في الظروف الصناعية ، لا يتم استخدام آلات اللحام على سطح الطاولة ، ولكن يتم استخدام آلات اللحام الأرضية..
نظرًا لأن الأنابيب ذات القطر الكبير لها وزن مطابق ، يتم أيضًا استخدام أجهزة تثبيت خاصة لتثبيتها في الموضع المطلوب أثناء اللحام. أيضًا ، يجب أن يتيح هذا الجهاز إمكانية إزاحة المنتج تمامًا على طول المحور من أجل الانضمام الصحيح للشظايا الساخنة..
بالإضافة إلى ذلك ، يتطلب العمل أدوات لوضع علامات وقطع أنابيب البولي بروبلين..
لا يعطي المقص العادي أو المنشار مثل هذا القطع الدقيق وحتى ، لذلك من الأفضل عدم استخدامها..
بالنسبة للأنابيب ذات القطر الكبير ، يتم استخدام نوع مختلف من القاطع – مع عجلة قطع متحركة.
لكي يتلاءم الأنبوب بشكل أفضل مع التركيب ، يجب شطفه. يمكن القيام بذلك يدويًا ، ولكنه أكثر ملاءمة – بمساعدة أداة شطف.
بالنسبة للمنتجات ذات القطر الصغير ، يمكنك استخدام نموذج يدوي.
يتم تنظيف طبقة التسليح باستخدام ماكينة حلاقة أو ماكينة حلاقة.
يتم أخذ ميزات الأنابيب في الاعتبار أثناء التثبيت
من أجل الاختيار الصحيح لطريقة لحام الأنابيب البلاستيكية ، من الضروري مراعاة ليس فقط قطرها ، ولكن أيضًا سمك الجدار. لذلك ، قبل بدء العمل ، من الضروري توضيح سمك الجدار الحقيقي للمنتج المحدد عن طريق وضع العلامات والقياسات (للتحقق).
للتشغيل العادي ، من الضروري ، وفقًا للعلامات ، توضيح البيانات الموجودة في المستند المعياري.
بشكل عام ، تم توحيد البيانات الفنية لأنابيب الضغط بالحرارة بواسطة GOST R 52134-2003. ومع ذلك ، فإن كل إنتاج له الفروق الدقيقة الخاصة به ، وهذا المعيار لا يعمل على الإطلاق للمصنعين الأجانب. لذلك ، من الأفضل توضيح نطاق درجة الحرارة المسموح بها (التشغيل والطوارئ) ، ويجب ألا تتجاوز درجة حرارة اللحام.
علاوة على ذلك ، وفقًا للمعلومات الواردة ، من الضروري توضيح مدة التسخين عند تحضير اللحام للأنابيب البلاستيكية ودرجة حرارة التسخين ، فضلاً عن وقت تبريد الأجزاء..
أيضًا ، مع الأخذ في الاعتبار الزيادة في سمك الجدار مع زيادة القطر الخارجي الاسمي ، يحدد الجدول عرض الحزام الملحوم – أي طول القسم المسخن. يجب أن يكون هو نفسه بالنسبة للأنابيب والتركيب ، حيث أن الانتشار (تغلغل جزيئات المواد على المستوى الجزيئي) مطلوب على كامل المنطقة المتاخمة. يمكنك تحديد عرض الحزام الملحوم (عمق إدخال الأنبوب في أداة التوصيل) وحجم الشطب من المنضدة.
أقصى عمق إدخال (العرض الفعلي للحزام الملحوم) بدون تجريد.
بناءً على البيانات المتعلقة بنوع البلاستيك ، يتم تحديد مستوى التسخين المطلوب لآلة اللحام ، وبشكل أكثر دقة ، عناصر التسخين – فوهات مقترنة.
في بعض الحالات ، لا تكون درجة حرارة اللحام لأنابيب البولي بروبلين 200 … 220 درجة مئوية ، ولكن حوالي 260 درجة ، يجب التحقق من ذلك مع الشركة المصنعة أو البائع.
ارسم مخططًا للأسلاك
في مرحلة مد خطوط الأنابيب وربط معدات السباكة ، يجب أن يكون لديك مشروع تدفئة وإمداد بالمياه في متناول اليد. إذا لم يتم تطوير مخطط الأسلاك بعد ولم يتم تحديد أقطار الخطوط ، نوصيك أولاً بقراءة دليل اختيار نظام التدفئة لمنزل خاص.
مثال على نظام تدفئة أحادي الأنبوب لمنزل من طابق واحد
قبل شراء عناصر البولي بروبلين ولحامها ، قم بنقل المخطط إلى الظروف الحقيقية:
فارق بسيط مهم. يجب وضع مصائد الطين في الموضع الصحيح – أفقيًا ، بحيث يكون “الأنف” لأسفل. حدد المقاطع المستقيمة المناسبة لتركيب فلاتر المياه.
بعد رسم الإسقاطات على الجدران ، من السهل حساب عدد أنابيب البولي بروبلين المطلوبة ، يكفي قياس طول الخطوط باستخدام شريط قياس. لا تنس مقاطع الأنابيب البلاستيكية.
تساعدك علامات الحائط على رؤية المعالم الحقيقية للنظام المستقبلي
عند شراء التركيبات والأنابيب ، ضع في اعتبارك عددًا من التوصيات:
يتم تثبيت حلقات التعويض على خطوط طويلة أو رافعات مثبتة بدعامات ثابتة (على سبيل المثال ، وصلة ربط بين أنبوبين معدنيين للشقق المجاورة). بدون تعويض استطالة PPR ، سوف ينحني الأنبوب في كلتا الحالتين باستخدام صابر بسبب التسخين.
نصيحة مفيدة. إذا كنت تخطط لبدء لحام مادة البولي بروبيلين لأول مرة ، فقم بشراء أنبوب إضافي يبلغ طوله 2-3 متر وعدد قليل من أدوات التوصيل الاحتياطية. تسهل الموصلات المستقيمة التحقق من جودة المفاصل ، لذا تدرب على بعض المفاصل ولحامها.
ترميز الاتصال
الخطوة التالية هي ترميز الاتصال. مطلوب قياس طول حزام الاختراق وتدوين ملاحظة بقلم رصاص أو قلم تحديد. سيكون هذا هو المكان الذي سيتم فيه إدخال الأنبوب في غلاف التسخين. لكل قطر ، يتم تعيين المؤشر الخاص به ، ويجب اتباعه. إذا لزم الأمر ، يتم تطبيق علامة إضافية ، إذا كان الموضع النسبي للأجزاء للتزاوج مهمًا.
لحام الحديد للبولي بروبلين والأدوات الأخرى
آلات اللحام صغيرة الحجم مصممة لربط البولي بروبلين بحجم 20-63 مم (خارجي). نادرا ما تستخدم خطوط الأنابيب الكبيرة في الاتصالات المنزلية. مكواة لحام لأنابيب البولي بروبلين من أي تصميم مناسبة لك – مع مغزل عريض دائري أو مسطح على شكل مكواة.
أنواع مختلفة من ماكينات اللحام وفوهات التفلون
المرجعي. أسهل طريقة هي استئجار سخان بمجموعة من الفوهات. تكلفة الإيجار في اليوم الواحد من 4 إلى 8 دولارات أمريكية. هـ- حسب منطقة الإقامة والسعر الأصلي للجهاز.
بالإضافة إلى مكواة اللحام ، من أجل تعليم أنابيب طاعون المجترات الصغيرة ولحامها ، ستحتاج إلى مجموعة من الأدوات والملحقات:
فيما يلي قائمة بالأدوات المطلوبة خصيصًا لحام أنابيب طاعون المجترات الصغيرة. لتثبيت الأسلاك بالجدران والاتصال بالبطاريات ، ستحتاج إلى مجموعة من المفاتيح ، ومثقاب ، ومطرقة ، ومفكات براغي..
تتميز جميع آلات اللحام بميزة غير سارة – يتدلى مكواة اللحام في مقبس الحامل وتتحرك بحرية معها على الطاولة. نصيحة الحرفيين المتمرسين: قم بتوصيل الحامل بسطح الطاولة ببراغي ذاتية التنصت ، وقم بتثبيت السخان بمسمار ، كما هو موضح في الصورة.
أنواع مكاوي اللحام لمادة البولي بروبلين
هناك مكاوي لحام يدوية وميكانيكية. ومع ذلك ، في البيئة المحلية ، يتم استخدام أول الخيارات. هذا بسبب بساطة التصميم وسهولة التشغيل والأبعاد الصغيرة.
يتم إجراء لحام أنابيب البولي بروبلين بيديك باستخدام نوعين من الأجهزة:
حديد لحام أسطواني
حديد لحام السيف
أغطية وأكمام لنوعين من مكاوي اللحام.
أحجام طرف لحام الحديد
تختلف مكاوي اللحام في شكل عنصر التسخين. يتم توفير العديد من الثقوب على لوحة أجهزة xiphoid ، والتي تسمح بتركيب العديد من المرفقات ، والتي تتكون من جزأين: مغزل وغطاء. وهي مصممة لتسخين الأقسام النهائية للاتصالات. لذلك ، يتم دفع عنصر التوصيل على المغزل ، تم تصميم الغلاف لتسخين القسم الطرفي للأنبوب.
يجب أن يتم تسخين المنتجات بمساعدة الفوهات في وقت واحد. عند دراسة مسألة كيفية طهي أنابيب البولي بروبلين ، من الضروري استخدام الأجهزة التي تحتوي على فوهات مطلية بالتفلون. هذا يتجنب التصاق المواد المنصهرة بالمعدن..
تختلف الأجهزة الأسطوانية في التصميم عن الأجهزة الخنجرية ، والتي ترجع إلى وجود عنصر تسخين على شكل أسطوانة. في هذه الحالة ، يتم استخدام فوهات من النوع المجعد. يتم وضعها على اسطوانة معدنية ، مثبتة بإحكام. يتم توفير مغزل وغطاء على جانبي هذه الفتحات. مبدأ اللحام هو نفسه كما في حالة التناظرية الخنجرية..
معايير الاختيار لآلات اللحام
في سوق البناء ، يمكنك العثور على معدات مصنوعة في بلدان مختلفة: روسيا ، الصين ، تركيا ، جمهورية التشيك. آخر الخيارات أغلى ثمناً ، هذه الأجهزة ذات جودة بناء عالية وموثوقية. قد يكون لدى آلات اللحام خطأ في قياس درجة الحرارة. نتيجة لذلك ، غالبًا ما لا يتوافق المؤشر الفعلي مع المحدد.
وفقًا لهذا المعيار ، تفوز التكنولوجيا التشيكية ، يكون خطأ مكواة اللحام هذه ضئيلًا. ومع ذلك ، في الحياة اليومية ، يجب على المبتدئين استخدام النماذج الروسية أو الصينية ، لأنها أرخص ، على الرغم من اختلافها في خطأ كبير ، والذي يبلغ 10 درجات في بعض الطرز..
جهاز أسطواني
يحتوي هذا النوع من حديد اللحام لأنابيب البولي بروبلين على عنصر تسخين على شكل أسطوانة. يتم وضع الفتحات عليه من النهاية ويتم ضغطها بمسامير على طول الحواف التي تشكل جزءًا من تصميمها. درجة مسافة المصفوفة من حافة الأسطوانة غير محدودة بأي شيء (لا يوجد تجويف محدد) ، لذلك يمكنك ضبط أي مسافة لأنابيب اللحام بالقرب من الجدار نفسه. يواصل جسم الأداة شكله الأسطواني ، مما يجعله أكثر إحكاما من الطرز الأخرى.
تعتبر آلات اللحام هذه للأنابيب البلاستيكية هي الأفضل في حالة الفصل المعقد للاتصالات: التفرع في غرفة المرجل ، وربط الأرضيات الدافئة بجامع ، واللحام في منافذ ضيقة ، وما إلى ذلك ، وصلة أنابيب متصلة بالفعل بالنظام من جانب واحد. ولكن إذا رغبت في ذلك ، يمكنهم أيضًا العمل بشكل ثابت ، حيث توفر الشركة المصنعة حاملًا صغيرًا مفصليًا.
لحام الأنابيب في المناطق الصعبة
عند تجميع نظام سباكة أو تدفئة بتكوين معقد ، قد تنشأ مشاكل في الوصول إلى نقطة اللحام. كيفية لحام أنابيب البولي بروبلين في الأماكن التي يصعب الوصول إليها?
في عملية التحضير ، يلزم تقسيم الشبكة بالكامل بشكل مشروط إلى عقد منفصلة يمكن توصيلها على طاولة العمل ، وبعد ذلك يتم لحام الفروع النهائية في النظام عند نقطتين أو ثلاث نقاط. يمكن اعتبار المناطق التالية صعبة التثبيت:
أفضل طريقة لتجنب الصعوبات في هذه الحالة هو منعها من الظهور. للقيام بذلك ، تحتاج إلى التفكير في أمر التجميع ، وإنشاء تجميعات معقدة على طاولة العمل ، وليس على يديك. إذا لم يكن ذلك ممكنًا ، فمن الأفضل استخدام التركيبات الكهربائية..
بشكل عام ، هذا النوع من الصعوبة هو نتيجة أخطاء التصميم. قابلية التصنيع للتركيب هي الشرط الرئيسي للمصمم.
نحن لحام المفصل الأول
تبدو تقنية اللحام بالبولي بروبيلين بسيطة للغاية – يتم تسخين نهاية الأنبوب والتركيب في وقت واحد باستخدام مكواة لحام ، ثم يتم ربطها يدويًا. هذا هو المكان الذي يكمن فيه المصيد – عند أدنى انحراف عن المتطلبات التكنولوجية ، يصبح الاتصال غير موثوق به..
نقطة مهمة. من المستحيل تحسين أو إصلاح مفصل غير ناجح – يتم قطع القسم المعيب ، واستعادة الاتصال عن طريق تطبيق تركيبات جديدة وتمديد الأنبوب (إذا لزم الأمر). لذلك ، يجب على المبتدئين التدرب قبل اللحام المسؤول..
ضوابط سخان اللحام والعناصر الوظيفية
كيفية لحام الأنابيب بشكل صحيح وفقًا لتعليمات الشركات المصنعة للبولي بروبلين:
ملحوظة. ينصح مصنعو البولي بروبلين بشدة بعدم تدوير العناصر حول محورها أثناء الإدخال / الإزالة / الإرساء. يتم سحب التركيب والفوهة من مكواة اللحام ويتم توصيلهما فقط بحركة مستقيمة.
نظرًا لأنه من السهل رؤيته من الجدول ، فإن عمق الغمر ووقت الاحتفاظ بالأجزاء الموجودة على الجهاز يعتمدان على قطر خط الأنابيب. إذا تم تجاوز الوقت المحدد ، فإن ذوبان البولي بروبلين سيغطي جزءًا من منطقة التدفق. في حالة انخفاض درجة الحرارة ، سيخضع المفصل لاختبار الضغط ، ولكن بعد 1-2 سنة سيبدأ في التسرب.
يوصى بإجراء أعمال اللحام عند درجة حرارة محيطة لا تقل عن +5 درجة مئوية. إذا كان عليك طهي مادة البولي بروبيلين في البرد أو في درجة حرارة 30 درجة ، فيجب تعديل وقت التسخين بنسبة 50٪ في اتجاه واحد أو آخر – توصية الشركة الصانعة. من الناحية العملية ، من الأفضل إجراء عدة وصلات اختبار وتحديد سرعة الغالق بشكل تجريبي..
تسخين البولي بروبلين
يتم تثبيت مجموعة من الفوهات ذات القطر المناسب على مكواة اللحام. الجهاز متصل بالشبكة ، إذا لزم الأمر ، يتم ضبط درجة الحرارة على 260 درجة. لا توجد انحرافات في القيمة ، فقط وقت المعالجة للعلامات التجارية المختلفة يختلف. يمكن قراءة جميع التوصيات مسبقًا في جواز سفر الجهاز. تسخن لمدة 10-15 دقيقة. يتم أيضًا لحام أنابيب البولي بروبلين بأيديهم ، وكذلك تحضيرها ، على عدة مراحل..
هناك بعض الملاحظات في الجدول أعلاه:
في هذه الحالة ، لن تؤذي الممارسة الأولية ، بل ستخلصك من الزواج ومن التسريبات المحتملة. للتدريب والاختبار الكامل ، يمكنك أن تأخذ أكثر المنتجات تكلفة لإجراء لحام تجريبي.
وضع الأقسام على الطاولة
يتم إنتاج أفضل أنواع لحام الأنابيب في ظروف مريحة عندما يتم تثبيت آلة اللحام على المنضدة. ومن هنا الاستنتاج: تحتاج إلى تقسيم شبكة التدفئة / إمداد المياه إلى أقسام يمكن إجراؤها بشكل منفصل ، ثم توصيلها معًا في مكانها..
حاول عمل أقصى قدر من اللحام على الطاولة وشكل أقسامًا جاهزة
كيفية تحديد ولحام أقسام أنابيب البولي بروبلين:
التقسيم إلى أقسام يسبب أكبر صعوبة. دعنا نعطي مثالاً: توزيع التسخين السفلي ثنائي الأنابيب مقسم إلى أقسام أفقية طويلة ووصلات المبرد. الأول عبارة عن أنبوب به نقطة الإنطلاق الملحومة ووصلة التوصيل ، والثاني عبارة عن عنصر مجسم من عدة فروع وأنابيب فرعية ، وينتهي بمحول ملولب للصنبور.
نقوم بتركيب السروج في نظام السباكة
يتم استخدام عنصر خط الأنابيب هذا لإنشاء فرع إضافي ، وتنشأ الحاجة إلى تثبيته ، كقاعدة عامة ، عند إصلاح الأسلاك الموجودة.
يتم لحام تركيبات أصغر في أنبوب قطر أكبر ، مما يسمح لك بتثبيت فرع من الأسلاك الحالية بزاوية 90 درجة.
لهذا تحتاج:
تتيح لك طريقة إنشاء فروع إضافية في نظام إمداد المياه من أنابيب البولي بروبلين مواصلة تطوير الشبكة بأقل جهد..
ستسمح لك معرفة كيفية لحام البولي بروبلين بشكل صحيح بتركيب خطوط الأنابيب بسهولة من أي طول ودرجة تعقيد.
نحن نلحم المناطق في ظروف غير مريحة
يبدأ التجميع في الموقع بتثبيت الأجزاء الملحومة في مشابك مثبتة على طول المسار على الحائط. يجب أن يكون القسم الأول ثابتًا بشكل صارم بحيث لا ينزلق الأنبوب داخل المزالج ، أو يستقر على الحائط بالطرف الآخر. ثم قم بإزالة مكواة اللحام من الحامل ولحم المفصل بالوزن.
النصيحة. من الأفضل القيام بعمل التجميع بمساعدة مساعد ، إذا لزم الأمر ، فسوف يمسك أنبوبًا واحدًا أو يأخذ آلة لحام منك عندما تكون كلتا يديه مطلوبة لتوصيل الأجزاء الساخنة بسرعة. إذا لم يكن هناك أحد للمساعدة ، فأنت بحاجة إلى إنشاء نقطة ارتكاز موثوقة في القسم الأول حتى لا تتحرك العناصر في المقاطع.
يتم إجراء اللحام هنا دون أي صعوبة خاصة – يتم وضع طرف حديد اللحام بسهولة على الأنابيب
سنصف عدة تقنيات لحام البولي بروبلين في الأماكن التي يصعب الوصول إليها:
ملحوظة. تعتبر الطريقة الأخيرة محفوفة بالمخاطر – حيث تبرد الفوهة التي تمت إزالتها بسرعة ، يجب أن تكون قادرًا على تخمين وقت التعرض بدقة. لا يوجد مجال للخطأ – عندما يتدفق المفصل ، سيتعين عليك إعادة جزء من النظام والقضاء على عواقب الفيضان.
في نهاية أعمال التجميع ، قم بإجراء اختبار الضغط – املأ شبكة خطوط الأنابيب بالماء ، وقم بضخ أقصى ضغط عمل واتركه لمدة يوم واحد. للحصول على تفاصيل التثبيت والتحقق ، راجع الفيديو التعليمي الثاني:
توصيل أنابيب مقواة بالألمنيوم
يجب اتباع القواعد عند لحام أنابيب البولي بروبلين مع التعزيز. الطبقة المقواة مصنوعة من الألومنيوم أو الألياف الزجاجية.
يتم استخدامها في تركيب الأنظمة التي تنقل الماء بدرجة حرارة عالية ، لأنه تحت تأثير سائل ساخن ، يحدث تمدد خطي للمادة وانحناء خط الأنابيب..
عند إجراء اللحام ، يجب إزالة مادة الألمنيوم الواقية. بالإضافة إلى ذلك ، تؤثر هذه الطبقة على جودة المفصل ، ويعتمد وقت اللحام على فترة تسخين أجزاء البولي بروبلين..
تتميز خطوط الأنابيب المقواة بقطر متزايد. لذلك ، لن ينجح استخدام الفوهات القياسية على أداة التسخين دون التحضير الأولي للمنتجات..
يتم تنفيذه عن طريق تجريد الأجزاء. لا تنطبق على المنتجات المقواة بالألياف الزجاجية. ترتبط بنفس طريقة خطوط الأنابيب غير المدعمة..
يتم التنظيف بطرق مختلفة ، لأن هناك العديد من التقنيات لتقوية منتجات البولي بروبلين. يتم تطبيق العلاج في كثير من الأحيان عند استخدام ماكينة الحلاقة. إنه جهاز معدني على شكل جلبة ذات شفرات.
تنزلق الأداة فوق نهاية الأنبوب وتدور لإزالة طبقة الألمنيوم الواقية. تتم العملية حتى يتبقى بلاستيك واحد فقط..
يمكن تصنيع أنابيب PP عندما تكون الطبقة المقواة في منتصف سماكة الجدار. في هذه الحالة ، يتم استخدام أداة مواجهة. هذه الأداة تشبه إلى حد بعيد آلة الحلاقة. ترتيب وترتيب السكاكين المختلفة.
تتيح لك الأداة تسطيح الأطراف وإزالة 2 مم من طبقة التعزيز الموجودة في منتصف سماكة جدار الأنبوب. بفضل هذه المعالجة ، سيكون من الممكن إجراء لحام عالي الجودة..
الحماية الخارجية
يتم إدخال الأنبوب في ماكينة الحلاقة ، ثم تدويره لإزالة الطبقة المعدنية المتداخلة. تكتمل المعالجة عندما يستقر المنتج على الجزء السفلي من الأداة. في هذه الحالة ، ليست هناك حاجة لوضع علامات أولية. يتم إدخال الأنبوب النهائي المسخن في عنصر التوصيل حتى يتوقف: حتى لا يجب ترك ملليمتر من المواد غير المحمية بالخارج.
طرق ربط أنابيب البولي بروبلين
يتم تجميع خط الأنابيب من الفراغات المصنوعة من مادة البولي بروبيلين بطريقتين: مباشر وعن طريق عناصر توصيل إضافية لأغراض مختلفة. الخيار الأول مناسب للعناصر التي يتجاوز قطرها 40-63 مم ، لأن المنتجات لها جدران سميكة إلى حد ما
من المهم مراعاة عدة شروط هنا:
يتم استخدام طريقة اللحام بالمقبس للمنتجات ذات الجدران الرقيقة (حتى 4.5-5 مم) بقطر خارجي من 16 إلى 40-63 مم. هذه الفراغات مناسبة لتركيب نظام إمداد بالمياه ونظام تدفئة في القطاع السكني. هنا ، لتجميع الطرق السريعة ، يتم استخدام تركيبات توصيل إضافية ، أحد الأنابيب الفرعية أو كلها مصنوعة من بوليمر لدن بالحرارة. وتجدر الإشارة إلى أن الأقطار الداخلية والخارجية للأجزاء المستخدمة يجب أن تكون قريبة من القيم ، ولكنها تختلف في اتجاه أكبر لصالح الحجم الثاني.
كيفية لحام البولي بروبلين بشكل صحيح – تعليمات
عليك أن تتصرف باستمرار ، في هذه الحالة ، تقل احتمالية حدوث خطأ.
إرشادات خطوة بخطوة لحام أنابيب البولي بروبلين
تعليمات اللحام
لإكمال العملية ، هناك حاجة إلى إرشادات حول كيفية لحام أنابيب البولي بروبلين بشكل صحيح. يجب أن تحتوي آلة اللحام في التصميم على قاعدة تسخين بها فتحات لربط الفوهات. تأتي المجموعة التي تحتوي على مرفقات في معظم الحالات مع الجهاز ، وإذا لم يكن الأمر كذلك ، فيمكن شراؤها بشكل منفصل. آلية الجهاز تشبه الكي. الاختلاف الوحيد هو وجود مظلتين. يتم تثبيت ترموستات على سطح العلبة ، والذي يمكنه ضبط درجة الحرارة.
قبل تشغيل عنصر التسخين ، تحتاج إلى تنشيط حالة لحام الحديد. لإكمال هذه المهمة ، تحتاج إلى تثبيت حامل ووضع فوهة بالقطر المطلوب. عادة ، يحتوي السطح الوحيد على جهتي اتصال لربط الفوهات. إذا كانت الأنابيب ذات قطر صغير ، فيجب تثبيت الفوهة على حافة الفوهة.
بعد ذلك ، تحتاج إلى توصيل جهاز اللحام بالشبكة. يجدر وضع مؤشرات الخيام 260 درجة. للحصول على النتيجة ، عليك الانتظار ، لأنه يتم الوصول إلى درجة الحرارة هذه في غضون 20 دقيقة. عندما ينطفئ الضوء الموجود على العلبة ، فهذا يعني أن الجهاز جاهز للاستخدام..
مفاهيم العملية الأساسية
اللحام مادة بسيطة للغاية. لهذا السبب ، إذا قررت مادة السباكة ، فأنت بحاجة إلى معرفة بعض ميزات مادة البولي بروبيلين. هذا ضروري للتحكم في سلوك الأنابيب ، بحيث لا تنشأ مواقف غير متوقعة. لذلك دعونا نتناول كل المفاهيم التي نحتاجها.
قبل لحام المنتجات البلاستيكية ، عليك أن تعرف أن هذه المواد يمكن أن تفقد قوتها وصلابتها عند درجات حرارة من 140 درجة مئوية. تجدر الإشارة إلى أن تعليمات الشركات المصنعة للأنابيب تحتوي على معلومات حول الحد الأقصى للمؤشر – 95 درجة.
انتباه! لا تستخدم الأنابيب البلاستيكية في أنظمة تزويد الماء الساخن. في هذه الحالة ، يُنصح بإعطاء الأفضلية للنحاس أو المجلفن.
حتى الآن ، يوصى بتثبيت منتجات البولي بروبلين في مناخ معتدل ، حيث يمكن للبلاستيك في ظل هذه الظروف أيضًا التعامل مع نقل التيارات الدافئة.
تنظيم الاستطالة الحرارية
انتباه! بالنسبة لنظام التدفئة ، يكون الخيار الأفضل هو استخدام طريقتين في نفس الوقت. التمدد ليس غائبًا عن المنتجات المقواة ، فهو ببساطة أقل من الأنابيب البسيطة.
يعتمد لحام الأنابيب البلاستيكية على وجود أو عدم وجود التعزيز. هناك ميزات لعملية التعزيز:
من الأفضل تركيب الأنابيب المقواة لإمداد الماء الساخن أو التدفئة. إذا قمت بتثبيت مثل هذه المنتجات لتيار بارد ، فسوف ينعكس التأثير فقط على تكلفة إمدادات المياه.
يمكن أن تسخن أبسط موديلات الجهاز حتى 800 واط. للاستخدام المنزلي ، هذه القوة عالية جدًا. يمكن أن يؤثر مؤشر الطاقة على معدل تسخين الجهاز ، لكن اللحام لا يفسح المجال لهذا التأثير. تأتي مكاوي اللحام منخفضة التكلفة مرفقة بمرفقات لأنواع الأقطار الرئيسية. إذا لم يكن الحجم المطلوب متاحًا ، فيمكنك شرائه بشكل منفصل.
يجب ألا تدخر المال مقابل الأجزاء الإضافية عالية الجودة ، على سبيل المثال ، مثل التركيبات والأنابيب البلاستيكية. يمكن أن يتنوع شكل الجهاز وطرق صنع السحابات. تجدر الإشارة إلى أنه يمكن العثور على جميع الأدوات اللازمة للعملية تقريبًا في المنزل..
بالإضافة إلى ذلك ، سيكون المكون الأكثر راحة هو مقص لقطع الأنابيب البلاستيكية. بمساعدتهم ، يمكنك القص بشكل أكثر دقة وسلاسة. يمكن لهذا الجهاز أن يقلل بشكل كبير من الوقت لإكمال العملية..
انتباه! قبل أن تذهب لشراء مكواة لحام ، يجب أن تتعرف على مكونات مجموعة أدواتها ، لأن العديد من الطرز تأتي مع قاطع أنابيب أو شريط قياس.
كيفية لحام الأنابيب باليد?
للعمل ، استخدم آلة لحام خاصة لأنابيب البولي بروبلين. على عنصر التسخين المسطح ، المسمى “الحديد” ، يتم توصيل جِلب المهايئ المقترنة بقطر الأنبوب. يتم قطع حواف الأجزاء المراد لحامها بدقة 90 درجة ، وهي مشطوفة ، مما يسهل الاتصال.
علاوة على ذلك ، يتم تنظيف الحواف والمساحة المجاورة من 15 إلى 20 مم من الغبار ونشارة الخشب والملوثات الأخرى. لهذا الغرض ، يتم استخدام المذيبات العضوية مثل الكحول أو ثلاثي كلورو الإيثان. عند اختيار مذيب ، اتبع تعليمات الشركة المصنعة..
يتم تحديد معلمات الحواف وعرض منطقة التجريد بناءً على قطر العناصر المراد ربطها..
معلمات الحز والتجريد حسب القطر.
يتم ضبط درجة حرارة التسخين مع مراعاة توصيات الشركة المصنعة وتصحيحات درجة حرارة الغرفة. بعد تسخين آلة اللحام ، يتم وضع الحواف المحضرة على البطانات وتبدأ في التسخين. يوصى بفحص درجة الحرارة الفعلية للسخان الكهربائي بميزان حرارة ملامس أو بيرومتر..
في الخارج ، يتم تطبيق المخاطر الطولية على أقسام الأنابيب أو التركيبات. سوف تسمح لك بدمج العناصر بدقة دون إزاحة. بعد الاحتفاظ بالوقت اللازم للتدفئة ، تتم إزالة كلا الجزأين من جلب المهايئ وإدخالهما على الفور في بعضهما البعض بحيث تتزامن المخاطر.
في هذا الموضع ، يتم تعليق مدة اللحام ، بينما يجب تثبيت الأجزاء بإحكام. هناك اختراق متبادل للطبقات السطحية اللينة لحواف الجزأين وتشكيل روابط جزيئية جديدة. بعد انقضاء وقت اللحام ، يجب أن تبرد العناصر المتصلة بشكل طبيعي ، دون غمرها في الماء أو نفخ الهواء البارد. سيؤدي مثل هذا التأثير إلى تشوهات حرارية وتمزق الروابط المنشأة حديثًا..
بعد الانتهاء من لحام جزء من خط الأنابيب (أو النظام بأكمله) ، يتم اختبارها تحت ضغط عمل السائل. يتم فحص كل مفصل بعناية ، إذا لوحظت قطرات من الماء أو العرق – يتم رفض المفصل ويجب إعادة لحامه.
لتحسين فهم الظواهر الفيزيائية التي تحدث أثناء اللحام ، يتم توفير مخطط زمني لتغيرات درجة الحرارة والضغط لأجزاء الضغط..
مخطط درجة الحرارة والضغط خلال مراحل اللحام المختلفة.
مقياس الوقت على الرسم البياني معطى بمقياس غير خطي ، النسبة الحقيقية لأوقات الضغط والتبريد يمكن أخذها من الجدول.
الأداة المطلوبة
ليس من الصعب لحام أنابيب البولي بروبلين بهذا الجهاز بيديك ، ويمكن لكل حرفي مبتدئ القيام بذلك. تتراوح تكلفة هذا النوع من الأدوات من ثمانية إلى أربعة عشر ألف روبل. ولكن ، لوظيفة لمرة واحدة ، لا يوصى بشراء مثل هذا الجهاز. هذا ليس له ما يبرره اقتصاديا. من الأفضل تأجيره من أي شركة تركيب..
غالبًا ما تُباع آلة لحام الأنابيب البلاستيكية مع فوهات بأقطار مختلفة (بحيث يمكن ربط أنابيب بأقسام مختلفة) مغطاة بالتفلون. نحتاج أيضًا إلى الأداة التالية للعمل..
طاولة لحام لأنابيب البولي بروبلين
يضمن وقت التسخين والاحتفاظ بأنابيب PP عند درجة حرارة معينة لحديد اللحام جودة عالية لوصلة التماس. التدفئة الضعيفة لن تؤدي إلى تليين الاتصالات. في هذه الحالة ، سيكون من المستحيل إرساء الأنابيب..
ملامح العمل مع الأنابيب مع تقوية الألومنيوم
أنابيب البولي بروبلين المقواة
يتميز البولي بروبلين بخاصية التمدد الدافئ ، مما يحد من استخدام المواد في ظروف درجات الحرارة المرتفعة ، والتغيرات في مؤشراتها. تم تصحيح العيب من خلال تدعيم الأنابيب بالألمنيوم أو الألياف الزجاجية. في الحالة الأولى ، لا تنشأ صعوبات أثناء لحام وتشغيل الخطوط.
يمكن تركيب حديد التسليح داخل المنتج أو تحت الغلاف الخارجي. يجب إزالة الطبقة الخارجية بورق الألمنيوم قبل اللحام بالنحاس. هناك ثلاثة أسباب لذلك:
لتنفيذ العمل ، يتم استخدام ماكينة حلاقة – أسطوانة مجوفة ذات شفرات فولاذية موجودة بداخلها. بالإضافة إلى ذلك ، لسهولة الاستخدام ، يمكن إدخال مقبض على شكل قضيب قابل للإزالة. يتم توفير قيود على سمك القطع وعمق المنطقة المعالجة مسبقًا ، لذلك ليست هناك حاجة لتتبع المعلمات.
يتم إجراء الفصل الداخلي لاستبعاد التلامس المباشر للألمنيوم مع السائل المنقول. يمكن أن يؤدي ذلك إلى تنشيط العمليات الكهروكيميائية ، وتدمير رقائق التسليح ، وتفريغ الأنابيب ، وإزالة الضغط عن مجموعة التلامس. هنا ، يتم استخدام الواجهات لتحضير قطع العمل للحام. هذا الجهاز مشابه في هيكل ماكينة الحلاقة ، فقط الشفرات الموجودة في الطرف الداخلي..
لحام مواسير مع تقوية
تختلف درجة حرارة تشغيل الاتصالات لإمداد الماء البارد في حدود -10 … + 90 درجة مئوية. تحت تأثير المبرد ، ينحني خط الأنابيب ، حيث يوجد تمدد خطي مكثف. هذا يعني أنه للتدفئة تحتاج إلى استخدام أنابيب تختلف في خصائص أكثر ملاءمة..
1 – قطع طول الأنبوب المطلوب. 2 – فك التعزيز بآلة الخياطة. 3 – تحديد الاتجاه. 4- تسخين الانبوب وتركيبه. 5 ، 6 – توصيل الأنبوب بالتركيب والتثبيت.
لذلك ، في ظروف التعرض لدرجات حرارة عالية ، يتم استخدام المنتجات المقواة بالألياف الزجاجية أو الألومنيوم. هذه الأنابيب عبارة عن منتجات متعددة الطبقات: يتم وضع طبقة رقيقة من الألياف الزجاجية فوق منتج بوليمر ومغطاة بطبقة PP. مزايا:
لا تختلف تقنية اللحام بالأنابيب المقواة عن طريقة ربط الاتصالات غير المدعمة باستثناء وحيد: في المرحلة التحضيرية ، يجب تنظيف أطراف المنتجات من طبقة التعزيز التي تستخدم من أجلها أداة مواجهة ، ماكينة حلاقة. بعد التحضير ، يتم إزالة الشحوم من الأنابيب ، ثم تسخينها بمكواة لحام وتوصيلها.
مقص القطع
تسمى هذه الأداة أيضًا قاطع الأنابيب الدوارة. يتم إنتاجه غالبًا في تعديلين:
قواعد لحام ثنائي الفينيل متعدد الكلور لتجنب الأخطاء
يجب أن يؤخذ في الاعتبار أن الأنابيب ذات الجدران الرقيقة تسخن بشكل أسرع. هذا يعني أن فترة تشغيل مكواة اللحام تقل مرتين. إذا كنت تدرس السؤال عن درجة حرارة لحام هذه الأنابيب ، فعليك أن تتذكر أن قيمة هذه المعلمة لا تعتمد على أبعاد المنتج. الاتصالات رقيقة الجدران مترابطة في نفس نظام درجة الحرارة مثل الجدران السميكة.
تأثير الأخطاء على جودة اللحام
هذا ما يحدث إذا كان لحام أنابيب PP غير صحيح!
أكثر انتهاكات عملية اللحام شيوعًا:
كيفية لحام أنابيب PP بدون لحام الحديد
عندما يتم النظر في طرق كيفية لحام أنابيب البولي بروبلين ، فليس من الممكن دائمًا استخدام مكواة لحام خاصة. في هذه الحالة ، يتم اختيار خيارات أخرى ، من بينها:
إذا تم استخدام الموقد ، فلن يكون من الممكن تسخين البولي بروبلين بالتساوي. نتيجة لذلك ، سيبدو اتصال التماس غير منتظم ، وفي هذه الحالة يتم تقليل موثوقية التماس. بمرور الوقت ، قد يظهر تسرب في هذه المنطقة. يمكن استخدام هذه الطريقة كملاذ أخير وفقط عند تركيب أنظمة الإمداد بالمياه الباردة..
يوفر غلاف الضغط اتصالًا موثوقًا للاتصالات ، ويستخدم كبديل كامل لآلة اللحام. ومع ذلك ، فإن تكلفة هذا العنصر مرتفعة. نتيجة لذلك ، ستزداد التكاليف ، حيث ستكون هناك حاجة لعدد كبير من تركيبات الضغط لتوجيه الأنابيب في جميع أنحاء الغرفة..
اللحام البارد فعال أيضا. في هذه الحالة ، يتم استخدام مركب إيبوكسي مكون من عنصرين. تتيح لك هذه المادة الحصول على اتصال موثوق بدون معدات خاصة..
لإصلاح الاتصالات ، تحتاج إلى وضع مادة لاصقة على الأسطح التي تم تنظيفها وإزالة الشحوم من المنتجات. ثم يتم ربط الأنبوب والتركيب بإحكام. يثبت الغراء في غضون 10 دقائق. يستغرق العلاج الكامل ساعة واحدة. يمكن استخدام هذا الخيار فقط عند تركيب نظام إمداد بالمياه الباردة..
كم من الوقت يستغرق تسخين أنبوب بولي بروبيلين بمكواة لحام؟ ما هو وقت اللحام لأنابيب PP?
بادئ ذي بدء ، سيكون من الضروري فهم عملية لحام أنابيب البولي بروبلين نفسها ، وعلى وجه الخصوص ، معلمات درجة الحرارة التي يذوب فيها البولي بروبلين. تذوب أنابيب البولي بروبلين ، وكذلك عناصر التوصيل PP (المشار إليها فيما يلي بالبولي بروبيلين) تبدأ عند درجة حرارة لا تقل عن +260 درجة مئوية.
قبل بدء العمل ، يلزم تجهيز مكواة لحام للبولي بروبيلين (آلة لحام) بفوهات للقطر المقابل للعناصر المراد توصيلها. هذه الفتحات عبارة عن “مغزل” (غلاف لتسخين السطح الداخلي) و “جلبة” (لتسخين السطح الخارجي)
بعد شد المغزل والكم على الإطار الحديدي المسخن ، نقوم بتشغيله عند درجة حرارة لا تقل عن 260 درجة (بعض الأجهزة لها تدرج لدرجة الحرارة المحددة من 200 – 240 – 280 درجة ، متجاوزًا علامة 260. في هذا الحالة ، قمنا بتعيينها بين 240 و 280. والحقيقة هي أن منظم الحرارة سوف يوقف التسخين عند درجة حرارة الحافلة 260 درجة ، في حين أن التسخين بالقصور الذاتي سوف “يلحق” درجة حرارة زوج اللحام ، بعد بضع دقائق بالفعل ما يصل إلى 270-280 درجة.
تحتوي معظم مكاوي اللحام الحديثة على إشارة صوتية / ضوئية للاستعداد للعمل. هذا يعني أن زوج اللحام (مغزل / جلبة) قد وصل إلى درجة الحرارة المحددة مسبقًا وجاهز للاستخدام..
الآن نحدد وقت التسخين حسب قطر الأنبوب. يوجد مثل هذا الجدول ، مشتق تجريبيًا ، ولا يتعارض مع توصيات الشركات المصنعة لأنابيب البولي بروبلين وملحقاتها ، والتي توضح وقت التسخين التقريبي للأنابيب بأقطار مختلفة عند درجة الحرارة المحيطة “المرجعية” (درجة حرارة الغرفة) – 20-24 درجة مئوية.
أنبوب بولي بروبيلين ، بعد التعلق الكامل برأس اللحام (لا يهم المغزل أو الغلاف) ، نقوم بتسخينه حسب الحجم ، في المرة القادمة –
ولكن هذا ليس كل شيء. عند لحام أنابيب البولي بروبلين ، هناك شيء مثل “وقت اللحام”. وقت اللحام هو الفترة التي يكون من الضروري خلالها الحفاظ على العناصر المتصلة في وضع ثابت ، وفي نفس الوقت لا تغير موضعها بالنسبة لبعضها البعض.
يعتمد وقت اللحام المضمون لعناصر PP مرة أخرى بشكل مباشر على قطرها ، ويركز على القيمة التالية في ثوانٍ –
الآن ، حتى لا يكون المفصل قادرًا على التشوه أو تغيير اتجاهه ، وكان مورده طويلًا ، يجب على المرء الامتناع عن التأثير الميكانيكي على الوحدة التي يتم لحامها (الانحناء والسحب). يسمى وقت التثبيت بعد اللحام “وقت التبريد” ويجب أن يكون على الأقل –
بالطبع ، بعد اكتساب الخبرة في اللحام على مادة البولي بروبيلين ، ستتعلم تحديد درجة تسخين عناصر البولي بروبلين بشكل تجريبي ، وستفهم اليد كيف تشعر بدرجة تسخين الأنبوب حتى من خلال المقبض الحديدي. وما هي “حبة / حبة” طبقة البروبيلين ، والتي يتم الحصول عليها من خلال اللحام المناسب عند تقاطع العناصر المراد ربطها ، وهنا هي –
ومع ذلك ، بالنسبة للحرفي المنزلي الذي يتخذ الخطوات الأولى في هذا الشأن ، ستكون البيانات المذكورة أعلاه مفيدة للغاية.
وقت اللحام ص
لحساب وقت لحام أنابيب البولي بروبلين بشكل صحيح ، تحتاج إلى التحضير للعملية:
الآن علينا حساب الوقت. من حيث المبدأ ، يجب القيام بذلك على الإطلاق قبل بدء التثبيت..
الوقت المختار بشكل غير صحيح لحام أنابيب البولي بروبلين هو الخطأ الرئيسي للمثبت. سيساعد الجدول ، الموضح أدناه ، في حسابه بشكل صحيح. لكن هناك عوامل أخرى يجب مراعاتها:
اختيار أنواع اللحام
عند العمل بأنابيب ذات مقطع عرضي يصل إلى 63 مم ، يتم الاختيار في أغلب الأحيان بطريقة اللحام ، والتي تتضمن استخدام عناصر مثل أدوات التوصيل والمآخذ. من الجدير بالذكر أنه في كلتا الحالتين ، يكون استخدام عنصر إضافي مثل أدوات التوصيل إلزاميًا. إذا تجاوز قطر العناصر المراد توصيلها 63 مم ، فغالبًا ما يتم استخدام طريقة العقب.
إذا كانت قيمة القطر لا تتجاوز 40 مم ، يتم لحام هذه الأنابيب باستخدام وحدة لحام كهربائية محمولة. إذا تجاوز المقطع العرضي للهيكل 49 مم ، فسيتم العمل على توصيل العناصر باستخدام جهاز بتصميم مركزي.
عند توصيل عناصر البوليمر ، يتم استخدام طريقة التسخين التي يتم تنفيذها باستخدام فوهات من وحدة ملحومة.
إذا تم إيقاف الاختيار في طريقة المقبس ، فمن الضروري أولاً تنفيذ الإجراءات التحضيرية:
من الضروري أن تأخذ مكواة لحام كهربائية ، والتي سيتم لحام الأنابيب العازلة بها ، ووضعها على سطح أملس. بعد ذلك ، من الضروري إصلاح سخانات التوصيل ذات الحجم المناسب باستخدام مفاتيح خاصة. يجب توخي الحذر للتأكد من أن الوحدة بها فتحات مناسبة قبل البدء في تسخينها ؛
يعتبر غير مقبول إذا كانت درجة حرارة الهواء الخارجي لا تتوافق مع الوضع الأمثل عند توصيل المنتجات الكهربائية. هذه النقطة تحتاج إلى عناية خاصة. إذا كانت هناك حرارة قوية في الصيف وفي الخارج ، فمن الضروري تقليل مدة تسخين المكونات. في الحالة المعاكسة ، عندما تكون درجة حرارة الهواء الخارجي منخفضة ، يجب تسخين العناصر المراد توصيلها لفترة أطول من المعتاد. لتحديد درجة الحرارة المناسبة لحام الأنابيب ، من المهم مراعاة جميع الفروق الدقيقة..
يبدأ اللحام الأول بعد 5 دقائق من لحظة تشغيل وحدة اللحام للتسخين. في الوقت نفسه ، عند اكتمال عملية اللحام التالية باستخدام وحدة اللحام الكهربائية ، من الضروري إزالة الجزيئات البلاستيكية من أسطح عملها..
تأثير درجة الحرارة على عملية ربط وصلات الأنابيب والتجهيزات PP
إذا تحدثنا عن خصائص الانضمام إلى أنابيب البولي بروبلين ، فإن الإجراء الإلزامي الذي يسبق اللحام هو تسخين العناصر إلى درجة حرارة معينة. يسمح الامتثال لهذا الشرط بإعطاء الكتل البلاستيكية للعناصر المتاخمة مرونة كافية. بعد الانتهاء من العمل على لحام أنابيب البولي بروبلين ، يمكن للمرء أن يلاحظ ظاهرة مثل انتشار جزيئات البولي بروبلين. بمعنى آخر ، يتغير هيكل العناصر الملحومة على المستوى الجزيئي ، وبالتالي ، بعد تصلب المادة ، يكتسب البلاستيك في منطقة الوصل روابط قوية..
يعد نظام درجة الحرارة المحدد أحد العوامل الرئيسية التي تعتمد عليها قوة الأسطح المتصلة لأنابيب البولي بروبلين. إذا تبين أن درجة حرارة التسخين غير كافية ، فغالبًا ما ينتهي ذلك بحقيقة أنه أثناء عملية اللحام لا يمكن ضمان عملية انتشار كافية. نتيجة لذلك ، لا تستطيع جزيئات جسم الأنبوب والتجهيزات الوصول إلى أقسام التزاوج ، مما يؤثر سلبًا على جودة الاتصال. تحت تأثير الأحمال ، يتم إتلاف اللحام أو بعد فترة قصيرة من الزمن يلاحظ تسرب في الهيكل المستخدم.
إذا كانت العناصر المتصلة متداخلة ، فقد تواجه تشوهًا خطيرًا في جسم العنصر. على هذه الخلفية ، تفقد الأجزاء الملحومة هندستها أو قد تتشكل حبة مفرطة في القسم الداخلي. والنتيجة هي انخفاض قطر الفتحة الداخلية للمنتج في منطقة اللحام..
ميزات اختيار درجة الحرارة
عند العمل باستخدام أنابيب البولي بروبلين ، من المهم ضمان التسخين إلى مستوى 255-265 درجة مئوية في منطقة الوصلة. عند اختيار نظام درجة الحرارة ، من الضروري الانتباه إلى عدد من المعلمات الإضافية:
من الناحية العملية ، من الممكن ملاحظة وجود علاقة مباشرة بين قطر العناصر المتصلة ومدة تسخينها..
يجب إيلاء اهتمام خاص لزيادة درجة الحرارة في الهواء الطلق. ويرجع ذلك إلى حقيقة أنه أثناء أعمال التركيب ، تتشكل بالضرورة انقطاعات صغيرة ، مرتبطة بالحاجة إلى إزالة العناصر من وحدة اللحام بالتدفئة وأداء ربطها بالتوصيل. لتقليل التأثير الناتج عن التبريد عند درجات حرارة منخفضة للمادة ، من المستحسن تعريض هياكل البولي بروبلين للتدفئة لفترة أطول. يجب اختيار 2-3 ثوانٍ كفترة موصى بها ، وفي بعض الحالات يتم حل هذه المشكلة تجريبيًا.
تحتاج أيضًا إلى توخي الحذر الشديد عند اختيار درجة حرارة لجهاز التسخين أعلى من 270 درجة مئوية على خلفية فترة تسخين قصيرة نسبيًا. عند لحام أنابيب البولي بروبلين بمثل هذه المعلمات ، هناك خطر من أن الطبقات العليا من المادة سوف تسخن حرفيًا إلى درجات حرارة عالية في لحظة ، ولن يتم تسخين الجسم الرئيسي بدرجة كافية. قد ينتج عن الإرساء في ظل هذه الظروف طبقة رقيقة شفافة للغاية.
تعليمات التسخين ، قيمة وقت التعرض
عند حل المشكلة مع معلمات التسخين لأنابيب البولي بروبلين المتصلة ، من الضروري الانتباه إلى أقطار الأجزاء ، والتي يمكن العثور عليها في الجدول المقابل. علاوة على ذلك ، اعتمادًا على أبعاد أنبوب البولي بروبيلين ، من الضروري تغيير مدة التسخين ، مع ترك درجة الحرارة المحددة مسبقًا على عنصر التسخين دون تغيير. لضمان الموثوقية العالية لمفصل الأكمام ، يجب مراعاة المعايير التالية:
العوامل التي يمكن أن تؤثر على جودة العمل
من بين الفروق الدقيقة التي يجب مراعاتها عند إنشاء وصلة ملحومة لأنابيب البولي بروبلين ، من الضروري إبراز الحاجة إلى تصنيع حزام لحام ، والذي يجب أن يكون بطول مثالي. غالبًا ما يكون بنفس حجم عمق الفوهات الأسطوانية المستخدمة في عنصر التسخين في معدات اللحام. لضمان الحجم المطلوب للمفصل ، من الضروري تثبيت أنبوب البولي بروبلين تمامًا على جسم العنصر..
في الحالات التي يتم فيها اللحام في ظروف درجات الحرارة السلبية ، يُنصح باستخدام مادة دافئة ، والتي يجب حفظها في غرفة دافئة لبعض الوقت قبل العمل..
قبل القيام بالعمل ، يجب تسخين وحدة اللحام إلى درجة حرارة 283 درجة مئوية ، ويتم تحديد الوضع الدقيق مع مراعاة درجة الحرارة المحيطة. من خلال العمل بهذه الطريقة ، من الممكن منع حدوث فقد كبير للحرارة في الوقت الذي يتم فيه توصيل العنصر المراد توصيله من الجهاز إلى المنطقة التي سيتم الاتصال بها. لتحديد قيمة التسخين المثلى ومدتها ، يتم إجراء التسخين المسبق ، وفي كل مرة يتم ضبط المؤشرات المشار إليها من ثانية إلى ثانيتين.
بعض ميزات عقد النظام الحراري
أثناء تطوير مشروع خط أنابيب البولي بروبلين ، من الضروري مراعاة ميزات التثبيت اللاحق خطوة بخطوة. من غير المرغوب فيه وضع معدات اللحام بعيدًا جدًا عن المكان الذي سيتم فيه إنشاء اتصال بمشاركة العناصر الساخنة. في بعض الحالات ، يمكن ارتكاب أخطاء ، بسبب صعوبة توفير الوصول المباشر إلى مكان اللحام.
في هذه الحالة ، ليس هناك ما يجب فعله سوى تسخين العناصر على مسافة كبيرة من الجهاز. كل هذا يؤدي إلى ظهور فقدان الحرارة في الوقت الذي يتم فيه توصيل العناصر المراد لحامها إلى مكان توصيلها ، حيث يتعين عليك قضاء بعض الوقت في وضع دقيق على جزء مفصل الأكمام. إذا أهملنا هذه الفروق الدقيقة ، فغالبًا ما لا يكون من الممكن توفير قوة كافية للتماس..
إذا تم إجراء اللحام بترتيب خاطئ ، فستكون نتيجة ذلك استحالة إنشاء الوصلة النهائية. يمكن أن يحدث هذا بسبب عدم وجود مساحة كافية بين العناصر لإدخال عنصر التسخين هناك. في مثل هذه الحالات ، يجب تجنب تشوه الموقع على خط الأنابيب من أجل تحقيق فجوة أوسع. بعد أن قررت تهيئة ظروف أكثر ملاءمة لوضع الجهاز في موقع المفصل المستقبلي ، فمن الممكن أن تتفاقم نوعية الاتصالات الجذابة ، وبالإضافة إلى ذلك ، هناك احتمال لحدوث ضغط ثابت في أقسام فردية من النظام..
كيفية اللحام بشكل صحيح بطريقة الانتشار – تعليمات خطوة بخطوة
تعتمد عملية اللحام على ذوبان سطح جزء ما إلى عمق معين. إذا تم ، في هذه الحالة ، توصيل جزأين وتبريدهما ، فإن المادة تعود إلى حالتها الأصلية وتتخذ الهيكل الأصلي.
يتضمن تنفيذ المفصل إنتاج العمليات التكنولوجية التالية:
يجب الانتباه بعناية للحفاظ على وقت التدفئة. للحصول على اتصال جيد ، من الضروري أن تبقى قاعدة صلبة تحت الطبقة البلاستيكية المنصهرة. سيسمح ذلك بتلائم الأجزاء بشكل محوري. إذا تم تسخين الأجزاء بشكل مفرط وخف البلاستيك إلى سمكه الكامل ، فسيكون من المستحيل توصيلها ، وسوف تنهار ببساطة.
لذلك ، يوصي مصنعو الأدوات بفواصل زمنية لكل حجم على حدة..
يوضح الجدول أدناه مقدار الوقت الذي يستغرقه اجتياز كل مرحلة من مراحل التجميع نوعياً. كما ترون ، فإن الظروف صعبة للغاية.
عند القيام باللحام بيديك ، من المهم تجميع عدة فواصل اختبار قبل بدء العمل من أجل الشعور بمدة المواد المؤقتة.
من الضروري أيضًا الانتباه إلى دقة التثبيت في الاتجاه المحوري عند تزاوج الأجزاء. لن يتبقى سوى بضع ثوان للتحكم والتصحيح..
اللحام المنتشر بحديد لحام كهربائي
باستخدام طريقة توصيل الأنابيب هذه ، يتم استخدام مجموعة متنوعة من التركيبات الإضافية وجهاز تسخين كهربائي خاص (لحام الحديد).
مزود بمجموعة من الفوهات القابلة للفصل ، والتي تتوافق أبعادها مع الأقطار الخارجية للأنابيب والأقطار الداخلية لعناصر التوصيل.
اقرأ عن قطر الأنبوب الأكثر شيوعًا والخصائص الأخرى لمنتجات البولي بروبلين هنا.
يتم تثبيت زوج من الفوهات على عنصر تسخين حراري لمكواة لحام كهربائية وبمساعدتها يتم تسخينها إلى درجة حرارة 260 درجة مئوية. يتم إدخال أجزاء التوصيل في فتحات التسخين لبضع ثوان. نتيجة لذلك ، هناك تسخين وانصهار جزئي لأسطح عناصر البولي بروبلين الملامسة للفوهات..
بعد ذلك ، تتم إزالة الأنبوب والعنصر الإضافي بسرعة من الفتحات وإدخالهما في بعضهما البعض. نتيجة لذلك ، هناك اختراق (انتشار) للأسطح المنصهرة للأجزاء..
بعد التبريد ، يشكلون اتصالًا متآلفًا تمامًا..
مزايا هذه الطريقة:
سلبيات:
اللحام بالانتشار لأنابيب البولي بروبلين هو الأكثر شيوعًا للتجميع الذاتي في المنزل.
توصيل الأنابيب باستخدام التركيبات الكهربائية
التركيبات الكهربائية هي عناصر توصيل مختلفة ذات تصميم خاص ، يوجد بداخلها سخانات كهربائية مدمجة مع جهات اتصال خارجية.
أثناء التثبيت ، يتم إدخال الأنابيب وتثبيتها بشكل ثابت في التركيبات الكهربائية. يتم توصيل آلة اللحام بالملامسات الخارجية للتجهيزات الكهربائية باستخدام الأسلاك ، والتي تزودها بالطاقة في الوضع التلقائي المحدد مسبقًا لفترة معينة.
نتيجة لتشغيل السخان الكهربائي المدمج ، يتم صهر السطح الداخلي للتركيبات الكهربائية جزئيًا ويتم لحام أنبوب PP بعنصر التوصيل..
مزايا هذه الطريقة:
عيب:
تستخدم شركات البناء لحام أنابيب البولي بروبلين بالتركيبات الكهربائية عند القيام بأحجام كبيرة من العمل. في المنزل ، لا يتم استخدام هذه الطريقة عمليًا..
تعليمات اللحام للسروج الملحومة
تستخدم السروج الملحومة لتركيب الفروع اللاحقة من خط الأنابيب ، عند إصلاح الأنظمة الحالية.
أولاً ، تحتاج إلى حفر جدار الأنبوب البلاستيكي باستخدام مثقاب Fusioterm.
عند استخدام أنابيب تجميع Stabi ، قم بإزالة الألومنيوم المتبقي على الفتحة المحفورة باستخدام أداة شطب Fusioterm.
يجب أن تصل أداة اللحام / أداة اللحام إلى درجة حرارة التشغيل المطلوبة البالغة 260 درجة مئوية.
يجب أن تكون الأسطح الملحومة نظيفة وجافة.
يتم إدخال حلمة التسخين لأداة سرج اللحام في الفتحة الموجودة في جدار الأنبوب البلاستيكي حتى تصل الأداة إلى الجدار الخارجي للأنبوب. يتم بعد ذلك إدخال حلمة المقعد الملحومة في غطاء التسخين حتى يصل سطح المقعد إلى قوس الأداة. وقت تسخين العناصر هو 30 ثانية..
بعد إزالة آلة اللحام ، يتم إدخال حلمة السرج الملحومة بسرعة في الفتحة الساخنة. ثم يجب ضغط السرج بدقة وإحكام ، دون الدوران ، على السطح الخارجي المسخن للأنبوب البلاستيكي..
يتم تثبيت السرج الملحوم في الأنبوب لمدة 15 ثانية. بعد التبريد لمدة 10 دقائق ، يمكن تحميل المفصل بالكامل. يتم لحام الأنبوب الفرعي المقابل في المقبس بالطريقة المعتادة
أمثلة على خطوط الأنابيب النهائية المصنوعة من مادة البولي بروبيلين الملحومة
في الختام ، أود أيضًا أن أشير إلى معاملات التمدد الحراري لأنابيب الأنابيب المعدنية والبلاستيكية والأنابيب المصنوعة من مادة البولي بروبيلين:
– للأنابيب المعدنية البلاستيكية (PEX-AL-PEX) = 2.6 * 10-5
-للأنابيب المعدنية والبلاستيكية بطبقة تقوية من كحول الإيثيلين فينيل (PEX-EVOH-PEX) = 2.1 * 10-5
– لأنابيب البولي بروبلين بدون تقوية (PP) = 15 * 10-5
– لأنابيب البولي بروبلين مع طبقة تقوية من الألومنيوم = (PP ALL-PP) = 3 * 10-5
حسنًا ، القليل من الوضوح في هذه الأرقام:
عندما تتغير درجة الحرارة المحيطة أو درجة حرارة السائل داخل الأنبوب بمقدار 10 درجات مئوية ، فإن كل متر من الأنبوب سوف يطول أو يقصر ، على التوالي:
– PEX-AL-PEX = 0.26 ملم
– PEX-EVON-PEX = 0.21 مم
– PP-ALL-PP = ن 0.3 ملم
– PP = 1.5 مم
تعليمات خطوة بخطوة
يتم تنفيذ عملية اللحام بالانتشار “ افعلها بنفسك ” بالتسلسل التالي:
قاطع الأنابيب
باستخدام شريط قياس وعلامة وقاطع أو منشار أنبوب خاص ، يتم قياس وقطع أنبوب بالحجم المطلوب. قبل ذلك ، يُنصح بإجراء اختبار قطع للأنبوب للتأكد من أن الأداة حادة..
تتم إزالة الحافة النهائية من نهاية قسم الأنبوب وإزالة جميع الحواف.
بقطر ماسورة يزيد عن 40 مم ، يجب قطع نهايتها بزاوية 35-45 درجة لمنع تشكيل التهديف أثناء اللحام. ثم يتم تحديد عنصر من تركيبات التوصيل للتكوين المطلوب..
يتم فحص الأجزاء المتصلة بحثًا عن أي عيوب خارجية. في هذه الحالة ، يجب أن يكون الأنبوب مناسبًا بإحكام وحتى النهاية في عنصر التوصيل دون رد فعل عنيف وتشوهات. مع رد فعل عنيف كبير ، يتم تحديد عنصر إضافي آخر.
تتم معالجة الأسطح المراد وصلها بسائل إزالة الشحوم.
في نهاية الأنبوب ، تحدد العلامة عمق الدخول إلى عنصر التوصيل ، مع مراعاة وجود فجوة تبلغ حوالي 1 مم ، وهو أمر ضروري لمنع تضييق القطر الداخلي للأنبوب بسبب البثق في حافة نهايته أثناء لحام.
يلاحظ أيضًا الموضع النسبي للأجزاء فيما يتعلق ببعضها البعض..
حدد الزوج المناسب من فتحات التسخين بالقطر المطلوب المتضمن في مجموعة مكواة اللحام الكهربائية.
يتم تنظيف أسطحها بسائل إزالة الشحوم باستخدام قطعة قماش ويتم فحص دخول التركيبات بحرية دون رد فعل كبير.
يجري تحضير مكواة اللحام الكهربائية للعمل. للقيام بذلك ، يتم تثبيت الفتحات المحددة على عنصر التسخين الخاص بها ، ويتم تثبيت مكواة اللحام على حامل وتوصيلها بالتيار الكهربائي.
يجب ضبط درجة حرارة التسخين المطلوبة على منظم الحرارة الخاص بمكواة اللحام.
نقوم بإدخال الأنابيب في فتحات لحام الحديد
بعد تسخين مكواة اللحام إلى درجة الحرارة المطلوبة ، كما يتضح من الإغلاق التلقائي بواسطة منظم الحرارة ، يتم إدخال أجزاء البولي بروبلين المتصلة في الفتحات لبضع ثوان.
إذا كان من الصعب استيعاب الأجزاء في الفتحات ، فيُسمح بالدوران المحوري الطفيف. في هذه الحالة ، يتم أولاً وضع عنصر التوصيل على الفوهة الداخلية ، ثم يتم إدخال نهاية الأنبوب في الفوهة الخارجية..
بعد التسخين ، يتم إزالتها بالترتيب العكسي. يتم ذلك لأن الجزء المتصل له سمك جدار كبير ويتطلب تدفئة أطول..
أدخل الأجزاء بسلاسة في بعضها البعض
بعد التسخين اللازم ، تتم إزالة الأجزاء من فوهات مكواة اللحام ويتم إدخالها بسلاسة في بعضها البعض حتى تتزامن العلامات التي تم وضعها مسبقًا بعلامة. لا يُسمح بالدوران المحوري للأجزاء بالنسبة لبعضها البعض في هذه الحالة.
من الضروري مراقبة محاذاة الاتصال الناتج.
بعد الانضمام ، يجب تثبيت الأجزاء في وضع ثابت لبضع ثوانٍ وفقًا لجدول معلمات اللحام أعلاه..
يمكنك استخدام خط الأنابيب بعد 50-60 دقيقة بعد اللحام..
في حالة وجود أي عيوب في التوصيل ، يتم قطع هذا الجزء من الأنبوب ويتم إجراء لحام جديد للأجزاء.
اختيار مادة لعزل أنابيب التدفئة: نظرة عامة على المواد المتاحة ، ما هي المعلمات التي يجب الانتباه إليها أولاً وقبل كل شيء.
المهارات الأساسية لتركيب أنابيب البولي بروبلين
قبل التثبيت المباشر ، من الضروري التخطيط لموقع الأنابيب وتسلسل اللحامات المحددة. هذا لا يعني التصميم و
عد تفاصيل معينة – وغني عن القول. يتعلق الأمر تحديدًا بتسلسل إضافة التركيبات والأنابيب إلى النظام – من أجل التنفيذ الدقيق
يعمل من المهم جدا!
الحقيقة هي أنه من أجل لحام الأجزاء أو التجميعات للأنابيب المثبتة ، يلزم وجود شرط مهم. إذا بدأت في لحام جميع تفاصيل السباكة دون تردد
حول هذا الفارق الدقيق ، عند نقطة ما سيكون هناك موقف يكون فيه المزيد من التحرير مستحيلًا ماديًا.
الشرط هو: بالنسبة للحام ، يلزم وجود حد أدنى لواحد على الأقل من الأجزاء المراد لحامها (أنبوب أو تركيب)! بمعنى آخر ، يجب أن تسمح الأجزاء المراد لحامها
حركهم بعيدًا عن بعضهم البعض على أقل مسافة لإدخال مكواة اللحام ، ثم اربطهم مع بعضهم البعض دون عوائق.
الحد الأدنى للمسافة التي يجب أن يتحرك بها الأنبوب والتركيب بعيدًا عن بعضهما البعض حوالي 7 سنتيمترات (اعتمادًا على مكواة اللحام والفوهات). من بين أمور أخرى ، هذه الخطوة
يجب أن يسمح الأنبوب أو التركيب بإدخال الأنبوب في الوصلة بمقدار 1.5-2 سم (حسب قطر الأنبوب). نتيجة لذلك ، اتضح أننا بحاجة إلى مسار الأجزاء
9 سم (7 + 2).
يتم إعطاء السكتة الدماغية اللازمة من الجانب الأيسر من إمدادات المياه ليتم لحامها. بسبب وجود عدة زوايا قبل التثبيت الصلب (في هذه الحالة ، عداد المياه) ، مثل هذا التصميم
يسمح "يمشي" الزاوية حيث تخطط لعمل التماس النهائي.
هذا هو السبب في أنه من المهم جدًا التخطيط لعملية تجميع جميع الأجزاء في كل واحد: يمكن لحام بعض العقد بشكل منفصل ، ثم "لعبة البوكر" أضف إلى النظام. ببساطة,
من الأفضل أن تضيف إلى النظام المركب مجموعة كاملة من عدة أجزاء (الأنابيب ، الزوايا ، أدوات التوصيل) مع لحام واحد مع الفجوة اللازمة ، بدلاً من لحام كل جزء على الفور
مكان مناسب.
ومن السهل لحام العقدة المعقدة المكونة من العديد من الأجزاء بشكل منفصل ، دون أي قيود على الحركة. الشيء الرئيسي هو أنه يمكن بالتأكيد وضع الوحدة المجمعة عليها
مكان. هناك حالات يكون فيها الجزء المعقد المُجمَّع بشكل منفصل غير مناسب فعليًا في مكانه نظرًا لوجود أنابيب أخرى ، وإطار ، وما إلى ذلك..
الآن سننظر في بعض التقنيات لحل المشكلات المختلفة في تركيب خط أنابيب من أنبوب PP.
بالنسبة لجميع أنواع المنعطفات والخطوط الصعبة ، تعمل الزاوية بزاوية 45 درجة بشكل جيد. من خلال توصيلها بأشكال مختلفة ، يمكنك تجاوز أنبوب من أي قطر
أو الإزاحة المطلوبة للتتبع المتعقب. تقارن هذه الزوايا بشكل إيجابي مع الزوايا بزاوية 90 درجة في أنها تسمح لك في معظم الحالات بعمل ملامح وإزاحات و
يتحول أكثر إحكاما.
على الرغم من وجود ملامح خاصة ، فإن أربع زوايا 45 درجة (يلعب دور الزاوية الرابعة نقطة الإنطلاق) تعطي المزيد "المرونة" عند تشكيل الالتفافية. عن طريق تغيير
المسافة بين الزوايا ، يمكنك تغيير درجة الانحناء (تجاوز أنبوب من أي قطر أو عائق آخر).
أثناء إرساء نظام إمداد المياه الملحوم بعدادات المياه ، قد تواجه بعض المضايقات: هناك مساحة صغيرة للوصول الكامل إلى مكواة اللحام (على سبيل المثال ، بضربة 9 ، انظر أعلاه) و
وجود مخلفات مائية في العدادات نفسها. يمكن أن تفسد الحقيقة الأخيرة مكان اللحام ، لأنه أثناء إدخال ومخرجات فوهة حديد اللحام ، يتم إنشاء فراغ معين ، وهذا هو السبب
يندفع الماء المتبقي من العداد إلى مكان اللحام. في مثل هذه الحالات ، ستكون أدوات التوصيل المنقسمة مفيدة..
تعتبر أدوات التوصيل المصنوعة من مادة البولي بروبيلين القابلة للطي (الانتقال من المعدن إلى PP) بعيدة عن العناصر الأكثر موثوقية ، لذلك ، يجب استخدام هذه التجميعات فقط في الأماكن
إمكانية الوصول. تتأثر جودة الوصلة القابلة للطي بحجم الشفة التي تضغط على صمولة الاتحاد – يجب أن تكون على الأقل بالنسبة للقطر التالي
أكبر من قطر الخيط المعدني المتصل. أيضًا ، يضيف بعض المصنّعين الألياف الزجاجية إلى مادة الأكمام البلاستيكية لأداة التوصيل – وهذا يزيدها
الخضوع ل.
أثناء التثبيت ، يجب تجنب الإجهاد البدني في الأنابيب بكل طريقة ممكنة: الانحناء المفرط ، الالتواء (خاصة!) للأنبوب ، إلخ. خلال المنعطفات المختلفة للأنابيب
تحتاج إلى ترك 5-10 ملليمترات لفجوة من الجدران للعب الحر.
والآن بضع كلمات عن التمدد الحراري. عند استخدام أنابيب البولي بروبلين في الأسلاك الداخلية لإمدادات المياه والتدفئة ، نادرًا ما تكون أقسام الأنابيب المستقيمة
تتجاوز الحالات 2 م ولذلك ، في معظم الحالات ، لا يهم المعامل الخطي! بالنسبة للفجوة الحرارية ، يكفي التراجع في زوايا 5-10 مم
باستخدام أنابيب مستقيمة لا تزيد عن متر واحد.
يعطي البولي بروبلين غير المقوى تغييرًا في الطول يبلغ حوالي 10 مم. لكل 1 متر من الأنابيب عندما تتغير درجة الحرارة بمقدار 70 درجة. هذا يعني أن قطعة العداد بدون
يمكن استخدام التعزيزات على الماء الساخن ، مع ترك قسم 5 مم على كلا الجانبين. تطهير الجدران.
أخطاء نموذجية
غالبًا ما يرتكب المبتدئون في مجال السباكة والحرفيون الذين تعلموا ذاتيًا والذين يرغبون في توفير المال على خدمات التركيب المحترفين نفس الأخطاء. للوهلة الأولى ، هذه تفاهات ، لكنها تؤدي إلى حقيقة أن النظام يفشل بسرعة..
للتسرع كثيرا. يتطلب لحام أنابيب PP بعض السرعة. لكن هذا ينطبق فقط على سرعة الانضمام إلى الأجزاء بينما لا تزال ساخنة. خلاف ذلك ، فإن التسرع له عواقب سلبية. في أغلب الأحيان ، لا يسمح الحرفيون المبتدئون ببساطة بتسخين مكواة اللحام إلى درجة الحرارة المطلوبة. نتيجة لذلك ، يكون “الالتصاق” ضعيفًا ، ويواجه القائمون على التركيب البطيء مشكلة أخرى – يقومون بتسخين الأجزاء إلى درجة الحرارة المطلوبة ، ثم ضبطها لفترة طويلة قبل إدخال الأنبوب في التركيب. خلال هذه الثواني القليلة ، تنخفض درجة حرارة المنتجات ، ومعها تنخفض جودة الانتشار..
أخطاء عند لحام أنابيب البولي بروبلين
من الضروري اتباع التوصيات الخاصة بلحام أنابيب البولي بروبلين واتباع جميع خطوات التعليمات.
تظهر العقد المعيبة في الأنظمة بسبب الأخطاء التالية:
في المواد عالية الجودة ، قد لا يكون العيب الخارجي مرئيًا عند السخونة الزائدة ، لكن التشوه لا يزال يحدث بالداخل. يؤدي إلى انخفاض في المقطع العرضي.
لذلك ، أثناء تشغيل المرافق ، يتم تقليل عرض النطاق الترددي للشبكة. يؤدي تضييق الممر أيضًا إلى انسداد بسرعة أكبر. هذا أيضا يمنع حركة الماء..
إذا لم يتم القطع بزاوية صحيحة ، يتم ربط منتجات الأنابيب في مستوى مائل. نتيجة لذلك ، العناصر خارج المحاذاة. يصبح ملحوظًا بشكل خاص عند تحرير المقاطع الطويلة..
نتيجة لذلك ، غالبًا ما يكون من الضروري تفكيك العملية برمتها وتنفيذها مرة أخرى. إذا كانت المحاذاة مضطربة ، فمن الصعب وضع المنتج في الأخاديد.
تأكد من إزالة الشحوم من الأسطح قبل اللحام. خلاف ذلك ، تظهر ما يسمى بجزر الرفض. في مثل هذه المناطق ، يتم إجراء لحام polyfusion بشكل سيئ أو لا يحدث على الإطلاق..
Perepay
يؤدي التعرض المفرط للعناصر الموجودة في مكواة اللحام خلال الوقت المحدد إلى حقيقة أن سطحها يسخن بشكل زائد وبعد التوصيل ، مصحوبًا بقوة مفرطة ، يتم انسداد ممر الأنبوب بالبلاستيك المصهور. في حالة حدوث مثل هذا الخطأ في عدد كبير من وصلات أنابيب التدفئة أو أنابيب المياه ، فلن يتمكن النظام من العمل بشكل طبيعي. لتجنب هذا الموقف ، يجب أن تلتزم بصرامة بالفترات الزمنية المحددة في التعليمات لكل نوع وقطر من الأنابيب وتنفيذ عدة وصلات اختبار لأقسام صغيرة..
أيضًا ، يجب أن تحدد بوضوح بقلم رصاص المسافة التي يتعمق بها الأنبوب ، بقطر 20 مم. عادة ما يكون 14 – 17 ملم.
تسخين منخفض وزاوية خاطئة وأخطاء أخرى
يرتكب العديد من المبتدئين عددًا كبيرًا من الأخطاء ، والتي تشمل ما يلي:
أرز. 11 طريقة إصلاح أنابيب البولي بروبلين عن طريق تسخين سطح الأنبوب الذي تم إصلاحه بفوهة
من أجل أن يكون لحام أنابيب البولي بروبلين في الأماكن التي يصعب الوصول إليها بجودة عالية ، فأنت بحاجة إلى اختيار مكواة اللحام المناسبة – يجب أن يوفر النموذج وصولاً سهلاً ودرجة حرارة التسخين المطلوبة دون الالتصاق بـ PPR. للراحة ، يتم تقسيم كل العمل إلى مرحلتين – أولاً ، يتم تثبيت السلاسل الطويلة في مكان مناسب ، ثم تنتقل إلى الجدران ، وتربط الأقسام بالوزن.
تثبيت أنابيب المياه تسخين المنزل والشقة إصلاح خط أنابيب مواسير قيم هذا المؤلف
إضافة تعليق إلغاء الرد
اسم *
بريد الالكتروني *
موقع
تعليق <textarea الإكمال التلقائي ="كلمة مرور جديدة" معرف ="cedf77f78b" الاسم ="cedf77f78b" cols ="45" الصفوف ="ثمانية" maxlength ="65525" مطلوب ="مطلوب" نائب ="تعليق"> <معرف textarea ="تعليق" aria-hidden ="حقيقية" الاسم ="تعليق" الإكمال التلقائي ="كلمة مرور جديدة" النمط ="المساحة المتروكة: 0! مهم ؛ مقطع: مستقيم (1 بكسل ، 1 بكسل ، 1 بكسل ، 1 بكسل)! مهم ؛ الموضع: مطلق! مهم ؛ مسافة بيضاء: الآنراب! مهم ؛ الارتفاع: 1 بكسل! مهم ؛ العرض: 1 بكسل! مهم ؛ تجاوز: مخفي ! الأهمية؛" تابينديكس ="-1">
أليكسي 08/22/2018 الساعة 17:53
قام بالتدفئة في جميع أنحاء المنزل من غلاية الغاز باستخدام نظام Leningradka. عند لحام أنابيب البولي بروبلين ، تم الحصول على عضادات صغيرة في بعض الأماكن ، قمت بطرح جميع الفروق الدقيقة في اللحام هنا ولم أعد أواجه هذه المشكلة.
للرد
أندري 04/02/2018 الساعة 17:31
يوم جيد للجميع. لا أعرف شيئًا عن الباقي ، لكن بالنسبة لي هذه المقالة مفيدة جدًا. أنا منخرط في تجديد الشقة وغالبًا ما أضطر إلى لحام أنابيب البولي بروبلين في أماكن يصعب الوصول إليها. طالما أنني أعمل ، كانت هذه المشكلة دائمًا ذات صلة. وفي هذا المقال يتم شرح كل شيء بكل بساطة وبشكل واضح. أنا مندهش لأنني لم أفكر في ذلك. شكرا جزيلا لك ، لقد جعلت عملي أسهل.
للرد
المثبت بتاريخ 04/05/2018 الساعة 09:48
عظيم ، أليكسي ، أن مادتنا أصبحت في متناول اليد! إذا كان لديك أي أسئلة ، فاكتب مباشرةً في التعليقات ، وسأجيب بالتأكيد وسيكون من المفيد للآخرين قراءتها!
للرد
مكسيم 03/30/2018 الساعة 20:54
بالنسبة لي شخصيا ، تبين أن هذه المقالة مفيدة للغاية. أنا فقط بحاجة إلى لحام أنابيب البولي بروبلين في الأماكن التي يصعب الوصول إليها. إن توظيف العمال مكلف ، لذلك قررت أن أقوم بذلك بنفسي. فكرت لفترة طويلة في كيفية القيام بذلك بشكل صحيح. أشكركم على مطالبتكم والشيء الرئيسي هو أن كل شيء موضح بشكل واضح وبسيط. أنا نفسي لم أكن لأخمن أبدًا ، كنت سأفشل ومن ثم سأضطر إلى إعادة كل شيء.
للرد
ربما يعجبك أيضا
0424 ما هي الأنابيب الأفضل لأنابيب السباكة المعدنية والبلاستيكية والبولي بروبيلين. يمكن اعتبار أن أنابيب البوليمر قد أزاحت تمامًا الأنابيب المعدنية من التطبيقات المنزلية
0347 أنابيب البولي بروبلين – أصناف وخصائص تقنية أدت خطوط الأنابيب المصنوعة من مواد لدن بالحرارة الاصطناعية إلى إزاحة جميع المعادن المنافسة عمليا
012.9 ك. مشبك الأنابيب – الأنواع والتصميم والأبعاد وجدول المسافة تستخدم خطوط الأنابيب المصنوعة من مادة البولي بروبيلين العادية والمعززة والبولي فينيل كلوريد والبلاستيك المعدني على نطاق واسع
010.4 ك. كيفية لحام أنبوب بالماء – عدة خيارات مجربة يتعين على كل متخصص مؤهل حل عدد من المهام الصعبة عند القيام بأعمال اللحام.
09.7 ك. استبدال الأنابيب في الحمام والمرحاض – اختيار مواد الأنابيب والأدوات وطرق وضع الأنابيب الحديثة المصنوعة من البوليمرات في كل مكان تحل محل الأنابيب الأكثر تكلفة التي يصعب تركيبها
011.7 ك. تجهيزات أنابيب البولي بروبلين – تشكيلة وخيارات الوصلات تحتل أنابيب البولي بروبلين مكانة رائدة في الاستخدام في البرودة والساخنة
014.5 ك. تركيب الأنابيب المعدنية والبلاستيكية – أنواع الأنابيب والأدوات والتكنولوجيا لقد وجدت خطوط الأنابيب المصنوعة من البلاستيك المعدني نظرًا لخصائصها الفيزيائية العالية تطبيقًا واسعًا
116 ألف. ما هي أنابيب SDR – فك التشفير واختيار الأنابيب المثلى تستخدم خطوط أنابيب البوليمر على نطاق واسع في أنظمة الإمداد بالمياه الباردة والساخنة المنزلية
تدابير وقائية
يعد العمل أثناء تركيب PPR أمرًا خطيرًا ويجب تنفيذه في ظل التقيد الصارم بقواعد السلامة والمعايير التكنولوجية لحام نطاقات الأنابيب التي تحددها الشركة المصنعة..
عند القيام بأعمال اللحام ، يجب اتباع القواعد العامة:
نصائح للمبتدئين
بديل للحام
في بعض الحالات ، على سبيل المثال ، في الأماكن التي يصعب الوصول إليها في الحمام أو في غرف أخرى ، لا يمكن إجراء أعمال اللحام. يمكن استبدال عملية اللحام بالنحاس عن طريق لصق الأنبوب بالتركيب باستخدام مذيب عضوي. له تأثير تليين قوي للغاية ، ولكنه في نفس الوقت شديد التقلب.
بعد تشحيم نهاية الأنبوب والتجويف الداخلي للتوصيل ، ينعم البلاستيك لفترة قصيرة ، يمكنك إجراء اتصال. تبدأ البلمرة العكسية في بضع ثوان.
ومع ذلك ، فإن هذه الطريقة أكثر ملاءمة لأنابيب PVC الأقل عرضة لللدونة الحرارية..
إذا كان هذا الخيار غير مناسب لسبب ما ، فيجوز استخدام ولاعة فائقة الشحن بدلاً من مكواة اللحام للأنابيب التي لا تخضع للضغط. يتم عرض طريقة الاتصال هذه في فيديو تعليمي أدناه. من المهم أن نفهم: لن يتم تحقيق توحيد اللحام على وجه التحديد بسبب التسخين البديل للأجزاء ، وبالتالي ، لا يمكن استخدام التكنولوجيا في التوصيلات الهامة.
تحليل أشهر الأخطاء عند لحام أنابيب البولي بروبلين
من الخارج ، يبدو أنه لا يوجد شيء صعب بشكل خاص في لحام أنابيب البولي بروبلين: الحرارة ، التوصيل ، البرودة – لقد تم ذلك. ومع ذلك ، من الناحية العملية ، اتضح أن هناك العديد من النقاط المهمة التي تؤثر على جودة توصيل الأنابيب والتجهيزات في هذا الشأن. يؤدي إهمال هذه الفروق الدقيقة إلى عيوب مختلفة تؤدي إلى انسداد وتسرب الأنابيب ومشاكل أخرى. تم اكتشاف بعض الأخطاء بعد بضعة أشهر فقط من بدء تشغيل خط الأنابيب ، عندما يكون الأسياد المحتملون قد اختفوا بالفعل..
بالنسبة لأنابيب اللحام والتجهيزات المصنوعة من مادة البولي بروبيلين ، غالبًا ما تستخدم طريقة الانصهار الحراري. جوهرها هو تسخين الأجزاء المراد لحامها إلى درجة حرارة معينة وربطها بسرعة. لتسخين الأجزاء ، يتم استخدام جهاز خاص ، يشار إليه عمومًا باسم “مكواة اللحام”. يتم عرض عملية لحام الأنابيب البلاستيكية بوضوح في الفيديو:
يقوم بعض مصنعي سخانات لحام الأنابيب البلاستيكية بتثبيت عنصرين من عناصر التسخين في وقت واحد على جهاز واحد. (هذا نموذجي للنماذج الصينية والتركية الرخيصة). يتم توفير مفتاح منفصل لكل منهم ، وتكون قوة كل عنصر كافية لتسخين الأنابيب والتجهيزات ذات القطر المحدد. لا تستخدم عنصري تسخين في نفس الوقت ، حتى لا يسخن البلاستيك أكثر من اللازم ، ولا تهدر الطاقة الزائدة. يجب استخدام السخان الثاني كاحتياطي ضروري في حالة تعطل السخان الأول.
إذا كان اللحام مجهزًا بدائرتين للتدفئة ، فيمكن تشغيلهما في نفس الوقت في بداية العمل لتسخين الأداة بشكل أسرع. ثم يجب تعطيل إحدى الدوائر.
تحتفظ مادة الأنابيب المسخنة بمرونتها لبعض الوقت (قصير جدًا). في هذه الثواني ، تحتاج إلى توصيل العناصر وإصلاح الاتصال ، مع التخلص من التشوهات. فقط في نهاية مرحلة “التثبيت” ، عندما تفقد المادة مرونتها ، يمكن وضع الأنابيب المتصلة على المنضدة.
تعتبر درجة الحرارة المثلى لتسخين أنابيب البولي بروبلين هي درجة حرارة 260 درجة. أثناء عملية التسخين ، من الضروري تسخين مادة الأنبوب بقوة كافية لضمان اتصال موثوق. في هذه الحالة ، يجب عدم ارتفاع درجة حرارة الأنبوب حتى لا يفقد شكله. للقيام بذلك ، راقب وقت التسخين. اعتمادًا على قطر الأنابيب ، يمكن أن يكون:
إذا لم يتم تسخين الأنبوب إلى درجة الحرارة المطلوبة ، فسيكون الاتصال ضعيفًا جدًا ، بمرور الوقت ، سيتشكل تسرب هناك. يمكن أن يؤدي ارتفاع درجة حرارة الأنبوب إلى ترهله وانخفاض نفاذه..
هناك نماذج لأجهزة لحام أنابيب البولي بروبلين بمقبض التحكم في درجة الحرارة أو بدونه. تم تحديد القدرة على تغيير درجة الحرارة من خلال اعتبارات التسويق الخاصة بالشركة المصنعة بدلاً من الحاجة العملية. يوصي المحترفون بضبط درجة الحرارة بشكل صحيح (260 درجة) وعدم تغييرها في المستقبل ، مع التركيز على وقت التسخين. لذلك ، فإن النماذج القديمة من “مكاوي اللحام” ، التي لا يوجد فيها منظم لدرجة حرارة التسخين ، مناسبة تمامًا للحام عالي الجودة لأنابيب البولي بروبلين.
يتم تسخين الأنابيب وتوصيلها ، والآن من المهم تبريدها بشكل صحيح. يستغرق الأمر نفس القدر من الوقت لإكمال مرحلة “التثبيت” كما هو الحال بالنسبة للتدفئة. إن الحرفيين عديمي الخبرة في عجلة من أمرهم ، فهم يوقفون العملية قبل هذه الثواني القليلة ، مما يتسبب في تشوه الاتصال. لا تعتقد أن ساعة الإيقاف ضرورية للغاية للعمل مع أنابيب البولي بروبلين. يحسب الحرفيون ذوو الخبرة وقت التبريد بالتدفئة تلقائيًا ، دون أي أجهزة.
مجموعة الأخطاء التي تحدث عند لحام أنابيب البولي بروبلين واسعة جدًا. غالبًا ما تكون هذه:
ليس من الصعب تجنب هذه الأخطاء إذا تمت ملاحظة الدقة والحذر والمستوى المهني العالي لفناني الأداء أثناء اللحام..
الخطأ الأول – الأوساخ والماء على عناصر التوصيل
يجب على عامل التركيب المحترف مسح جميع الأجزاء الملحومة قبل بدء العمل لإزالة الأوساخ المحتملة. يجب أيضًا الانتباه إلى حالة الأرضية في غرفة اللحام ، حيث يتم وضع الأنابيب على الأرض وتعود الأوساخ إليها. عند تفكيك أنبوب معيب ، يمكنك غالبًا العثور على شريط واضح من الأوساخ بطول المفصل بالكامل..
يمكن أن تكون المياه المتبقية في الأنبوب مميتة للتوصيل. تتحول بضع قطرات إلى بخار أثناء التسخين ، وتتشوه المادة وتفقد قوتها. لإزالة الماء من الأنبوب ، يكفي ملء الأنبوب بالملح أو دفع فتات الخبز المتفتت إلى الداخل. في نهاية العمل ، بالطبع ، يجب شطف الأنبوب جيدًا. يمكن أن يظل الاتصال بمثل هذه العيوب مستقرًا حتى أثناء العقص ، ومع ذلك ، بعد فترة (قد يستغرق الأمر عامًا كاملاً في بعض الأحيان) ، سيظهر تسرب بالتأكيد. يحدث خطأ مشابه عند لحام الأنابيب المستقرة إذا تمت إزالة الرقاقة من الطبقة المتوسطة بلا مبالاة. حتى قطعة صغيرة من الرقائق عند التقاطع ستؤثر بشكل كبير على جودة التركيب..
لا يجب أن تكون الأنابيب نظيفة فحسب ، بل يجب أيضًا أن تكون مكواة اللحام. يجب على السيد إزالة جزيئات البولي بروبلين المنصهر على الفور من جميع عناصر أداته ، وإلا فإنها ستقع على الأنبوب التالي.
الخطأ الثاني – تحديد المواقع بشكل غير صحيح
بعد توصيل الجزأين المسخنين من الأنبوب ، يكون لدى رئيس العمال بضع ثوانٍ فقط لوضعهما بشكل صحيح فيما يتعلق ببعضهما البعض. كلما كانت هذه الفترة أقصر ، كان ذلك أفضل. إذا تم تجاوز الحد الزمني ، يصبح التشوه غير قابل للانعكاس وتقل قوة المفصل..
يحاول الحرفيون عديمي الخبرة أحيانًا إزالة الترهل الذي يظهر أثناء عملية اللحام على الفور. لا يجب عليك القيام بذلك ، لأن المفصل غير المبرد في هذه اللحظة يمكن أن يتشوه بسهولة. يجب إزالة الانزلاق بعد أن يبرد الاتصال. والأفضل من ذلك ، لا تفرط في تسخين الأنبوب ، فلن يظهر الترهل ببساطة.
الخطأ الثالث – مادة مختارة بشكل غير صحيح
إذا تم اختيار أنابيب البولي بروبلين منخفضة الجودة غير مكلفة للتركيب ، فلن يحمي حتى التركيب الأكثر مهارة أصحاب المنازل من التلف. من الأفضل شراء الأنابيب والتجهيزات من نفس المورد الموثوق به ، واختيار شركة جيدة ، وما إلى ذلك. البخيل يدفع مرتين.
هناك مشكلة أخرى من هذا النوع وهي محاولة توصيل أنبوبين عالي الجودة من جهات تصنيع مختلفة. قد يختلف التركيب الكيميائي لهذه العناصر ، وبالتالي ، فإن هذه الأنابيب سوف تتصرف بشكل مختلف عند تسخينها. في ظل هذه الظروف ، يكاد يكون من المستحيل تحقيق اتصال موثوق..
الخطأ الرابع – إهمال قواعد التثبيت
ينتج ضعف جودة لحام أنابيب البولي بروبلين عن أخطاء مختلفة أثناء توصيل التركيب والأنبوب. على سبيل المثال ، إذا لم يتم إدخال الأنبوب بالكامل في الوصلة ، تتشكل فجوة بين حافته والتوقف الداخلي للتركيب. والنتيجة هي موقع يكون فيه القطر الداخلي أكبر ويكون سمك الجدار فيه أقل من المخطط. لن يكون ضغط التشغيل المصمم لمثل هذا القسم مرتفعًا بدرجة كافية ، فقد تكون الأحمال العادية مفرطة هنا ، مما يؤدي إلى حدوث تسرب..
من غير المقبول أيضًا استخدام القوة المفرطة عند إدخال الحافة المسخنة للأنبوب في التركيب. في هذه الحالة ، يمكن أن يتشكل ترهل كبير في الداخل. نتيجة لذلك ، ستكون نفاذية خط الأنابيب أقل من المؤشرات المحسوبة ، مما سيؤثر سلبًا على تشغيل خط الأنابيب..
في بعض الأحيان يصبح كسل الإنسان العادي أو الإهمال سببًا للانتهاكات. على سبيل المثال ، يجب استبدال التركيبات التالفة في عملية اللحام بالنحاس بأخرى جديدة. إذا لم يكن الجزء الضروري في متناول اليد ، فإن الحرفيين المهملين يقومون ببساطة بلحام الوصلة من طرف إلى طرف بالأنبوب. لبعض الوقت ، سيستمر هذا الاتصال ، ولكن بمرور الوقت ، لا يزال يتعين حل مشكلة التسرب..
الفروق الدقيقة في العمل: كيفية لحام الأنابيب البلاستيكية دون مشاكل
توضح التعليمات المذكورة أعلاه الأحكام العامة لحام أنابيب البولي بروبلين. ولكن هناك نقاط مثيرة للاهتمام يمكن أن تخلط بين سيد عديم الخبرة..
نحن نعمل في منضدة العمل و “في الموقع”
لا يمكن لحام جميع عقد خط الأنابيب المستقبلي بسهولة على طاولة العمل المعدة. بالطبع ، يجب تنفيذ الحد الأقصى من العمل هناك ، وهذه النقطة ليست على الإطلاق في الراحة الشخصية للسيد – لذلك هناك خطر أقل من الاتصال غير الصحيح للعناصر. لكن في بعض الأحيان يكون مطلوبًا لحام الأجزاء “في مكانها” ، لذلك من الأفضل تحديد مخطط الاتصالات المستقبلية مسبقًا على الحائط أو الأرضية أو السقف ، وإصلاح المشابك التي ستثبت الأنابيب في الموضع المطلوب.
نصلح آلة اللحام
عند إدخال وإزالة العناصر الساخنة ، فإن سطح الطاولة ، غير مثبت بأي شكل من الأشكال ، سوف يهتز “الحديد” في اتجاهات مختلفة. هذا يؤدي إلى كل من مشاكل استخراج الشظايا والحروق (عند محاولة الإمساك بالجهاز المتساقط) ، وكذلك إلى تكسرها..
لذلك ، من الأفضل تثبيت مكواة اللحام على طاولة العمل أو سطح المكتب بأي طريقة متاحة – باستخدام “أصلي” أو مضافًا إلى مشبك الهيكل والبراغي وما إلى ذلك..
التجريد مطلوب!
أحد الأمثلة اللافتة للنظر هو ربط المنتجات المقواة بالألمنيوم ليس بالخارج ، ولكن في منتصف الجدار..
من أجل لحام أنابيب البولي بروبلين بشكل صحيح ، من الضروري تجريد طبقة الألمنيوم – ولكن كيفية القيام بذلك إذا كانت موجودة بين الطبقات البلاستيكية ، وليس بالخارج?
لهذا الغرض ، توجد أداة تشذيب خاصة تسمح لك بإزالة رقائق الألومنيوم بين الطبقات..
يتم إزاحة حواف القطع “التي تقشط” الرقاقة إلى منتصف المنتج. هذا يزيل الألمنيوم ويترك البلاستيك في مكانه – الأنبوب جاهز للحام..
تُظهر الصورة كيف يبدو التقاطع بين الأجزاء المجهزة (على اليمين) وغير المعدة (على اليسار). من الواضح أنه في الحالة الأولى ، تبين أن الالتصاق كان كثيفًا ، وفي الحالة الثانية ، يكون التشوه واضحًا للعيان. مع الاستخدام قصير المدى ، لا يهم هذا العيب ، ولكن بالنسبة لخطوط الأنابيب التي يتم من خلالها توفير الماء الساخن (من غلاية أو غلاية التدفئة) ، من الممكن إزالة الضغط وفشل الاتصالات.
يوضح الرسم التخطيطي عواقب الوصلة الفضفاضة لأنبوبين ملحومين على ما يبدو ، وتفكيك المنتج وانتفاخ طبقة البولي بروبيلين الخارجية أثناء التشغيل..
هام: لا تحتاج الأنابيب المقواة بالألياف الزجاجية إلى التجريد! ويرجع ذلك إلى حقيقة أن درجة حرارة اللحام المعتمدة للبولي بروبلين تسمح بصهر الألياف الزجاجية إلى نقطة الانتشار..
قطع صحيح
يبدو أحيانًا للمستخدمين أن قطع الأنبوب بشكل غير مباشر – بزاوية 45 درجة – يمكن أن يزيد من منطقة التلامس وبالتالي يقوي اللحام. هذا هو الحال في الواقع ، ولكن مع هذا النوع من التشذيب ، تنشأ المشاكل:
العقدة الأخيرة غير ملحومة!
يحدث هذا إذا قام عامل لحام عديم الخبرة بحساب أطوال وموقع أجزاء خط الأنابيب بشكل غير دقيق. عندما لا يكون من الممكن إدخال مغزل مع فوهات ووصلة بين آخر عنصرين ملحومين ، يمكنك حل المشكلة بشكل مختلف – يتم إدخال معدن اللحام في العناصر المراد توصيلها.
يتيح لك هذا الزوج الملولب مع الجوز الاتحاد ربط جزأين بإحكام وجودة عالية ، وفي نفس الوقت ، يتم لحامهما دون أي مشاكل..
ألن تكون تطارد الرخص يا بوب
إن محاولة توفير المال عند شراء الأنابيب والتجهيزات محفوفة بالتسريبات وانتفاخ الأنابيب في المستقبل ، لذلك من الأفضل شراء المنتجات من الشركات المصنعة الموثوقة.
من الضروري أيضًا التخلي عن مجموعة المنتجات من شركات مختلفة – يؤدي أحيانًا اختلاف طفيف في تكوين أو تقنية إنتاج السلع إلى مشاكل حرجة في الاتصالات الجاهزة.
افضل ماكينات لحام مواسير البولي بروبلين حتى 1000 وات
باستخدام هذا المؤشر ، يتم إنتاج آلات اللحام من كلا الشكلين (الخنجري والأسطواني). ميزتها هي عنصر تسخين واحد بالداخل ، ونتيجة لذلك يتم تسخين القوالب ولحام الأنابيب ببطء..
فيما يتعلق بالمعدات ، كل هذا يتوقف على التكلفة: النماذج البسيطة جدًا لها مؤشر ضوئي فقط ومفتاح تشغيل وإيقاف وجهاز تحكم في درجة الحرارة. أغلى منها مزودة بشاشة وتدعم إلكترونيًا الإعدادات المحددة بدقة. سيساعدك تصنيف مكاوي اللحام الخاصة بلحام أنابيب البولي بروبلين بقوة تصل إلى 1000 واط على اختيار الأداة المناسبة.
إنفورس 03-24-01
طراز ممتاز من مصنع روسي ، مزود بشاشة رقمية وتحكم إلكتروني في درجة الحرارة. يتم التحكم عن طريق أربعة أزرار على الجانب الأيمن من العلبة. تحتوي المكواة على ثلاث فتحات لتثبيت الملحقات.
+إيجابيات Inforce 03-24-01
-سلبيات إنفورس 03-24-01
انتاج. آلة جيدة لحام الأنابيب البلاستيكية من مختلف الشركات المصنعة. تحافظ الإلكترونيات على العدد المحدد من الدرجات بدقة + -5 ، مما سيساعد على عدم حرق النهايات وعمل مفاصل ناعمة دون ترهل. إن مكواة اللحام هذه هي الأفضل للحام غير المستعجل حيث يكون المظهر الجمالي للاتصالات النهائية مهمًا للغاية..
GPW-1000 العملاق
مكواة لحام بسيطة من مصنع روسي بقوة 1000 واط. يحتوي على متحكم ميكانيكي في درجة الحرارة ، واثنين من الثنائيات لبيان التشغيل ، وحامل مستطيل على المنضدة. يحتوي عنصر التسخين على فتحتين لتركيب فوهات بمسافات مختلفة من الحافة.
+مميزات Gigant GPW-1000
-سلبيات Gigant GPW-1000
انتاج. آلة اللحام بسيطة للغاية وليست مصممة للمهام المعقدة. لذلك ، فإن سعره هو من أقل الأسعار. إنه مثالي للاستخدام الشخصي عند تركيب نظام التدفئة أو السباكة. تسمح الفوهات من 20 إلى 63 مم بتركيب نظام إمداد بالمياه من أي قطر في هذا النطاق.
Elitech SPT 1000
مكواة لحام بقضيب مضغوط لأنابيب البولي بروبلين بأقطار من 16 إلى 32 مم. بقوة 1000 واط وثرموستات من النوع الميكانيكي. يوجد حامل معدني على شكل صفيحة صغيرة قابلة للطي.
+الايجابيات من Elitech SPT 1000
-سلبيات Elitech SPT 1000
انتاج. آلة اللحام هذه مناسبة للتجميع الذاتي للأرضية الدافئة في منزل خاص. باستخدام قضيب مضغوط ، من السهل الزحف أسفل الاتصالات الأخرى والإرساء في الموقع. الوصلة مقاس 16 مم مثالية لتوجيه الأنابيب الضيقة بالقرب من بعضها البعض.
عيار SVA-1000T
كاوية لحام رود من المصنع الروسي “كاليبر” بثلاث فوهات احذية وبقوة 1000 واط. في الجزء العلوي ، يحتوي على صمامين ثنائيين للإشارة إلى الاتصال بالشبكة والوصول إلى درجة الحرارة المحددة.
+الايجابيات
-سلبيات
انتاج. هذا هو أفضل جهاز لحام أنابيب البولي بروبلين في مطبخك أو حمامك ، من أجل توصيل الأسلاك بدلاً من الاتصالات الفولاذية. سيكون من المناسب لهم العمل حتى للمبتدئين. تتمثل ميزة النموذج في وزنه البالغ 1 كجم ، لذا فإن الحفاظ على وزن مكواة اللحام لن يؤثر على جودة التماس..
متخصص PTP-1000
تم تصميم مكواة اللحام من أجل لصق أنابيب PP ، PVC ، LDPE ، HDPE باستخدام طريقة المقبس ، وتسخين الأجزاء المدرجة إلى درجة حرارة الانصهار لتوصيلها اللاحق. يمكن تركيبه على حامل للعمل المريح. يسخن عنصر التسخين منصة العمل والرؤوس الثابتة القابلة للتبديل. يسمح لك بإصلاح مرفقين في نفس الوقت. تتكون المصفوفات من جزأين. تتميز الماكينة بمقبض مريح وثرموستات يوفر نظام درجة الحرارة المطلوبة حسب درجة حرارة الهواء والأنبوب المستخدم. يمكن استخدام أدوات السباكة في المناخات المعتدلة ذات الرطوبة النسبية التي لا تزيد عن 80٪.
من الإيجابي ، يمكن للمرء أن يميز:
نقاط سلبية:
يحظر العمل في ظروف الرطوبة العالية.!
ZUBR AST-800
تستخدم آلة اللحام في لحام الأجزاء البلاستيكية. تضمن قوة 800 واط بدء تشغيل سريع للجهاز ومعدل لصق جيد. تم تصميم فوهات التسخين غير اللاصقة من التفلون للأنابيب بأقطار مختلفة. لا التصاق البلاستيك المصهور. جسم آلة اللحام مزود بمؤشرات تحذيرية بشأن التوصيل والتسخين. يتم تخزين جميع الأجزاء في صندوق معدني ، مما يلغي فقدانها أثناء النقل. يوفر المقبض المطاطي قبضة آمنة. يتم ضمان الاستقرار الهيكلي من خلال الحامل المضمن.
يسلط مشترو هذا النموذج الضوء على المزايا التالية:
يتم ملاحظة العيوب أيضًا:
بورت BRS-1000
جهاز اللحام بغطاء متحرك مع عنصر تسخين مصمم لربط الأجزاء المصنوعة من المواد التركيبية والتجهيزات المصنوعة من PV و PE و PP و PVDF. يجب اختيار حلمات التسخين وصناديق المحور حسب حجم الأنابيب. يتم تثبيتها على عنصر التسخين عن طريق مفتاح ربط بدبوس. يمكن تجهيز عنصر تسخين واحد بفتحتين. عند توصيل الجهاز بالشبكة ، يتم تشغيل أحد عناصر التسخين أو كليهما. بعد الإحماء ، يقوم منظم الحرارة بإيقاف تشغيل مصدر الطاقة ، وتنطفئ الإضاءة الخلفية ، لإعلامك بأن مكواة اللحام جاهزة للعمل. يتضمن اللحام المقبس تداخل الأنبوب الدائري والجزء المشكل. لحام لديه العديد من المراجعات السلبية والإيجابية..
من بين المزايا:
من السلبيات يلاحظون:
كاليبر SVA-900T
يتم شراء الأدوات اليدوية للحام المقبس لأنابيب البولي بروبلين والتجهيزات الصغيرة. لا يمكن العمل إلا في حالة عدم وجود الغازات المسببة للتآكل. الهيكل مركب على حامل. يتم تثبيت منظم الحرارة وعنصر التسخين في الجسم ، والذي يعتبر ، مع الرؤوس المزدوجة ، أداة العمل الرئيسية. يعتمد وقت الذوبان على أبعاد الأنبوب والتركيب. درجة حرارة اللصق المثلى هي 260 درجة. يتم التعديل بواسطة مقبض الثرموستات..
يقوم المشترون بتقييم هذا النموذج بطرق مختلفة ، مع إبراز المزايا التالية:
السلبيات الذاتية هي:
كولنر KPWM 800MC
إن معدات لحام الأنبوب البلاستيكي مُجهزة بـ 6 فوهات مطلية خاصة ، مما يجعل اللحام أسهل. يستهلك الجهاز 800 واط من الطاقة ، مما يدل على كفاءته وموثوقيته. يسخن على الفور إلى درجة حرارة التشغيل 300 درجة مئوية. يتم إرفاق فوهات ضرورية للسباكة ، وحامل ضخم لتثبيت وتثبيت مكواة اللحام وحاوية لتخزين المعدات والملحقات. بعد اللحام ، من الضروري الاحتفاظ بالاتصال لفترة قصيرة للتزاوج وتبريد العناصر الملحومة. يتميز بكابل طويل بطول 2 متر. الجسم مصنوع باللون الأصفر.
من المزايا ، تجدر الإشارة إلى:
مكواة اللحام لها عيب واحد فقط ، وهو عدم ثبات الركيزة ولا يؤثر على الوظيفة. يمكن صنع الحامل باليد.
افضل ماكينات لحام انابيب البولي بروبلين بقوة تزيد عن 1000 واط
تتمتع ماكينات اللحام في هذه الفئة بقدرة من 1500 إلى 2000 واط. تتميز هذه المعدات بالتسخين المتسارع ، مما يزيد من الإنتاجية – يمكن عمل المزيد من الوصلات في نفس الوقت. أما فيما يتعلق بضيق التماس ، فلا يوجد فرق في الجودة مع الموديلات الأقل قوة.
تم تجهيز مكاوي اللحام هذه لأنابيب البولي بروبلين ، كقاعدة عامة ، بعنصري تسخين يمكن تشغيلهما في وقت واحد أو بالتناوب ، مما يسمح لك بتحديد درجة الحرارة ووقت التسخين بدقة ، بالإضافة إلى استهلاك الطاقة. تتميز هذه النماذج بمجموعة أكثر ثراء وهي مناسبة بشكل أفضل للاستخدام المهني..
انفورس 03-12-02
جهاز بقوة 1700 واط مزود بمفتاحين للتبديل يسمحان بالعمل في أحد الأوضاع الثلاثة: 700 واط ، 1000 واط ، 1700 واط. مزودة بقوس لوضع أفقي على المنضدة أو للتثبيت في وضع رأسي وملزمة تثبيت.
+إيجابيات Inforce 02-12-03
-سلبيات إنفورس 03-12-02
انتاج. هذه هي أفضل مكواة لحام لأنابيب PP بسبب فتحاتها عالية الجودة. طلاء التفلون سميك ويستغرق وقتًا طويلاً لإزالة آثار البلاستيك على المصفوفة. الجهاز مناسب تمامًا للاستخدام المتكرر في المواقع ذات حجم العمل الكبير.
باتريوت بي دبليو 205
مكواة لحام بقوة 2000 واط مع ثلاثة ثقوب في السخان لإصلاح القوالب بمسافات مختلفة من الحافة. مزود بمفتاحي طاقة وثرموستات على الجانب الأيمن من العلبة. مزودة بحامل على شكل X..
+إيجابيات PATRIOT PW 205
-سلبيات PATRIOT PW 205
انتاج. آلة لحام أنابيب البولي بروبلين هذه مناسبة تمامًا للتطبيقات التي تكون فيها السرعة أولوية. تبلغ طاقة السخانين في المجمل 2000 واط ، لذا فإن تسخين طرف الأنبوب والتركيب سيستغرق أقل وقت ممكن وفي يوم عمل واحد سيكون من الممكن إجراء عدد كبير من الوصلات.
Elitech SPT 1500
تبلغ قوة مكواة اللحام 1500 واط ومجموعة من القوالب للأنابيب التي يبلغ قطرها من 20 إلى 63 ملم. يتم شحذ الجزء الأمامي من المكواة لتحسين الوصول إلى المساحات الضيقة.
+الايجابيات من Elitech SPT 1500
-سلبيات Elitech SPT 1500
انتاج. خيار ممتاز للسيد في العمل الميداني. تتضمن المجموعة كل ما تحتاجه لتركيب مصدر مياه أو تدفئة: شريط قياس ، قاطع أنابيب ، مستوى ، قفازات. سيسهل السخان الحاد التشغيل اليدوي لرسو السفن في المساحات الضيقة.
شتورم TW7218
بقوة 1800 واط مع وضع تشغيل واحد والتحكم في درجة الحرارة من 0 إلى 300 درجة. عنصر التسخين الأسطواني مطلي بطلاء غير لاصق ليظل نظيفًا لفترة أطول.
+مميزات جهاز STURM TW7218
-سلبيات STURM TW7218
انتاج. نظرًا لشكلها المضغوط وقضيبها القصير وقوتها العالية ، يسهل عليهم توصيل الأسلاك من غرفة الغلاية المحيطة بالمنزل ، وتزويد الإمداد من الأسفل إلى مشعاع التدفئة ، وتشغيل الغلاية من الخلف وتوصيل مضخة الدورة الدموية بالمبرد. النظام. يسمح وجود فوهة بقطر 16 مم باستخدامها عند تركيب التدفئة تحت الأرضية.
دينزل DWP-2000
آلة اللحام تربط أنابيب البولي بروبلين والمعدن والبلاستيك في المنزل. أثناء التشغيل ، يحدث تسخين وتليين وتركيب مكونين متصاعدين. هناك إمكانية لضبط التدفئة. مزودة بستة قوالب قابلة للتبديل لربط الأجزاء بأقطار 20-63 مم. تمنع الفتحات المطلية بالتفلون التصاق العناصر البلاستيكية. مناسبة للأماكن المنزلية وشبه المهنية.
يتميز الجهاز بالمميزات التالية:
من بين أوجه القصور ، يمكن للمرء أن يلاحظ الطول الصغير لكابل الإمداد والجودة المنخفضة للمقص المزود لأنابيب البولي بروبلين. الجهاز حاصل على تصنيف عالي ومراجعات فيديو ممتازة يمكن العثور عليها على شبكة الإنترنت..
شتورم! TW7219
آلة اللحام هي مساعد حقيقي للعصاميين والمهنيين. يستخدم على نطاق واسع في مجال أعمال السباكة ، وينضم بسرعة وبشكل موثوق إلى أنظمة الأنابيب. المادة المنصهرة لا تلتصق بأسطح اللحام. يوجد عنصرا تسخين يمكن تشغيلهما بشكل منفصل. يتراوح قطر الفتحات من 20 إلى 63 ملم. الجهاز مزود بلوحة تسخين خاصة مثبتة في أخدود الغلاف. يسهل على الحرفي العمل بمكواة اللحام بفضل مسند القدمين. يشير المؤشر إلى تسخين الجهاز ، وينطفئ تلقائيًا عند الوصول إلى درجة الحرارة القصوى.
مميزات الجهاز هي:
من السلبيات يمكن ملاحظتها:
عند صيانة الجهاز ، استخدم فقط الأجزاء والملحقات الأصلية القابلة للاستهلاك. خلاف ذلك ، قد ينكسر الجهاز..
فالتيك ER-04
تستخدم أداة السباكة في اللحام المقاوم لأنابيب البولي بروبلين والوصلات. معبأة في صندوق معدني مع قاعدة ، ومستوى ، ومجموعة من عناصر التسخين القابلة للاستبدال بأقطار مختلفة ، ومقص ، وشريط قياس ومفتاح سداسي لتثبيت القوالب. وشملت التعليمات دليل. تسخن مكواة اللحام الكهربائية في 10 دقائق. يوجد مصباح مؤشر لتشغيل والتحكم في التدفئة على جسم الجهاز ، ويمكن تعديل درجته.
تتميز مجموعة معدات اللحام بالمزايا التالية:
من بين أوجه القصور التي لوحظت:
DIOLD ASPT-4
تستخدم آلة اللحام باستهلاك طاقة مقدّر 1500 واط على نطاق واسع في الحياة اليومية. تختلف سهولة الاستخدام ، وتتيح لك تركيب نظام خطوط الأنابيب بسرعة لأي غرض. يتم العمل عن طريق طريقة اللحام متعدد الانصهار للألواح البلاستيكية. يضمن اللحام غير الملحوم قوة ربط عالية. تشتمل مجموعة التوصيل على جهاز ، حامل ، مجموعة من 6 قوالب قابلة للتبديل (20 ، 25 ، 32 ، 40 ، 50 ، 63 مم) ، برغي ، مفتاح ربط ، مفك براغي ، شريط قياس ، قفازات ، مقص ، تقني توثيق. مدعوم من أنابيب قياسية مع مقبس توصيل مدمج.
مزايا DIOLD ASPT-4 هي:
سلبيات النموذج:
كاندان CM-06
جهاز لصق أنابيب البولي بروبلين موثوق به وسهل التشغيل ومتواضع في الصيانة. إنه غير مكلف. تستخدم لأعمال السباكة مع الأنابيب والتجهيزات د 16-50 مم. مجهزة بالأدوات اللازمة للحام ومعبأة في علبة معدنية. توجد أطراف تفلون بقطر 20،25،32،40 مم ، قاطعة ، حامل على شكل صليب ، مستوى ، مفاتيح ، شريط قياس. تم تجهيز المفاتيح بأضواء مؤشر لمراقبة التسخين. يحافظ منظم الحرارة على درجة الحرارة المطلوبة. يسمح لك عنصر التسخين المزدوج بتثبيت 3 مصفوفات في نفس الوقت. سلك الطاقة المقاوم للحرارة يتحمل درجات الحرارة العالية.
الخصائص الإيجابية للجهاز هي:
لا عيوب ، باستثناء المقص الضعيف..
Wester DWM 1500 جنيه
الجهاز مصمم لربط الأنابيب البلاستيكية الحرارية في أي موضع. مدعوم بشبكة كهربائية قياسية 220 فولت. الطاقة وفقًا لورقة البيانات هي 1500 واط. مناسب للأنابيب التي يصل قطرها إلى 63 مم. تتمثل إحدى ميزات ماكينة اللحام في القدرة على إرساء الأجزاء بسماكات مختلفة للجدار. يحافظ على درجات الحرارة من 0 إلى 300 درجة مئوية. 6 فوهات مناسبة للمواسير الأكثر شيوعًا.
النموذج له المزايا التالية:
مساوئ عامل اللحام:
Wert WPT 1600
تقوم المعدات عالية الطاقة بعمل لصق عالي الجودة لأنابيب البولي بروبلين عند تركيب نظام إمداد بالمياه في المباني السكنية وغير السكنية. على الرغم من السعر المنخفض ، فإن الطراز ليس أدنى من الأجهزة الاحترافية. يتم لحام الحديد بشكل موثوق بهياكل بقطر 20-40 مم ، ويتم استبعاد التسريبات عند التماس. يتم التوصيل من طرف إلى طرف ولا يتطلب أجزاء إضافية. يتم تضمين حامل للتثبيت الآمن للجهاز. هناك مؤشرات للتدفئة والاتصال بالتيار الكهربائي. الجهاز معبأ في صندوق معدني ، ويتكون من الآلة نفسها ، ودعامة ، ومجموعة فوهات ، ومفتاح سداسي ، ومفك براغي ، ومسامير.
مزايا هذا النموذج:
مساوئ تركيبات السباكة هي:
AQUAPROM ASP.1.5 / 6
يصنع مكواة اللحام وصلات ملحومة من الأجزاء البلاستيكية. تنتمي المعدات إلى فئة المنزل ، لكن الطاقة الإجمالية البالغة 1.5 كيلو واط كافية لاستخدامها ليس فقط للمنزل ولكن أيضًا للاحتياجات المهنية. يتكون التصميم من 3 أجزاء: مقبض ، مبيت به ترموستات ، جزء تسخين. قبل بدء اللحام ، يتم توصيل الجهاز بشبكة كهربائية 220 فولت. شكل التسخين هو الخنجري. تشتمل المجموعة على شريط قياس وصندوق بلاستيكي ومفاتيح لربط 6 فوهات مقترنة. تباع الرؤوس الكبيرة بشكل منفصل. قبل شراء منتج ، يوصى بأن تتعرف على جوانبه الإيجابية. يوصي المشترون بهذا الجهاز للاستخدام المنزلي.
مزاياه هي:
بالنسبة للأجهزة المنزلية ، فإن العيوب لا تذكر. يشتكي العديد من الحرفيين من موقف متذبذب وحالة ذات نوعية رديئة..
التحضير لتركيب نظام إمداد المياه من أنابيب البولي بروبلين
من الآمن أن نقول إن التحضير عالي الجودة لتجميع الأسلاك يحدد إلى حد كبير أدائه ومتانته..
اختيار مخطط الأسلاك
يوجد حاليًا مخططان رئيسيان لتركيب الأنابيب:
نقطة الإنطلاق – مع ذلك ، يتم توصيل كل مستهلك للمياه بأنبوب مركزي متصل بالناهض. لهذا ، يتم استخدام المحملات..
عيب مثل هذا المخطط هو حقيقة أنه مع الفتح المتزامن لعدة صنابير ، ينخفض الضغط في أنبوب الإمداد بشكل حاد ويقل تدفق المياه في كل منها. تتأثر نقاط الإعراب البعيدة عن الناهض بشكل خاص.
النقطة السلبية الثانية هي أنه إذا ظهرت الحاجة إلى إصلاحات حالية ، فيجب عليك إيقاف تشغيل دائرة إمداد المياه بالكامل لهذا الوقت.
تُستخدم دوائر الإنطلاق في الشقق أو المنازل الخاصة الصغيرة. تشمل المزايا سهولة التركيب والاستهلاك المنخفض نسبيًا للمواد..
مخطط الأسلاك جامع. تتكون طريقة تشكيل شبكة إمداد المياه من حقيقة أن أنبوب الإمداد يتم توصيله من الناهض إلى المركز الطبوغرافي لنظام إمداد المياه وينتهي بتركيب المشط.
المشط عبارة عن أنبوب فرعي قصير مزود بمنافذ ملولبة لصمام كروي مثبت عليه. وبالتالي ، يتم تكوين وحدة توزيع ، يتم من خلالها توصيل الأسلاك إلى نقاط الاستهلاك..
نتيجة لذلك ، من الممكن إغلاق أي نقطة من نقاط استهلاك المياه بشكل منفصل. يستمر باقي النظام في العمل كالمعتاد بنفس تدفق المياه.
أوضاع درجة الحرارة للتشغيل
يعلن مصنعو منتجات السباكة عن درجة حرارة قصوى لسائل التبريد عند 95 درجة. ومع ذلك ، فإن الخصائص الفيزيائية للمادة تختلف إلى حد ما عن هذا المؤشر..
يبدأ تليين البولي بروبلين في الظهور عند درجة حرارة حوالي 140 درجة ، ويحدث الذوبان عند 175. مع أخذ هذه المعلمات في الاعتبار ، يمكننا أن نستنتج أن هذه المادة مناسبة لأي أنابيب لتسخين المياه ، باستثناء البخار.
درجة حرارة التشغيل في خطوط البخار بالضبط 175 درجة.
يبدو ، ما الذي يمكن أن يكون أفضل؟ لكن خصوصية المادة هي أنها تبدأ في التليين من درجة حرارة 135 درجة. تبدأ التخطيطات في الترهل ، والتخفيف ، ثم الانهيار في النهاية.
يعلن مصنعو أنابيب البولي بروبلين رسميًا عن انخفاض درجة الحرارة المسموح بها بشكل كبير ، ويرغبون في تأمين منتجاتهم وجعلها أكثر متانة.
تجدر الإشارة إلى أنه في المسكن المجهز بشكل صحيح مع الحماية الحرارية الكافية للجدران ، تكون درجة حرارة التشغيل كافية تمامًا.
تجدر الإشارة إلى أنه من المستحسن استخدام أنابيب البولي بروبلين المقواة في أنظمة التدفئة ، والتي لها عدد من المزايا:
نصيحة إختصاصية
لضمان أقصى قدر من الموثوقية لمفاصل خطوط الأنابيب ، ينصح الخبراء بالالتزام بالمتطلبات التالية:
لحام في الأماكن والزوايا التي يصعب الوصول إليها
عند لحام الأنابيب الموجودة في أماكن يصعب الوصول إليها ، على سبيل المثال ، بالقرب من سطح الجدران أو الأسقف ، يتم استخدام تقنية خاصة ، والتي تتمثل في التسخين المتسلسل لأقسام الوصلة المباشرة والتزاوج باستخدام آلة لحام. يستغرق الأمر مزيدًا من الوقت لتسخين شفة المقطع المستقيم بحيث لا يتوفر لها الوقت لتبرد أثناء تشغيل نظير قطعة العمل.
يمكن تحقيق نعومة الخط في أماكن وصلات الزوايا للأنابيب باستخدام محولات وتركيبات الزاوية الخاصة. في هذه الحالة ، من المهم تحديد عمق دخولها في جسم قطعة الزاوية بدقة شديدة مسبقًا على أنابيب الإمداد..
توصيل الأنابيب البلاستيكية بدون لحام
لا يلزم لحام الأنابيب البلاستيكية ، يمكن ربطها باستخدام مادة لاصقة خاصة. يتم تطبيقه على كامل سطح قسم الأنبوب الذي سبق إزالة الشحوم منه والذي سيتم إدخاله في المقبس. في التجويف ، يتم أيضًا إزالة الشحوم من السطح الداخلي وتغطيته بالغراء ، ولكن بنسبة 2/3 فقط. لتحسين الالتصاق ، تتم معالجة سطح الأنابيب لمفصل الغراء بورق الصنفرة قبل إزالة الشحوم..
يتم إدخال الجزء المحضر من الأنبوب في المقبس حتى يتوقف ويدور 90 درجة. في هذا الوضع ، يجب تعليق الأجزاء المراد لصقها لمدة 1 – 1.5 دقيقة حتى يثبت الغراء..
سوف يجف اللاصق تمامًا في غضون ساعات قليلة..
يمكن توصيل أنابيب الصرف الصحي البلاستيكية المؤدية إلى خزان الصرف الصحي باستخدام تركيبات الضغط. بهذه الطريقة تتكون عملية توصيل الأنابيب من المراحل التالية:
يتم تثبيت التركيبات يدويًا أو باستخدام مفتاح ربط مفتوح. يجب ألا تكون القوة المطبقة مفرطة ، وإلا فقد تنفجر الأنابيب..
تستخدم طريقة التوهج حلقة O عالية المرونة. يتم ضمان إحكام الاتصال عن طريق ضغط الحشية بين جدران المقبس والنهاية الملساء للأنبوب.
لحام الأنابيب البلاستيكية ذات القطر الكبير
لتوصيل الأنابيب التي يزيد قطرها عن 50 مم وسمك الجدار 4 مم أو أكثر ، يتم استخدام تقنية اللحام التناكبي ، والتي تتكون من اللحام المتزامن لنهايات مقطعين على المستوى بأكمله. أصعب شيء في طريقة اللحام هذه هو محاذاة الوصلات بشكل صحيح وضمان الطول المطلوب للفجوة بين الأجزاء..
لذلك ، في عملية اللحام التناكبي للأنابيب ذات القطر الكبير ، يتم استخدام أدلة أو أنبوب مركزي. سيوفر تثبيتًا عالي الجودة وموثوقًا لقطاعات اللحام.
يتم تنفيذ العمل نفسه بالترتيب التالي:
أسئلة وأجوبة شائعة حول لحام PP
هل يمكنني لحام الأنابيب من أحد المصنّعين والتجهيزات من جهة أخرى؟ بالطبع هذا ممكن ، لكني أريد أن أحذرك من أنه يجب استخدام أدوات التوصيل والأنابيب بجودة مناسبة. لا تستخدم أجزاء من الشركات المصنعة غير المسماة. غالبًا ما تبيع المتاجر غير الاحترافية الأنابيب من شركات مختلفة ، والتركيبات هي نفسها ، من مصنع غير مسمى. لا أوصي باستخدام مثل هذه الحزمة. بشكل عام ، لا شيء يمنع من لحام الأنابيب والتجهيزات من مختلف الصانعين ، مع أو بدون تعزيزات مختلفة على جوانب مختلفة من أداة التوصيل.
تلتصق مادة البولي بروبيلين بالمرفقات – ماذا تفعل؟ تتمثل الخطوة الأولى في التحقق من درجة الحرارة الحقيقية على مكواة اللحام – من المحتمل جدًا أنها لا تتوافق مع درجة الحرارة على منظم الحرارة. في أغلب الأحيان ، يبدأ البلاستيك المنصهر في الالتصاق بالفوهات المخدوشة ، لذا لا ينبغي تنظيفها بأشياء معدنية. يمكن تنظيف المرفق بالورق الثقيل أو الورق المقوى ، لكن هذا عادةً لا يعطي تأثيرًا طويل الأمد. إذا بدأت الفوهة تتسخ بشكل نشط ، فإن الطريقة الأكثر منطقية هي شراء فوهة جديدة..
ومع ذلك ، اخرج مؤقتًا من الموقف عندما أيضًا "لزج" يمكن فوهة. لكي لا تفسد التماس الملحوم وتترك الفوهة نظيفة قدر الإمكان ، أثناء إزالة الأنبوب والتركيب من الفوهة ، يجب تدويرها قليلاً..
هل يمكن ثني أنابيب البولي بروبلين؟ لا يمكنك ثنيها ، لا أثناء التثبيت ولا بعد. إذا كانت هناك حاجة لثني الأنبوب أثناء التثبيت ، فيجب استخدام خطوط أو مجموعات من الزوايا. من أجل الإنصاف ، تجدر الإشارة إلى أن نقطة الضعف في خط الأنابيب للانحناء هي المفصل بين الأنبوب والتركيب. تنقطع نقطة الاقتران هذه ببعض الجهد لكسرها. للتأكد من ذلك ، يكفي لحام هيكل اختبار من زاوية وقسمين من الأنابيب بطول 50 سم ، ومحاولة كسر هذا "لعبة البوكر" باليد.
في بعض الأحيان تكون هناك حاجة إلى لحام عقدة بزاوية غير قياسية. دعني أذكرك أن زوايا PP يتم استيفائها من نوعين فقط: 90 و 45 درجة ، على الأقل لم أقابل آخرين. لكن ماذا لو احتجت إلى قلب الأنبوب بدرجة مختلفة؟ هناك طريقتان أعرفهما:
بمساعدة زاويتين بزاوية 45 درجة ، يمكنك عمل أي زاوية عن طريق تغيير زاوية دوران الزوايا بالنسبة لبعضها البعض. عيب هذه الطريقة هو أنه بسبب الدوران غير القياسي ، لن يكون الاتصال في نفس المستوى..
والثاني هو عدم محاذاة الأنبوب وتركيبه على وصلات متعددة. لا تنس أن الاستقامة عند تقاطع الأنبوب والتركيب يجب ألا ينحرف بأكثر من 5 درجات.
كيفية لحام الأنابيب إذا كانت لا تمسك الصنبور؟ يمنع منعا باتا اللحام في حالة وجود الماء في المنطقة المراد لحامها. إذا لم يكن من الممكن إغلاق الماء تمامًا لسبب ما ، فأنت بحاجة إلى إيقافه أثناء اللحام. على الإنترنت ، يُنصح بتوصيل الأنبوب بفتات الخبز ، ولكن المشكلة تكمن في أن الفتات يتم ضغطها فورًا بواسطة الضغط الذي تم إنشاؤه حديثًا في الأنبوب. لذلك ، لن تعمل الطريقة إلا عندما يكون من الممكن فتح القسم إلى مكان اللحام لمخرج الهواء. وعندما يتم لحام الأنابيب معًا ، تنفجر الفتات بسهولة عند الضغط عليها.
نصيحة: إذا سمعت أثناء اللحام هسهسة الماء على الفوهة – فمن الأفضل قص العقدة وإعادتها! من الأفضل قضاء وقت إضافي أثناء التثبيت بدلاً من إصلاح التسرب والقضاء عليه في المستقبل ، مع ظهور مجموعة من المشكلات.!
توضح هذه الصورة أن غطاء المرشح قد تم فكه وأن الماء الزائد يتدفق أسفل القماش من هناك. وفي مكان اللحام ، يتم توصيل فتات الخبز. بفضل الفلتر المفتوح ، كان لدينا أكثر من دقيقة بقليل لإتاحة الوقت للحام حتى يخرج الماء من الفتات..