
Vlastnosti polypropylénu
Jeden z mnohých materiálov v rodine plastov, polypropylén, je produktom polymerizácie dvoch plynov: etylénu a propylénu, zmiešaných v určitom pomere. Výsledkom je získanie granúl, z ktorých sa extrúznou metódou získavajú rôzne produkty..
Výrobky na zásobovanie vodou sú vyrobené z plastu triedy PPR s nasledujúcimi charakteristikami:
Jednou z nich je stenová výstuž zo sklenených vlákien alebo hliníka. Za týmto účelom sa na hotovú rúrku nanesie vrstva vlákien zo sklenených vlákien alebo hliníkovej fólie a potom sa nanesie ďalšia vrstva polypropylénu..
Táto konštrukcia umožňuje získať polypropylénové rúry vhodné aj na použitie v systémoch vykurovania a dodávky teplej vody..

Kardinálnou metódou vystuženia polypropylénových výrobkov je inštalácia kovovej vrstvy. Na tento účel sa používa hliníková fólia vo forme pásu..
Navíja sa pozdĺž skrutkovitej čiary na obrobku pozdĺž vrstvy lepidla, na kovovú fóliu sa nanesie druhá vrstva lepidla. Vonkajší plášť je vyrobený z rovnakého polypropylénu.
Takéto výrobky sú vhodné na použitie vo vodovodných systémoch so zvýšeným tlakom až do 6 atmosfér..
Potrubia sa navzájom líšia
Pred popisom návodu na inštaláciu je potrebné definovať materiály, typy a aplikácie. Voľba rúrok na základe ceny alebo dostupnosti v železiarstve je neprijateľná. Nesprávna voľba je po inštalácii plná ťažkostí. Môžu to byť netesnosti, praskliny a deformácie. To vedie k potrebe prerobiť systém a vzniknúť dodatočné náklady.
Hydraulické výpočty určujú mriežku na dimenzovanie rúr. Komunikácia sa navzájom líši a vyžaduje iný priemer potrubia. Rozsah priemerov od 16 do 110 mm pokrýva takmer všetky možnosti inštalácie a potreby. Prax ukazuje, že potreby bytu spĺňajú rúry až do priemeru 50 mm, výnimky sú zriedkavé. Hlavné potrubia väčšieho priemeru. Vyžadujú špeciálny prístup k inštalácii a zriedka sa nachádzajú v práci domáceho remeselníka..
Polypropylénové rúry sa líšia farbou. Odtiene a odrody rúrok podľa farby nemajú nič spoločné s výkonom a nič neovplyvňujú. Nemali by sa brať do úvahy. Toto je štandardné riešenie výrobcov, ktoré im pomáha urobiť výrobky pútavejšími a jasnejšími voči všeobecnému pozadiu. Jediným spôsobom, ako si vybrať rúru s konkrétnou farbou a úlohou, je nákup bieleho produktu na vykurovanie. Farba umožňuje zapadnúť do akéhokoľvek interiéru.
Ak sú na potrubí farebné pruhy, potom budú niesť informačné zaťaženie, ktoré je pochopiteľné pre každého. Modrý pruh označuje použitie výrobku pre potreby dodávky studenej vody. Červený pruh označuje účel odolávania vysokým teplotám počas prevádzky. Farebné kódovanie je približné a prenáša minimálne množstvo informácií. Niektoré druhy výrobkov nie sú takýmto označovaním ani zaťažené. Čiara na potrubiach pomáha určiť zaťaženie, vlastnosti a stáva sa referenčným bodom pri spájaní vo švíkoch. Linka je praktickým sprievodcom počas inštalácie.
Alfanumerické značenie nesie väčšinu informácií. Musíte to nájsť na vonkajšej stene výrobku. Tu stojí za to ukázať špeciálnu starostlivosť a ponoriť sa do toho, čo výrobca napísal..
Polypropylénová rúrka nesie označenie PPR, čo je medzinárodná značka pre polypropylén. Pri označovaní druhu materiálu sa nachádzajú označenia PPRC, PP-B, PP-N, PP-3 a ďalšie. Pre pohodlie užívateľa je k dispozícii iný systém označovania, ktorý zohľadňuje typ, tlak tekutiny a teploty čerpaného média. V praxi sa používajú štyri typy rúr: PN-10, PN-25, PN-16 a PN-20. Výkon potrubia a maximálna teplota použitia závisia od obrázku. PN-25 sa používa na vykurovanie a odoláva teplotám 95 stupňov.
Prevádzkové vlastnosti sú priamo závislé od hrúbky stien potrubia. Hrubé steny vydržia vysokú teplotu a vysoký tlak.
Polypropylén so svojimi výhodami má značnú nevýhodu – pri prehriatí je pozorované výrazné lineárne rozťahovanie. Potrubia so studenou vodou vo vnútri budovy nepociťujú negatívny vplyv faktora rozťažnosti. Teplovodné potrubie môže problém výraznejšie pociťovať, pociťovať deformáciu, napätie vo vnútri konštrukcie, prehýbanie dlhých úsekov.
Na zníženie účinku tepelnej rozťažnosti sa používa výstuž polypropylénových rúrok. Vystužené sklolaminátom a hliníkom. Výstužný pás zo sklenených vlákien je umiestnený v strede hrúbky steny potrubia, nemá vplyv na spájkovanie.
Existujú dva druhy hliníkovej výstuže. V prvom prípade je fóliová vrstva umiestnená vedľa vonkajšej steny výrobku. Alternatívou je spustenie hliníkovej vrstvy v strede. Oba typy sa líšia inštaláciou a dizajnom..
Obe možnosti vystuženia umožňujú výrazné zníženie úrovne rozťažnosti potrubia počas zahrievania. Vrstva výstužného materiálu sa stáva bariérou proti difúzii (prienik kyslíka povrchom rúry v nej).
Prienik molekúl kyslíka a ich vstup do vody vo vnútri potrubia spôsobuje množstvo negatívnych dôsledkov: výrazné zvýšenie tvorby plynu, výskyt koróznych procesov, čo je pre kotlové zariadenie veľmi nebezpečné. Spoľahlivá výstužná vrstva výrazne znižuje negatívny vplyv na potrubia a komunikácie všeobecne. Vystužené rúry sú široko používané v vykurovacích systémoch. Rúry na zásobovanie vodou sa vyberajú so štandardnou výstužou zo sklenených vlákien, ktorá nemá významný vplyv na difúziu..
Rúry sa predávajú v štandardných dĺžkach 2 m a 4 m. Predajné miesta rozrezávajú rúry v násobkoch 1 meter. Do potrubí sú pridané špeciálne komponenty: závitové tvarovky na prepínanie na iný typ potrubí, zátky, spojky, dilatačné spoje, obtokové slučky atď..
Rôzne konštrukčné prvky a spotrebný materiál vám umožňujú vybrať si možnosti zostavenia systému akejkoľvek zložitosti. Spotrebný materiál a diely sú lacné, čo vám umožňuje uskutočniť nákup s potrebnou rezervou na inštaláciu a použitie.
Druhy potrubí
Mnohým ľuďom chýba tento okamih, ale márne. Kvalita a možnosť spájania rúr spájkovaním priamo závisí od ich typu. Tu sú niektoré z najdôležitejších bodov:
-
Priemer potrubia.
-
Hrúbka steny. Čas zahrievania potrubia závisí od toho. Čím je stena hrubšia, tým dlhšie bude trvať zahriatie potrubia alebo nastavenie vyššej teploty.
-
Vonkajšia alebo vnútorná výstuž. Ide o mimoriadne dôležitú fázu, o ktorej mnohí mlčia. Niektoré rúry sú na zvýšenie pevnosti vystužené kovom. Táto ochrana môže byť umiestnená vo vnútri potrubia aj vonku. Pri práci s takýmito rúrkami existujú jemnosti, ktoré by sa mali vziať do úvahy..
Pozrite si tiež tabuľku zhody označení s rozsahom použitia..
| Značenie | | Rozsah aplikácie a funkcií | |
| PN 10 | | Na prívod studenej vody v systémoch podlahového vykurovania do 45 ° C. Má tenké steny. | |
| PN 16 | | Používa sa na vysokotlakové vodné potrubia a nízkotlakové vykurovacie vedenia. | |
| PN 20 | | Rúra na univerzálne použitie. Prívod vody s teplotou nie vyššou ako 85 ° C | |
| PN 25 | | Zásobovanie teplou vodou, kúrenie. Prívod vody do 95 ° C. Vystužené fóliou. | |
Rúry posledného typu sa používajú na pripojenie plastových potrubí k kovu.
Značky potrubí
Teraz vyrábajú niekoľko typov výrobkov, všetky sa do určitej miery líšia vlastnosťami, charakteristikami, a teda účelom. Existujú 4 značky, čísla udávajú maximálny tlak (atmosféru), ktorý vydržia.

- PN 10. Materiál s najväčšími rozpočtovými nákladmi. Vysvetľuje to nie príliš vynikajúcimi charakteristikami. Tieto potrubia sú zakúpené na dodávku studenej vody, vo výnimočných prípadoch – na inštaláciu potrubia na obrysy systémov „teplej podlahy“, ak maximálna teplota nepresahuje 45 °.
- PN 16. Toto sú najobľúbenejšie potrubia na prívod studenej vody s vysokým tlakom, ako aj na nízkoteplotné vykurovanie, pretože maximálna povolená teplota je 60 °..
- PN 20. Univerzálny materiál, ktorý je možné použiť na zásobovanie studenou alebo teplou vodou, ako aj v autonómnych vykurovacích systémoch, kde nehrozí vodné kladivo. Gf-PPR PN 20 má výstuž zo sklenených vlákien. Teplota chladiacej kvapaliny by nemala stúpnuť nad 80 °.
- PN 25. Jedná sa o najtrvanlivejšie potrubia, ktoré je možné použiť na dodávku studenej alebo teplej vody v domoch (bytoch) s akýmkoľvek vykurovacím systémom. Al-PPR PN 25 sa vyznačuje vonkajšou hliníkovou výstužou, PERT-Al-PPR PN 25-vnútornou. Maximálna teplota – 90-95 °.
Menšia tepelná deformácia (tri až päťkrát) vystužených modelov je dôvodom, prečo sa odporúčajú na kladenie teplovodných potrubí. Najnovšie polypropylénové výrobky (PN 25) sa častejšie nakupujú na inštaláciu vykurovacích systémov, ako aj na pripojenie takýchto potrubí k kovu.
Aké polypropylénové výrobky si vybrať
Pre nízkotlakové siete zásobovania studenou vodou sú výrobky PN16 najpraktickejšie. Ľahko odolávajú tlaku až do 2 atmosfér pri teplotách do +40 stupňov. To stačí na to, aby vydržalo zaťaženie vodovodného systému v súkromnom dome alebo zavlažovacieho systému v skleníku alebo v zeleninovej záhrade..
Polypropylénové výrobky značky PN20 sú odolnejšie voči rôznym vplyvom, ktoré sú považované za univerzálne a dajú sa okrem iného použiť na vykurovanie teplotou chladiacej kvapaliny až 95 stupňov.
Ale najspoľahlivejšie v každom vodovodnom potrubí sú rúrky PN25 vystužené hliníkom alebo sklolaminátom..
Špecifickosť spájkovania polypropylénových rúr
Proces spájkovania sa vykonáva kvôli výrazným termoplastickým vlastnostiam materiálu. Polypropylén pri zahrievaní zmäkčuje – získava stav podobný plastelíne.
Všeobecný popis technológie
Vrátenie materiálu do normálneho teplotného pozadia prispieva k vytvrdeniu jeho štruktúry do normálneho stavu. Tieto vlastnosti sa stali hlavnou technológiou spájkovania, ktorá sa v odbornom jazyku nazýva polyfúzne zváranie..

Technika spájkovania klampiarskych prvkov na báze plastu sa stala rozšírenou. Technológia je jednoduchá a vyžaduje minimálne investície do úsilia a peňazí
V praxi sa používajú dva spôsoby spájania zváraných častí:
- Muff.
- Rovno.
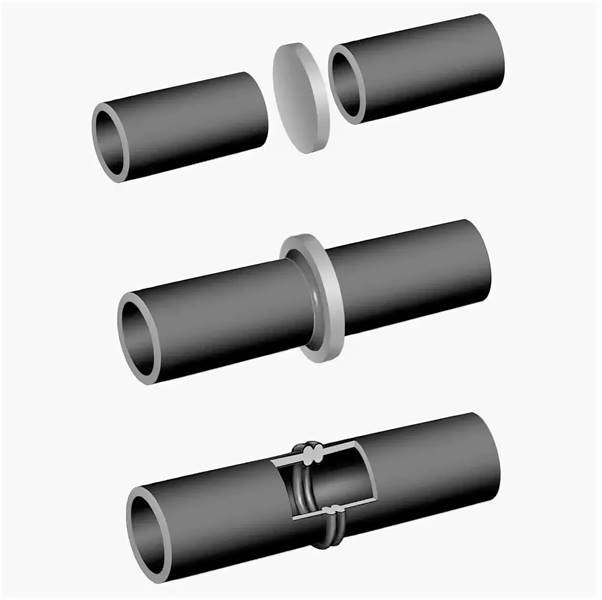
Spôsob spájania. Technika zvárania ukazuje, ako môžete spájkovať polypropylénové rúry pomocou tvarovanej časti – objímky alebo rúrky s väčším vonkajším priemerom. Obvykle sa táto metóda používa na spájkovanie plastových rúrok, ktorých priemer nepresahuje 63 mm..
Princíp zvárania dvoch častí je v tomto prípade založený na roztavení časti potrubia pozdĺž vonkajšieho obvodu a časti spojky pozdĺž vnútornej oblasti. Potom obe časti tesne do seba zapadajú.

Spájkovacia spájka: 1 – plastová rúrka, 2 – spojka (alebo zásuvka tvarovky), 3 – vykurovací prvok spájkovačky, 4 a 5 – kovové dýzy (polotovary)
Priama cesta. Metóda je založená na rovnakom princípe tavenia malých častí plastových rúrok a ich následného spájania. Ale v tejto verzii dve rúrky rovnakých priemerov slúžia ako prvky na dotyk a sú spojené koncovými povrchmi.
Tento na prvý pohľad jednoduchý spôsob spájkovania polypropylénu vyžaduje vysoko presné spracovanie oblastí spojov a presnú inštaláciu dvoch častí pozdĺž osí počas ich spájkovania..

Priame spájkovanie: 4 – vykurovací prvok spájkovačky, 5 – oblasť potrubia, ktoré sa má roztaviť. Táto metóda zvárania plastových rúr sa v domácom sektore používa len zriedka.
Spolu s uvedenými „horúcimi“ technológiami sa precvičuje aj technika „studeného“ spájkovania. Tu sa ako aktívny spájkovací komponent používa špeciálne rozpúšťadlo, ktoré môže zmäkčiť štruktúru polypropylénu. Táto technika sa však nelíši vysokou úrovňou popularity..
Výber spájkovačky
Pred rozhodnutím o spájkovaní polypropylénových rúrok musíte vybrať vhodný stroj. Prvá vec, na ktorú by ste si mali dať pozor, je:
- Moc. Doma sa používajú rúry s priemerom až 50 mm. Na ich spájkovanie stačí prístroj s výkonom 0,7 kW. Ak očakávate spájkovanie sekcií s priemerom až 75 mm, zastavte voľbu na jednotke s výkonom 1 kW.
- Typ vykurovacieho telesa – tanier alebo valec. S prvou možnosťou je jednoduchšie pracovať, stojí za to zastaviť sa pre neskúseného inštalatéra.
- Počet trysiek a ich veľkosti. Vyberie sa niekoľko priemerov, ktoré zodpovedajú rozmerom použitých dielov.
- Výrobca. Uprednostňujú známych výrobcov, ktorí sa presadili kvalitnými výrobkami.
Kvalita zváracích strojov je určená hodnotou chyby v teplote ohrevu súčiastky. České nástroje sú považované za najlepšie, ale sú najdrahšie. Zariadenia ruskej výroby sú lacnejšie. Pre inštalátora, ktorý ich používa na vlastné účely, je to najziskovejšia možnosť. Čínske výrobky stanovia záručnú dobu, ale nie viac.
Spájkovačky na zváranie rúr
Spojka aj priama technika vyžadujú, aby boli plastové rúrky spájkované špeciálnymi zváracími strojmi. Štrukturálne je technika spájkovania niečo ako elektrická žehlička..
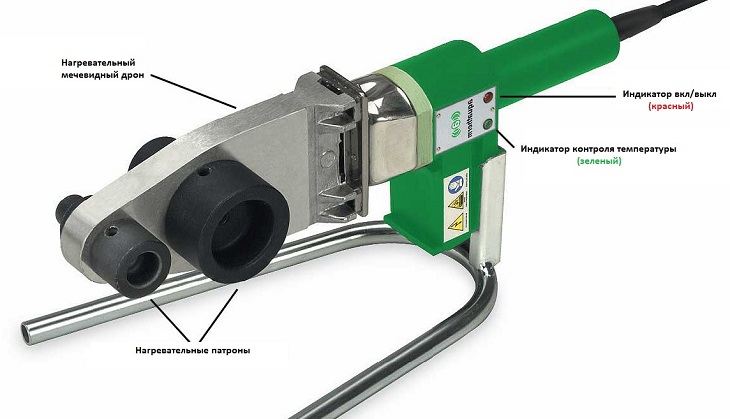
Základom zariadení je masívny kovový vykurovací prvok, na ktorého povrchu sú nainštalované odnímateľné trysky – kovové polotovary rôznych priemerov. Takáto spájkovačka sa nazýva zváračka..

Takto vyzerá spájkovačka („žehlička“) na polypropylénové rúry. Nekomplikované elektrické zariadenie, poloautomatické, vďaka ktorému je plast spájkovaný
Pri zváraní na tupo sú konštrukcie spájkovacích strojov zvýšenej zložitosti. Takéto zariadenie zvyčajne obsahuje nielen vykurovací prvok, ale aj systém na centrovanie zváraných častí..
Priame zváracie zariadenie, podobne ako samotná technológia, sa spravidla zriedka používa v domácej sfére. Prednostné využitie – priemysel.

Zložitejšie zariadenie, pomocou ktorého sa presné vycentrovanie zváraných dielov vykonáva ďalším procesom zahrievania a spájkovania. Používa sa s technológiou priameho zvárania
Okrem spájkovačov bude pán potrebovať aj:
- nožnice – rezačka rúrok na polypropylénové rúry;
- stavebná páska;
- zámočnícke námestie;
- holiaci strojček na rúrky s výstužou;
- značka alebo ceruzka;
- povrchový odmasťovač.
Pretože sa práca vykonáva na vysokoteplotných zariadeniach, je nevyhnutné používať hrubé pracovné rukavice..
Postup zvárania polypropylénu
Dôležité upozornenie! Zváracie práce na polymérnych materiáloch by sa mali vykonávať v podmienkach dobrého vetrania miestnosti. Pri zahrievaní a tavení polymérov sa uvoľňujú toxické látky, ktoré v určitej koncentrácii majú vážny vplyv na ľudské zdravie..

Postup zvárania polypropylénu je jednoduchý, ale vyžaduje presnosť a presnosť práce. Mali by ste sa tiež vyhnúť bežným chybám, ako je nedostatočné alebo nadmerné zahrievanie.
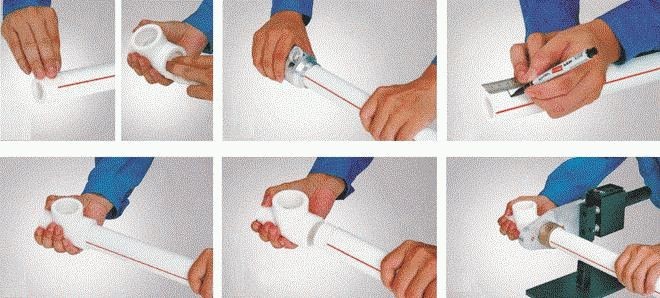
Prvým krokom je pripraviť sa na prácu:
- Na ohrievaciu dosku nainštalujte polotovary požadovaného priemeru.
- Nastavte regulátor teploty spájkovania na 260 ° C.
- Pripravte si spájajúce časti – označte, zrazte, odmastite.
- Zapnite spájkovaciu stanicu.
- Počkajte, kým sa dosiahne prevádzková teplota – zapnite zelený indikátor.
Súčasne zatlačte spájajúce časti (rúrka – spojka) na polotovary spájkovacej stanice. V tomto prípade je polypropylénová rúrka zatlačená do vnútornej oblasti jedného polotovaru a objímka (alebo objímka tvarovej časti) je umiestnená na vonkajší povrch iného polotovaru..
Konce rúrky sa zvyčajne vložia pozdĺž okraja predtým označenej čiary a objímka sa nasunie, kým sa nezastaví. Odolné polypropylénové diely na vyhrievaných polotovaroch by ste mali pamätať na dôležitú nuanciu technológie – dobu expozície.
Ak je časové oneskorenie nedostatočné, existuje riziko získania nízkeho stupňa difúzie materiálu, čo ovplyvní kvalitu križovatky. Ak preexponujete diely, existuje vysoké riziko deformácie štruktúry výrobku. To je spojené so zhoršením kvality adhézie..
Odporúča sa použiť tabuľku, ktorá udáva optimálnu hodnotu času pre potrubia s rôznymi technickými parametrami..
Časový rozvrh spájkovania polypropylénových rúr
| Menovitý priemer potrubia, mm | Čas zahrievania pre optimálnu difúziu, s | Čas na spájkovanie dielov, sek | Čas na chladenie dielov, min |
| dvadsať | 5-8 | osem | 2 |
| 25 | 7-11 | desať | 3 |
| 32 | 8-12 | 12 | 4 |
| 40 | 12-18 | dvadsať | 5 |
Potom, čo diely optimálne držia na polotovaroch, sú vybraté a rýchlo spojené zahrievanými časťami. Postup spájania musí byť vykonaný presne, rýchlo (včas v tabuľke), pričom treba dbať na zarovnanie spájkovaných častí.
Je dovolené vykonávať menšie úpravy pozdĺž osí (do 1 až 2 sekúnd), ale je neprijateľné otáčať diely, jedna voči druhej..

Takto vyzerá zváraná konštrukcia – fragment polypropylénového potrubia. Vysoká kvalita spájkovania je naznačená charakteristickým švom v mieste vstupu potrubia do tvarovky.
Uvedený čas na spájkovanie akýchkoľvek polypropylénových rúrok je možné nastaviť v závislosti od pracovných podmienok a indikátorov materiálu.
Napríklad, ak sa inštalácia vykonáva pri teplotách pod nulou, špecifikované sadzby sa prirodzene zvýšia na 50% nominálnej hodnoty. Pre každý samostatne odobratý neštandardný stav je doba zahrievania zvolená testovacou spájkovacou metódou.
Zváranie zásuvky
Tento princíp je najobľúbenejší kvôli svojej jednoduchosti a dostupnosti. Na pripojenie rúrok rovnakého priemeru sa používa špeciálna časť – spojka. Jeho vnútorný priemer je o niečo menší ako vonkajší priemer zváraných rúrok..
Zváranie prebieha zahrievaním a tavením vonkajšieho povrchu potrubia a vnútorného povrchu spojky. Potom sa potrubie vloží do objímky, operácia sa zopakuje s druhou časťou a spojenie je pripravené.
Zváranie za studena
Zváranie za studena (pomocou lepidla) je ďalším druhom spojenia. Na potrubie, ktoré obsahuje silné rozpúšťadlo, sa nanesie špeciálne lepidlo. Zmäkčuje povrchy rúrok a môžu byť do seba vložené.
Veľkou nevýhodou tejto metódy je nízka pevnosť a tesnosť výsledného spoja. Nevýhodou je tiež doba sušenia – deň alebo viac. V tomto zváranie za studena stráca na tepelné.
Doma je vhodné použiť spojenie pomocou spojok. Túto metódu zvážte podrobnejšie.
Špecifickosť práce v podmienkach negatívnych teplôt
Inštalačné práce pri nízkych teplotách zahŕňajú zmeny kľúčových časových intervalov na zahrievanie a upevnenie obrobkov. Inštalačné funkcie sa však neobmedzujú iba na toto. Účinok mrazu na polymér ovplyvňuje tvrdosť materiálu – stáva sa krehkým, čo komplikuje rezanie, vyžaduje väčšiu pozornosť pri preprave.
Problém krehkosti je vyriešený iba presnosťou práce. Najlepšie je rezať vo vykurovanej miestnosti. Limitné hodnoty prípustných teplôt sa pohybujú v rozmedzí 0- + 5 ℃. Nižšie rýchlosti vedú ku kryštalizačným procesom, ktoré nie sú obchádzané polymérnymi materiálmi. V takýchto podmienkach existuje vysoké riziko, že sa potrubia začnú rozpadať..

Rezanie polotovarov vo vykurovanej miestnosti
Pokyny pre tepelnú expozíciu vychádzajú z izbových podmienok. Čím nižší je údaj na teplomere, tým dlhšie trvá zahrievanie polypropylénu. Na základe praxe majstri odporúčajú, aby ste materiál najskôr priviedli na +20 ° C a potom použili štandardizovaný časovač. Súčasne nie je možné zariadenie zahrievať na + 260 ℃, pretože to môže negatívne ovplyvniť kvalitu rúrok..
Existuje názor, že všetky normy pri práci v chlade by sa mali zvýšiť až o 50%. Toto vôbec neplatí pre časy potvrdení. Pripojenie prvkov tu musí byť uskutočnené v zrýchlenom režime, aby počas rýchleho chladenia bol možný plnohodnotný polymerizačný proces. Oneskorenie v tomto prípade povedie k tomu, že uzol bude mať nízku kvalitu, nebude trvať dlho kvôli skorému odtlakovaniu..
Ako dlho trvá zahriatie?
Čas zahrievania spojov závisí od značky plastu, priemeru potrubia, hrúbky jeho stien..
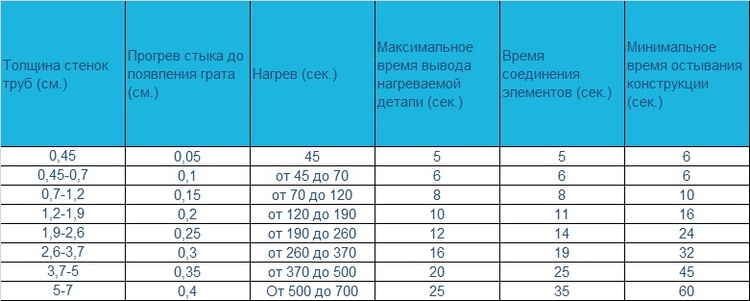
Čas zahrievania spoja v závislosti od hrúbky steny potrubia.
Obmedzením maximálnej doby zahrievania sa zabráni prehriatiu dielov, čo povedie k vytvoreniu vnútornej pätky, ktorá zníži účinný prierez spoja..
Poradie práce
Odporúčaná technológia spájkovania polypropylénových rúr zahŕňa niekoľko etáp.
Fáza č. 1 – príprava zváracieho stroja
Zariadenie musí byť inštalované na rovnom povrchu tak, aby bolo ľahko dostupné. Pred začatím práce musíte určiť, ktoré rúrky s akými priemermi sa majú spájkovať a pripraviť potrebné vykurovacie prvky. Konštrukčné vlastnosti zariadenia umožňujú používať niekoľko prídavných zariadení naraz.
Odporúča sa nainštalovať všetko, čo je potrebné, kým sa spotrebič nezahreje. Zariadenie sa zahrieva rovnomerne, takže umiestnenie vykurovacieho telesa neovplyvňuje teplotu dýzy. Sú upevnené spôsobom, ktorý bude pre prácu najvhodnejší. Na inštaláciu príloh sa používajú špeciálne kľúče. Na ovládacom paneli zariadenia je nastavená požadovaná teplota, pre polypropylénové rúry je to 260 °. Zariadenie sa zapne a zahrieva, čo trvá asi 10-15 minút.
Pri negatívnych teplotách je zváranie zakázané. Čas na spájkovanie polypropylénových rúrok navyše závisí od teploty v miestnosti: v teple klesá, v chlade sa zvyšuje.
2. fáza – príprava potrubia
Pomocou rezačky rúrok alebo špeciálnych nožníc sa časť odreže v pravom uhle. Miesto rezu sa vyčistí a spolu s tvarovkou sa odmastí roztokom mydla alebo alkoholu. Detaily dobre schnú. Ak sa pracuje s rúrkami značky PN 10-20, je možné vykonať zváranie. Pokiaľ ide o PN 25, je potrebné dodatočne vyčistiť horné vrstvy hliníka a polypropylénu. Práca sa vykonáva pomocou holiaceho strojčeka presne, ale do hĺbky zvárania, ktorú je možné určiť podľa veľkosti dýzy zváracieho stroja.

Fáza č. 3 – zahrievanie častí
Prvky sú umiestnené na prílohách zariadenia požadovaného priemeru. Rúra je vložená do objímky až na doraz, ktorý indikuje hĺbku zvárania, a tvarovka je nainštalovaná na tŕň. Čas zahrievania dielov je striktne dodržaný. Je to rôzne pre každý typ potrubia, hodnoty nájdete v špeciálnej tabuľke
Fáza č. 4 – zváracie prvky
Vyhrievané časti sú vybraté zo zariadenia a sú navzájom spojené istým rýchlym pohybom, pričom sa sleduje zarovnanie prvkov. Pri spájaní častí nie je možné ich otáčať pozdĺž osi ani ohýbať. Je tiež nevyhnutné striktne zabezpečiť, aby potrubie prechádzalo do hĺbky určenej vnútorným ohraničením hrdla tvarovky..

Krok 5 – chladenie spojenia
Vyhrievané časti sa musia nechať vychladnúť, čo je dôležité najmä pre tenkostenné rúry. Akákoľvek deformácia dielov v tomto čase je neprijateľná, môžu viesť k utesneniu vnútorného lúmenu potrubia
Po úplnom vychladnutí dielov je potrebné ich prefúknuť alebo previesť vodou, aby ste sa uistili, že sú priechodné..
Etapy inštalačných prác
Nízke náklady na polypropylénové systémy sú viac ako kompenzované zložitosťou zvárania PPR. Ťažšie sa inštaluje iba inštalácia z oceľových a medených rúr, ktoré je potrebné variť s plynovým horákom. Zapojenie kovovo-plastových a polyetylénových materiálov je jednoduchšie, ale drahšie.

Na spoľahlivé a krásne spájkovanie potrubí na dodávku vody a vykurovania z polypropylénu odporúčame pracovať v nasledujúcom poradí:
- Nakreslite vodovodnú a vykurovaciu schému, preneste projekcie diaľnic na steny priestorov.
- Pripravte si potrebné nástroje a príslušenstvo. Profesionálny zvárací stroj (aka spájkovačka alebo „žehlička“) so sadou trysiek je lepšie požičať než kupovať.
- Vyrežte polotovary a zvarte časti systému za vhodných podmienok – na stole.
- Hotové časti zafixujte na mieste a spojte ich dohromady. Pripojte vodovodné a vykurovacie zariadenia.
Poznámka. Vypracovanie schémy a označenie trás na stenách vám umožní jasne vybrať komponenty – odpaliská, ohyby, spojky a určiť počet potrubí na nákup.
všeobecné informácie
Teplotný režim na tvrdé spájkovanie rúrkových výrobkov z polypropylénu priamo závisí od použitého polyméru. V praxi sa používajú 4 druhy materiálov:
- PN10, používaný na používanie technických výrobkov pri teplotách do +40 C;
- PN16 na použitie pri +60 С;
- PN20 sa používa pri zásobovaní vodou od +80 С do +95 С;
- PN25 pre prevádzkové režimy nad +95 С.
Okrem udržiavania teplotného režimu zváranie polypropylénových rúrok vlastnými rukami závisí od tlaku, ktorý môžu vydržať rúrkové technické výrobky konkrétneho označenia.
Prvý typ sa používa pri pokládke technických výrobkov určených na zásobovanie studenou vodou. Rúrkové výrobky s označením PN20 sú považované za univerzálne a sú určené na dodávku studenej a teplej vody, avšak s prihliadnutím na to, že účinok +95 C je krátkodobý. Ak nie je dodržaná teplota, stratia pri svojom pôsobení tesnosť a deformujú sa.
Čo je potrebné pre inštalačné práce
Práca s polypropylénovými rúrkami spočíva v rezaní polotovarov, príprave koncových hrán na inštaláciu, tepelnom spracovaní prvkov a vytváraní spoja. Realizácia projektu vyžaduje malý arzenál spájkovacích nástrojov:
Rezací nástroj musí byť pohodlný a servisovateľný. Čepeľ je skontrolovaná na chyby, ostrenie. Ak je to možné, nedostatky sa opravia, ak nie, kúpia sa nové nožnice
Je tiež dôležité sledovať hranatosť rezu, ktorý musí byť čistý a rovnomerný. Tieto požiadavky vylučujú použitie píly na pílku (píla, priamočiara píla) alebo brúsky

Na zaistenie tesného a spoľahlivého spojenia medzi polypropylénovými polotovarmi je potrebné pripraviť pracovné hrany. Tento proces zahŕňa odstránenie prachu, nečistôt, otrepov, vlhkosti a odmasťovanie povrchov. Na tento účel môžete použiť hotovú všeobecnú stavebnú hmotu alebo alkohol (etyl, izopropyl).
Kde podať žiadosť?
Polypropylénové rúry sú multifunkčným predmetom v domácnosti.
Čo s nimi môžete robiť:
- Vodovodný systém. Na dodávku studenej vody je vhodná nevystužená tenkostenná alebo hrubostenná rúrka. Je to lacné, ľahko sa inštaluje, zvláda prepravu vody s teplotami až 45 stupňov.
- Systém dodávky teplej vody. Prostredníctvom potrubí označených NP20 alebo NP25 môžete bezpečne dodávať bod varu. Propylén sa začína topiť iba pri 170 stupňoch.
- Centralizovaný vykurovací systém v chate, dome alebo vidieckom dome. Aby ste to urobili, musíte vybrať rúrky veľkého priemeru so sklenenými vláknami. Sú spoľahlivé a nevyžadujú zložité odizolovanie. Spájkovanie týchto rúr sa spustí s treskom. Teplovodivé predĺženie rúrok zo sklenených vlákien je 10 -krát menšie ako bez nich – iba 1,5 cm. Rúry sa kvôli tomu neklesajú ani nedeformujú.
- Voda vyhrievaná podlaha. Ak nie je dostatok tepla z teplovodných potrubí, je nainštalovaný systém podlahového vykurovania. Nevýhodou takejto podlahy je, že nie je možné valcovať rúrku malým krokom. Navyše – v ekonomike údržby systému a jeho životnosti. Životnosť podlahy ohrievanej vodou je asi 50 rokov. V tomto prípade môže byť systém namontovaný priamo do podlahového poteru..
- Domáce potreby. Zo zvyškov rúrok môžete vyrobiť užitočné veci na chodbu, balkón, garáž, dielňu, detskú izbu. Pomocou odpalísk, spojok a úlomkov rúrok sa zmontuje akýkoľvek predmet geometrického tvaru – polica na topánky, stojan na kvety, vešiak na šaty, sušička alebo odpadkový kôš. Všetko, čo má dostatočnú predstavivosť a zvyšok materiálu. Je vhodné zostaviť detské ihriská, hojdačky, domy pre malé deti. Ak pridáte sieť, získate skvelý cieľ pre detský futbal..
- Prvky dekorácie. Pomocou rohov a adaptérov môžete zostaviť poličku v podkrovnom štýle. Krátke strihy rôznych priemerov sú vhodné na vytváranie fotorámikov alebo zrkadiel, lámp, kvetináčov a váz.
Základné pracovné metódy
Vzhľadom na to, že kvalita spoja do značnej miery závisí od kontaktnej plochy, na rúry rôznych priemerov sa používajú rôzne spôsoby pripojenia..
Spájkovanie polypropylénových rúrok je možné:
- pomocou spojky (iného spojovacieho prvku). Používa sa na výrobky s priemerom až 63 mm, ako aj na tenkostenné;
- priamo, tupý šev – pre modely veľkého priemeru, hrubostenné.
V oboch prípadoch je tesné spojenie zaistené difúziou zahriateho plastu.
Na prácu sa používa špeciálne vykurovacie zariadenie na zvýšenie teploty plastu na požadovanú úroveň.
Dôležité: druhá možnosť inštalácie vyžaduje značné odborné znalosti a spravidla sa používa iba vo výrobe. Doma sa používa metóda spájkovania (kovania).
Hlavné body procesu sú uvedené v majstrovskej triede..
Použité zariadenie
Hlavnou podmienkou tesného a kvalitného spojenia potrubných úsekov je súčasné zahrievanie na rovnakú teplotu, takzvané polyfúzne zváranie. Alternatívne zahrievanie je neprijateľné, pretože doba chladnutia plastu na teplotu, pri ktorej sa zastaví molekulárna difúzia, je 6 … 15 sekúnd.
Na prácu sa preto používa špeciálny zvárací stroj so spárovanými vykurovacími dýzami. Jeho „populárny“ názov je „zváracia žehlička“, zrejme kvôli podobnosti tvaru. Zariadenie sa tiež často nazýva spájkovačka..
Teplo v tomto zariadení je prenášané z tŕňa do dýz zvolených podľa nominálneho priemeru potrubia.
V priemyselných podmienkach sa používajú nie stolové, ale stojanové zváracie stroje..
Pretože rúrky s veľkým priemerom majú zodpovedajúcu hmotnosť, používajú sa aj špeciálne montážne zariadenia, ktoré ich počas zvárania držia v požadovanej polohe. Toto zariadenie by tiež malo umožniť premiestniť výrobok presne pozdĺž osi, aby bolo možné kompetentné spájanie zahriatych fragmentov..
Okrem toho práca vyžaduje nástroje na označovanie a rezanie polypropylénových rúrok..
Bežné nožnice alebo píla na kov neposkytujú taký presný a rovnomerný strih, takže je lepšie ich nepoužívať..
Pri rúrach s veľkým priemerom sa používa iný typ frézy – s pohyblivým rezacím kotúčom.
Aby potrubie lepšie zapadalo do tvarovky, musí byť skosené. To sa dá urobiť ručne, ale je to pohodlnejšie – pomocou úkosovacieho nástroja.
Pri výrobkoch s malým priemerom môžete použiť ručný model.
Čistenie výstužnej vrstvy sa vykonáva pomocou holiaceho strojčeka alebo zastrihávača.
Vlastnosti potrubí zohľadnené pri inštalácii
Pre správnu voľbu spôsobu spájkovania plastových rúrok je potrebné vziať do úvahy nielen ich priemer, ale aj hrúbku steny. Preto je pred začatím práce potrebné objasniť skutočnú hrúbku steny vybraného výrobku označením a meraním (na overenie).
Pre normálnu prevádzku je podľa označenia potrebné objasniť údaje v normatívnom dokumente.
Technické údaje pre termoplastické tlakové potrubia sú vo všeobecnosti normalizované v GOST R 52134-2003. Každá výroba však má svoje vlastné nuansy a táto norma vôbec nefunguje pre zahraničných výrobcov. Preto je lepšie objasniť prípustný teplotný rozsah (prevádzkový a núdzový), nemali by prekročiť teplotu spájkovania.
Ďalej je podľa prijatých informácií potrebné objasniť dobu zahrievania pri zváraní pripravených plastových rúrok a teplotu ohrevu, ako aj dobu chladenia dielov..
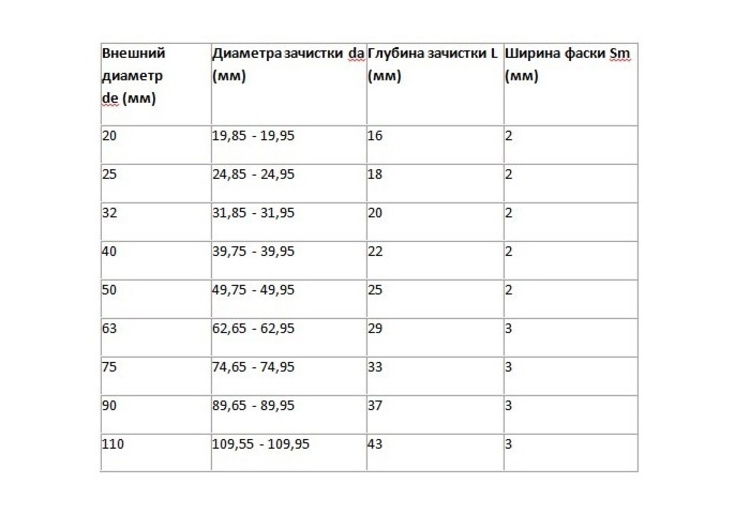
Tiež s prihliadnutím na nárast hrúbky steny so zvýšením nominálneho vonkajšieho priemeru tabuľka určuje šírku zváraného pásu – to znamená dĺžku vyhrievanej časti. Malo by to byť rovnaké pre rúrky a tvarovky, pretože difúzia (vzájomná penetrácia častíc materiálu na molekulárnej úrovni) je potrebná v celej susednej oblasti. Šírku zváraného pásu (hĺbka vloženia rúrky do spojky) a veľkosť skosenia môžete určiť z tabuľky.
Maximálna hĺbka zasunutia (skutočná šírka zváraného pásu) bez odizolovania.
Na základe údajov o type plastu je nastavená požadovaná úroveň ohrevu zváracieho stroja, presnejšie vykurovacie telesá – spárované dýzy.
V niektorých prípadoch nie je teplota spájkovania polypropylénových rúrok 200 … 220 stupňov Celzia, ale asi 260 stupňov, treba to skontrolovať u výrobcu alebo predajcu.
Nakreslite schému zapojenia
Vo fáze kladenia potrubí a pripojenia vodovodných zariadení musíte mať po ruke projekt vykurovania a zásobovania vodou. Ak schéma zapojenia ešte nebola vypracovaná a priemery vedení neboli určené, odporúčame vám najskôr si prečítať návod na výber vykurovacieho systému pre súkromný dom.

Príklad jednorúrkového vykurovacieho systému pre jednoposchodový dom
Pred nákupom a zváraním polypropylénových prvkov preneste schému do skutočných podmienok:
- Vopred označte obrysy radiátorov alebo nainštalujte všetky vykurovacie zariadenia.
- Na vnútorné povrchy stien naneste ceruzkou alebo značkovačom body inštalácie vodovodných zásuviek, kohútikov, rozvodných potrubí a ďalších armatúr..
- Pomocou dlhej koľajnice a úrovne budovy spojte označené body čiarami a potom položte plastové rúrky.
- Zistite potrebu armatúr – odpalísk, spojok a vetiev podľa počtu vetiev a závitov potrubí.
Dôležitá nuansa. Lapače bahna by mali byť umiestnené v správnej polohe – horizontálne, „nosom“ nadol. Na inštaláciu vodných filtrov vyberte vhodné rovné sekcie.
Po nakreslení projekcií na steny je ľahké vypočítať, koľko polypropylénových rúrok je potrebných, stačí zmerať dĺžku čiar zvinovacím metrom. Nezabudnite na plastové spony potrubia.

Značenie na stene vám pomôže vidieť skutočné obrysy budúceho systému
Pri nákupe armatúr a potrubí vezmite na vedomie niekoľko odporúčaní:
- spájkovanie plastových rúrok sa vykonáva ponorením každej koncovej plochy do tvarovaného prvku do hĺbky 14-22 mm (v závislosti od priemeru), čo znamená, že dĺžka každého priameho úseku sa zvýši o 3 až 5 cm;
- v systéme vykurovania a dodávky teplej vody je polypropylén predĺžený kvôli ohrevu, preto aby ste sa vyhli ohybom vedení, musíte si kúpiť špeciálne príslušenstvo – kompenzačné slučky;
- na prekročenie ostatných potrubí použite obtokové prvky vyrobené z PPR;
- na dodávku teplej vody a prívod chladiacej kvapaliny odoberte rúry vystužené hliníkovou fóliou, čadičom alebo sklolaminátom.

Kompenzačné slučky sú inštalované na dlhých linkách alebo stúpačkách upevnených pevnými podperami (napríklad prepojka medzi 2 kovovými rúrami susedných bytov). Bez kompenzácie predĺženia PPR sa potrubie v oboch prípadoch ohne šabľou kvôli zahrievaniu.
Užitočné rady. Ak plánujete začať so zváraním polypropylénu po prvýkrát, kúpte si ďalšie 2-3 metre potrubia a niekoľko náhradných spojok. Rovné konektory uľahčujú kontrolu kvality spojov, preto precvičte a spájkujte niekoľko spojov.
Značenie pripojenia
Ďalším krokom je označenie pripojenia. Je potrebné zmerať dĺžku penetračného pásu a urobiť si poznámku ceruzkou alebo fixkou. Toto bude miesto, kde bude rúrka vložená do ohrievacieho puzdra. Pre každý priemer je nastavený jeho vlastný indikátor a je potrebné ho dodržiavať. Ak je to potrebné, použije sa dodatočná značka, ak je relatívna poloha dielov pre párenie dôležitá.
Spájkovačka na polypropylén a ďalšie nástroje
Malé zváracie stroje sú určené na spájanie polypropylénu s veľkosťou 20-63 mm (vonkajší). Väčšie potrubia sa zriedka používajú v komunikáciách domácností. Je pre vás vhodná spájkovačka na polypropylénové rúry akéhokoľvek dizajnu – s okrúhlym alebo plochým širokým tŕňom vo forme žehličky.

Odrody zváracích strojov a teflónových trysiek
Referencia. Najjednoduchším spôsobom je prenajať si ohrievač so sadou trysiek. Náklady na prenájom na deň sú od 4 do 8 USD. e. v závislosti od oblasti bydliska a pôvodnej ceny zariadenia.
Okrem spájkovačky budete na označovanie a zváranie potrubí PPR potrebovať aj sadu nástrojov a príslušenstva:
- stopky;
- nožnice na strihanie – požadované, pílky a brúsky nie sú vhodné;
- holiaci strojček – zariadenie na obkladanie rúr vystužených hliníkom;
- meracie prístroje – zvinovací meter, štvorec, pravítko;
- značka alebo ceruzka;
- odmasťovacia kompozícia – lakový benzín, benzínový „galoš“, nefras, alkohol (acetón nie je vhodný);
- handry;
- ochranné rukavice.

Tu je zoznam nástrojov potrebných špeciálne na spájkovanie rúr PPR. Na upevnenie káblov na stenách a pripojenie k batériám budete potrebovať sadu kľúčov, vŕtačku, kladivo a skrutkovače.
Všetky zváracie stroje majú nepríjemnú vlastnosť – spájkovačka visí v zásuvke stojana a voľne sa pohybuje spolu s ňou na stole. Skúsená rada remeselníka: pripevnite stojan na stôl dvoma samoreznými skrutkami a pripevnite ohrievač skrutkou, ako je znázornené na fotografii..

Druhy spájkovačiek na polypropylén
Existujú ručné a mechanické spájkovačky. V domácom prostredí sa však používa prvá z možností. Je to kvôli jednoduchosti dizajnu, jednoduchosti obsluhy, malým rozmerom.
Spájkovanie polypropylénových rúrok vlastnými rukami sa vykonáva pomocou 2 typov zariadení:
- xiphoidová spájkovačka;
- valcovitý.
Valcová spájkovačka 
Mečová spájkovačka 
Rohy a objímky pre dva typy spájkovačiek. 
Veľkosti hrotov spájkovačky
Spájkovačky sa líšia tvarom vykurovacieho telesa. Na doske xiphoidných zariadení je umiestnených niekoľko otvorov, ktoré umožňujú inštaláciu rôznych prídavných zariadení, ktoré sa skladajú z 2 častí: tŕňa a puzdra. Sú navrhnuté tak, aby zahrievali koncové časti komunikácie. Takže na tŕň je nasunutý spojovací prvok, puzdro je navrhnuté tak, aby ohrievalo koncovú časť potrubia.
Zahrievanie výrobkov pomocou trysiek by sa malo vykonávať súčasne. Keď sa študuje otázka, ako variť polypropylénové rúry, je potrebné použiť zariadenia, ktoré obsahujú dýzy potiahnuté teflónom. Tým sa zabráni priľnavosti roztaveného materiálu k kovu..
Válcové zariadenia sa líšia dizajnom od xiphoidných, čo je spôsobené prítomnosťou vykurovacieho telesa vo forme valca. V tomto prípade sa používajú trysky krimpovacieho typu. Sú nasadené na kovový valec, pevne pripevnený. Na oboch stranách týchto dýz je umiestnený tŕň a objímka. Princíp spájkovania je rovnaký ako v prípade analógu xiphoidu..
Kritériá výberu zváracích strojov
- Moc. Na prácu s komunikáciou s priemerom maximálne 75 mm by ste si mali kúpiť zariadenie s výkonom až 1 000 W. Jeho schopnosti sú dostatočné na zaistenie vysoko kvalitného švu. V každodennom živote sa však metóda spájkovania častejšie používa na upevnenie rúrok s priemerom až 50 mm. V tomto prípade je možné použiť jednotky s výkonom až 700 W. Okrem toho je potrebné pripomenúť, že počiatočné prúdy pri zapnutí sú oveľa vyššie, preto musí byť k dispozícii rezerva výkonu (20-30%).
- Typ vykurovacieho telesa: tanier, valec. V každodennom živote používajú prvú z možností, ľahšie sa s ňou pracuje. Je to dôležité, ak nie sú skúsenosti s inštalačnými prácami tohto typu..
- Počet, typ a veľkosť trysiek. Zistite, ktoré výrobky je potrebné spájkovať. Do úvahy sa berie priemer komunikácie. V najjednoduchších modeloch je možné súčasne spájkovať 2-3 rúrky a ešte viac, rovnaký počet tvaroviek. V tomto prípade sú na vykurovacom telese 2-3 otvory.
- Výrobca.
Na stavebnom trhu nájdete zariadenia vyrobené v rôznych krajinách: Rusko, Čína, Turecko, Česká republika. Posledná z možností je drahšia, tieto zariadenia majú vysokú kvalitu zostavenia a spoľahlivosť. Zváracie stroje môžu mať chybu v meraní teploty. V dôsledku toho skutočný indikátor často nezodpovedá uvedenému.
Podľa tohto kritéria víťazí česká technológia, chyba takýchto spájkovačiek je minimálna. V každodennom živote by však začiatočníci mali používať ruské alebo čínske modely, pretože sú lacnejšie, aj keď sa líšia výraznou chybou, ktorá je u niektorých modelov 10 °.
Valcové zariadenie
Tento typ spájkovačky na polypropylénové rúry má vykurovací prvok vo forme valca. Dýzy sa naň nasadzujú od konca a stláčajú sa skrutkami pozdĺž okrajov, ktoré sú súčasťou ich dizajnu. Stupeň vzdialenosti matice od okraja valca nie je ničím obmedzený (neexistuje žiadny špecifický otvor), takže pre spájkovacie rúrky v blízkosti samotnej steny môžete nastaviť ľubovoľnú vzdialenosť. Telo nástroja pokračuje vo svojom valcovom tvare, čo ho robí oveľa kompaktnejším ako ostatné modely.
Takéto zváracie stroje na plastové rúrky sú najlepšie v prípade komplexného oddelenia komunikácií: vetvenia v kotolni, spájania teplých podláh s kolektorom, spájkovania v úzkych výklenkoch atď. Rúrkový spoj, ktorý je už na jednej strane pripojený k systému. Ale ak je to žiaduce, môžu pracovať aj stacionárne, pre ktoré výrobca poskytuje malý sklopný stojan na taniere.
Spájkovacie rúrky v ťažkých oblastiach
Pri montáži vodovodného alebo vykurovacieho systému s komplexnou konfiguráciou môžu nastať problémy s prístupom k spájkovaciemu bodu. Ako spájkovať polypropylénové rúry na ťažko dostupných miestach?
V procese prípravy je potrebné podmienene rozdeliť celú sieť na samostatné uzly, ktoré je možné pripojiť na pracovný stôl, a potom sa hotové vetvy zvaria do systému v dvoch alebo troch bodoch. Nasledujúce oblasti je možné považovať za ťažko inštalovateľné:
- stropné potrubie;
- na miestach, kde nie je možné umiestniť spájkovačku.
Najlepším spôsobom, ako sa v tomto prípade vyhnúť ťažkostiam, je zabrániť ich vzniku. Aby ste to urobili, musíte premyslieť poradie montáže a vytvárať zložité zostavy na pracovnom stole, a nie na rukách. Ak to nie je možné, je lepšie použiť elektrické príslušenstvo..
Vo všeobecnosti je tento druh obtiažnosti výsledkom konštrukčných chýb. Vyrobiteľnosť inštalácie je hlavnou podmienkou projektanta.
Spájkujeme prvý spoj
Technológia zvárania polypropylénu vyzerá celkom jednoducho – koniec potrubia a tvarovka sa súčasne zahrieva spájkovačkou a potom sa spoja ručne. Tu je háčik – pri najmenšej odchýlke od technologických požiadaviek sa spojenie stáva nespoľahlivým..
Dôležitý bod. Vylepšenie alebo oprava neúspešného spoja je nemožná – chybný úsek sa vyreže, spojenie sa obnoví použitím nových tvaroviek a predĺžením potrubia (ak je to potrebné). Začiatočníci by preto mali pred zodpovedným spájkovaním nacvičiť..

Ovládacie prvky a funkčné prvky spájkovacieho ohrievača
Ako správne spájkovať rúrky podľa pokynov výrobcov polypropylénu:
- Nožnicami odrežte potrubie na správnu veľkosť. Ak je PPR vystužený hliníkom, koncový kus ohoľte. Cieľom je odstrániť hornú vrstvu fólie a prispôsobiť vonkajší priemer vnútornej časti tvarovaného prvku.

- Odložte stranou vzdialenosť 14-22 mm od konca (pozri tabuľku nižšie) a na povrch nakreslite značku označujúcu hĺbku ponorenia. Ak je potrebné opraviť polohu potrubia vzhľadom na tvarovku, označte oba výrobky príslušnými značkami

- Zapnite spájkovačku, nastavte teplotu na +260 ° C a počkajte, kým nezhasnú indikátory zahrievania. Navlhčite handru v bielom liehu a odmastite povrchy, ktoré chcete nataviť..
- Rúru a tvarovku nasuňte súčasne na profily zodpovedajúcich dýz. Ponorte koniec potrubia k značke, nie hlbšie. Dodržujte predpísaný čas zahrievania podľa tabuľky.

- Súčasne tiež vytiahnite prvky, ktoré sa majú zvárať, z ohrievača a koniec rúrky rýchlo zasuňte do tvarovky (až po značku, nie až na doraz!). Maximálny časový interval medzi vybratím zo zariadenia a vložením do doku sú 3 sekundy

- Držte kĺb rukami niekoľko sekúnd (presne to je uvedené v tabuľke). Vyhodnoťte kvalitu spojenia – vnútorný priechod nesmie byť blokovaný taveninou.
Poznámka. Výrobcovia polypropylénu dôrazne neodporúčajú otáčať prvky okolo vlastnej osi počas vkladania / vyberania / dokovania. Kovanie a tryska sú vytiahnuté zo spájkovačky a spojené iba priamym pohybom.
Ako je z tabuľky zrejmé, hĺbka ponorenia a doba držania častí na zariadení závisia od priemeru potrubia. Ak je uvedený čas prekročený, polypropylénová tavenina pokryje časť prietokovej oblasti. V prípade prehriatia kĺb prejde tlakovým testom, ale po 1 až 2 rokoch začne unikať.

Zváračské práce sa odporúčajú vykonávať pri teplote okolia nie nižšej ako +5 ° С. Ak musíte variť polypropylén za studena alebo v tridsaťstupňových horúčavách, doba ohrevu by sa mala upraviť o 50% v jednom alebo druhom smere – odporúčanie výrobcu. V praxi je lepšie vykonať niekoľko testovacích spojov a empiricky určiť čas uzávierky..
Vykurovací polypropylén

Na spájkovačku je nainštalovaná sada dýz vhodného priemeru. Zariadenie je pripojené k sieti, v prípade potreby je teplota nastavená na 260 °. Neexistujú žiadne odchýlky od hodnoty, líši sa iba doba spracovania rôznych značiek. Všetky odporúčania je možné vopred prečítať v pase zariadenia. Zahrieva sa 10-15 minút. Spájkovanie polypropylénových rúrok vlastnými rukami, ako aj ich príprava, sa tiež vykonáva v niekoľkých fázach..
- Rúrka a spojovací prvok sú vložené súčasne: prvý, až po značku, do objímky, druhý do tŕňa.
- Po vykonaní tejto operácie sa zaznamená čas zahrievania, ktorý je pre každý priemer iný. Akákoľvek nadmerná expozícia spôsobí deformáciu produktu..
- Po uplynutí tejto doby sa obe časti, mierne skrútené, odstránia z vykurovacích telies, rýchlo sa do seba vložia, okamžite sa upraví na priľnavosť (1-2 sekundy) a potom sa privedú na značku. V tejto fáze už nie je dovolené otáčať diely. V opačnom prípade hrozí nerovnomerné rozloženie plastov, ktoré je spojené s porušením integrity švu.
- Pripojenie držte, kým nevychladne, pričom sa vyhnete najmenšiemu posunutiu.
- Test systému sa spustí po 1 až 2 hodinách..

K vyššie uvedenej tabuľke je niekoľko poznámok:
- pri spájkovaní tenkostenných rúr PN 10 sa čas ohrevu zníži na polovicu a spojovacia časť sa zahrieva „podľa pravidiel“ so zameraním na stôl;
- v chladnej miestnosti (vonku), kde je teplota nižšia ako 5 °, sa doba zahrievania zdvojnásobí.
V tomto prípade predbežná prax neublíži, zachráni vás pred manželstvom a možnými únikmi. Na školenie a úplný test si môžete vziať najlacnejšie výrobky na skúšobné spájkovanie.
Položenie sekcií na stôl
Najkvalitnejšie spájkovanie rúrok vychádza v pohodlných podmienkach, keď je zvárací stroj upevnený na stole. Z toho vyplýva záver: musíte rozdeliť rozvodnú sieť vykurovania / vody na sekcie, ktoré je možné vyrobiť samostatne, a potom ich spolu spojiť na mieste..

Pokúste sa vykonať maximálnu zváraciu prácu na stole a vytvorte hotové sekcie
Ako označiť a zvárať sekcie polypropylénových rúrok:
- Nainštalujte inštalatérske a vykurovacie zariadenia – kotol, vyrovnávaciu nádrž, rozdeľovače, mixéry a tak ďalej.
- Rozdeľte čiary na samostatné sekcie tak, aby spoje sekcií boli na vhodných miestach. Po vyznačených trasách pripevnite rúrkové svorky – západky (inak – spony)
")
- Vypočítajte dĺžky rovných rúrok medzi každým párom tvaroviek. Zohľadňujú sa 3 rozmery: čistá dĺžka, ponorenie do armatúry a vzdialenosť od potrubia k stene

- Zmerajte a narezajte rovné kusy na veľkosť, nastavte limitné a vodiace značky.
- Odmasťujte všetky konce a pokračujte v zváraní.

Rozdelenie na sekcie spôsobuje najväčšie ťažkosti. Uveďme príklad: dvojrúrkový spodný rozvod vykurovania je rozdelený na dlhé horizontálne sekcie a pripojenia radiátorov. Prvým je rúrka so zváraným odpaliskom a spojkou, druhým je tvarovaný prvok niekoľkých vetiev a odbočných rúr, ktorý končí závitovým adaptérom pre kohútik.
Namontujeme sedlá do vodovodného systému
Tento prvok potrubia sa používa na vytvorenie ďalšej vetvy a potreba jeho inštalácie vzniká spravidla pri opravách existujúcich rozvodov.
Menšia tvarovka je spájkovaná do potrubia s väčším priemerom, čo vám umožní nainštalovať odbočku z existujúceho vedenia pod uhlom 90 stupňov.
Na to potrebujete:
- V stene existujúceho potrubia musí majster vyvŕtať otvor požadovaného priemeru, odstrániť otrepy a skosenie.

- Kryté časti sa zahrievajú spájkovačkou tradičnou technológiou.

- Sedlo (tvarovka) tesne zapadá do otvoru v potrubí.

Tento spôsob vytvárania ďalších vetiev vo vodovodnom systéme z polypropylénových rúrok vám umožňuje pokračovať v rozvoji siete s najmenšou pracnosťou..
Vedieť, ako správne spájkovať polypropylén, vám umožní ľahko namontovať potrubia akejkoľvek dĺžky a stupňa zložitosti.
Zvárame oblasti v nepohodlných podmienkach
Montáž na mieste začína upevnením zváraných častí v sponách inštalovaných pozdĺž koľaje na stenu. Prvá časť musí byť pevne pripevnená tak, aby rúrka nekĺzala dovnútra západiek alebo druhým koncom spočívala na stene. Potom vyberte spájkovačku zo stojana a zvarte spoj podľa hmotnosti.
Rada. Montážne práce sa najlepšie vykonávajú s asistentom, v prípade potreby udrží jednu rúru alebo vám vezme zvárací stroj, keď sú na rýchle pripojenie vyhrievaných častí potrebné obe ruky. Ak nie je nikto, kto by pomohol, musíte v prvej časti vytvoriť spoľahlivý oporný bod, aby sa prvky nepohybovali v klipoch.

Tu sa zváranie vykonáva bez zvláštnych ťažkostí – hrot spájkovačky sa ľahko nasadí na rúrky
Popíšeme niekoľko techník zvárania polypropylénu na ťažko dostupných miestach:
- Keď prvú časť nemožno zaistiť, požiadajte asistenta, aby potrubie podržal. Na konci zahrievania k nemu rýchlo odovzdajte spájkovačku a spojte prvky.
- Ak sa „železný“ ohrievač opiera o stenu, pokúste sa uvoľniť konce rúr, ktoré sa majú zvárať, zo sponiek.

- Druhá možnosť: nájsť pohodlnejšie miesto na spájkovanie, predĺžiť dĺžku potrubia pomocou spojky a tým preniesť bod pripojenia.
- Ak sa diely nedajú posunúť od seba na šírku ohrievača, priskrutkujte k „žehličke“ 2 rovnaké sady nadstavcov a nasaďte obidva diely na jednu stranu tŕňa, ako je znázornené na fotografii..

- Skúsení umelci varia jeden kĺb v hlbokom výklenku, kde zariadenie nevstúpi do žiadnej polohy: vyhrievanú trysku vyberte z tŕňa pomocou klieští a vložte ju medzi diely, ktoré sa majú spojiť.
Poznámka. Posledná metóda je považovaná za dosť riskantnú – odstránená tryska sa rýchlo ochladí, musíte byť schopní presne odhadnúť čas expozície. Nie je priestor na chyby – keď spoj tečie, budete musieť prerobiť časť systému a odstrániť následky záplav.
Na konci montážnych prác vykonajte tlakovú skúšku – naplňte potrubnú sieť vodou, načerpajte maximálny pracovný tlak a nechajte ju 1 deň. Podrobnosti o inštalácii a overení nájdete v druhom video návode:
Pripojenie rúr vystužených hliníkom
Pri zváraní polypropylénových rúrok s výstužou je potrebné dodržiavať pravidlá. Vystužená vrstva je vytvorená z hliníka alebo sklolaminátu.
Používajú sa pri inštalácii systémov, ktoré pohybujú vodou s vysokou teplotou, pretože pod vplyvom zahriatej kvapaliny dochádza k lineárnej expanzii materiálu a ohýbaniu potrubia..
Pri spájkovaní je potrebné odstrániť hliníkový ochranný materiál. Táto vrstva navyše ovplyvňuje kvalitu spoja a doba zvárania závisí od vykurovacieho obdobia polypropylénových dielov..
Vystužené potrubia sa vyznačujú zvýšeným priemerom. Použitie štandardných trysiek na ohrievacom nástroji bez predbežnej prípravy výrobkov preto nebude fungovať..
Vykonáva sa odizolovaním častí. Nevzťahuje sa na výrobky vystužené sklenenými vláknami. Sú spojené rovnakým spôsobom ako nevystužené potrubia..
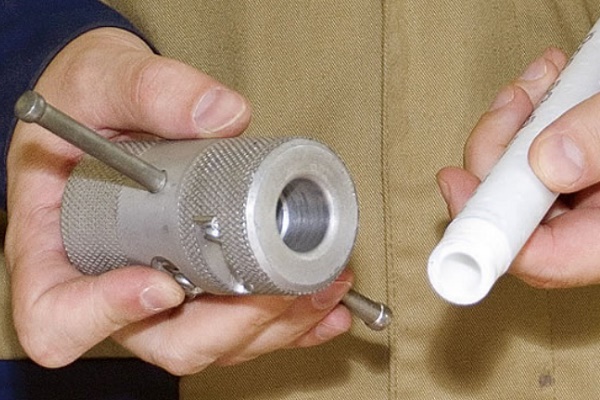
Čistenie sa vykonáva rôznymi spôsobmi, pretože existuje mnoho technológií na vystuženie polypropylénových výrobkov. Liečba sa častejšie používa pri použití holiaceho strojčeka. Jedná sa o kovové zariadenie vo forme puzdra s čepeľami.

Nástroj sa posúva cez koniec rúrky a otáčaním sa odstráni hliníková ochranná vrstva. Tento proces sa vykonáva, kým nezostane iba jeden plast..
Rúry PP je možné vyrobiť, keď je vystužená vrstva v strede hrúbky steny. V tomto prípade sa používa obkladový nástroj. Tento nástroj je veľmi podobný holiacemu strojčeku. Rôzne usporiadanie a usporiadanie nožov.
Nástroj vám umožňuje vyrovnať konce a odstrániť 2 mm výstužnej vrstvy umiestnenej v strede hrúbky steny potrubia. Vďaka tomuto spracovaniu bude možné vykonávať vysokokvalitné spájkovanie..
Vonkajšia ochrana
Rúra sa vloží do holiaceho strojčeka, potom sa otočí a odstráni sa rušivá kovová vrstva. Spracovanie je dokončené, keď produkt spočíva na spodnej časti nástroja. V tomto prípade nie je potrebné predbežné označenie. Hotová, vyhrievaná rúra je zasunutá do spojovacieho prvku, kým sa nezastaví: ani milimetr nechráneného materiálu nesmie zostať vonku..
Metódy spájania polypropylénových rúrok
Zostavenie potrubia z polypropylénových polotovarov sa vykonáva dvoma spôsobmi: priamo a pomocou ďalších spojovacích prvkov na rôzne účely. Prvá možnosť je relevantná pre prvky, ktorých priemer presahuje 40-63 mm, pretože výrobky majú dosť hrubé steny
Tu je dôležité dodržať niekoľko podmienok:
- rovnaké rozmery v priereze, hrúbke;
- presná zhoda koncových hrán;
- prísne zarovnanie.
Metóda zvárania zásuviek sa používa pre tenkostenné (do 4,5-5 mm) výrobky s vonkajším priemerom 16 až 40-63 mm. Tieto polotovary sú dôležité pre inštaláciu vodovodného systému a vykurovacieho systému v obytnom sektore. Tu sa na montáž diaľnic používajú ďalšie spojovacie tvarovky, z ktorých jedna alebo všetky odbočné rúrky sú vyrobené z termoplastického polyméru. Stojí za zmienku, že vnútorný a vonkajší priemer použitých častí by mali byť blízke hodnotám, ale mali by sa líšiť vo väčšom smere v prospech druhej veľkosti..
Ako správne spájkovať polypropylén – pokyny
Musíte konať dôsledne, v tomto prípade sa zníži pravdepodobnosť, že dôjde k chybe.

Podrobný návod na spájkovanie polypropylénových rúrok
- Pripravte izbu. Vzhľadom na to, že sa pri spájkovaní uvoľňujú toxické látky, mala by byť zaistená účinná cirkulácia vzduchu.
- Po vyrezaní sa okraje komunikácií spracujú orezávačom alebo úkosovacím nástrojom. Skosenia sa vyrábajú, čo uľahčuje spájanie rúrok.
- Materiály sú odmastené: očistené od prachu, ošetrené lakom. Keď je povrch úplne suchý, musíte pokračovať v práci..
- Po nastavení teploty na požadovanú úroveň (+ 260 ° C) zapnite spájkovačku.
- Keď sa na tele spájkovačky rozsvieti zelené svetlo, môžete pristúpiť k spájkovaniu. V objímkovej dýze je nainštalovaná rúrka, na tŕň je nainštalovaná tvarovka.
- Súčasne sa zahrievajú 2 prvky budúceho potrubia: tvarovaná časť, potrubie.
- Po čakaní na čas uvedený v tabuľke vyššie sa rúrka a tvarovaný prvok vyberú z dýz a spoja sa navzájom. V takom prípade musia byť diely nehybné. Komunikácia je spojená s predkreslenou pozdĺžnou čiarou. Najmenší posun ešte nestuhnutého polypropylénu povedie k zničeniu molekulárnych väzieb. V budúcnosti to môže spôsobiť únik.
Pokyny na spájkovanie
Na dokončenie postupu sú potrebné pokyny na správne spájkovanie polypropylénových rúrok. Spájkovací stroj v konštrukcii musí mať vykurovaciu základňu, ktorá má otvory na pripevnenie trysiek. Sada s prílohami sa vo väčšine prípadov dodáva so zariadením, ak nie, potom je možné ich zakúpiť samostatne. Mechanizmus zariadenia je podobný žehleniu. Jediným rozdielom je prítomnosť dvoch markíz. Na povrchu puzdra je nainštalovaný termostat, ktorý môže nastaviť stupeň teploty.
Pred zapnutím vykurovacieho telesa musíte aktivovať stav spájkovačky. Na dokončenie tejto úlohy je potrebné nainštalovať stojan a nasadiť dýzu požadovaného priemeru. Povrch podrážky má zvyčajne dva kontakty na pripevnenie dýz. Ak ide o potrubia s malým priemerom, tryska musí byť inštalovaná na okraji výtoku.
Ďalej musíte pripojiť spájkovacie zariadenie k sieti. Stojí za to dať ukazovatele stanov na 260 stupňov. Ak chcete získať výsledok, musíte počkať, pretože táto teplota sa dosiahne za 20 minút. Keď svetlo na puzdre zhasne, znamená to, že je zariadenie pripravené na použitie..
Základné pojmy procesu
Spájkovanie je veľmi jednoduchý materiál. To je dôvod, prečo, ak ste sa rozhodli pre materiál pre inštalatérske práce, potom musíte poznať niektoré vlastnosti polypropylénu. Je to potrebné na kontrolu správania potrubí, aby nedošlo k nepredvídaným situáciám. Poďme si teda prejsť všetky pojmy, ktoré potrebujeme.
Pred spájkovaním plastových výrobkov musíte vedieť, že takýto materiál môže stratiť pevnosť a tvrdosť pri teplotách od 140 stupňov Celzia. Stojí za zmienku, že pokyny spoločností, ktoré vyrábajú rúry, obsahujú informácie o maximálnom ukazovateli – 95 stupňov.
Pozor! V systémoch zásobovania teplou vodou nepoužívajte plastové rúrky. V tejto situácii je vhodné uprednostniť pozinkované alebo medené.
K dnešnému dňu sa odporúča inštalovať polypropylénové výrobky v miernom podnebí, pretože za týchto podmienok sa plast môže vyrovnať aj s prepravou teplých prúdov.
Organizácia tepelného predĺženia
- Vykonáva sa inštalácia vystužených polypropylénových výrobkov. Takéto rúry majú menšie riziko tepelného predĺženia. Navyše také zariadenie vydrží vyšší tlak..
- Môžete nainštalovať špeciálne kompenzátory – to sú rovné ohyby v tvare U. Vďaka tomuto detailu si výrobok zachováva priamu líniu aj po predĺžení..
Pozor! Pre vykurovací systém by bolo najlepšou možnosťou použiť dve metódy súčasne. Rozšírenie nechýba u vystužených výrobkov, je jednoducho menšie ako u jednoduchých rúrok.
Spájkovanie plastových rúrok závisí od prítomnosti alebo neprítomnosti výstuže. Proces posilňovania má tieto vlastnosti:
- Ak je výstuž vyrobená zo sklenených vlákien, potom sa inštalačné práce nelíšia od jednoduchých modelov.,
- V prípade hliníkového rámu je čistenie povrchu nevyhnutné. Musíte tiež vykonať strihanie holiacim strojčekom.
Vystužené rúry sa najlepšie inštalujú na dodávku teplej vody alebo vykurovanie. Ak nainštalujete takéto výrobky pre studený prúd, potom sa účinok prejaví iba na nákladoch na dodávku vody.
Najzákladnejšie modely zariadenia môžu ohriať až 800 wattov. Na domáce použitie je tento výkon príliš vysoký. Indikátor napájania môže ovplyvniť rýchlosť zahrievania zariadenia, ale spájkovanie sa na to nehodí. Cenovo výhodné spájkovačky sú dodávané s prílohami pre hlavné typy priemerov. Ak požadovaná veľkosť nie je k dispozícii, môžete si ju kúpiť samostatne.
Nemali by ste šetriť peniazmi na vysokokvalitné ďalšie diely, napríklad na armatúry a plastové rúrky. Tvar zariadenia a spôsoby výroby spojovacích materiálov sa môžu líšiť. Stojí za zmienku, že takmer všetky nástroje potrebné na tento proces je možné nájsť doma..
Navyše najpohodlnejšou súčasťou budú nožnice na strihanie plastových rúrok. S ich pomocou môžete strihať presnejšie a plynulejšie. Toto zariadenie môže výrazne skrátiť čas potrebný na dokončenie procesu..
Pozor! Predtým, ako si kúpite spájkovačku, musíte sa zoznámiť s komponentmi jej súpravy, pretože mnoho modelov je dodávaných s rezačkou rúrok alebo metrom.
Ako ručne zvárať rúry?
Na prácu používajte špeciálny zvárací stroj na polypropylénové rúry. Na svojom plochom vykurovacom telese, nazývanom „železo“, sú k priemeru potrubia pripevnené spárované objímky adaptéra. Okraje spájkovaných častí sú rezané presne pod uhlom 90 °, sú skosené, čo uľahčuje spojenie.
Ďalej sú hrany a priľahlá oblasť 15-20 mm očistené od prachu, hoblín a iných nečistôt. Na tento účel sa používajú organické rozpúšťadlá, ako je alkohol alebo trichlóretán. Pri výbere rozpúšťadla sa riaďte pokynmi výrobcu..
Parametre skosení a šírka pásma odizolovania sa vyberajú na základe priemeru spájaných prvkov..
Parametre drážkovania a odizolovania v závislosti od priemeru.
Teplota vykurovania sa nastavuje s prihliadnutím na odporúčania výrobcu a opravy pre teplotu v miestnosti. Po zahriatí zváracieho stroja sa pripravené okraje položia na puzdrá a začnú sa zahrievať. Odporúča sa skontrolovať skutočnú teplotu elektrického ohrievača kontaktným teplomerom alebo pyrometrom..
Vonkajšie pozdĺžne riziká sa uplatňujú na rúrkové profily alebo tvarovky. Umožnia vám presne kombinovať prvky bez výtlaku. Po uplynutí času potrebného na zahriatie sa obidve časti vyberú z objímok adaptéra a okamžite sa vložia do seba, aby sa riziká zhodovali.
V tejto polohe je zaistené po dobu zvárania, pričom diely musia byť bezpečne pripevnené. Dochádza k vzájomnému prieniku zmäkčených povrchových vrstiev okrajov dvoch častí a vzniku nových molekulárnych väzieb. Po uplynutí času zvárania sa musia spájané prvky prirodzene ochladiť bez toho, aby boli ponorené do vody alebo fúkané studeným vzduchom. Takýto náraz povedie k tepelným deformáciám a prasknutiu novo vytvorených väzieb..
Po dokončení zvárania časti potrubia (alebo celého systému) sa testujú pod pracovným tlakom kvapaliny. Každý spoj je starostlivo skontrolovaný, či sú spozorované kvapky vody alebo potu – spoj je odmietnutý a musí byť znovu spájkovaný.
Na zlepšenie pochopenia fyzikálnych javov, ktoré sa vyskytujú počas spájkovania, je poskytnutý časový diagram zmien teploty a tlaku lisovacích častí..
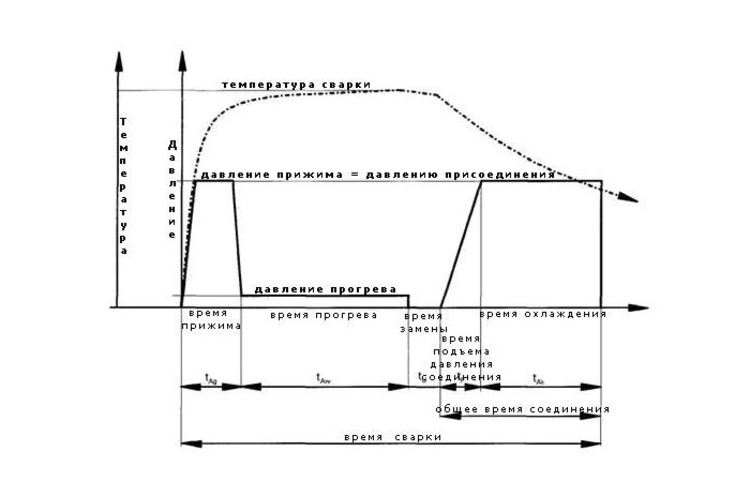
Diagram teploty a tlaku počas rôznych fáz zvárania.
Časová stupnica na diagrame je uvedená v nelineárnej mierke, skutočný pomer časov lisovania a chladenia je možné získať z tabuľky..
Požadovaný nástroj

Zvárať polypropylénové rúry s týmto zariadením vlastnými rukami nie je ťažké a každý nováčik remeselník to dokáže. Náklady na tento rad nástrojov sa pohybujú od osem do štrnásť tisíc rubľov. Na jednorazovú prácu sa však neodporúča kupovať takéto zariadenie. Nie je to ekonomicky odôvodnené. Je lepšie si ho prenajať od akejkoľvek inštalačnej spoločnosti..
Stroj na zváranie plastových rúrok sa často predáva spolu s dýzami rôznych priemerov (aby bolo možné spájať rúry rôznych sekcií) potiahnuté teflónom. Na prácu potrebujeme aj nasledujúci nástroj..
- Rezačka rúrok. Tento nástroj taktiež dopĺňa balík popísaného zariadenia..
- Holiaci strojček Toto pripevnenie je určené pre výstužnú vrstvu na vystužených rúrkových výrobkoch..
- Vládca.
- Odmasťovacie prostriedky.
- Kovanie.
- Dobre nabrúsený nôž.
- Fixka a handry.
- Súbor.
Spájkovací stôl pre polypropylénové rúry
| Priemer potrubia, mm | Dĺžka vyhrievanej sekcie, mm | Trvanie doby spájkovania, sekundy |
| Expozícia potrubia v tryske spájkovačky | Pri pripájaní potrubných úsekov | Keď polypropylén tvrdne |
| 16 | 12 | 4-5 | 4 | 120 |
| dvadsať | štrnásť | 5 |
| 25 | 15 | 6-7 | 6 |
| 32 | 16 | osem | 240 |
| 40 | osemnásť | 10-12 |
| 50 | dvadsať | osemnásť |
Doba zahrievania a držania PP rúrok pri danej teplote spájkovačky zaisťuje vysokú kvalitu spoja švu. Slabé zahrievanie nezmäkčí komunikáciu. V takom prípade nebude možné potrubia ukotviť..
Vlastnosti práce s rúrkami s hliníkovou výstužou

Vystužené polypropylénové rúry
Polypropylén má vlastnosť tepelnej rozťažnosti, ktorá obmedzuje používanie materiálu v podmienkach s vysokými teplotami, zmenami jeho ukazovateľov. Nevýhoda bola napravená vystužením rúrok hliníkom alebo sklolaminátom. V prípade prvého nevzniknú ťažkosti pri spájkovaní a prevádzke liniek.
Kovovú výstuž je možné nainštalovať na vnútornú stranu výrobku alebo pod vonkajší plášť. Vonkajšiu vrstvu s hliníkovou fóliou je potrebné pred spájkovaním odstrániť. Existujú tri dôvody:
- je potrebné dodatočné vykurovanie;
- polotovary z kovového plastu majú väčší vonkajší priemer ako bez výstuže alebo so sklenenými vláknami;
- hliník a polymér tvoria pri zváraní slabú väzbu.
Na vykonanie práce sa používa holiaci strojček – duralový dutý valec s oceľovými čepeľami umiestnenými vo vnútri. Navyše, kvôli jednoduchému použitiu, je možné vložiť odnímateľnú tyčovú rukoväť. Obmedzenie hrúbky rezu a hĺbky spracovanej oblasti je k dispozícii vopred, takže nie je potrebné sledovať parametre.

Vnútorné odizolovanie sa vykonáva tak, aby sa vylúčil priamy kontakt hliníka s prepravovanou kvapalinou. To môže viesť k aktivácii elektrochemických procesov, zničeniu výstužnej fólie, delaminácii rúr, odtlakovaniu kontaktnej zostavy. Tu sa fazety používajú na prípravu obrobkov na zváranie. Toto zariadenie má podobnú štruktúru ako holiaci strojček, iba čepele sú umiestnené na vnútornom konci..

Spájkovacie rúrky s výstužou
Prevádzková teplota komunikácií pre dodávku studenej vody sa pohybuje v rozmedzí -10 … + 90 ° С. Vplyvom chladiva sa potrubie ohýba, pretože dochádza k intenzívnej lineárnej expanzii. To znamená, že na vykurovanie musíte použiť rúrky, ktoré sa líšia vhodnejšími charakteristikami..
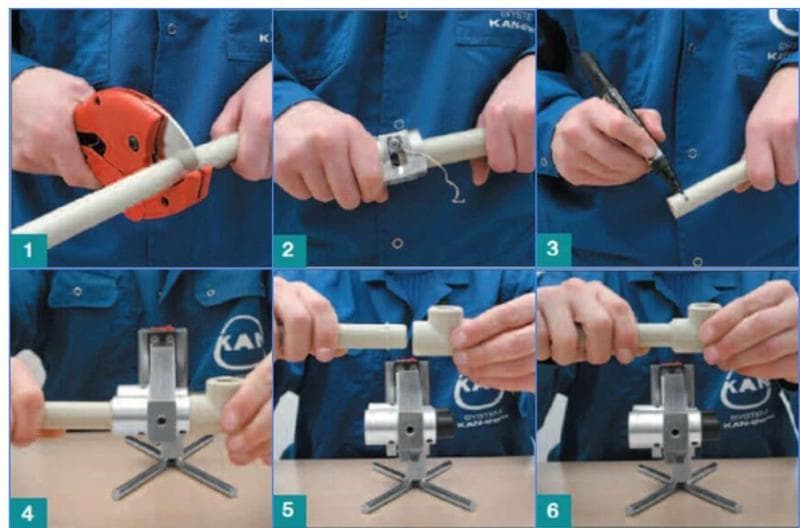
1 – odrežte požadovanú dĺžku potrubia. 2 – odstráňte výstuž šijacím strojom. 3 – označenie smeru. 4 – ohrev potrubia a tvarovky. 5, 6 – spojenie potrubia s tvarovkou a upevnením.
V podmienkach vystavenia vysokým teplotám sa teda používajú výrobky vystužené sklenenými vláknami alebo hliníkom. Takéto rúrky sú viacvrstvové výrobky: na polymérny výrobok sa nanesie tenká vrstva sklených vlákien a pokryje sa vrstvou PP. Výhody:
- relatívna stabilita lineárnej expanzie, dokonca aj pod vplyvom vysokých teplôt sa geometria výrobku mierne mení;
- schopnosť odolávať tlaku až do 10 atm, na porovnanie, v bytových domoch je komunikácia ovplyvňovaná menej intenzívne (6-8 atm);
- v dôsledku prítomnosti vrstvy výstuže sa životnosť potrubia zvyšuje;
- rúry s vnútornou výstužou vykazujú odolnosť voči vysokým teplotám, pri ktorých sa klasická verzia komunikácie začína topiť.
Technológia spájkovania vystužených rúrok sa nelíši od spôsobu spájania nevystužených komunikácií s jedinou výnimkou: v prípravnej fáze musia byť konce výrobkov očistené od výstužnej vrstvy, na ktorú používajú obkladový nástroj, holiaci strojček. Po príprave sa rúrky odmastia, potom sa zahrejú spájkovačkou a spoja.
Strihacie nožnice
Tento nástroj sa nazýva aj valčekový rezač rúr. Vyrába sa najčastejšie v dvoch modifikáciách:
- pre rúry s vonkajším priemerom 16 mm – 40 mm,
- pre rúry s vonkajším priemerom 16 mm – 110 mm.
Pravidlá spájkovania DPS, aby ste sa vyhli chybám
- Priemer polypropylénovej rúry je zvolený podľa tabuľky veľkostí;
- pred prácou pripravte všetko, čo potrebujete, pretože zváranie sa vykonáva rýchlo, počas procesu inštalácie nebude čas na prípravu, spájkovačka sa zapne, keď sú komunikácie už prerušené;
- zvárací stroj musí byť bezpečne pripevnený k vodorovnému povrchu, od toho bude závisieť kvalita švu, tieto jednotky sú vybavené špeciálnymi stojanmi, ale niektoré modely nie sú pevne nainštalované, preto je potrebné ich dodatočne upevniť;
- teplota topenia polypropylénu je oveľa nižšia ako hodnota, ktorá je stanovená v nastaveniach zváracieho stroja, tento rozdiel je spôsobený potrebou rýchlo zmäkčiť rúrku, teplota + 260 ° C sa považuje za dostatočnú;
- teplotný režim by sa nemal meniť pri použití väčších výrobkov, keď sú spájkované rúrky PP, teplota ohrevu sa nemení so zväčšením priemeru komunikácií, z vyššie uvedenej tabuľky môžete zistiť, že rozmery výrobkov určujú iba trvanie zahrievania materiálu;
- musíte sa riadiť indikáciou: červené svetlo znamená, že sa vykurovacie teleso zaplo, zelené svetlo znamená, že bola dosiahnutá nastavená teplota;
- používatelia často preskakujú fázu odmasťovania materiálu, avšak prítomnosť prachu, kvapiek vody v rezanej oblasti môže spôsobiť oslabenie švu, pretože štruktúra materiálu sa stáva poréznejšou;
- keď sa vykonáva inštalácia potrubia komplexnej konfigurácie, je potrebné potrubie spojiť v rôznych uhloch, navzájom sa tiež otáčajú; aby nedošlo k narušeniu zarovnania výrobkov, odporúča sa najskôr určiť presnú polohu komunikácií, potom sa vykoná ich predbežná inštalácia (bez použitia spájkovačky), v tejto fáze je potrebné nakresliť označovací pásik stredová čiara cez 2 spojené časti.
Malo by sa pamätať na to, že tenkostenné rúry sa zahrievajú rýchlejšie. To znamená, že doba prevádzky spájkovačky sa zníži dvakrát. Ak študujete otázku, pri akej teplote spájkovať také rúrky, musíte si uvedomiť, že hodnota tohto parametra nezávisí od rozmerov výrobku. Tenkostenné komunikácie sú navzájom prepojené v rovnakom teplotnom režime ako hrubostenné.
Vplyv chýb na kvalitu zvárania
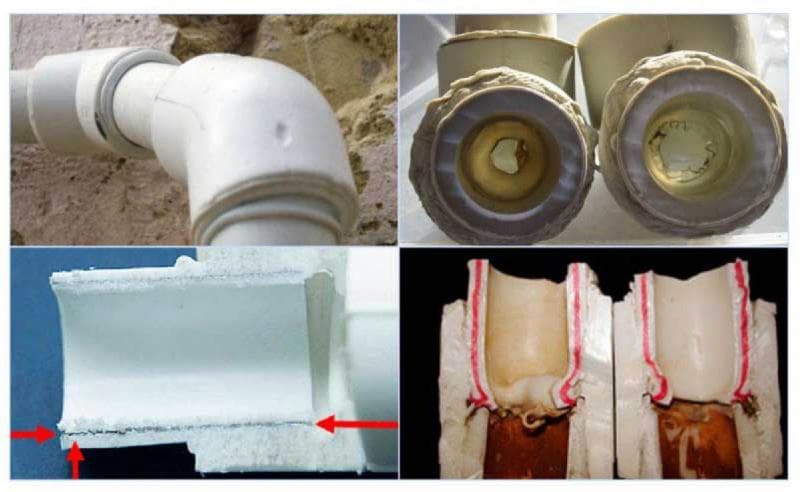
To sa stane, ak spájkovanie potrubí PP nie je správne!
Najbežnejšie porušenia procesu spájkovania:
- povrchy nie sú odmastené, v dôsledku čoho je kvalita spoja švu znížená;
- uhol rezu potrubia a tvarovky nezodpovedá 90 °;
- nedostatočné prehĺbenie potrubia do tvarovky alebo naopak, komunikácie sú vložené do tvarovaného prvku, kým sa nezastaví, v dôsledku čoho sa vo vnútri vytvorí veľký šev, ktorý bráni toku tekutiny;
- porušenie vykurovacej technológie: rúrky boli na tryskách príliš málo alebo naopak dlho, v oboch prípadoch bude kvalita spoja stehu nízka;
- pri spájaní vystužených rúrok nebola výstužná vrstva v koncovej časti úplne odstránená, v dôsledku čoho tento materiál zabráni taveniu polypropylénu, taký šev bude krehký alebo nebude fungovať vôbec;
- po spojení bola poloha dielov opravená, čo viedlo k zníženiu spoľahlivosti švu; aby sa predišlo takýmto následkom, je potrebné vydržať čas po pripojení potrubia a tvarovky, čím sa zabezpečí nehybnosť dielov.
Ako spájkovať PP rúrky bez spájkovačky
Keď sa uvažuje o metódach zvárania polypropylénových rúrok, nie je vždy možné použiť špeciálnu spájkovačku. V tomto prípade sú vybrané ďalšie možnosti, medzi nimi:
- plynový horák;
- kompresný rukáv;
- zváranie za studena.

Ak sa použije horák, nebude možné rovnomerne ohrievať polypropylén. Výsledkom bude, že spojenie švu bude vyzerať nedbalé, v takom prípade sa zníži spoľahlivosť švu. V priebehu času sa v tejto oblasti môže objaviť únik. Túto metódu je možné použiť ako poslednú možnosť a iba pri inštalácii systémov zásobovania studenou vodou..
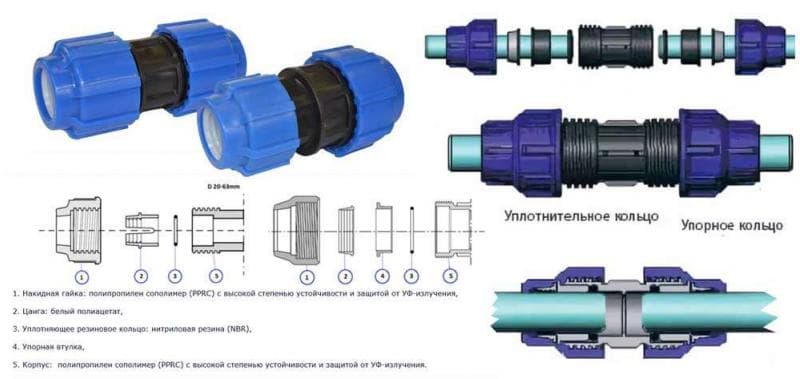
Kompresný návlek poskytuje spoľahlivé spojenie komunikácií, slúži ako kompletná náhrada za zvárací stroj. Náklady na takýto prvok sú však vysoké. V dôsledku toho sa náklady zvýšia, pretože na vedenie potrubí v celej miestnosti bude potrebný veľký počet kompresných tvaroviek..

Účinné je aj zváranie za studena. V tomto prípade sa používa dvojzložková epoxidová zlúčenina. Tento materiál vám umožňuje získať spoľahlivé spojenie bez špeciálneho vybavenia..
Na opravu komunikácií musíte na očistené a odmastené povrchy výrobkov naniesť lepidlo. Potom sa potrubie a tvarovka spoja a pevne držia. Lepidlo tuhne do 10 minút. Úplné vyliečenie trvá 1 hodinu. Túto možnosť je možné použiť iba pri inštalácii systému dodávky studenej vody..
Ako dlho trvá zahriatie polypropylénovej rúrky spájkovačkou? Aký je čas zvárania PP rúr?
Na začiatok by bolo potrebné porozumieť samotnému procesu spájkovania polypropylénových rúrok, a najmä teplotným parametrom, pri ktorých sa polypropylén topí. Tavenie polypropylénových rúrok, ako aj spojovacích prvkov PP (ďalej len polypropylén) začína pri teplote najmenej +260 stupňov Celzia.
Pred začatím práce je potrebné vybaviť spájkovačku na polypropylén (zvárací stroj) dýzami na zodpovedajúci priemer prvkov, ktoré sa majú pripojiť. Tieto dýzy sú „tŕň“ (objímka na zahrievanie vnútorného povrchu) a „objímka“ (na zahrievanie vonkajšieho povrchu)

Po utiahnutí tŕňa a puzdra na vyhrievanej železnej pneumatike ho zapneme pri teplote najmenej 260 stupňov (niektoré zariadenia majú gradáciu nastavenej teploty 200 – 240 – 280 stupňov, pričom obchádzajú značku 260. V tomto prípade v prípade, nastavíme ho medzi 240 a 280. Faktom je, že termostat vypne vykurovanie pri teplote zbernice 260 stupňov, zatiaľ čo zotrvačný ohrev „dobehne“ teplotu spájkovacieho páru po niekoľkých minútach. už až 270-280 stupňov.
Väčšina moderných spájkovačiek má zvukový / svetelný signál o pripravenosti na prácu. To znamená, že pár spájky (tŕň / objímka) dosiahol prednastavenú teplotu a je pripravený na použitie..
Teraz určíme dobu zahrievania v závislosti od priemeru potrubia. Existuje taká tabuľka, odvodená empiricky, a nie je v rozpore s odporúčaniami výrobcov polypropylénových rúrok a príslušenstva, ktorá ukazuje približný čas zahrievania rúrok rôznych priemerov pri „referenčnej“ teplote okolia (izbová teplota) – 20-24 stupne Celzia.
Polypropylénová rúra, po úplnom upevnení na zváraciu hlavu (tŕň alebo objímka nezáleží), zohrejeme ju v závislosti od veľkosti, nabudúce –
- polypropylénová rúrka 16 milimetrov by sa mala zahrievať 5 sekúnd;
- polypropylénová rúrka 20 milimetrov by sa mala zahrievať 6 sekúnd;
- 25 mm polypropylénová rúrka by sa mala zahrievať 7 sekúnd;
- polypropylénová rúrka 32 milimetrov by sa mala zahrievať 8 sekúnd;
- polypropylénová rúrka 40 mm by sa mala zahrievať 12 sekúnd;
- polypropylénová rúrka 50 milimetrov by sa mala zahrievať 20 sekúnd;
- polypropylénová rúrka 63 milimetrov by sa mala zahrievať 30 sekúnd;
- polypropylénová rúrka 75 mm by sa mala zahrievať 30 sekúnd;
Ale to nie je všetko. Pri zváraní polypropylénových rúrok existuje niečo ako „čas zvárania“ Čas zvárania je obdobie, počas ktorého je potrebné udržiavať spojené prvky v pevnej polohe a súčasne nemeniť ich vzájomnú polohu..
Čas zaručeného zvárania PP prvkov opäť priamo závisí od ich priemeru a je zameraný na nasledujúcu hodnotu v sekundách –
- pre polypropylénovú rúrku 16 milimetrov je čas zvárania 6 sekúnd;
- pre polypropylénovú rúrku 20 milimetrov je čas zvárania 6 sekúnd;
- pre 25 mm polypropylénovú rúrku je čas zvárania 10 sekúnd;
- pre 32 mm polypropylénovú rúrku je čas zvárania 10 sekúnd;
- pre 40 mm polypropylénovú rúrku je čas zvárania 20 sekúnd;
- pre polypropylénovú rúrku 50 milimetrov je doba zvárania 20 sekúnd;
- pre polypropylénovú rúrku 63 milimetrov je čas zvárania 30 sekúnd;
- pre polypropylénovú rúrku 75 milimetrov je čas zvárania 30 sekúnd;
Aby sa spoj nemohol zdeformovať alebo zmeniť svoju orientáciu a jeho zdroj bol dlhý, mali by sme sa zdržať mechanického nárazu na spájkovanú jednotku (ohýbanie, ťahanie). Čas držania po spájkovaní sa nazýva „čas chladenia“ a mal by byť aspoň –
- pre rúry s priemerom 16 až 25 mm. najmenej 2 minúty;
- pre rúry s priemerom 32 až 50 mm. najmenej 4 minúty;
- pre rúry s priemerom 63 a 75 mm. najmenej 6 minút.
Po získaní skúseností so zváraním na polypropyléne sa samozrejme naučíte experimentálne určovať stupeň zahrievania polypropylénových prvkov, ktoré sa majú spojiť, a ruka pochopí, aký je to pocit zahrievania potrubia aj cez železnú rukoväť. A čo je „guľôčka / guľôčka“ propylénovej vrstvy, ktorá sa získa správnym spájkovaním na spoji prvkov, ktoré sa majú spojiť, tu je –

Avšak pre domáceho remeselníka, ktorý v tejto záležitosti urobí prvé kroky, budú vyššie uvedené údaje veľmi užitočné.
Čas zvárania str
Na správny výpočet času na spájkovanie polypropylénových rúrok sa musíte pripraviť na postup:
- na pracovnú časť spájkovačky alebo žehličky by mal byť nainštalovaný polotovar príslušnej veľkosti;
- spájkovačka sa zapne;
- vykurovanie by malo dosiahnuť najmenej 260 stupňov – to je optimálny režim;
- konečné zahriatie je indikované zeleným senzorom.
Teraz musíme vypočítať čas. V zásade to treba urobiť vôbec pred začatím inštalácie..
Nesprávne zvolený čas na takéto spájkovanie polypropylénových rúrok je hlavnou chybou inštalatéra. Tabuľka, ktorá bude popísaná nižšie, vám pomôže správne ju vypočítať. Existujú však aj ďalšie faktory, ktoré je potrebné zvážiť:
- teplota okolia;
- teplota spájkovačky;
- potrubie by malo byť predhriate;
- správne vypočítajte priemer tvaroviek a potrubí.
Výber typov spájkovania
Pri práci s rúrkami s prierezom až 63 mm sa najčastejšie volí metóda spájkovania, ktorá zahŕňa použitie prvkov, ako sú spojky a zásuvky. Je pozoruhodné, že v oboch prípadoch je použitie takého dodatočného komponentu ako spojok povinné. Ak prvky, ktoré sa majú pripojiť, presahujú priemer 63 mm, potom sa najčastejšie používa metóda na tupo.
Ak hodnota priemeru nepresahuje 40 mm, potom sú také rúry zvárané prenosnou elektrickou zváracou jednotkou. Ak prierez konštrukcie presahuje 49 mm, potom sa práce na spájaní prvkov vykonávajú pomocou zariadenia so stredovým dizajnom.
Pri pripájaní polymérnych prvkov sa používa spôsob zahrievania, ktorý sa vykonáva pomocou dýz zváranej jednotky.
Ak bola voľba zastavená metódou zásuvky, potom je potrebné najskôr vykonať prípravné opatrenia:

Je potrebné vziať elektrickú spájkovačku, s ktorou budú zvárané dielektrické rúry, a umiestniť ju na hladký povrch. Ďalej je potrebné v ňom pomocou špeciálnych kľúčov opraviť zásuvné ohrievače vhodnej veľkosti. Pred zahrievaním je potrebné zaistiť, aby mala jednotka vhodné dýzy;
- Zariadenie začínajú nastavovať výberom vhodnej teploty na pripojenie polypropylénových rúrok.
Považuje sa za neprijateľné, ak pri pripájaní elektrických výrobkov teplota vonkajšieho vzduchu nezodpovedá optimálnemu režimu. Tomuto bodu je potrebné venovať osobitnú pozornosť. Ak je v lete a vonku silné teplo, potom je potrebné skrátiť dobu zahrievania komponentov. V opačnej situácii, keď je vonkajšia teplota vzduchu nízka, by mali byť prvky, ktoré sa majú pripojiť, ohrievané dlhšie ako obvykle. Na stanovenie vhodnej teploty na zváranie rúr je dôležité vziať do úvahy všetky nuansy..
Prvé zváranie sa spustí po 5 minútach od okamihu, keď sa zváracia jednotka zapla, aby sa zahriala. Súčasne, keď je dokončený ďalší proces zvárania pomocou elektrickej zváracej jednotky, je potrebné z jeho pracovných plôch odstrániť plastové častice..
Vplyv teploty na proces spojenia spojov PP potrubí a tvaroviek
Ak hovoríme o zvláštnostiach spájania polypropylénových rúrok, potom povinným postupom, ktorý predchádza spájkovaniu, je zahriatie prvkov na určitú teplotu. Splnenie tejto podmienky umožňuje dodať plastickým hmotám priľahlých prvkov dostatočnú pružnosť. Po dokončení práce na spájkovaní polypropylénových rúrok je možné pozorovať taký jav ako difúzia molekúl polypropylénu. Inými slovami, štruktúra zváraných prvkov sa mení na molekulárnej úrovni, preto po vytvrdnutí materiálu získajú plasty v oblasti spoja silné väzby..
Zvolený teplotný režim je jedným z kľúčových faktorov, od ktorých závisí pevnosť spojených povrchov polypropylénových rúrok. Ak sa teplota ohrevu ukázala ako nedostatočná, najčastejšie to končí skutočnosťou, že počas procesu spájkovania nie je možné zabezpečiť dostatočný difúzny proces. V dôsledku toho sa molekuly telesa potrubia a tvaroviek nedostanú k párovacím častiam, čo negatívne ovplyvňuje kvalitu spojenia. Vplyvom zaťaženia je spájkovanie zničené alebo po krátkom čase je v použitej štruktúre pozorovaný únik.
Ak sa spojené prvky prekrývajú, môže dôjsť k kritickej deformácii tela prvku. Na tomto pozadí stratia zvárané diely svoju geometriu alebo sa môže vytvoriť nadmerný lem vo vnútornom úseku. Dôsledkom toho je zníženie priemeru vnútorného otvoru výrobku v oblasti zvárania..
Vlastnosti výberu teploty

Pri práci s polypropylénovými rúrkami je dôležité zabezpečiť zahriatie na úroveň 255-265 stupňov Celzia v oblasti spoja. Pri výbere teplotného režimu je potrebné dbať na niekoľko ďalších parametrov:
- priemer;
- teplota okolia;
- doba zahrievania.
V praxi je možné pozorovať priamy vzťah medzi priemerom spojených prvkov a dobou ich zahrievania..
Osobitnú pozornosť treba venovať zvýšeniu vonkajšej teploty. Je to spôsobené tým, že počas inštalačných prác sú nevyhnutne vytvorené malé prerušenia spojené s potrebou odstrániť prvky z vykurovacej zváracej jednotky a vykonať ich dokovacie spojenie. Aby sa minimalizoval účinok spôsobený chladením pri nízkych teplotách výrobku, je žiaduce vystaviť polypropylénové štruktúry zahrievaniu na dlhší čas. Ako odporúčaný interval by ste mali zvoliť 2 až 3 sekundy a v niektorých prípadoch je tento problém vyriešený empiricky.
Musíte byť tiež veľmi opatrní pri výbere teploty pre vykurovacie zariadenie nad 270 stupňov Celzia na pozadí relatívne krátkeho vykurovacieho obdobia. Pri spájkovaní polypropylénových rúrok s takýmito parametrami existuje riziko, že horné vrstvy materiálu sa za chvíľu doslova zahriajú na vysoké teploty a hlavné telo sa dostatočne nezahreje. Dokovanie za týchto podmienok môže mať za následok príliš tenký priehľadný film.
Pokyny na zahriatie, hodnota doby expozície
Pri riešení problému s parametrami vykurovania spojených polypropylénových rúrok je potrebné venovať pozornosť priemerom dielov, ktoré nájdete v príslušnej tabuľke. Navyše, v závislosti od toho, aké rozmery má polypropylénová rúrka, je potrebné zmeniť trvanie ohrevu, pričom vopred zvolená teplota na vykurovacom telese zostane nezmenená. Na zaistenie vysokej spoľahlivosti objímkového spoja je potrebné dodržať nasledujúce kritériá:
- doba zahrievania;
- čas, počas ktorého musí byť kĺb upevnený;
- doba pauzy, po ktorej je dovolené pokračovať v procese zvárania prvkov, ktoré sa majú pripojiť.
Faktory, ktoré môžu ovplyvniť kvalitu práce

Medzi nuansami, ktoré je potrebné vziať do úvahy pri vytváraní zváraného spoja polypropylénových rúrok, je potrebné zdôrazniť potrebu výroby zváracieho pásu, ktorý by mal mať optimálnu dĺžku. Najčastejšie má rovnakú veľkosť ako hĺbka valcových dýz, ktoré sa používajú na vykurovacom telese zváracieho zariadenia. Aby sa zabezpečila požadovaná veľkosť spoja, je potrebné polypropylénovú rúrku dôkladne pripevniť k telu prvku..
V prípadoch, keď sa zváranie vykonáva v podmienkach negatívnych teplôt, odporúča sa použiť teplý materiál, pre ktorý by mal byť pred prácou nejaký čas uchovávaný v teplej miestnosti..
Pred vykonaním práce musí byť zváracia jednotka zahriata na teplotu 283 stupňov Celzia a presný režim je určený s prihliadnutím na teplotu okolia. Týmto spôsobom je možné zabrániť vzniku významných tepelných strát v okamihu, keď je prvok, ktorý sa má pripojiť, dodávaný zo zariadenia do oblasti, kde sa má vytvoriť spojenie. Aby sa určila optimálna hodnota ohrevu a jeho trvanie, vykoná sa predohrev, pričom sa indikátory upravia vždy o jednu až dve sekundy.
Niektoré vlastnosti udržiavania tepelného režimu
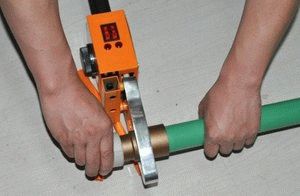
Pri vývoji projektu polypropylénového potrubia je potrebné vziať do úvahy vlastnosti následnej inštalácie krok za krokom. Je nežiaduce umiestniť zváracie zariadenie príliš ďaleko od miesta, kde bude vytvorené spojenie za účasti vyhrievaných prvkov. V niektorých prípadoch môžu vzniknúť chyby, kvôli ktorým je ťažké poskytnúť priamy prístup k miestu zvárania.
V tomto prípade nezostáva nič iné, ako ohriať prvky vo veľkej vzdialenosti od zariadenia. To všetko vedie k vzniku tepelných strát v okamihu, keď sú prvky, ktoré sa majú zvárať, dodané na miesto ich spojenia, kde musíte stráviť čas presným umiestnením na časť spoja objímky. Ak zanedbáme tieto nuansy, potom často nie je možné poskytnúť dostatočnú pevnosť švu..
Ak sa zváranie vykonáva v zlom poradí, bude to mať za následok nemožnosť vytvorenia konečného spoja. K tomu môže dôjsť v dôsledku skutočnosti, že medzi článkami nie je dostatok miesta na vloženie vykurovacieho telesa. V takýchto situáciách by sa malo zabrániť deformácii umiestnenia na potrubí, aby sa dosiahla väčšia medzera. Keď sme sa rozhodli vytvoriť pohodlnejšie podmienky pre umiestnenie zariadenia na mieste budúceho spoja, je možné zhoršiť atraktívny typ komunikácie a okrem toho existuje možnosť statického napätia v jednotlivých častiach systému..
Ako správne spájkovať difúznou metódou – pokyny krok za krokom
Proces spájkovania je založený na roztavení povrchu časti do určitej hĺbky. Ak sú v tomto stave dve časti spojené a ochladené, materiál sa vráti do pôvodného stavu a prevezme pôvodnú štruktúru.

Realizácia spoja zahŕňa výrobu nasledujúcich technologických operácií:
- Odrežte rúrku požadovanej dĺžky špeciálnymi nožnicami.
- Skosenie 45 stupňov na oboch koncoch.
- Povrchy, ktoré sa majú zvárať, očistite a odmastite na vonkajšej strane obrobku a na vnútornej strane tvarovky.
- Na spájkovačku nainštalujte trysky požadovanej veľkosti.
- Zapnite spájkovačku a zahrievajte párené časti po dobu uvedenú v návode.
- Vyberte diely zo spájkovačky a vložte ich do požadovanej polohy. Vydržte až do úplného vychladnutia.
Starostlivosť o vykurovací čas je potrebné venovať. Aby sa dosiahlo dobré spojenie, je potrebné, aby pod roztavenou plastovou vrstvou zostal pevný základ. To umožní, aby sa súčiastky do seba vložili. Ak sú diely prehriate a plast zmäkne na celú hrúbku, nebude možné ich spojiť, jednoducho sa pokrčia.
Výrobcovia nástrojov preto odporúčajú časové intervaly pre každú veľkosť zvlášť..

Nasledujúca tabuľka ukazuje, ako dlho trvá kvalitatívne absolvovanie každej etapy montáže. Ako vidíte, podmienky sú dosť náročné.
Pri spájkovaní vlastnými rukami je dôležité pred začatím práce zostaviť niekoľko testovacích spojov, aby ste cítili trvanie dočasných materiálov..
Pri párovaní dielov je tiež potrebné dbať na presnosť inštalácie v axiálnom smere. Na ovládanie a korekciu zostane len pár sekúnd..
Difúzne zváranie elektrickou spájkovačkou

Pri tomto spôsobe spájania potrubí sa používa množstvo prídavných tvaroviek a špeciálne elektrické vykurovacie zariadenie (spájkovačka).
Dodáva sa so sadou odnímateľných dvojíc trysiek, ktorých rozmery zodpovedajú vonkajším priemerom rúr a vnútorným priemerom spojovacích prvkov.
Prečítajte si o najobľúbenejšom priemere rúr a ďalších charakteristikách polypropylénových výrobkov tu.
Dvojica trysiek je pripevnená k tepelne vyhrievaciemu prvku elektrickej spájkovačky a pomocou nej sa zahrieva na teplotu 260 ° C. Pripojovacie časti sa na niekoľko sekúnd vložia do vyhrievaných trysiek. Z tohto dôvodu dochádza k zahrievaniu a čiastočnému taveniu povrchov polypropylénových prvkov v kontakte s dýzami..
Potom sa potrubie a prídavný prvok rýchlo vyberú z dýz a vložia sa do seba. V dôsledku toho dochádza k vzájomnému prieniku (difúzii) roztavených povrchov dielov..
Po vychladnutí vytvoria úplne monolitické spojenie..
Výhody tejto metódy:
- ľahký proces spájkovania;
- nízke náklady na ďalšie prvky;
- nízke náklady na elektrickú spájkovačku.
Nevýhody:
- nepohodlie pri používaní elektrického spotrebiča na ťažko dostupných miestach.
Difúzne zváranie polypropylénových rúrok je najbežnejšie pre vlastnú montáž doma.
Pripojenie potrubí pomocou elektrického príslušenstva

Elektroinštalácie sú rôzne spojovacie prvky špeciálnej konštrukcie, vo vnútri ktorých sú vstavané elektrické ohrievače s vonkajšími kontaktmi.
Pri inštalácii sú rúry zasunuté a pevne pripevnené v elektroinštalácii. K vonkajším kontaktom elektroinštalácie je pomocou drôtov pripojený zvárací stroj, ktorý mu dodáva energiu v prednastavenom automatickom režime na určitý čas..
V dôsledku prevádzky vstavaného elektrického ohrievača sa vnútorný povrch elektroinštalácie čiastočne roztaví a rúrka PP sa spájkuje so spojovacím prvkom..
Výhody tejto metódy:
- rýchly a technologicky jednoduchý proces zvárania rúr.
Chyba:
- vysoké náklady na tvarovky a zváraciu jednotku.
Spájkovanie polypropylénových rúrok s elektroinštaláciou používajú stavebné spoločnosti pri vykonávaní veľkých objemov práce. Doma sa táto metóda prakticky nepoužíva..
Pokyny na zváranie zváraných sediel
Zvárané sedlá sa používajú na inštaláciu nasledujúcich vetiev z potrubia pri opravách existujúcich systémov.
Najprv musíte vyvŕtať stenu plastovej rúry vŕtačkou Fusioterm.
Pri použití kombinovaných rúrok Stabi odstráňte zvyšky hliníka vo vyvŕtanom otvore pomocou skosovacieho nástroja Fusioterm.
Zvárač / nástroj pre zvariteľné sedadlo musí dosiahnuť požadovanú prevádzkovú teplotu 260 ° C.
Povrchy, ktoré sa majú zvárať, musia byť čisté a suché.
Vyhrievacia vsuvka navarovacieho sedlového nástroja je zasunutá do otvoru v stene plastovej rúrky, kým sa nástroj nedostane až k vonkajšej stene rúrky. Navarená sedlová vsuvka sa potom zasunie do vyhrievacieho puzdra, kým povrch sedadla nedosiahne oblúk nástroja. Doba zahrievania prvkov je 30 sekúnd..
Po vybratí zváračky sa vsuvka nasávaného sedla rýchlo zasunie do vyhrievaného otvoru. Potom by malo byť sedlo pritlačené presne a pevne, bez otáčania, na vyhrievaný vonkajší povrch plastovej rúrky..
Zvárané sedlo je pripevnené k potrubiu na 15 sekúnd. Po 10 minútach chladenia môže byť kĺb úplne naložený. Zodpovedajúca odbočná rúrka je zváraná do hrdla obvyklým spôsobom
Príklady hotových potrubí vyrobených zo zváranej objímky z polypropylénu
Na záver by som tiež chcel uviesť koeficienty tepelnej rozťažnosti pre rúry z kovoplastových rúr a rúr z polypropylénu:
– pre kovoplastové rúry (PEX-AL-PEX) = 2,6 * 10-5
-pre kovoplastové rúry so spevňujúcou vrstvou etylénvinylalkohol (PEX-EVOH-PEX) = 2,1 * 10-5
– Pre polypropylénové rúry bez výstuže (PP) = 15 * 10-5
– Pre polypropylénové rúry s hliníkovou výstužnou vrstvou = (PP ALL-PP) = 3 * 10-5
Trochu jasnosti v týchto číslach:
Keď sa teplota okolia alebo teplota kvapaliny vo vnútri potrubia zmení o 10 stupňov Celzia, každý meter potrubia sa predĺži alebo skráti:
– PEX-AL-PEX = 0,26 mm
– PEX-EVON-PEX = 0,21 mm
– PP-ALL-PP = n 0,3 mm
– PP = 1,5 mm
Podrobná inštrukcia
Proces difúzneho zvárania si urobte sami v nasledujúcom poradí:

Rezačka rúrok
Pomocou zvinutého metra, značkovača a špeciálnej rezačky rúrok alebo píly sa odmeria a odreže kus rúry požadovanej veľkosti. Predtým je vhodné urobiť skúšobný rez potrubia, aby ste sa presvedčili, že nástroj je ostrý..
Koncové skosenie sa odstráni z konca úseku potrubia a odstránia sa všetky otrepy.
Pri priemere potrubia viac ako 40 mm musí byť jeho koniec narezaný pod uhlom 35-45 °, aby sa zabránilo spájkovaniu pri spájkovaní. Potom sa vyberie prvok spojovacích tvaroviek požadovanej konfigurácie..
Pripojené diely sú skontrolované na prípadné vonkajšie chyby. V tomto prípade musí potrubie tesne a do konca zapadnúť do spojovacieho prvku bez vôle a deformácií. Pri veľkej vôli je vybraný ďalší dodatočný prvok.
Povrchy, ktoré sa majú spojiť, sú ošetrené odmasťovacou kvapalinou.
Na konci potrubia značka značí hĺbku vstupu do spojovacieho prvku, pričom sa berie do úvahy medzera asi 1 mm, ktorá je potrebná na zabránenie zúženiu vnútorného priemeru rúrky v dôsledku extrúzie do jej koncového okraja počas spájkovanie.
Je tiež zaznamenaná relatívna poloha častí voči sebe navzájom..

Vyberte príslušný pár vykurovacích dýz požadovaného priemeru, ktoré sú súčasťou sady elektrickej spájkovačky.
Ich povrchy sú očistené odmasťovacou kvapalinou pomocou handry a voľný vstup tvaroviek do nich je kontrolovaný bez veľkej vôle.
Elektrická spájkovačka sa pripravuje na prácu. Za týmto účelom sú vybrané dýzy pripevnené k jeho vykurovaciemu telesu, spájkovačka je nainštalovaná na stojane a pripojená k sieti.
Na termostate spájkovačky je potrebné nastaviť požadovanú teplotu ohrevu.

Do trysiek spájkovačky vkladáme rúrky
Potom, čo sa spájkovačka zahreje na požadovanú teplotu, o čom svedčí jej automatické vypnutie termostatom, pripojené polypropylénové diely sa na niekoľko sekúnd vložia do trysiek.
Ak sa diely ťažko hodia do dýz, je povolené ich mierne axiálne otáčanie. V tomto prípade sa najskôr na vnútornú dýzu nasadí spojovací prvok a potom sa koniec rúrky vloží do vonkajšej dýzy..
Po zahriatí sa odstránia v opačnom poradí. To sa deje preto, že spojovacia časť má veľkú hrúbku steny a vyžaduje dlhšie zahrievanie..

Hladko vložte diely do seba
Po potrebnom zahriatí sa diely odstránia z trysiek spájkovačky a hladko sa vložia do seba, kým sa značky, ktoré boli predtým nanesené značkou, nezhodujú. Axiálne otáčanie častí voči sebe navzájom nie je v tomto prípade povolené.
Je potrebné sledovať zarovnanie výsledného spojenia.
Po spojení musia byť diely držané niekoľko sekúnd v pevnej polohe podľa vyššie uvedenej tabuľky parametrov spájkovania..
Potrubie môžete použiť po 50-60 minútach po spájkovaní..
V prípade akýchkoľvek porúch spojenia sa táto časť potrubia odreže a vykoná sa nové spájkovanie dielov.

Výber materiálu na izoláciu vykurovacích potrubí: prehľad dostupných materiálov, na ktoré parametre by sa mala predovšetkým venovať pozornosť.
Základné zručnosti pri inštalácii polypropylénových rúrok
Pred priamou inštaláciou je potrebné naplánovať umiestnenie rúrok a postupnosť zvárania špecifických švov. To neznamená dizajn a
počítanie určitých detailov – to je samozrejmé. Je to presne o postupnosti pridávania tvaroviek a potrubí do systému – pre presné prevedenie
funguje, je to veľmi dôležité!
Faktom je, že na spájkovanie častí alebo zostáv s inštalovanými rúrkami je potrebná dôležitá podmienka. Ak bez váhania začnete spájkovať všetky detaily vodovodného potrubia
o tejto nuancii, potom v jednom bode dôjde k situácii, keď ďalšie úpravy budú fyzicky nemožné.
Podmienkou je: na zváranie je potrebný minimálny zdvih najmenej jednej spájkovanej časti (rúrka alebo tvarovka)! Inými slovami, časti, ktoré sa majú spájkovať, musia umožniť
posuňte ich od seba na minimálnu vzdialenosť, aby ste vstúpili do spájkovačky, a potom ich navzájom bez prekážok spojte.
Minimálna vzdialenosť, ktorú by sa mala rúrka a tvarovka pohybovať od seba, je asi 7 centimetrov (v závislosti od spájkovačky a trysiek). Okrem iného aj sťahovanie
rúrka alebo tvarovka by mala umožniť vloženie rúrky do tvarovky o 1,5-2 centimetrov (v závislosti od priemeru rúrky). V dôsledku toho sa ukazuje, že potrebujeme priebeh dielov v
9 centimetrov (7 + 2).

Potrebný zdvih je daný ľavou stranou prívodu vody, ktorý sa má spájkovať. Vzhľadom na prítomnosť niekoľkých rohov pred tuhou fixáciou (v tomto prípade vodomer), taký dizajn
umožňuje "kráčať" roh, kde plánujete urobiť konečný šev.
Preto je také dôležité naplánovať proces montáže všetkých častí do jedného celku: niektoré uzly je možné spájkovať oddelene a potom "poker" pridať do systému. Jednoducho povedané,
je lepšie pridať k namontovanému systému celú zostavu niekoľkých častí (rúrka, rohy, spojky) jednou spájkou s potrebnou medzerou, ako každú časť okamžite spájkovať
správne miesto.
A komplexný uzol mnohých častí je jednoduchšie zvárať oddelene, bez akýchkoľvek obmedzení v pohybe. Hlavná vec je, že zostavenú jednotku je možné určite umiestniť
miesto. Existujú prípady, keď sa samostatne zostavená komplexná časť jednoducho fyzicky nezmestí na miesto kvôli prítomnosti ďalších rúrok, rámu atď..

Teraz zvážime niekoľko techník na riešenie rôznych problémov pri inštalácii potrubia z PP potrubia.
Na všetky druhy chúlostivých zákrut a obrysov dobre poslúži 45-stupňový roh. Ich spojením v rôznych variáciách môžete obísť rúrku akéhokoľvek priemeru
alebo požadovaný posun sledovanej stopy. Tieto uhly sa priaznivo porovnávajú s 90-stupňovými rohmi, pretože vo väčšine prípadov vám umožňujú vytvárať obrysy, posuny a
sa stáva kompaktnejším.

Napriek prítomnosti špeciálnych obrysov štyri rohy 45 stupňov (úlohu 4. rohu hrá odpalisko) poskytujú viac "flexibilita" pri formovaní obchvatu. Zmenou
vzdialenosť medzi rohmi, môžete zmeniť stupeň ohybu (obísť rúrku akéhokoľvek priemeru alebo inú prekážku).
Počas dokovania spájkovaného systému zásobovania vodou vodomermi sa môžete stretnúť s niekoľkými nepríjemnosťami: pre plný prístup k spájkovačke je málo miesta (napríklad so zdvihom 9, pozri vyššie) a
prítomnosť zvyškov vody v samotných meračoch. Táto druhá skutočnosť môže pokaziť miesto zvárania, pretože počas vstupného výstupu dýzy spájkovačky sa vytvára určité vákuum, a preto
zvyšná voda z meradla sa ponáhľa na miesto spájkovania. V takýchto prípadoch budú užitočné delené spojky..
Skladacie polypropylénové spojky (prechod z kovu na PP) sú považované za ďaleko od najspoľahlivejších prvkov, preto by sa takéto zostavy mali používať iba na miestach
možný prístup. Kvalita sklopnej spojky je ovplyvnená veľkosťou príruby, ktorá tlačí prevlečnú maticu – musí byť aspoň pre nasledujúci priemer
väčší ako spojený priemer kovového závitu. Niektorí výrobcovia tiež pridávajú do plastového materiálu objímky spojky sklolaminát – tým sa zvyšuje
sila.

Pri inštalácii je potrebné všemožne zabrániť fyzickému namáhaniu potrubí: nadmerné ohýbanie, krútenie (obzvlášť!) Rúry atď. Počas rôznych závitov potrubí
pre voľnú hru musíte nechať 5-10 milimetrov na medzeru od stien.
A teraz pár slov o tepelnej rozťažnosti. Pri použití polypropylénových rúrok v medzipodnikových rozvodoch vody a vykurovania sú zriedkavé priame rúrkové diely
prípady presahujú 2 m. Preto vo väčšine prípadov na lineárnom koeficiente nezáleží! Pri tepelnej medzere stačí ustúpiť v rohoch 5-10 mm., S
pomocou rovných rúrok nie viac ako 1 meter.
Vystužený polypropylén dáva zmenu v dĺžke asi 10 mm. na 1 meter potrubia, keď sa teplota zmení o 70 stupňov. To znamená, že merací segment bez
na horúcu vodu je možné použiť výstuhy, pričom na oboch stranách zostane 5 mm úsek. voľný priestor k stenám.
Typické chyby
Inštalatérski nováčikovia a samoukovia, ktorí chcú ušetriť peniaze na službách profesionálnych inštalatérov, často robia rovnaké chyby. Na prvý pohľad sú to drobnosti, ale vedú k tomu, že systém rýchlo zlyhá..
Príliš sa ponáhľať. Zváranie rúrok PP vyžaduje určitú pohotovosť. To však platí iba pre rýchlosť spájania dielov, pokiaľ sú ešte horúce. V opačnom prípade má uponáhľanosť negatívne dôsledky. Začínajúci remeselníci najčastejšie jednoducho nedovolia, aby sa spájkovačka zahriala na požadovanú teplotu. Výsledkom je, že „priľnavosť“ dielov je zlá. Pomalí inštalatéri majú ďalší problém – zahrievajú diely na požadovanú teplotu a potom sa dlho upravujú pred vložením potrubia do tvarovky. Počas týchto niekoľkých sekúnd teplota produktov klesá a spolu s tým klesá aj kvalita difúzie..
- Spoľahnite sa na hodnoty teploty teplomera zabudovaného do spájkovačky. Ak je zariadenie staré alebo od bezohľadného výrobcu, v dôsledku poruchy sa na displeji môže objaviť požadovaných 260-270 stupňov. Skutočná teplota dýz je často pod týmto parametrom. V prípade poistenia je potrebné ho skontrolovať kontaktným teplomerom. Takéto zariadenie je lacné a v domácnosti bude užitočné nielen pre prácu so spájkovačkou.
- Výrobky z propylénu prehrievajte. Začiatočníkom sa môže zdať, že čím dlhšie budete kúriť, tým lepšie bude spojenie. V skutočnosti to tak nie je. Ak plast príliš roztavíte, v potrubí sa vytvorí priehyb. Zabráni voľnému toku kvapaliny potrubím alebo úplne zablokuje časť potrubia..
- Zvárať rúry vonku v chladnom počasí. Pri nízkych teplotách sa diely príliš rýchlo ochladia, rovnako ako spoj. Nemajú čas bezpečne sa chytiť.
- Nečistite potrubia a dýzy od prachu a mastnoty. Tiež negatívne ovplyvňuje kvalitu pripojenia..
- Nerežte rúrky krížom s hliníkovou výstužou. Teplota topenia a čas tavenia hliníka a propylénu sú rôzne. Aj keď je hliník antikoróznym materiálom, môže spôsobiť netesnosť potrubí.
- Namontujte všetky prvky potrubia naraz na podlahu (stôl, zem). Takýto konštruktér už nie je možné nainštalovať podľa schémy..
- Na horúce potrubie používajte tenkostenné rúry. Neznesú vysoké teploty, natiahnu sa a časom prasknú..
- Rúry pílite pílou alebo priamočiarou pílou bez ďalšieho čistenia rezu šmirgľovou handričkou.
- Pokúste sa urýchliť proces chladenia potrubia studenou vodou alebo vzduchom.
Chyby pri spájkovaní polypropylénových rúrok
Je potrebné dodržiavať odporúčania pre zváranie polypropylénových rúr a dodržiavať všetky kroky pokynov.
Chybné uzly v systémoch sa objavujú kvôli nasledujúcim chybám:
- Nečistý a mastný film nie je odstránený z povrchu dielov, ktoré sa majú spojiť.
- Orezávanie rúrkových výrobkov sa nevykonáva v pravom uhle.
- Koniec rúrky tesne nezapadá do tvarovky.
- Pri zahrievaní prvkov na spájkovačke nie je pozorované časové oneskorenie.
- Vystužená vrstva nie je z výrobkov úplne odstránená.
- Oprava dielov trvá dlhšie, ako je uvedený čas.
Na kvalitných materiáloch nemusí byť vonkajšia chyba pri prehriatí viditeľná, ale vnútri stále dochádza k deformácii. Vedie to k zníženiu prierezu.
Preto je počas prevádzky pomôcok zmenšená šírka pásma siete. Zúženie priechodu tiež spôsobuje rýchlejšie upchatie. To tiež blokuje pohyb vody..
Ak nie je rez vykonaný v pravom uhle, rúrkové výrobky sú spojené v skosenej rovine. Výsledkom je, že prvky nie sú zarovnané. Zvlášť viditeľné je to pri úprave dlhých sekcií..
Výsledkom je, že je často potrebné celý proces rozobrať a vykonať znova. Ak je zarovnanie narušené, je ťažké položiť výrobok do drážok.
Pred spájkovaním povrchy určite odmastite. V opačnom prípade sa objavujú takzvané odmietavé ostrovy. V takýchto oblastiach sa polyfúzne zváranie vykonáva zle alebo sa nevyskytuje vôbec..
Predplatiť
Nadmerná expozícia prvkov v spájkovačke počas predpísaného času vedie k tomu, že sa ich povrch prehrieva a po spojení, sprevádzanom nadmernou silou, je priechod potrubia upchatý roztaveným plastom. Ak sa takáto chyba vyskytne na veľkom počte spojov vykurovacích alebo vodovodných potrubí, systém nebude fungovať normálne. Aby ste sa tejto situácii vyhli, mali by ste striktne dodržiavať časové intervaly uvedené v pokynoch pre každý typ a priemer rúrok a vykonať niekoľko testovacích spojov malých úsekov..
Tiež by ste mali vždy jasne označiť ceruzkou vzdialenosť, do ktorej sa potrubie prehlbuje, pre priemer 20 mm. zvyčajne je to 14 – 17 mm.
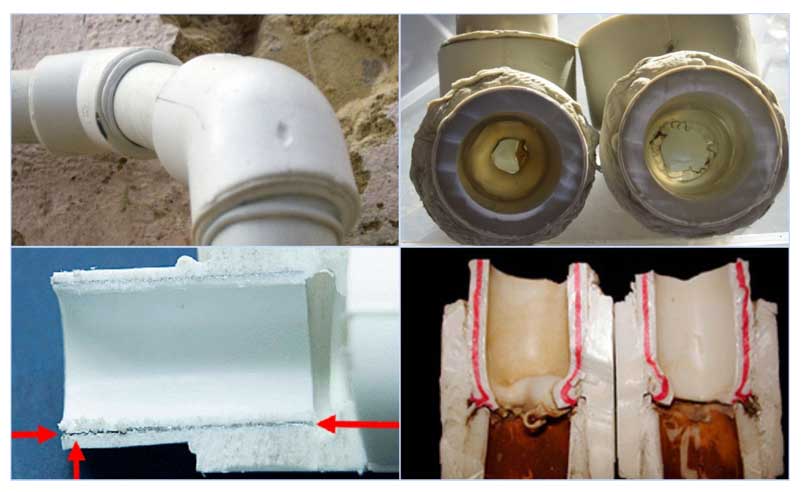
Nízke zahrievanie, nesprávny uhol a ďalšie chyby
Mnoho začiatočníkov robí pomerne veľký počet chýb, medzi ktoré patria nasledujúce:
- Spájkovanie v blízkosti stien špinavých prvkov alebo s vodou zostávajúcou v potrubí súčasne v dôsledku nečistôt alebo vodného chladenia plast zle spojí a následne spoj odtlakuje.
- Nedostatočné prehĺbenie rúrok do väčších hrdiel. Často vzniká s malou chybou v prípade inštalácie kohútikov – ak nie je jeho ventil otočený o malý uhol, vzduch v priľahlej oblasti nebude mať výstup, čo zabráni úplnému ponoreniu namontovanej oblasti do otvoru.
- Pri nedostatočnom zahrievaní spojených prvkov nebude mať plast jednu štruktúru a spoj odtlakuje. Túto vadu možno určiť absenciou obruby na okraji tvaroviek s veľkým priemerom.
- Pri ručnom spájaní prvkov by mala byť zachovaná jedna os – v opačnom prípade deformácie povedú k nedostatočnej hustote a odtlakovaniu.
- Tiež priľahlá oblasť po pripojení by mala byť určitý čas udržiavaná v stacionárnom stave, kým sa úplne neochladí.
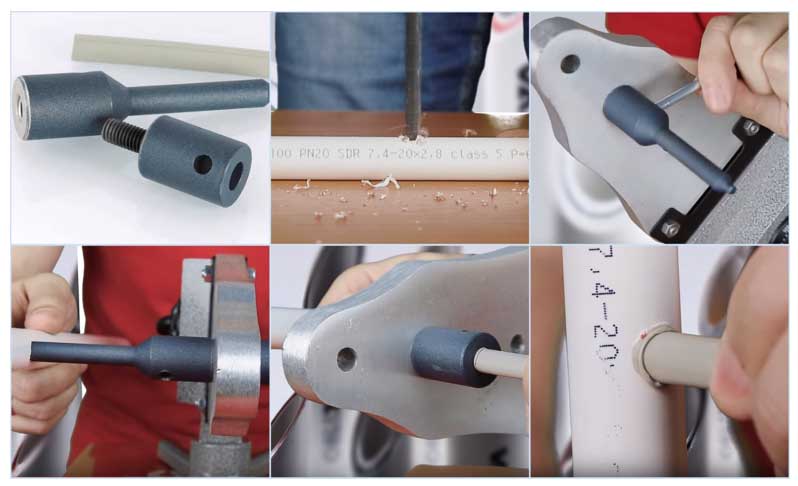
Ryža. 11 Spôsob opravy polypropylénových rúrok zahriatím povrchu opravenej rúry dýzou
Aby bolo spájkovanie polypropylénových rúrok na ťažko dostupných miestach vysokej kvality, musíte vybrať správnu spájkovačku-model by mal poskytovať pohodlný prístup a požadovanú teplotu ohrevu bez priľnavosti PPR. Pre pohodlie je všetka práca rozdelená do dvoch etáp – po prvé, dlhé reťaze sú namontované na vhodnom mieste a potom sa presúvajú k stenám a spájajú časti podľa hmotnosti.
Vodovodné potrubie Vykurovanie domu a bytu Oprava potrubia Potrubné armatúry Ohodnoťte tohto autora

Pridať komentár Zrušiť odpoveď
Názov *
Email *
Stránky
Komentár <automatické dopĺňanie textarea ="Nové heslo" id ="cedf77f78b" meno ="cedf77f78b" stĺpce ="45" riadky ="osem" maximálna dĺžka ="65525" povinné ="požadovaný" zástupný symbol ="Komentár"> <textarea id ="komentovať" ária-skrytá ="pravda" meno ="komentovať" automatické dopĺňanie ="Nové heslo" štýl ="polstrovanie: 0! dôležité; klip: priamy (1 pixelov, 1 pixelov, 1 pixelov, 1 pixelov)! dôležité; poloha: absolútne! dôležité; prázdny priestor: nowrap! dôležité; výška: 1 pixelov! dôležité; šírka: 1 pixelov! dôležité; pretečenie: skryté ! dôležité;" tabindex ="-1">
Alexey 22. 8. 2018 o 17:53
Vykurovanie celého domu vykonával z plynového kotla systémom Leningradka. Pri spájkovaní polypropylénových rúrok sa na niektorých miestach získali malé zárubne, odpočítal som tu všetky nuansy spájkovania a už sa s týmto problémom nestretávam.
Odpovedať
-
Andrej 04.02.2018 o 17:31
Dobrý deň všetkým. O ostatných neviem, ale pre mňa je tento článok veľmi užitočný. Venujem sa renovácii bytov a často musím spájkovať polypropylénové rúry na ťažko dostupných miestach. Pokiaľ pracujem, bol tento problém vždy relevantný. A v tomto článku je všetko vysvetlené veľmi jednoducho a zrozumiteľne. Som prekvapený, že ma to samotného nenapadlo. Ďakujem veľmi pekne, uľahčili ste mi prácu.
Odpovedať
-
Inštalátor 04.04.2018 o 09:48
Skvelé, Alexey, že náš materiál prišiel vhod! Ak máte nejaké otázky, napíšte priamo do komentárov, určite odpoviem a bude užitočné, keď si ich prečítajú aj ostatní!
Odpovedať
Maximálne 30.03.2018 o 20:54
Pre mňa osobne sa tento článok ukázal ako veľmi užitočný. Potrebujem len spájkovať polypropylénové rúry na ťažko dostupných miestach. Prijímanie pracovníkov je drahé, a tak som sa rozhodol, že to urobím sám. Dlho som premýšľal, ako to urobiť správne. Ďakujem, že ste ma vyzvali, a hlavnou vecou je, že všetko je vysvetlené jasne a jednoducho. Sám by som nikdy nehádal, pokazil by som sa a potom by som musel všetko prerobiť.
Odpovedať
Tiež sa ti môže páčiť

0424 Ktoré rúrky sú lepšie pre potrubia z kovového plastu alebo polypropylénu Je možné usúdiť, že polymérne potrubia úplne vytlačili kovové z domácich aplikácií
0347 Polypropylénové rúry – odrody a technické charakteristiky Potrubia vyrobené z umelých termoplastických materiálov prakticky vytlačili všetkých kovových konkurentov
012,9 tis. Rúrková spona – typy a prevedenie, rozmery, dištančný stôl Potrubia vyrobené z obyčajného a vystuženého polypropylénu, polyvinylchloridu, kov -plast sa široko používajú
010,4 tis. Ako zvárať rúrku vodou – niekoľko osvedčených možností Každý kvalifikovaný odborník musí pri zváraní vyriešiť niekoľko náročných úloh.
09,7 tis. Výmena rúrok v kúpeľni a na toalete – výber rúrkového materiálu, nástrojov, spôsobov kladenia Moderné rúry vyrobené z polymérov všade nahrádzajú drahšie a náročnejšie na inštaláciu
011,7 tis. Príslušenstvo pre polypropylénové rúry – sortiment a možnosti pripojenia Polypropylénové rúry zaujímajú vedúce postavenie pri použití za studena, za tepla
014,5 tis. Inštalácia kovoplastových rúrok-druhy rúrok, nástrojov, technológie Potrubia z kovoplastu si pre svoje vysoké fyzikálne vlastnosti našli široké uplatnenie
116 tis. Rúry SDR, čo to je – dekódovanie a výber optimálnej rúrky Polymérne potrubia sú široko používané v domácich systémoch zásobovania studenou a teplou vodou
Predbežné opatrenia
Práca počas inštalácie PPR je nebezpečná a musí sa vykonávať za prísneho dodržiavania bezpečnostných pravidiel a technologických noriem na zváranie rozsahov potrubí uvedených výrobcom..
Pri zváraní musíte dodržiavať všeobecné pravidlá:
- Chráňte potrubie pred možným nárazom alebo poškodením.
- Nepoužívajte rúrky, ktoré sa na reznom okraji deformujú alebo praskajú.
- Nezvárejte špinavé rúry alebo tvarovky.
- Strihajte diely iba špeciálnymi nožnicami.
- Po zváraní je možné rúry a tvarovky ohýbať maximálne o 5 stupňov. V situáciách vyžadujúcich ohýbanie použite namiesto priameho ohňa plameňom horúci vzduch na 140 ° C.
- Zabráňte kontaktu spotrebného materiálu s chemikáliami.
- Na spoje nepoužívajte kužeľové prevodovky, vyhýbajte sa prílišnému uťahovaniu.
- Po inštalácii vykonajte test tesnosti.
Tipy pre začiatočníkov
- Je nevyhnutné demontovať skosenie z potrubia. Ak vo vnútri nie je odstránený, musíte tento moment napraviť. V opačnom prípade môže hroziť zachytávanie materiálu. Pevnosť spoja môže byť narušená únikom plastu.
- Výrobok pri vkladaní do montážneho zariadenia neotáčajte. Ak nedodržíte túto normu, môžete narušiť štruktúru materiálu a prispieť k tvorbe vĺn.
- Inštalácia potrubí a tvaroviek sa musí vykonávať tesne, tj. Na doraz. Táto požiadavka je obzvlášť akútna pri práci s hliníkovou výstužou..
- Nie je potrebné snažiť sa čistiť teflónovou dýzu od zvyškov plastov. Je obzvlášť kontraindikované vykonávať túto prácu s kovovými zariadeniami. Najlepšie je použiť hrubú handričku s aktívnou spájkovačkou..

Alternatíva k zváraniu
V niektorých prípadoch, napríklad na ťažko dostupných miestach v kúpeľni alebo iných miestnostiach, nie je možné vykonávať zváracie práce. Proces spájkovania je možné nahradiť prilepením potrubia k tvarovke pomocou organického rozpúšťadla. Má veľmi silný zmäkčujúci účinok, ale zároveň je veľmi prchavý.

Po namazaní konca potrubia a vnútornej dutiny spojky plast na krátky čas zmäkne, môžete vytvoriť spojenie. Reverzná polymerizácia začne v priebehu niekoľkých sekúnd.
Táto metóda je však vhodnejšia pre PVC rúrky, ktoré sú menej náchylné na termoplasticitu..
Ak táto možnosť z nejakého dôvodu nie je vhodná, je prípustné použiť namiesto spájkovačky preplňovaný zapaľovač pre rúry, ktoré NIE SÚ POD TLAKOM. Tento spôsob pripojenia je zobrazený vo videu nižšie. Je dôležité pochopiť: rovnomernosť spájkovania sa nedosiahne práve kvôli striedavému zahrievaniu dielov, preto technológiu nemožno použiť pre kritické spojenia.
Analýza najpopulárnejších chýb pri zváraní polypropylénových rúrok

Z vonkajšej strany sa zdá, že pri zváraní polypropylénových rúrok nie je nič obzvlášť ťažké: teplo, pripojenie, chladenie – je to hotové. V praxi sa však ukazuje, že v tejto záležitosti existuje veľa dôležitých bodov, ktoré ovplyvňujú kvalitu spojenia potrubí a tvaroviek. Zanedbanie týchto nuancií vedie k rôznym chybám, ktoré spôsobujú upchatie, netesnosti potrubí a ďalšie problémy. Niektoré z chýb sú odhalené len niekoľko mesiacov po zahájení prevádzky plynovodu, keď už budúci majstri zmizli..
Na zváranie rúrok a tvaroviek z polypropylénu sa najčastejšie používa metóda tepelnej polyfúzie. Jeho podstatou je zahriať diely, ktoré sa majú zvárať, na určitú teplotu a rýchlo ich spojiť. Na zahriatie dielov sa používa špeciálne zariadenie, ľudovo nazývané „spájkovačka“. Proces spájkovania plastových rúrok je jasne uvedený vo videu:
Niektorí výrobcovia ohrievačov na tvrdé spájkovanie plastových rúrok inštalujú dve vykurovacie telesá naraz na jedno zariadenie. (To je typické pre lacné čínske a turecké modely). Pre každý z nich je k dispozícii samostatný spínač a výkon každého z týchto prvkov je dostatočný na zahrievanie rúrok a tvaroviek so špecifickým priemerom. Nepoužívajte dve vykurovacie telesá súčasne, aby nedošlo k prehriatiu plastu, preťaženiu siete a plytvaniu energiou navyše. Druhý ohrievač by mal byť použitý ako náhradný, potrebný v prípade poruchy prvého.
Ak je zváračka vybavená dvoma vykurovacími okruhmi, môžu sa zapnúť súčasne na začiatku práce, aby sa nástroj zahrial rýchlejšie. Potom by mal byť jeden z obvodov deaktivovaný.
Vyhrievaný materiál potrubia si zachováva svoju plasticitu po určitý (veľmi krátky) čas. V týchto sekundách musíte spojiť prvky a opraviť pripojenie, pričom eliminujete skreslenia. Až na konci fázy „fixácie“, keď materiál stratí svoju pružnosť, je možné spojené rúry položiť na stôl.
Optimálna teplota na vykurovanie polypropylénových rúrok sa považuje za teplotu 260 stupňov. Počas procesu zahrievania je potrebné dostatočne silne zahriať materiál potrubia, aby sa zabezpečilo spoľahlivé spojenie. V takom prípade nesmie byť potrubie prehriate, aby nestratilo tvar. Za týmto účelom sledujte čas zahrievania. V závislosti od priemeru rúr to môže byť:
- 8-9 sekúnd pre rúry s priemerom 20 mm;
- 9-10 sekúnd pre rúry s priemerom 25 mm;
- 10-12 sekúnd pre rúry s priemerom 32 mm atď..
Ak sa potrubie nezohreje na požadovanú teplotu, spojenie bude príliš slabé, časom sa tam vytvorí netesnosť. Prehriatie potrubia môže viesť k prehĺbeniu a zníženiu jeho priepustnosti..
Existujú modely zariadení na spájkovanie polypropylénových rúrok s gombíkom na reguláciu teploty alebo bez neho. Schopnosť meniť teplotu bola daná skôr marketingovými úvahami výrobcu, než praktickou potrebou. Profesionáli odporúčajú správne nastaviť teplotu (260 stupňov) a v budúcnosti ju nemeniť so zameraním na dobu ohrevu. Preto sú staré modely „spájkovačiek“, v ktorých nie je regulátor teploty vykurovania, celkom vhodné na vysokokvalitné zváranie polypropylénových rúrok.
Rúry sa zahrejú a spoja, teraz je dôležité ich poriadne vychladiť. Dokončenie „fixačnej“ fázy trvá rovnako dlho ako vykurovanie. Neskúsení remeselníci sa príliš ponáhľajú, proces zastavia pred týmito niekoľkými sekundami, čo spôsobí deformáciu spojenia. Nemyslite si, že na prácu s polypropylénovými rúrkami sú stopky úplne nevyhnutné. Skúsení remeselníci vypočítajú čas vykurovania a chladenia automaticky, bez akýchkoľvek zariadení.
Rozsah chýb, ktorých sa dopúšťame pri zváraní polypropylénových rúr, je pomerne rozsiahly. Najčastejšie sú to tieto:
- Kontaminácia na križovatke prvkov
- Počas procesu zvárania sa na materiál zachytilo malé množstvo vody
- Dlhodobé polohovanie častí potrubí
- Použitie nevhodného alebo neštandardného materiálu
- Nedodržanie pravidiel inštalácie atď..
Vyhnúť sa týmto chybám nie je ťažké, ak sa pri zváraní dodržiava presnosť, opatrnosť a vysoká profesionálna úroveň účinkujúcich..
Chyba č. 1 – špina a voda na spojovacích prvkoch
Profesionálny inštalatér musí pred začatím práce utrieť všetky zvárané diely, aby sa odstránili prípadné nečistoty. Mali by ste tiež venovať pozornosť stavu podlahy v miestnosti na zváranie, pretože rúry sú umiestnené na podlahu a nečistoty sa na ne dostávajú späť. Pri demontáži chybného potrubia môžete často nájsť jasný pás nečistôt po celej dĺžke spoja..
Zostávajúca voda v potrubí môže byť pre pripojenie smrteľná. Niekoľko kvapiek sa počas zahrievania zmení na paru, materiál sa zdeformuje a stratí pevnosť. Na odstránenie vody z fajky stačí naplniť ju soľou alebo dovnútra zatlačiť pokrčenú strúhanku. Na konci práce by mala byť rúra, samozrejme, dôkladne opláchnutá. Spojenie s takýmito chybami môže zostať stabilné aj počas krimpovania, ale po chvíli (niekedy to môže trvať aj celý rok) sa určite objaví únik. K podobnej chybe dochádza pri zváraní stabilizovaných rúrok, ak sa fólia z medzivrstvy odstráni nedbalo. Aj malý kúsok fólie na križovatke výrazne zhorší kvalitu inštalácie..
Čisté by nemali byť iba rúrky, ale aj spájkovačka. Veliteľ by mal urýchlene odstrániť častice roztaveného polypropylénu zo všetkých prvkov svojho nástroja, inak spadnú na ďalšie potrubie.
Chyba č. 2 – nesprávne umiestnenie
Potom, čo sú obe vyhrievané časti potrubia spojené, má majster len niekoľko sekúnd na to, aby ich vzájomne správne umiestnil. Čím kratšie je toto obdobie, tým lepšie. Ak dôjde k prekročeniu časového limitu, deformácia sa stane nevratnou a pevnosť spoja sa zníži..
Neskúsení remeselníci sa niekedy pokúšajú okamžite odstrániť previs, ktorý sa objaví počas procesu zvárania. To by ste nemali robiť, pretože nechladený spoj sa v tomto okamihu môže ľahko zdeformovať. Sklz by mal byť odstránený po vychladnutí spojenia. Ešte lepšie je, keď rúru neprehrievate, potom sa prehnutie jednoducho neobjaví.
Chyba č. 3 – nesprávne zvolený materiál
Ak sa na inštaláciu vyberú lacné polypropylénové rúry nízkej kvality, ani tá najšikovnejšia inštalácia neochráni majiteľov domov pred poškodením. Najlepšie je kupovať rúry a tvarovky od rovnakého spoľahlivého dodávateľa, vybrať si dobrú spoločnosť atď. Lakomec zaplatí dvakrát.
Ďalším problémom tohto druhu je pokúšať sa spojiť dve kvalitné rúry od rôznych výrobcov. Chemické zloženie týchto prvkov sa môže líšiť, preto sa tieto rúry pri zahrievaní správajú odlišne. Za týchto podmienok je takmer nemožné dosiahnuť spoľahlivé spojenie..
Chyba č. 4 – zanedbanie pravidiel inštalácie
Zlá kvalita zvárania polypropylénových rúrok je spôsobená rôznymi chybami pri spájaní tvarovky a potrubia. Ak napríklad rúrka nie je úplne zasunutá do tvarovky, vytvorí sa medzi jej okrajom a vnútorným dorazom tvarovky medzera. Výsledkom je miesto, kde je vnútorný priemer väčší a hrúbka steny menšia, ako sa plánovalo. Konštrukčný prevádzkový tlak pre takýto úsek nebude dostatočne vysoký, bežné zaťaženie tu môže byť nadmerné, čo povedie k úniku..
Je tiež neprijateľné používať nadmernú silu pri zavádzaní vyhrievaného okraja potrubia do tvarovky. V tomto prípade sa vo vnútri môže vytvoriť výrazné prehĺbenie. V dôsledku toho bude priepustnosť potrubia nižšia ako vypočítané ukazovatele, čo negatívne ovplyvní prevádzku potrubia..
Niekedy sa príčinou porušení stane obyčajná ľudská lenivosť alebo nedbalosť. Napríklad tvarovku poškodenú pri spájkovaní rúr je určite potrebné vymeniť za novú. Ak potrebná časť nebola po ruke, neopatrní remeselníci jednoducho spájkovali tvarovku koniec-koniec s rúrkou. Nejaký čas takéto spojenie vydrží, ale postupom času bude treba problém s únikom vyriešiť..
Nuansy práce: ako bez problémov spájkovať plastové rúrky
Vyššie uvedené pokyny popisujú všeobecné ustanovenia pre zváranie polypropylénových rúr. Existujú však zaujímavé body, ktoré môžu neskúseného majstra zmiasť..
Pracujeme na pracovnom stole a „na mieste“
Nie všetky uzly budúceho potrubia je možné spájkovať pohodlne na pripravenom pracovnom stole. Samozrejme, malo by sa tam vykonať maximum práce a nejde vôbec o osobný komfort majstra – preto je menšie riziko nesprávneho spojenia prvkov. Niekedy je však potrebné spájkovať diely „na mieste“, takže je lepšie vopred označiť schému budúcej komunikácie na stenu, podlahu alebo strop, pripevniť spony, ktoré držia rúry v požadovanej polohe..
Opravujeme zvárací stroj
Pri vkladaní a vyberaní vyhrievaných prvkov bude doska stolu, nijako neupevnená, „žehličkou“ trhať v rôznych smeroch. To vedie k problémom s extrakciou úlomkov a popáleninám (pri pokuse držať padajúci aparát), ako aj k jeho zlomeniu..
Preto je lepšie pripevniť spájkovačku na pracovný stôl alebo pracovnú plochu akýmkoľvek dostupným spôsobom – pomocou “natívneho” alebo pridaného do svorky konštrukcie, skrutiek a tak ďalej..
Vyžaduje sa odizolovanie!
Jedným z pozoruhodných príkladov je spájanie výrobkov vystužených hliníkom nie vonku, ale v strede steny..
Na správne spájkovanie takýchto polypropylénových rúrok je potrebné odizolovať hliníkovú vrstvu – ako to však urobiť, ak je umiestnená medzi plastovými vrstvami a nie zvonku?
Na tento účel existuje špeciálny nástroj na orezávanie, ktorý vám umožňuje odstrániť hliníkovú fóliu medzi vrstvami..
Rezné hrany „zoškrabujúce“ fóliu sú odsadené do stredu výrobku. Tým sa odstráni hliník a plast zostane na svojom mieste – rúrka je pripravená na zváranie..
Fotografia ukazuje, ako vyzerá križovatka medzi pripravenými (vpravo) a nepripravenými (vľavo) fragmentmi. Je zrejmé, že v prvom prípade sa ukázalo, že adhézia je hustá, v druhom je jasne viditeľná delaminácia. Pri krátkodobom použití táto vada nevadí, ale pre potrubia, ktorými je dodávaná teplá voda (z kotla alebo vykurovacieho kotla), je možné odtlakovanie a porucha komunikácie.
Diagram ukazuje dôsledky voľného spoja dvoch zdanlivo zváraných rúrok, delaminácie produktu a napučania vonkajšej polypropylénovej vrstvy počas prevádzky..
Dôležité: Rúry vystužené sklenými vláknami nie je potrebné odizolovať! Je to spôsobené skutočnosťou, že teplota zvárania používaná pre polypropylén umožňuje roztaviť sklenené vlákno až do bodu difúzie..
Správny strih
Používateľom sa niekedy zdá, že šikmé rezanie rúrky – pod uhlom 45 stupňov – môže zväčšiť kontaktnú plochu a tým spevniť zvar. V skutočnosti to tak je, ale s týmto druhom orezávania nastávajú problémy:
- so zarovnaním dielov – je ťažké správne spojiť časti potrubia vo vnútri spojky, nevyhnutne vzniká medzera;
- so zahrievaním oblastí, ktoré sa majú zvárať – šikmý rez neumožňuje úplné vloženie požadovaného fragmentu výrobku na vykurovací článok. Jeden okraj sa zahrieva menej, druhý viac.
Posledný uzol nie je zváraný!
K tomu dôjde, ak neskúsený zvárač nepresne vypočítal dĺžky a umiestnenie fragmentov potrubia. Keď nie je možné vložiť tŕň s dýzami a spojkou medzi posledné dva zvárané prvky, môžete problém vyriešiť inak – zvárať kovové vložky do prvkov, ktoré sa majú spojiť.
Takýto závitový pár s prevlečnou maticou vám umožní pevne a kvalitne upevniť dva úlomky a súčasne bez problémov zvárať..
Nehnali by ste lacno, pop
Pokus ušetriť peniaze pri nákupe rúrok a tvaroviek je v budúcnosti plný netesností a napučiavania rúrok, takže je lepšie kupovať výrobky od dôveryhodných výrobcov..
Je tiež potrebné opustiť kombináciu výrobkov od rôznych spoločností – malý rozdiel v zložení alebo technológii výroby tovaru niekedy vedie k zásadným problémom v hotovej komunikácii.
Najlepšie stroje na zváranie polypropylénových rúr do 1000 W
S týmto indikátorom sa vyrábajú zváracie stroje oboch foriem (xiphoidné a valcové). Ich vlastnosťou je jeden vykurovací prvok vo vnútri, vďaka ktorému dochádza k pomalému ohrevu foriem a zváraniu rúr..
Pokiaľ ide o vybavenie, všetko závisí od nákladov: veľmi jednoduché modely majú iba svetelnú indikáciu, vypínač a regulátor teploty. Drahšie sú vybavené displejom a uvedené nastavenia elektronicky presne podporujú. Hodnotenie spájkovačiek na spájkovanie polypropylénových rúrok s výkonom až 1 000 W vám pomôže vybrať si ten správny nástroj.
| Inforce 03-24-01 | Gigant GPW-1000 | Elitech SPT 1000 | Kaliber SVA-1000T |
| |
| |
| Výkon, W | 1 000 | 1 000 | 1 000 | 1 000 |
| Hmotnosť, kg | 3.5 | 1,3 | 0,9 | 1,0 |
| Maximálny priemer zvárania, mm | 63 | 63 | 32 | 32 |
| Typ | prístroj | prístroj | spájkovačka | spájkovačka |
| Tvar ohrievača | xiphoid | xiphoid | valcovitý | valcovitý |
| Regulátor teploty | digitálne | mechanický | mechanický | mechanický |
Inforce 03-24-01
Prémiový model od ruského výrobcu vybavený digitálnym displejom a elektronickou reguláciou teploty. Ovládanie sa vykonáva pomocou štyroch tlačidiel na pravej strane puzdra. Žehlička má tri otvory na upevnenie príloh.
+Výhody Inforce 03-24-01
- Teplotu môžete nastaviť v rozsahu od 0 do 300 stupňov a vždy oznámi aktuálnu hodnotu.
- Robustný stojan z U-trubice.
- Sada je dodávaná s dvoma skrutkami na upevnenie trysiek, takže môžete nainštalovať dva páry naraz.
- Relatívne ľahký model, ľahko sa prenáša a pracuje s natiahnutými rukami.
- Pri prehriatí pípne.
- Pamätá si poslednú nastavenú teplotu a zahrieva sa na ňu pri nasledujúcom zapnutí.
- Dobré krytie hrotu – žiadne lepenie plastov.
- Sada obsahuje šesť párov spojok s priemerom 20 až 63 mm a kufor.
-Nevýhody Inforce 03-24-01
- Ak potrebujete spájkovačku držať za držadlo na zváranie na mieste, je to nepohodlné kvôli jej krátkej dĺžke – vhodnejšie pre stacionárne práce na stole.
- Aby ste zariadenie vložili do puzdra, musíte odstrániť všetky prílohy – nehodí sa k tým, ktoré zostali na meči.
- Krátka šnúra sa rýchlo krúti.
- Výmena trysiek sa vykonáva pomocou šesťuholníka, ktorý spomaľuje proces.
- Zvislý držiak zo stojana je k vodorovnej trubici pripevnený iba tromi cvočkami, takže môže po čase odletieť.
Výkon. Dobrý stroj na spájkovanie plastových rúrok od rôznych výrobcov. Elektronika udržiava nastavený počet stupňov s presnosťou + -5, čo pomôže neprepáliť konce a vytvoriť hladké kĺby bez prehýbania. Takáto spájkovačka je najlepšia pre uponáhľané zváranie, kde je veľmi dôležitý estetický vzhľad hotovej komunikácie..
Gigant GPW-1000
Jednoduchá spájkovačka od ruského výrobcu s výkonom 1000 wattov. Má mechanický regulátor teploty, dve diódy na indikáciu prevádzky, obdĺžnikový stojan na stole. Vykurovacie teleso má dva otvory na inštaláciu dýz s rôznymi vzdialenosťami od okraja.
+Výhody Gigant GPW-1000
- Nastavenie teploty od 0 do 300 stupňov pre rôzne plasty.
- Kompletné so šesťhranom a skrutkovačom na výmenu matríc.
- Rebrovaná gumová rukoväť vhodná do horúceho počasia.
- Rýchlo zdvihne prevádzkovú teplotu – 2-4 minúty.
- Ľahká konštrukcia s hmotnosťou 1,3 kg uľahčuje ukotvenie potrubí pod strop.
- Na prepravu je priestranný kufrík.
- Základňa je už vybavená otvormi na pripevnenie k stolu alebo taburetke.
-Nevýhody Gigant GPW-1000
- Zlý stojan, veľmi krehký (vyrobený z cínu) – ak ho priskrutkujete k stolu, spájkovačka sa bude stále chvieť, pretože v držiaku je silná vôľa.
- Teflónová vrstva je tenká – čoskoro po nákupe a prvých spojoch sa plast začne lepiť.
- Vzhľadom na široký meč je nepohodlné spájkovať na mieste.
- U niektorých používateľov ochrana proti prehriatiu prestane fungovať a vykurovacie teleso sa roztaví.
- Puzdro má zámky iba na veľké prílohy, ostatné visí počas prepravy.
Výkon. Zvárací stroj je veľmi jednoduchý a nie je určený na zložité úlohy. Preto je jeho cena jednou z najnižších. Je ideálny pre osobné použitie pri inštalácii vykurovacieho alebo vodovodného systému. Trysky od 20 do 63 mm umožňujú inštaláciu vodovodného systému akéhokoľvek priemeru v tomto rozsahu.
Elitech SPT 1000
Kompaktná tyčová spájkovačka na polypropylénové rúry s priemerom od 16 do 32 mm. Má výkon 1 000 W a termostat mechanického typu. K dispozícii je kovový stojan vo forme malého skladacieho taniera.
+Výhody Elitech SPT 1000
- Ľahká spájkovačka s hmotnosťou 0,9 kg je vhodná na dlhé manipulácie v manuálnom režime.
- Pri umiestnení na stojan stabilne uchopí.
- Vďaka výrezom na prstoch dobre padne do ruky.
- Rýchlo získava teplotu.
- Môže pracovať až 6 rokov s príležitostným používaním v krajine aj doma.
- Držadlo nešmýka sa v ruke.
- Sada obsahuje nástroje na upevnenie príloh.
- Zvlášť vhodné pre dokovanie nadzemných potrubí.
-Nevýhody Elitech SPT 1000
- Skriňa je veľmi malá a ešte jedna dýza sa tam takmer nezmestí..
- Je ťažké nastaviť požadovanú teplotu-na 2-ke sa plast dlho zahrieva a na 3-ke horí..
- Po 20-30 spojoch začne plast priľnúť k teflónovému povlaku.
- Žiadne prídavné zariadenia na prácu s veľkými rúrkami (od priemeru 40 mm a viac).
- Ak je potrebné do jedného dňa vykonať veľké množstvo práce, budú potrebné prestávky, aby sa vykurovací článok stihol vychladnúť..
- Neexistujú žiadne držiaky na pripevnenie – počas prepravy sa valia na škatuľu a krúžok.
- So spojkou na valci sa zariadenie nezmestí do puzdra – po každom použití musí byť tryska vybratá, aby sa spájkovačka zložila.
Výkon. Takýto zvárací stroj je vhodný na vlastnú montáž teplej podlahy v súkromnom dome. S kompaktnou tyčou sa dá ľahko plaziť pod ďalšou komunikáciou a ukotviť na mieste. 16 mm spojka je ideálna na vedenie úzkych rúr blízko seba.
Kaliber SVA-1000T
Tyčová spájkovačka od ruského výrobcu “Caliber” s tromi dýzami na topánky a výkonom 1000 wattov. V hornej časti má dve diódy na indikáciu pripojenia k sieti a dosiahnutie nastavenej teploty.
+klady
- Zariadenie nie je objemné, takže je pre nich ľahký prístup na spájkovanie vo výklenku za toaletou alebo pod vaňou..
- Pri správnom nastavení nepreplňuje plast.
- Vysokokvalitné nadstavce s hrubým nepriľnavým povlakom.
- Rýchlo sa zahrieva.
- Stabilný na stojane.
- Dlhá životnosť v prípade použitia doma i na vidieku.
-Mínusy
- Regulátor teploty zachytáva odevy a iné predmety – v dôsledku toho dochádza k zámene nastavení a človek si to ani nemusí všimnúť a dlho ohrievať ďalšie obrobky alebo ich spaľovať.
- Krátky napájací kábel.
- Prílohy sú niekedy poškriabané (pre každý neexistuje individuálny obal), čo spočiatku kazí nepriľnavosť.
- Puzdro má široké otvory, cez ktoré môže šesťhran vypadnúť.
- Chyba pri udržiavaní teploty na 15 stupňoch.
- Prvýkrát po nákupe a zapnutí môže fajčiť, potom to prejde.
Výkon. Toto je najlepšie zariadenie na spájkovanie polypropylénových rúr vo vašej kuchyni alebo kúpeľni, aby sa namiesto oceľových komunikácií vykonalo vedenie. Bude pre nich výhodné pracovať aj pre začiatočníkov. Výhodou modelu je jeho hmotnosť 1 kg, takže udržiavanie spájkovačky na hmotnosti neovplyvní kvalitu švu..
Špecialista PTP-1000

Spájkovačka je určená na lepenie rúrok PP, PVC, LDPE, HDPE soketovou metódou, ohrieva vložené diely na teplotu tavenia pre ich následné spojenie. Montuje sa na stojan pre pohodlnú prácu. Vykurovacie teleso ohrieva pracovnú plošinu a pevné vymeniteľné hlavy. Umožňuje opraviť 2 prílohy súčasne. Matrice sa skladajú z 2 častí. Stroj sa vyznačuje pohodlnou rukoväťou a termostatom, ktorý poskytuje požadovaný teplotný režim v závislosti od teploty vzduchu a použitého potrubia. Inštalatérske nástroje je možné použiť v miernom podnebí s relatívnou vlhkosťou nie vyššou ako 80%.
Z pozitívnych je možné rozlíšiť:
- Vynikajúce prílohy;
- Kompletná sada príslušenstva.
Záporné body:
- Nízka kvalita puzdra;
- Priľnavosť polypropylénu je možná;
- Zlý postoj.
Práca v podmienkach vysokej vlhkosti je zakázaná.!
ZUBR AST-800

Spájkovačka sa používa na zváranie plastových dielov. Výkon 800 W zaisťuje rýchly štart zariadenia a dobrú rýchlosť lepenia. Teflónové nepriľnavé vykurovacie dýzy sú určené pre rúry rôznych priemerov. Žiadna priľnavosť roztaveného plastu. Telo zváracieho stroja je vybavené indikátormi varovania pred zapojením a zahrievaním. Všetky diely sú uložené v kovovom boxe, ktorý eliminuje ich stratu počas prepravy. Gumová rukoväť poskytuje bezpečné uchopenie. Štrukturálna stabilita je zaistená priloženým stojanom.
Kupujúci tohto modelu zdôrazňujú nasledujúce výhody:
- Veľká sada vynikajúcich vymeniteľných hláv;
- Dobre sa zahrieva;
- Má lacné náklady;
- Spoľahlivé použitie.
Tiež sú zaznamenané nevýhody:
- Veľká a ťažká konštrukcia;
- Prípad sa zahrieva;
- Nevhodný štvorcový stojan.
Bort BRS-1000

Zariadenie na zváranie s pohyblivou objímkou s vykurovacím telesom je určené na spájanie dielov zo syntetických materiálov a tvaroviek z PV, PE, PP a PVDF. Vykurovacie vsuvky a skrinky náprav je potrebné zvoliť v závislosti od veľkosti potrubí. K vykurovaciemu prvku sú pripevnené pomocou kľúča s kolíkom. Jedno vykurovacie teleso môže byť vybavené dvoma dýzami. Pri pripájaní zariadenia k sieti je zapnutý jeden alebo oba vykurovacie články. Po zahriatí termostat vypne napájanie, podsvietenie zhasne a informuje, že spájkovačka je pripravená na prácu. Zváranie zásuvky zahŕňa prekrývanie okrúhleho potrubia a tvarovanej časti. Zvárač má mnoho negatívnych aj pozitívnych recenzií..
Medzi výhody patrí:
- Ovládanie rýchlosti;
- Ergonomická rukoväť;
- Dostupné náklady;
- Kryt na rýchle uvoľnenie.
Z mínusov poznamenávajú:
- Nevhodný vypínač;
- Slabá retencia západky.
CALIBER SVA-900T

Na zváranie objímok polypropylénových rúr a drobných tvaroviek sa kupuje ručné náradie. Je možné pracovať iba bez korozívnych plynov. Konštrukcia je namontovaná na stojane. V tele je namontovaný termostat a vykurovacie teleso, ktoré je spolu so spárovanými hlavicami považované za hlavný pracovný nástroj. Čas tavenia závisí od rozmerov potrubia a tvarovky. Optimálna teplota lepenia je 260 stupňov. Nastavenie sa vykonáva pomocou gombíka termostatu..
Kupujúci hodnotia tento model rôznymi spôsobmi a zdôrazňujú nasledujúce výhody:
- Veľký počet odnímateľných hláv;
- Vysoká rýchlosť zahrievania;
- Jednoduchosť funkčnosti;
- Dostupnosť podrobných pokynov na obsluhu zariadenia.
Subjektívne nevýhody sú:
- Slabé nohy;
- Prítomnosť medzery v drážke na pripevnenie k stojanu;
- Slabý ochranný povlak niektorých príloh.
Kolner KPWM 800MC
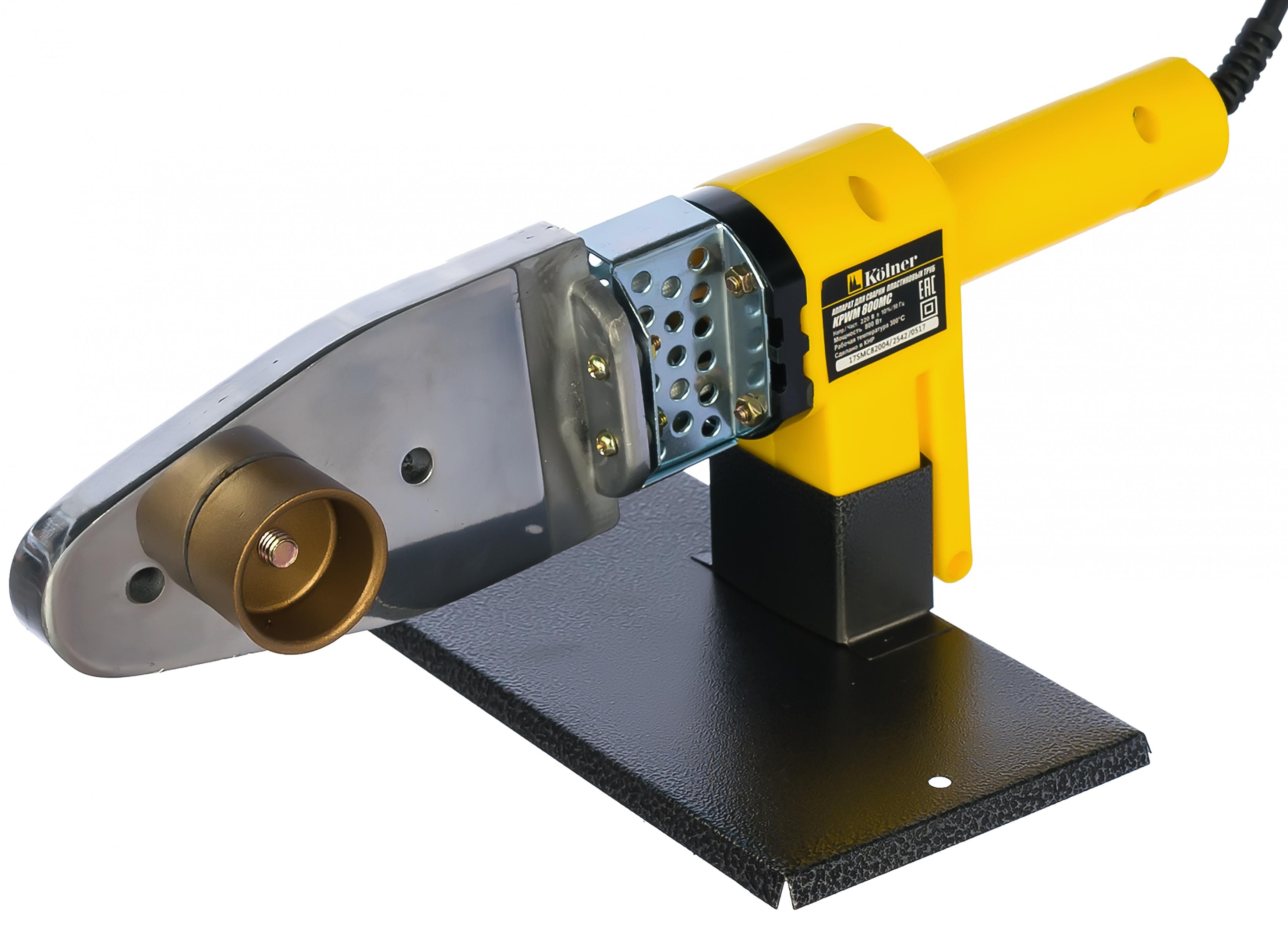
Zariadenie na zváranie plastových rúr je vybavené 6 špeciálne potiahnutými dýzami, ktoré uľahčujú zváranie. Zariadenie spotrebuje 800 W energie, čo naznačuje jeho účinnosť a spoľahlivosť. Okamžite sa zahreje na prevádzkovú teplotu 300 ° C. Pripojené sú dýzy potrebné pre inštalatérske práce, masívny stojan na stabilizáciu a upevnenie spájkovačky a nádoba na skladovanie zariadení a príslušenstva. Po spájkovaní je potrebné na krátku dobu držať spojenie, aby sa zvárané prvky spárovali a ochladzovali. Je vybavený dlhým 2-metrovým káblom. Telo je vyrobené v žltej farbe.
Z výhod je potrebné poznamenať:
- Optimálna hmotnosť a veľkosť zariadenia;
- Funkcia automatického vypnutia;
- Slušná cenovka.
Spájkovačka má iba jednu nevýhodu, ktorou je nestálosť podkladu a nemá vplyv na funkčnosť. Stojan je možné vyrobiť ručne.
Najlepšie stroje na zváranie polypropylénových rúr s výkonom viac ako 1000 W
Zváracie stroje v tejto kategórii majú výkon od 1500 do 2000 W. Toto zariadenie sa vyznačuje zrýchleným zahrievaním, ktoré zvyšuje produktivitu – je možné vytvoriť viac spojov súčasne. Pokiaľ ide o tesnosť švu, pri menej výkonných modeloch nie je žiadny rozdiel v kvalite.
Tieto spájkovačky na polypropylénové rúrky sú spravidla vybavené dvoma vykurovacími prvkami, ktoré je možné zapnúť súčasne alebo striedavo, čo vám umožňuje presnejšie zvoliť teplotu a čas ohrevu, ako aj spotrebu energie. Takéto modely sa vyznačujú bohatšou sadou a sú vhodnejšie na profesionálne použitie..
| Inforce 03-12-02 | PATRIOT PW 205 | Elitech SPT 1500 | STURM TW7218 |
| |
| |
| Výkon, W | 1700 | 2000 | 1 500 | 1800 |
| Hmotnosť, kg | 1.7 | 1,3 | 5.4 | 1.1 |
| Maximálny priemer zvárania, mm | 63 | 63 | 63 | 32 |
| Typ | prístroj | spájkovačka | spájkovačka | spájkovačka |
| Tvar ohrievača | xiphoid | xiphoid | xiphoid | valcovitý |
Inforce 03-12-02
Zariadenie s výkonom 1 700 W s dvoma prepínačmi, ktoré umožňujú pracovať v jednom z troch režimov: 700 W, 1 000 W, 1 700 W. Dodáva sa s konzolou na horizontálne umiestnenie na stôl alebo fixáciou vo vertikálnej polohe a upínacím zverákom.
+Pros pre Inforce 03-12-02
- Pohodlný gumový úchop – pohodlné držanie.
- Široké možnosti výberu teploty pomocou prepínačov aj termostatu od 0 do 300 stupňov.
- Rýchly ohrev vykurovacích telies.
- Dobrá kapacita kufra.
- Kompletné s páskou, skrutkovačom, rezačkou rúrok a rukavicami.
- Všetky prídavné zariadenia v kufríku sú pevné a počas prepravy sa nevisia.
- Šesť zápustiek na rúrky s priemerom 20 až 63 mm.
- Fréza na rúrky sa so svojou úlohou plne vyrovná a nebudete musieť kupovať nič navyše.
- Dobré pokrytie povrchu trysiek.
-Nevýhody Inforce 03-12-02
- Objemný prípad, kvôli ktorému je nepohodlné vyliezť na miesto a uzavrieť komunikačný obvod.
- Nie je to najľahší model a keď ho držíte za ruky, pán sa rýchlo unaví.
- Existujú trysky s čipmi, ale to je zriedkavé.
- Kufor je tenký a vyžaduje starostlivé zaobchádzanie, inak sa rýchlo zdeformuje.
- Ohrievač je pripevnený k telu pomocou konzoly a hlava skrutky sťažuje umiestnenie zariadenia na stojan..
- Na začiatku nastavená teplota vyskočí na 260 stupňov a prehrieva armatúru, takže najskôr ju musíte nastaviť na 150 stupňov a potom zvýšiť.
Výkon. Toto je najlepšia spájkovačka pre PP rúrky vďaka veľmi kvalitným tryskám. Teflónový povlak je hrubý a trvá dlho, kým sa z neho odstránia stopy plastu. Zariadenie je vhodné na časté používanie na miestach s veľkým objemom práce.
PATRIOT PW 205
Zjavná spájkovačka s výkonom 2000 W s tromi otvormi na ohrievači na upevnenie matríc v rôznych vzdialenostiach od okraja. Vybavený dvoma vypínačmi a termostatom na pravej strane puzdra. Vybavený stojanom v tvare X.
+Odporúčam PATRIOT PW 205
- Veľmi rýchlo sa zahrieva a udržuje nastavenú teplotu stabilne.
- Hladký rez rúrky nožnicami zo súpravy.
- Rukavice zo sady s tepelnou izoláciou na skrútenie teplých príloh.
- Odolná žehliaca plocha – pri prehriatí sa neroztopí.
- Termostat celkom presne udržuje nastavenú teplotu.
- Nízka hmotnosť 1,25 kg, ideálna pre prácu mimo ruky.
- Vrátane šiestich príloh.
- K dispozícii je zvinovací meter a kovové puzdro.
- Voľba výkonu z troch možností s nastavením pomocou prepínačov.
-Nevýhody PATRIOT PW 205
- Trysky sa neustále otáčajú.
- Telo spájkovačky je vyrobené z veľmi tenkého kovu – neopatrný pohyb a môžete si dať priehlbinu.
- Matrica pre 63 mm rúrku nie je vložená na miesto na to určené – spočíva na tele.
- Zahrnuté nožnice sú slabé – lámu sa po 10-20 strihoch.
- Miesto upevnenia rukoväte k telu musí byť vystužené skrutkami, inak sa najskôr ohne a potom spadne.
- Stojan je krehký a kýva sa.
- Horí farba na tele vedľa vykurovacích telies.
Výkon. Tento spájkovací stroj na polypropylénové rúrky je vhodný pre aplikácie, kde je prioritou rýchlosť. Celkový výkon dvoch ohrievačov je 2 000 W, takže zahriatie konca trubice a tvarovky zaberie minimálny čas a za jeden deň práce bude možné vykonať veľký počet kĺbov.
Elitech SPT 1500
Spájkovačka má výkon 1 500 W a sadu zápustiek na rúrky s priemerom 20 až 63 mm. Predná časť žehličky je naostrená, aby sa zlepšil prístup do tesných priestorov.
+Odporúčam Elitech SPT 1500
- Rýchlo sa zahrieva na nastavenú úroveň.
- Na povrchu príloh nie sú žiadne stopy plastu.
- Kompaktný tvar ohrievača uľahčuje vloženie prístroja do výklenku alebo pod iné potrubie.
- Priložená sada nástrojov nie je na jedno použitie.
- Tri skrutky so šesťhrannou hlavou na inštaláciu niekoľkých párov trysiek naraz a rýchlu inštaláciu potrubí s rôznym priemerom.
- Stojan je krížový a stabilný, na závite je bočná svorka na upevnenie vo zvislej polohe.
- Úroveň je vybavená tromi bunkami na ovládanie všetkých lietadiel.
-Nevýhody Elitech SPT 1500
- Krátka šnúra vyžaduje pripojenie nosiča – pri práci vo výškach kvôli hmotnosti ťahá nadol.
- Puzdro vyrobené z veľmi tenkého kovu – veko sa sklopí, západky zle držia.
- Počas prepravy je všetok obsah vyhodený do jednej hromady.
- Nožnice môžu strihať iba rúrky s priemerom do 40 mm.
- Rukavice sú lacné a rýchlo sa rozpadajú.
Výkon. Vynikajúca možnosť pre majstra s prácou v teréne. Sada obsahuje všetko, čo potrebujete na inštaláciu prívodu vody alebo kúrenia: zvinovací meter, rezačka rúrok, hladina, rukavice. Naostrený ohrievač uľahčí ručné ovládanie dokovania v tesných priestoroch.
STURM TW7218
Má výkon 1 800 W s jedným pracovným režimom a reguláciou teploty od 0 do 300 stupňov. Valcové vyhrievacie teleso je potiahnuté nepriľnavým povlakom, aby zostalo dlhšie čisté.
+Výhody STURM TW7218
- Veľmi ľahký 1,1 kg model pre pohodlnú prácu vo všetkých polohách.
- Puzdro je natreté práškovou farbou a dlhodobo si zachováva svoj normálny vzhľad.
- Hrubé hliníkové hroty.
- Zahrieva sa za 2-3 minúty.
- Jasné zapínanie a vypínanie – zariadenie sa neprehrieva a môžete dlho vykonávať spájkovanie.
- Výstup sieťového kábla z puzdra je vybavený tesnením, aby sa drôt na tomto mieste dlho neprerušil, čo je jedno z najbežnejších porúch v iných spájkovačkách (sú tam uzavreté).
-Nevýhody STURM TW7218
- Označenie na termostate nezodpovedá skutočnosti a musíte sa prispôsobiť, aby ste si zapamätali, v ktorej polohe zariadenie lepšie zahrieva plast rôznych hrúbok a značiek.
- Spájkovačku je možné ľahko prevrátiť, ak sa jej náhodou dotknete rukou alebo nohou.
- Počas prepravy sú dýzy zmiešané a šľahané – je lepšie ich zabaliť látkou.
- Sada obsahuje iba 4 matice.
- V predaji je len málo originálnych príloh – ak sa tieto odlepia, budete si musieť kúpiť drahé dovážané.
- Strana, na ktorú sa dá nasadiť potrubie, je o niečo väčšia ako štandardná veľkosť, takže je ťažké ju natiahnuť a zvyknúť si..
- Veľmi malá inštrukcia bez popisu práce – začiatočník bude musieť hľadať ďalšie informácie.
- Vykurovací valec visí – držiak musíte pravidelne dotiahnuť.
Výkon. Vďaka svojmu kompaktnému tvaru, krátkej tyči a vysokému výkonu je pre nich ľahké zapojenie z kotolne okolo domu, napájanie zospodu do vykurovacieho telesa, napájanie kotla zozadu a pripojenie obehového čerpadla k systému. Prítomnosť dýzy s priemerom 16 mm umožňuje jej použitie pri inštalácii podlahového vykurovania.
Denzel DWP-2000

Zvárací stroj doma spája polypropylénové a kovoplastové rúry. Počas prevádzky dochádza k zahrievaniu, zmäkčovaniu a dokovaniu 2 montážnych komponentov. K dispozícii je možnosť nastavenia vykurovania. Dodáva sa so šiestimi vymeniteľnými matricami na spájanie dielov s priemerom 20-63 mm. Trysky potiahnuté teflónom zabraňujú priľnavosti plastových prvkov. Vhodný pre domácnosti a poloprofesionálne oblasti.
Zariadenie má nasledujúce výhody:
- Vysoko kvalitná montáž;
- Pohodlný dizajn;
- Priestranný úložný box;
- Spoľahlivý kovový stojan;
- Nedostatok ďalších kľúčov;
- Dobré trysky.
Medzi nedostatky je možné poznamenať malú dĺžku prívodného kábla a nízku kvalitu dodávaných nožníc na polypropylénové rúry. Zariadenie má vysoké hodnotenie a vynikajúce recenzie videa, ktoré nájdete na internete..
Burčiak! TW7219

Zváračka je skutočným pomocníkom pre samoukov i profesionálov. Je široko používaný v oblasti inštalatérskych prác, rýchlo a spoľahlivo spája potrubné systémy. Roztavený materiál sa nelepí na zváracie povrchy. K dispozícii sú 2 vykurovacie telesá, ktoré je možné zapnúť samostatne. Priemer dýz sa pohybuje od 20 do 63 mm. Zariadenie je vybavené špeciálnym vykurovacím panelom, ktorý je upevnený v drážke plášťa. Vďaka podnožke je pre remeselníka práca s spájkovačkou jednoduchá. Indikátor signalizuje zahrievanie stroja a automaticky sa vypne, keď sa dosiahne maximálna teplota.
Výhody zariadenia sú tieto:
- Rýchle zahriatie;
- Bohatá výbava;
- Nízke náklady;
- Vysoko kvalitný povlak trysiek.
Z mínusov je možné poznamenať:
- Veľká hmotnosť zariadenia;
- Slabé nožnice;
- Roztrasenosť stojana;
- Krehkosť rukoväte.
Pri údržbe stroja používajte iba originálne spotrebné diely a príslušenstvo. V opačnom prípade sa zariadenie môže pokaziť..
VALTEC ER-04

Inštalatérske náradie sa používa na odporové zváranie polypropylénových rúr a spojok. Balené v kovovej škatuli so stojanom, úrovňou, sadou vymeniteľných vykurovacích telies rôznych priemerov, nožnicami, zvinovacím metrom a šesťhranným kľúčom na upevnenie matríc. Priložený návod na použitie. Elektrická spájkovačka sa zahrieva za 10 minút. Na tele zariadenia je umiestnená kontrolka zapnutia a ovládania vykurovania, ktorej stupeň je možné nastaviť.
Sada zváracieho zariadenia má nasledujúce výhody:
- Výkon 1500 W;
- Vysoko kvalitné náhradné hroty na presné spájkovanie;
- Schopnosť spájať diely rôznych veľkostí;
- Prítomnosť termostatu;
- Pohodlná preprava v stavebnom boxe.
Medzi nedostatky patria:
- Krátky napájací kábel;
- Nízka kvalita príloh;
- Nevhodný stojan.
DIOLD ASPT-4

Zváračka s menovitým príkonom 1500 W je široko používaná v každodennom živote. Líši sa v použití, umožňuje vám rýchlo namontovať potrubný systém na akýkoľvek účel. Práca sa vykonáva metódou polyfúzneho zvárania plastových plechov. Bezšvové spájkovanie zaisťuje vysokú pevnosť spoja. Dodacia sada obsahuje zariadenie, stojan, sadu 6 vymeniteľných matríc (20, 25, 32, 40, 50, 63 mm), skrutku, nástrčný kľúč, skrutkovač, zvinovací meter, rukavice, nožnice, technické dokumentáciu. Napájanie zo štandardnej elektrickej siete s poistkovou zásuvkou.
Výhody DIOLD ASPT-4 sú:
- Slušné vybavenie;
- Ergonómia;
- Vysoká rýchlosť zahrievania;
- Prijateľné náklady.
Nevýhody modelu:
- Zlá fréza;
- Zvinovací meter a rukavice nízkej kvality;
- Malé prenosné puzdro.
CANDAN CM-06

Zariadenie na lepenie polypropylénových rúrok je spoľahlivé, ľahko ovládateľné, nenáročné na údržbu. Je to lacné. Používa sa na klampiarske práce s rúrami a tvarovkami d 16-50 mm. Vybavený nástrojmi potrebnými na spájkovanie a zabalený v kovovom kufríku. K dispozícii sú teflónové hroty d 20,25,32,40 mm, fréza, stojan v tvare kríža, úroveň, kľúče, zvinovací meter. Spínače sú vybavené kontrolkami na monitorovanie vykurovania. Termostat udržuje požadovanú teplotu. Dvojité vykurovacie teleso vám umožňuje nainštalovať 3 matice súčasne. Tepelne odolný napájací kábel odoláva vysokým teplotám.
Pozitívne vlastnosti zariadenia sú:
- Spoľahlivosť;
- Možnosť dlhodobej prevádzky;
- Jednoduchosť použitia;
- Dostatok zostavy.
Žiadne mínusy, okrem slabých nožníc..
Wester DWM 1500LE

Zariadenie je určené na pripojenie termoplastických rúr v akejkoľvek polohe. Napájané zo štandardnej elektrickej siete 220V. Výkon podľa technického listu je 1500 W. Vhodné pre rúry s priemerom až 63 mm. Charakteristikou zváračky je schopnosť ukotviť diely s rôznou hrúbkou steny. Udržiava teploty od 0 do 300 ° C. 6 trysiek vhodných pre najbežnejšie potrubia.
Tento model má nasledujúce výhody:
- Vhodné pre prichádzajúce a odchádzajúce vetvy dodávky teplej vody a studenej vody;
- Vďaka kovovému puzdru môžete zbaliť neúplne vychladenú spájkovačku;
- Vykurovanie je mechanicky regulované;
- LED indikácia prispieva k vizuálnej kontrole stavu stroja;
- Kompaktná veľkosť vám umožňuje pracovať v obmedzených priestoroch.
Nevýhody zváračky:
- Kolísavý stojan z cínu
- Na chladenie je potrebná prestávka.
Wert WPT 1600
Vysokovýkonné zariadenie vykonáva vysokokvalitné lepenie polypropylénových rúrok pri inštalácii vodovodného systému v obytných a nebytových priestoroch. Napriek nízkej cene nie je tento model nižší ako profesionálne zariadenia. Spájkovačka spoľahlivo zvára konštrukcie s priemerom 20-40 mm, netesnosti vo šve sú vylúčené. Pripojenie je vytvorené komplexne a nevyžaduje ďalšie diely. Súčasťou je stojan na bezpečnú inštaláciu stroja. Existujú indikátory vykurovania a pripojenia k elektrickej sieti. Zariadenie je zabalené v kovovej škatuli, pozostáva zo samotného stroja, podpery, sady trysiek, šesťhranného kľúča, skrutkovača a skrutky.
Výhody tohto modelu:
- Výkon 1600 W (porovnateľný s top modelmi);
- Teflónový ochranný povlak trysiek;
- Cenová cenovka.
Nevýhody vodovodných armatúr sú:
- Slabý stojan vyrobený z cínu;
- Nedostatok termostatu;
- Nedostatok nožníc.
AQUAPROM ASP.1.5 / 6

Spájkovačka robí zvárané spoje plastových dielov. Zariadenie patrí do triedy domácností, ale celkový výkon 1,5 kW stačí na to, aby bol použitý nielen pre domácnosť, ale aj pre profesionálne potreby. Konštrukcia sa skladá z 3 častí: rukoväť, puzdro s termostatom, vykurovacia časť. Pred začatím spájkovania je zariadenie pripojené k elektrickej sieti 220V. Forma zahrievania je xiphoid. Sada obsahuje zvinovací meter, plastovú škatuľu, kľúče na pripevnenie 6 spárovaných trysiek. Veľké hlavy sa predávajú samostatne. Pred kúpou produktu sa odporúča, aby ste sa zoznámili s jeho pozitívnymi stránkami. Kupujúci odporúčajú tento spotrebič na domáce použitie.
Jeho výhody sú:
- Nízka cena;
- Dobrá sila;
- Nepriľnavé tipy.
Pokiaľ ide o domáce spotrebiče, nevýhody sú nevýznamné. Mnoho remeselníkov sa sťažuje na kolísavý stojan a nekvalitné puzdro..
Príprava na inštaláciu vodovodného systému z polypropylénových rúrok
Je bezpečné povedať, že vysokokvalitná príprava na montáž elektroinštalácie do značnej miery určuje jej výkon a trvanlivosť..
Výber schémy zapojenia
V súčasnosti existujú dve hlavné schémy inštalácie potrubí:
T -kus – s ním je každý spotrebiteľ vody spojený s centrálnym potrubím spojeným so stúpačom. Na tento účel sa používajú odpaliská..
Nevýhodou takejto schémy je skutočnosť, že pri súčasnom otvorení niekoľkých kohútikov tlak v prívodnom potrubí prudko klesá a prietok vody v každom z nich klesá. Obzvlášť postihnuté sú body analýzy vzdialené od stúpačky.
Druhým negatívnym bodom je, že ak dôjde k potrebe súčasných opráv, musíte na tento čas vypnúť celý okruh prívodu vody.

T -odpaly sa používajú v bytoch alebo malých súkromných domoch. Medzi výhody patrí jednoduchá inštalácia a relatívne nízka spotreba materiálu..
Schéma zapojenia kolektora. Tento spôsob vytvorenia vodovodnej siete spočíva v tom, že prívodné potrubie je vedené zo stúpačky do topografického stredu vodovodného systému a končí inštaláciou hrebeňa.
Hrebeň je krátka odbočná rúrka so závitovými výstupmi pre guľový ventil, ktorý je na ňom nainštalovaný. Tak sa vytvorí distribučná jednotka, z ktorej sa vedie vedenie do miest spotreby..
Vďaka tomu je možné samostatne vypnúť akýkoľvek bod spotreby vody. Zvyšok systému naďalej funguje ako obvykle s rovnakým prietokom vody.

Teplotné režimy prevádzky
Výrobcovia inštalatérskych výrobkov deklarujú maximálnu teplotu chladiacej kvapaliny na 95 stupňov. Fyzikálne vlastnosti materiálu sa však od tohto ukazovateľa trochu líšia..
Zmäkčenie polypropylénu sa začína prejavovať pri teplote asi 140 stupňov, topenie nastáva pri 175. Vzhľadom na tieto parametre môžeme dospieť k záveru, že tento materiál je vhodný pre akékoľvek potrubia vykurovacej vody, s výnimkou pary.
Prevádzková teplota v parných vedeniach je presne 175 stupňov.
Zdá sa, čo by mohlo byť lepšie? Zvláštnosťou materiálu je, že začína mäknúť od teploty 135 stupňov. Rozloženia sa začínajú prepadávať, rednúť a nakoniec sa lámať.
Výrobcovia polypropylénových rúr oficiálne deklarujú výrazne nižšiu prípustnú teplotu, pričom chcú svoje výrobky poistiť a zaistiť ich väčšiu trvanlivosť.
Je potrebné poznamenať, že v správne vybavenom obydlí s dostatočnou tepelnou ochranou stien taká prevádzková teplota úplne stačí.
Je potrebné poznamenať, že v vykurovacích systémoch sa odporúča používať vystužené polypropylénové rúry, ktoré majú množstvo výhod:
- Stabilita lineárnej expanzie prvkov prívodu vody pod vplyvom tepelného a mechanického zaťaženia. Bez znateľných zmien vydržia tlak až 10 atmosfér..
- Životnosť vystuženého potrubia, neustále pod tlakom pri zvýšenej teplote, je niekoľkonásobne vyššia ako u nevystužených výrobkov..
- Teplota topenia v oboch výrobkoch je rovnaká, ale za rovnakých podmienok sa rúra bez výstuže zrúti, ale vystužená nie..
Odborná rada
Aby bola zaistená maximálna spoľahlivosť potrubných spojov, odborníci odporúčajú dodržať nasledujúce požiadavky:
- je správne začať zvárať po 10 minútach od okamihu, keď sa spájkovačka zahreje;
- vykonávať zváracie alebo spájkovacie operácie iba pri kladných teplotách okolia;
- časti rúr spojených zváraním sa musia nechať vychladnúť, aby sa zabránilo vzájomnému posunu alebo skrúteniu;
- tupé zváranie výrobkov s hrúbkou steny viac ako 6 mm sa vykonáva s dvojitým švom. Pri menšej hrúbke steny môže byť spoj utesnený jedným švom;
- všetky konštrukčné prvky upevnené spájkovaním musia byť od rovnakého výrobcu, pretože sa môžu líšiť v zložení zložiek v surovine, čo negatívne ovplyvní kvalitu zvaru.
Spájkovanie na ťažko dostupných miestach a rohoch
Pri spájkovaní rúrok umiestnených na ťažko dostupných miestach, napríklad v blízkosti povrchu stien alebo stropov, sa používa špeciálna technika, ktorá spočíva v postupnom zahrievaní častí priameho a spojeného spoja spájkovačkou. Zahrievanie príruby priameho úseku trvá dlhšie, aby sa nestihlo vychladnúť, keď je náprotivok obrobku v prevádzke..

Hladkosť linky v miestach rohových spojov rúr je možné dosiahnuť pomocou špeciálnych rohových adaptérov a tvaroviek. V tomto prípade je dôležité vopred veľmi presne označiť na prívodných rúrach hĺbku ich vstupu do telesa rohového kusu.
Pripojenie plastových rúrok bez spájkovania
Plastové rúry nemusia byť zvárané, môžu byť spojené špeciálnym lepidlom. Aplikuje sa na celý predtým odmastený povrch úseku potrubia, ktorý bude vložený do zásuvky. V zásuvke je vnútorný povrch tiež odmastený a pokrytý lepidlom, ale iba o 2/3. Pre lepšiu priľnavosť je povrch rúrok pre lepený spoj pred odmasťovaním ošetrený brúsnym papierom..
Pripravená časť potrubia je vložená do zásuvky, kým sa nezastaví a neotáča sa o 90 stupňov. V tejto polohe by mali byť lepené diely držané 1 – 1,5 minúty, kým lepidlo nestuhne..
Lepidlo úplne zaschne za niekoľko hodín..
Plastové kanalizačné potrubia vedúce do septiku je možné pripojiť pomocou lisovacej armatúry. Pri tejto metóde pozostáva proces spájania potrubí z nasledujúcich etáp:
- odizolovanie hornej vrstvy na potrubí pred kontamináciou;
- skosenie na konci;
- uvoľnenie prevlečnej matice na tvarovke a nainštalovanie konca potrubia do nej;
- utiahnutím matice v opačnej polohe, v tomto okamihu je rúrka upnutá (stlačená) objímkou.
Upevnenie tvaroviek sa vykonáva ručne alebo pomocou vidlicového kľúča. Pôsobiaca sila nesmie byť nadmerná, inak by mohlo dôjsť k prasknutiu rúrok..
Metóda rozšírenia používa vysoko elastický O-krúžok. Tesnosť spoja je zaistená stlačením tesnenia medzi stenami zásuvky a hladkým koncom potrubia.
Zváranie plastových rúrok veľkého priemeru
Na pripojenie rúrok s priemerom viac ako 50 mm a hrúbkou steny 4 mm alebo viac sa používa technológia spájkovania na tupo, ktorá spočíva v súčasnom zváraní koncov 2 segmentov po celej rovine. Najťažšou vecou v tejto metóde zvárania je správne zarovnať spoje a zabezpečiť požadovanú dĺžku medzery medzi časťami..

Preto sa v procese tupého zvárania rúr s veľkým priemerom používajú vodidlá alebo centralizátor rúrok. Poskytne vysoko kvalitnú a spoľahlivú fixáciu zváracích segmentov.
Samotná práca sa vykonáva v nasledujúcom poradí:
- príprava potrubia a odizolovanie hrán;
- upevnenie prvkov v centralizátore potrubí;
- zváranie spojov výrobkov.
Bežné otázky a odpovede o spájkovaní PP
Môžem spájkovať rúry od jedného výrobcu a tvarovky od iného? Samozrejme to je možné, ale chcem vás upozorniť, že spojky aj potrubia by sa mali používať v správnej kvalite. Nepoužívajte diely od nemenovaných výrobcov. Neprofesionálne obchody často predávajú rúry od rôznych spoločností a tvarovky sú rovnaké od nemenovaného výrobcu. Neodporúčam používať takýto balík. Vo všeobecnosti nič nebráni spájkovaniu rúrok a tvaroviek od rôznych výrobcov, s rôznymi výstužami alebo bez nich na rôznych stranách spojky.
Polypropylén sa lepí na nástavce – čo robiť? Prvým krokom je kontrola skutočnej teploty na spájkovačke – je celkom možné, že nezodpovedá teplote na termostate. Roztavený plast sa častejšie začína lepiť na poškriabané trysky, preto by sa nemali čistiť kovovými predmetmi. Nástavec je možné čistiť ťažkým papierom alebo lepenkou, ale spravidla to nedáva dlhotrvajúci účinok. Ak sa dýza začala aktívne špiniť, potom by bolo najvhodnejším riešením kúpa novej..
Kedykoľvek sa však z polohy dočasne vymante "lepkavé" tryska môže. Aby sa nezkazil zváraný šev a tryska zostala čo najčistejšia, pri odstraňovaní potrubia a tvarovky z dýzy je potrebné ich trochu otočiť..
Môžu byť polypropylénové rúry ohnuté? Nemôžete ich ohýbať ani počas inštalácie, ani po nej. Ak je počas inštalácie potrebné potrubie ohnúť, mali by sa použiť obrysy alebo kombinácie uhlov. V záujme spravodlivosti stojí za zmienku, že slabým bodom ohýbania potrubia je spoj medzi rúrkou a tvarovkou. Tento bod konjugácie sa odlomí s určitou snahou zlomiť. Aby ste sa o tom presvedčili, stačí spájkovať testovaciu štruktúru z rohu a dvoch 50 cm rúrkových častí a pokúsiť sa to zlomiť "poker" ručne.

Niekedy je potrebné spájkovať uzol s neštandardným uhlom. Pripomeniem, že rohy PP sú splnené iba dvoch typov: 90 a 45 stupňov, aspoň s inými som sa nestretol. Ale čo keď potrebujete otočiť potrubie iného stupňa? Poznám dve metódy:
S pomocou dvoch 45 ° rohov môžete vytvoriť ľubovoľný uhol zmenou vzájomného uhla natočenia rohov. Nevýhodou tejto metódy je, že kvôli neštandardnému otáčaniu nebude spojenie v rovnakej rovine..
Druhým je nesprávne zarovnanie potrubia a tvarovky na viacerých spojoch. Nezabudnite, že rovnosť v mieste spoja potrubia a tvarovky by sa nemala líšiť o viac ako 5 °.

Ako spájkovať rúry, ak nedrží faucet? Je prísne zakázané zvárať, ak je v oblasti, ktorá sa má spájkovať, prítomná voda. Ak z nejakého dôvodu nie je možné úplne vypnúť vodu, musíte ju počas zvárania zastaviť. Na internete sa odporúča potrubie upchať strúhankou, ale problém je v tom, že drobček je novo vytvoreným tlakom v potrubí okamžite vytlačený. Preto bude metóda fungovať iba vtedy, keď je možné otvoriť časť na miesto spájkovania na výstup vzduchu. A keď sú rúrky zvarené dohromady, drobček pri pôsobení tlaku ľahko vyskočí.
Tip: ak ste počas zvárania počuli syčanie vody na tryske – je lepšie prerezať a znova vytvoriť uzol! Je lepšie stráviť viac času inštaláciou, ako opravovať a odstraňovať úniky v budúcnosti, s množstvom problémov, ktoré sa objavili.!

Táto fotografia ukazuje, že uzáver filtra bol odskrutkovaný a prebytočná voda odtiaľ steká po tkanine. A na mieste spájkovania je strúhanka upchatá. Vďaka otvorenému filtru sme mali o niečo viac ako minútu čas na spájkovanie, kým voda nevytlačila drobenku..








Spájkovacie polypropylénové rúry: pravidlá zvárania a analýza chýb
Vlastnosti polypropylénu
Jeden z mnohých materiálov v rodine plastov, polypropylén, je produktom polymerizácie dvoch plynov: etylénu a propylénu, zmiešaných v určitom pomere. Výsledkom je získanie granúl, z ktorých sa extrúznou metódou získavajú rôzne produkty..
Výrobky na zásobovanie vodou sú vyrobené z plastu triedy PPR s nasledujúcimi charakteristikami:
Dané parametre sú vhodné pre zásobovanie studenou vodou, ale potreby širšieho spektra charakteristík sú zrejmé. Na ich posilnenie sa preto používajú určité technologické metódy..
Jednou z nich je stenová výstuž zo sklenených vlákien alebo hliníka. Za týmto účelom sa na hotovú rúrku nanesie vrstva vlákien zo sklenených vlákien alebo hliníkovej fólie a potom sa nanesie ďalšia vrstva polypropylénu..
Táto konštrukcia umožňuje získať polypropylénové rúry vhodné aj na použitie v systémoch vykurovania a dodávky teplej vody..
Kardinálnou metódou vystuženia polypropylénových výrobkov je inštalácia kovovej vrstvy. Na tento účel sa používa hliníková fólia vo forme pásu..
Navíja sa pozdĺž skrutkovitej čiary na obrobku pozdĺž vrstvy lepidla, na kovovú fóliu sa nanesie druhá vrstva lepidla. Vonkajší plášť je vyrobený z rovnakého polypropylénu.
Takéto výrobky sú vhodné na použitie vo vodovodných systémoch so zvýšeným tlakom až do 6 atmosfér..
Potrubia sa navzájom líšia
Pred popisom návodu na inštaláciu je potrebné definovať materiály, typy a aplikácie. Voľba rúrok na základe ceny alebo dostupnosti v železiarstve je neprijateľná. Nesprávna voľba je po inštalácii plná ťažkostí. Môžu to byť netesnosti, praskliny a deformácie. To vedie k potrebe prerobiť systém a vzniknúť dodatočné náklady.
Hydraulické výpočty určujú mriežku na dimenzovanie rúr. Komunikácia sa navzájom líši a vyžaduje iný priemer potrubia. Rozsah priemerov od 16 do 110 mm pokrýva takmer všetky možnosti inštalácie a potreby. Prax ukazuje, že potreby bytu spĺňajú rúry až do priemeru 50 mm, výnimky sú zriedkavé. Hlavné potrubia väčšieho priemeru. Vyžadujú špeciálny prístup k inštalácii a zriedka sa nachádzajú v práci domáceho remeselníka..
Polypropylénové rúry sa líšia farbou. Odtiene a odrody rúrok podľa farby nemajú nič spoločné s výkonom a nič neovplyvňujú. Nemali by sa brať do úvahy. Toto je štandardné riešenie výrobcov, ktoré im pomáha urobiť výrobky pútavejšími a jasnejšími voči všeobecnému pozadiu. Jediným spôsobom, ako si vybrať rúru s konkrétnou farbou a úlohou, je nákup bieleho produktu na vykurovanie. Farba umožňuje zapadnúť do akéhokoľvek interiéru.
Ak sú na potrubí farebné pruhy, potom budú niesť informačné zaťaženie, ktoré je pochopiteľné pre každého. Modrý pruh označuje použitie výrobku pre potreby dodávky studenej vody. Červený pruh označuje účel odolávania vysokým teplotám počas prevádzky. Farebné kódovanie je približné a prenáša minimálne množstvo informácií. Niektoré druhy výrobkov nie sú takýmto označovaním ani zaťažené. Čiara na potrubiach pomáha určiť zaťaženie, vlastnosti a stáva sa referenčným bodom pri spájaní vo švíkoch. Linka je praktickým sprievodcom počas inštalácie.
Alfanumerické značenie nesie väčšinu informácií. Musíte to nájsť na vonkajšej stene výrobku. Tu stojí za to ukázať špeciálnu starostlivosť a ponoriť sa do toho, čo výrobca napísal..
Polypropylénová rúrka nesie označenie PPR, čo je medzinárodná značka pre polypropylén. Pri označovaní druhu materiálu sa nachádzajú označenia PPRC, PP-B, PP-N, PP-3 a ďalšie. Pre pohodlie užívateľa je k dispozícii iný systém označovania, ktorý zohľadňuje typ, tlak tekutiny a teploty čerpaného média. V praxi sa používajú štyri typy rúr: PN-10, PN-25, PN-16 a PN-20. Výkon potrubia a maximálna teplota použitia závisia od obrázku. PN-25 sa používa na vykurovanie a odoláva teplotám 95 stupňov.
Prevádzkové vlastnosti sú priamo závislé od hrúbky stien potrubia. Hrubé steny vydržia vysokú teplotu a vysoký tlak.
Polypropylén so svojimi výhodami má značnú nevýhodu – pri prehriatí je pozorované výrazné lineárne rozťahovanie. Potrubia so studenou vodou vo vnútri budovy nepociťujú negatívny vplyv faktora rozťažnosti. Teplovodné potrubie môže problém výraznejšie pociťovať, pociťovať deformáciu, napätie vo vnútri konštrukcie, prehýbanie dlhých úsekov.
Na zníženie účinku tepelnej rozťažnosti sa používa výstuž polypropylénových rúrok. Vystužené sklolaminátom a hliníkom. Výstužný pás zo sklenených vlákien je umiestnený v strede hrúbky steny potrubia, nemá vplyv na spájkovanie.
Existujú dva druhy hliníkovej výstuže. V prvom prípade je fóliová vrstva umiestnená vedľa vonkajšej steny výrobku. Alternatívou je spustenie hliníkovej vrstvy v strede. Oba typy sa líšia inštaláciou a dizajnom..
Obe možnosti vystuženia umožňujú výrazné zníženie úrovne rozťažnosti potrubia počas zahrievania. Vrstva výstužného materiálu sa stáva bariérou proti difúzii (prienik kyslíka povrchom rúry v nej).
Prienik molekúl kyslíka a ich vstup do vody vo vnútri potrubia spôsobuje množstvo negatívnych dôsledkov: výrazné zvýšenie tvorby plynu, výskyt koróznych procesov, čo je pre kotlové zariadenie veľmi nebezpečné. Spoľahlivá výstužná vrstva výrazne znižuje negatívny vplyv na potrubia a komunikácie všeobecne. Vystužené rúry sú široko používané v vykurovacích systémoch. Rúry na zásobovanie vodou sa vyberajú so štandardnou výstužou zo sklenených vlákien, ktorá nemá významný vplyv na difúziu..
Rúry sa predávajú v štandardných dĺžkach 2 m a 4 m. Predajné miesta rozrezávajú rúry v násobkoch 1 meter. Do potrubí sú pridané špeciálne komponenty: závitové tvarovky na prepínanie na iný typ potrubí, zátky, spojky, dilatačné spoje, obtokové slučky atď..
Rôzne konštrukčné prvky a spotrebný materiál vám umožňujú vybrať si možnosti zostavenia systému akejkoľvek zložitosti. Spotrebný materiál a diely sú lacné, čo vám umožňuje uskutočniť nákup s potrebnou rezervou na inštaláciu a použitie.
Druhy potrubí
Mnohým ľuďom chýba tento okamih, ale márne. Kvalita a možnosť spájania rúr spájkovaním priamo závisí od ich typu. Tu sú niektoré z najdôležitejších bodov:
Priemer potrubia.
Hrúbka steny. Čas zahrievania potrubia závisí od toho. Čím je stena hrubšia, tým dlhšie bude trvať zahriatie potrubia alebo nastavenie vyššej teploty.
Vonkajšia alebo vnútorná výstuž. Ide o mimoriadne dôležitú fázu, o ktorej mnohí mlčia. Niektoré rúry sú na zvýšenie pevnosti vystužené kovom. Táto ochrana môže byť umiestnená vo vnútri potrubia aj vonku. Pri práci s takýmito rúrkami existujú jemnosti, ktoré by sa mali vziať do úvahy..
Pozrite si tiež tabuľku zhody označení s rozsahom použitia..
Značenie
Rozsah aplikácie a funkcií
PN 10
Na prívod studenej vody v systémoch podlahového vykurovania do 45 ° C. Má tenké steny.
PN 16
Používa sa na vysokotlakové vodné potrubia a nízkotlakové vykurovacie vedenia.
PN 20
Rúra na univerzálne použitie. Prívod vody s teplotou nie vyššou ako 85 ° C
PN 25
Zásobovanie teplou vodou, kúrenie. Prívod vody do 95 ° C. Vystužené fóliou.
Rúry posledného typu sa používajú na pripojenie plastových potrubí k kovu.
Značky potrubí
Teraz vyrábajú niekoľko typov výrobkov, všetky sa do určitej miery líšia vlastnosťami, charakteristikami, a teda účelom. Existujú 4 značky, čísla udávajú maximálny tlak (atmosféru), ktorý vydržia.
Menšia tepelná deformácia (tri až päťkrát) vystužených modelov je dôvodom, prečo sa odporúčajú na kladenie teplovodných potrubí. Najnovšie polypropylénové výrobky (PN 25) sa častejšie nakupujú na inštaláciu vykurovacích systémov, ako aj na pripojenie takýchto potrubí k kovu.
Aké polypropylénové výrobky si vybrať
Pre nízkotlakové siete zásobovania studenou vodou sú výrobky PN16 najpraktickejšie. Ľahko odolávajú tlaku až do 2 atmosfér pri teplotách do +40 stupňov. To stačí na to, aby vydržalo zaťaženie vodovodného systému v súkromnom dome alebo zavlažovacieho systému v skleníku alebo v zeleninovej záhrade..
Polypropylénové výrobky značky PN20 sú odolnejšie voči rôznym vplyvom, ktoré sú považované za univerzálne a dajú sa okrem iného použiť na vykurovanie teplotou chladiacej kvapaliny až 95 stupňov.
Ale najspoľahlivejšie v každom vodovodnom potrubí sú rúrky PN25 vystužené hliníkom alebo sklolaminátom..
Špecifickosť spájkovania polypropylénových rúr
Proces spájkovania sa vykonáva kvôli výrazným termoplastickým vlastnostiam materiálu. Polypropylén pri zahrievaní zmäkčuje – získava stav podobný plastelíne.
Všeobecný popis technológie
Vrátenie materiálu do normálneho teplotného pozadia prispieva k vytvrdeniu jeho štruktúry do normálneho stavu. Tieto vlastnosti sa stali hlavnou technológiou spájkovania, ktorá sa v odbornom jazyku nazýva polyfúzne zváranie..
Technika spájkovania klampiarskych prvkov na báze plastu sa stala rozšírenou. Technológia je jednoduchá a vyžaduje minimálne investície do úsilia a peňazí
V praxi sa používajú dva spôsoby spájania zváraných častí:
Spôsob spájania. Technika zvárania ukazuje, ako môžete spájkovať polypropylénové rúry pomocou tvarovanej časti – objímky alebo rúrky s väčším vonkajším priemerom. Obvykle sa táto metóda používa na spájkovanie plastových rúrok, ktorých priemer nepresahuje 63 mm..
Princíp zvárania dvoch častí je v tomto prípade založený na roztavení časti potrubia pozdĺž vonkajšieho obvodu a časti spojky pozdĺž vnútornej oblasti. Potom obe časti tesne do seba zapadajú.
Spájkovacia spájka: 1 – plastová rúrka, 2 – spojka (alebo zásuvka tvarovky), 3 – vykurovací prvok spájkovačky, 4 a 5 – kovové dýzy (polotovary)
Priama cesta. Metóda je založená na rovnakom princípe tavenia malých častí plastových rúrok a ich následného spájania. Ale v tejto verzii dve rúrky rovnakých priemerov slúžia ako prvky na dotyk a sú spojené koncovými povrchmi.
Tento na prvý pohľad jednoduchý spôsob spájkovania polypropylénu vyžaduje vysoko presné spracovanie oblastí spojov a presnú inštaláciu dvoch častí pozdĺž osí počas ich spájkovania..
Priame spájkovanie: 4 – vykurovací prvok spájkovačky, 5 – oblasť potrubia, ktoré sa má roztaviť. Táto metóda zvárania plastových rúr sa v domácom sektore používa len zriedka.
Spolu s uvedenými „horúcimi“ technológiami sa precvičuje aj technika „studeného“ spájkovania. Tu sa ako aktívny spájkovací komponent používa špeciálne rozpúšťadlo, ktoré môže zmäkčiť štruktúru polypropylénu. Táto technika sa však nelíši vysokou úrovňou popularity..
Výber spájkovačky
Pred rozhodnutím o spájkovaní polypropylénových rúrok musíte vybrať vhodný stroj. Prvá vec, na ktorú by ste si mali dať pozor, je:
Kvalita zváracích strojov je určená hodnotou chyby v teplote ohrevu súčiastky. České nástroje sú považované za najlepšie, ale sú najdrahšie. Zariadenia ruskej výroby sú lacnejšie. Pre inštalátora, ktorý ich používa na vlastné účely, je to najziskovejšia možnosť. Čínske výrobky stanovia záručnú dobu, ale nie viac.
Spájkovačky na zváranie rúr
Spojka aj priama technika vyžadujú, aby boli plastové rúrky spájkované špeciálnymi zváracími strojmi. Štrukturálne je technika spájkovania niečo ako elektrická žehlička..
Základom zariadení je masívny kovový vykurovací prvok, na ktorého povrchu sú nainštalované odnímateľné trysky – kovové polotovary rôznych priemerov. Takáto spájkovačka sa nazýva zváračka..
Takto vyzerá spájkovačka („žehlička“) na polypropylénové rúry. Nekomplikované elektrické zariadenie, poloautomatické, vďaka ktorému je plast spájkovaný
Pri zváraní na tupo sú konštrukcie spájkovacích strojov zvýšenej zložitosti. Takéto zariadenie zvyčajne obsahuje nielen vykurovací prvok, ale aj systém na centrovanie zváraných častí..
Priame zváracie zariadenie, podobne ako samotná technológia, sa spravidla zriedka používa v domácej sfére. Prednostné využitie – priemysel.
Zložitejšie zariadenie, pomocou ktorého sa presné vycentrovanie zváraných dielov vykonáva ďalším procesom zahrievania a spájkovania. Používa sa s technológiou priameho zvárania
Okrem spájkovačov bude pán potrebovať aj:
Pretože sa práca vykonáva na vysokoteplotných zariadeniach, je nevyhnutné používať hrubé pracovné rukavice..
Postup zvárania polypropylénu
Dôležité upozornenie! Zváracie práce na polymérnych materiáloch by sa mali vykonávať v podmienkach dobrého vetrania miestnosti. Pri zahrievaní a tavení polymérov sa uvoľňujú toxické látky, ktoré v určitej koncentrácii majú vážny vplyv na ľudské zdravie..
Postup zvárania polypropylénu je jednoduchý, ale vyžaduje presnosť a presnosť práce. Mali by ste sa tiež vyhnúť bežným chybám, ako je nedostatočné alebo nadmerné zahrievanie.
Prvým krokom je pripraviť sa na prácu:
Súčasne zatlačte spájajúce časti (rúrka – spojka) na polotovary spájkovacej stanice. V tomto prípade je polypropylénová rúrka zatlačená do vnútornej oblasti jedného polotovaru a objímka (alebo objímka tvarovej časti) je umiestnená na vonkajší povrch iného polotovaru..
Konce rúrky sa zvyčajne vložia pozdĺž okraja predtým označenej čiary a objímka sa nasunie, kým sa nezastaví. Odolné polypropylénové diely na vyhrievaných polotovaroch by ste mali pamätať na dôležitú nuanciu technológie – dobu expozície.
Ak je časové oneskorenie nedostatočné, existuje riziko získania nízkeho stupňa difúzie materiálu, čo ovplyvní kvalitu križovatky. Ak preexponujete diely, existuje vysoké riziko deformácie štruktúry výrobku. To je spojené so zhoršením kvality adhézie..
Odporúča sa použiť tabuľku, ktorá udáva optimálnu hodnotu času pre potrubia s rôznymi technickými parametrami..
Časový rozvrh spájkovania polypropylénových rúr
Potom, čo diely optimálne držia na polotovaroch, sú vybraté a rýchlo spojené zahrievanými časťami. Postup spájania musí byť vykonaný presne, rýchlo (včas v tabuľke), pričom treba dbať na zarovnanie spájkovaných častí.
Je dovolené vykonávať menšie úpravy pozdĺž osí (do 1 až 2 sekúnd), ale je neprijateľné otáčať diely, jedna voči druhej..
Takto vyzerá zváraná konštrukcia – fragment polypropylénového potrubia. Vysoká kvalita spájkovania je naznačená charakteristickým švom v mieste vstupu potrubia do tvarovky.
Uvedený čas na spájkovanie akýchkoľvek polypropylénových rúrok je možné nastaviť v závislosti od pracovných podmienok a indikátorov materiálu.
Napríklad, ak sa inštalácia vykonáva pri teplotách pod nulou, špecifikované sadzby sa prirodzene zvýšia na 50% nominálnej hodnoty. Pre každý samostatne odobratý neštandardný stav je doba zahrievania zvolená testovacou spájkovacou metódou.
Zváranie zásuvky
Tento princíp je najobľúbenejší kvôli svojej jednoduchosti a dostupnosti. Na pripojenie rúrok rovnakého priemeru sa používa špeciálna časť – spojka. Jeho vnútorný priemer je o niečo menší ako vonkajší priemer zváraných rúrok..
Zváranie prebieha zahrievaním a tavením vonkajšieho povrchu potrubia a vnútorného povrchu spojky. Potom sa potrubie vloží do objímky, operácia sa zopakuje s druhou časťou a spojenie je pripravené.
Zváranie za studena
Zváranie za studena (pomocou lepidla) je ďalším druhom spojenia. Na potrubie, ktoré obsahuje silné rozpúšťadlo, sa nanesie špeciálne lepidlo. Zmäkčuje povrchy rúrok a môžu byť do seba vložené.
Veľkou nevýhodou tejto metódy je nízka pevnosť a tesnosť výsledného spoja. Nevýhodou je tiež doba sušenia – deň alebo viac. V tomto zváranie za studena stráca na tepelné.
Doma je vhodné použiť spojenie pomocou spojok. Túto metódu zvážte podrobnejšie.
Špecifickosť práce v podmienkach negatívnych teplôt
Inštalačné práce pri nízkych teplotách zahŕňajú zmeny kľúčových časových intervalov na zahrievanie a upevnenie obrobkov. Inštalačné funkcie sa však neobmedzujú iba na toto. Účinok mrazu na polymér ovplyvňuje tvrdosť materiálu – stáva sa krehkým, čo komplikuje rezanie, vyžaduje väčšiu pozornosť pri preprave.
Problém krehkosti je vyriešený iba presnosťou práce. Najlepšie je rezať vo vykurovanej miestnosti. Limitné hodnoty prípustných teplôt sa pohybujú v rozmedzí 0- + 5 ℃. Nižšie rýchlosti vedú ku kryštalizačným procesom, ktoré nie sú obchádzané polymérnymi materiálmi. V takýchto podmienkach existuje vysoké riziko, že sa potrubia začnú rozpadať..
Rezanie polotovarov vo vykurovanej miestnosti
Pokyny pre tepelnú expozíciu vychádzajú z izbových podmienok. Čím nižší je údaj na teplomere, tým dlhšie trvá zahrievanie polypropylénu. Na základe praxe majstri odporúčajú, aby ste materiál najskôr priviedli na +20 ° C a potom použili štandardizovaný časovač. Súčasne nie je možné zariadenie zahrievať na + 260 ℃, pretože to môže negatívne ovplyvniť kvalitu rúrok..
Existuje názor, že všetky normy pri práci v chlade by sa mali zvýšiť až o 50%. Toto vôbec neplatí pre časy potvrdení. Pripojenie prvkov tu musí byť uskutočnené v zrýchlenom režime, aby počas rýchleho chladenia bol možný plnohodnotný polymerizačný proces. Oneskorenie v tomto prípade povedie k tomu, že uzol bude mať nízku kvalitu, nebude trvať dlho kvôli skorému odtlakovaniu..
Ako dlho trvá zahriatie?
Čas zahrievania spojov závisí od značky plastu, priemeru potrubia, hrúbky jeho stien..
Čas zahrievania spoja v závislosti od hrúbky steny potrubia.
Obmedzením maximálnej doby zahrievania sa zabráni prehriatiu dielov, čo povedie k vytvoreniu vnútornej pätky, ktorá zníži účinný prierez spoja..
Poradie práce
Odporúčaná technológia spájkovania polypropylénových rúr zahŕňa niekoľko etáp.
Fáza č. 1 – príprava zváracieho stroja
Zariadenie musí byť inštalované na rovnom povrchu tak, aby bolo ľahko dostupné. Pred začatím práce musíte určiť, ktoré rúrky s akými priemermi sa majú spájkovať a pripraviť potrebné vykurovacie prvky. Konštrukčné vlastnosti zariadenia umožňujú používať niekoľko prídavných zariadení naraz.
Odporúča sa nainštalovať všetko, čo je potrebné, kým sa spotrebič nezahreje. Zariadenie sa zahrieva rovnomerne, takže umiestnenie vykurovacieho telesa neovplyvňuje teplotu dýzy. Sú upevnené spôsobom, ktorý bude pre prácu najvhodnejší. Na inštaláciu príloh sa používajú špeciálne kľúče. Na ovládacom paneli zariadenia je nastavená požadovaná teplota, pre polypropylénové rúry je to 260 °. Zariadenie sa zapne a zahrieva, čo trvá asi 10-15 minút.
Pri negatívnych teplotách je zváranie zakázané. Čas na spájkovanie polypropylénových rúrok navyše závisí od teploty v miestnosti: v teple klesá, v chlade sa zvyšuje.
2. fáza – príprava potrubia
Pomocou rezačky rúrok alebo špeciálnych nožníc sa časť odreže v pravom uhle. Miesto rezu sa vyčistí a spolu s tvarovkou sa odmastí roztokom mydla alebo alkoholu. Detaily dobre schnú. Ak sa pracuje s rúrkami značky PN 10-20, je možné vykonať zváranie. Pokiaľ ide o PN 25, je potrebné dodatočne vyčistiť horné vrstvy hliníka a polypropylénu. Práca sa vykonáva pomocou holiaceho strojčeka presne, ale do hĺbky zvárania, ktorú je možné určiť podľa veľkosti dýzy zváracieho stroja.
Fáza č. 3 – zahrievanie častí
Prvky sú umiestnené na prílohách zariadenia požadovaného priemeru. Rúra je vložená do objímky až na doraz, ktorý indikuje hĺbku zvárania, a tvarovka je nainštalovaná na tŕň. Čas zahrievania dielov je striktne dodržaný. Je to rôzne pre každý typ potrubia, hodnoty nájdete v špeciálnej tabuľke
Fáza č. 4 – zváracie prvky
Vyhrievané časti sú vybraté zo zariadenia a sú navzájom spojené istým rýchlym pohybom, pričom sa sleduje zarovnanie prvkov. Pri spájaní častí nie je možné ich otáčať pozdĺž osi ani ohýbať. Je tiež nevyhnutné striktne zabezpečiť, aby potrubie prechádzalo do hĺbky určenej vnútorným ohraničením hrdla tvarovky..
Krok 5 – chladenie spojenia
Vyhrievané časti sa musia nechať vychladnúť, čo je dôležité najmä pre tenkostenné rúry. Akákoľvek deformácia dielov v tomto čase je neprijateľná, môžu viesť k utesneniu vnútorného lúmenu potrubia
Po úplnom vychladnutí dielov je potrebné ich prefúknuť alebo previesť vodou, aby ste sa uistili, že sú priechodné..
Etapy inštalačných prác
Nízke náklady na polypropylénové systémy sú viac ako kompenzované zložitosťou zvárania PPR. Ťažšie sa inštaluje iba inštalácia z oceľových a medených rúr, ktoré je potrebné variť s plynovým horákom. Zapojenie kovovo-plastových a polyetylénových materiálov je jednoduchšie, ale drahšie.
Na spoľahlivé a krásne spájkovanie potrubí na dodávku vody a vykurovania z polypropylénu odporúčame pracovať v nasledujúcom poradí:
Poznámka. Vypracovanie schémy a označenie trás na stenách vám umožní jasne vybrať komponenty – odpaliská, ohyby, spojky a určiť počet potrubí na nákup.
všeobecné informácie
Teplotný režim na tvrdé spájkovanie rúrkových výrobkov z polypropylénu priamo závisí od použitého polyméru. V praxi sa používajú 4 druhy materiálov:
Okrem udržiavania teplotného režimu zváranie polypropylénových rúrok vlastnými rukami závisí od tlaku, ktorý môžu vydržať rúrkové technické výrobky konkrétneho označenia.
Prvý typ sa používa pri pokládke technických výrobkov určených na zásobovanie studenou vodou. Rúrkové výrobky s označením PN20 sú považované za univerzálne a sú určené na dodávku studenej a teplej vody, avšak s prihliadnutím na to, že účinok +95 C je krátkodobý. Ak nie je dodržaná teplota, stratia pri svojom pôsobení tesnosť a deformujú sa.
Čo je potrebné pre inštalačné práce
Práca s polypropylénovými rúrkami spočíva v rezaní polotovarov, príprave koncových hrán na inštaláciu, tepelnom spracovaní prvkov a vytváraní spoja. Realizácia projektu vyžaduje malý arzenál spájkovacích nástrojov:
Inštalačná sada pre polypropylénové potrubie
Rezací nástroj musí byť pohodlný a servisovateľný. Čepeľ je skontrolovaná na chyby, ostrenie. Ak je to možné, nedostatky sa opravia, ak nie, kúpia sa nové nožnice
Je tiež dôležité sledovať hranatosť rezu, ktorý musí byť čistý a rovnomerný. Tieto požiadavky vylučujú použitie píly na pílku (píla, priamočiara píla) alebo brúsky
Na zaistenie tesného a spoľahlivého spojenia medzi polypropylénovými polotovarmi je potrebné pripraviť pracovné hrany. Tento proces zahŕňa odstránenie prachu, nečistôt, otrepov, vlhkosti a odmasťovanie povrchov. Na tento účel môžete použiť hotovú všeobecnú stavebnú hmotu alebo alkohol (etyl, izopropyl).
Kde podať žiadosť?
Polypropylénové rúry sú multifunkčným predmetom v domácnosti.
Čo s nimi môžete robiť:
Základné pracovné metódy
Vzhľadom na to, že kvalita spoja do značnej miery závisí od kontaktnej plochy, na rúry rôznych priemerov sa používajú rôzne spôsoby pripojenia..
Spájkovanie polypropylénových rúrok je možné:
V oboch prípadoch je tesné spojenie zaistené difúziou zahriateho plastu.
Na prácu sa používa špeciálne vykurovacie zariadenie na zvýšenie teploty plastu na požadovanú úroveň.
Dôležité: druhá možnosť inštalácie vyžaduje značné odborné znalosti a spravidla sa používa iba vo výrobe. Doma sa používa metóda spájkovania (kovania).
Hlavné body procesu sú uvedené v majstrovskej triede..
Použité zariadenie
Hlavnou podmienkou tesného a kvalitného spojenia potrubných úsekov je súčasné zahrievanie na rovnakú teplotu, takzvané polyfúzne zváranie. Alternatívne zahrievanie je neprijateľné, pretože doba chladnutia plastu na teplotu, pri ktorej sa zastaví molekulárna difúzia, je 6 … 15 sekúnd.
Na prácu sa preto používa špeciálny zvárací stroj so spárovanými vykurovacími dýzami. Jeho „populárny“ názov je „zváracia žehlička“, zrejme kvôli podobnosti tvaru. Zariadenie sa tiež často nazýva spájkovačka..
Teplo v tomto zariadení je prenášané z tŕňa do dýz zvolených podľa nominálneho priemeru potrubia.
V priemyselných podmienkach sa používajú nie stolové, ale stojanové zváracie stroje..
Pretože rúrky s veľkým priemerom majú zodpovedajúcu hmotnosť, používajú sa aj špeciálne montážne zariadenia, ktoré ich počas zvárania držia v požadovanej polohe. Toto zariadenie by tiež malo umožniť premiestniť výrobok presne pozdĺž osi, aby bolo možné kompetentné spájanie zahriatych fragmentov..
Okrem toho práca vyžaduje nástroje na označovanie a rezanie polypropylénových rúrok..
Bežné nožnice alebo píla na kov neposkytujú taký presný a rovnomerný strih, takže je lepšie ich nepoužívať..
Pri rúrach s veľkým priemerom sa používa iný typ frézy – s pohyblivým rezacím kotúčom.
Aby potrubie lepšie zapadalo do tvarovky, musí byť skosené. To sa dá urobiť ručne, ale je to pohodlnejšie – pomocou úkosovacieho nástroja.
Pri výrobkoch s malým priemerom môžete použiť ručný model.
Čistenie výstužnej vrstvy sa vykonáva pomocou holiaceho strojčeka alebo zastrihávača.
Vlastnosti potrubí zohľadnené pri inštalácii
Pre správnu voľbu spôsobu spájkovania plastových rúrok je potrebné vziať do úvahy nielen ich priemer, ale aj hrúbku steny. Preto je pred začatím práce potrebné objasniť skutočnú hrúbku steny vybraného výrobku označením a meraním (na overenie).
Pre normálnu prevádzku je podľa označenia potrebné objasniť údaje v normatívnom dokumente.
Technické údaje pre termoplastické tlakové potrubia sú vo všeobecnosti normalizované v GOST R 52134-2003. Každá výroba však má svoje vlastné nuansy a táto norma vôbec nefunguje pre zahraničných výrobcov. Preto je lepšie objasniť prípustný teplotný rozsah (prevádzkový a núdzový), nemali by prekročiť teplotu spájkovania.
Ďalej je podľa prijatých informácií potrebné objasniť dobu zahrievania pri zváraní pripravených plastových rúrok a teplotu ohrevu, ako aj dobu chladenia dielov..
Tiež s prihliadnutím na nárast hrúbky steny so zvýšením nominálneho vonkajšieho priemeru tabuľka určuje šírku zváraného pásu – to znamená dĺžku vyhrievanej časti. Malo by to byť rovnaké pre rúrky a tvarovky, pretože difúzia (vzájomná penetrácia častíc materiálu na molekulárnej úrovni) je potrebná v celej susednej oblasti. Šírku zváraného pásu (hĺbka vloženia rúrky do spojky) a veľkosť skosenia môžete určiť z tabuľky.
Maximálna hĺbka zasunutia (skutočná šírka zváraného pásu) bez odizolovania.
Na základe údajov o type plastu je nastavená požadovaná úroveň ohrevu zváracieho stroja, presnejšie vykurovacie telesá – spárované dýzy.
V niektorých prípadoch nie je teplota spájkovania polypropylénových rúrok 200 … 220 stupňov Celzia, ale asi 260 stupňov, treba to skontrolovať u výrobcu alebo predajcu.
Nakreslite schému zapojenia
Vo fáze kladenia potrubí a pripojenia vodovodných zariadení musíte mať po ruke projekt vykurovania a zásobovania vodou. Ak schéma zapojenia ešte nebola vypracovaná a priemery vedení neboli určené, odporúčame vám najskôr si prečítať návod na výber vykurovacieho systému pre súkromný dom.
Príklad jednorúrkového vykurovacieho systému pre jednoposchodový dom
Pred nákupom a zváraním polypropylénových prvkov preneste schému do skutočných podmienok:
Dôležitá nuansa. Lapače bahna by mali byť umiestnené v správnej polohe – horizontálne, „nosom“ nadol. Na inštaláciu vodných filtrov vyberte vhodné rovné sekcie.
Po nakreslení projekcií na steny je ľahké vypočítať, koľko polypropylénových rúrok je potrebných, stačí zmerať dĺžku čiar zvinovacím metrom. Nezabudnite na plastové spony potrubia.
Značenie na stene vám pomôže vidieť skutočné obrysy budúceho systému
Pri nákupe armatúr a potrubí vezmite na vedomie niekoľko odporúčaní:
Kompenzačné slučky sú inštalované na dlhých linkách alebo stúpačkách upevnených pevnými podperami (napríklad prepojka medzi 2 kovovými rúrami susedných bytov). Bez kompenzácie predĺženia PPR sa potrubie v oboch prípadoch ohne šabľou kvôli zahrievaniu.
Užitočné rady. Ak plánujete začať so zváraním polypropylénu po prvýkrát, kúpte si ďalšie 2-3 metre potrubia a niekoľko náhradných spojok. Rovné konektory uľahčujú kontrolu kvality spojov, preto precvičte a spájkujte niekoľko spojov.
Značenie pripojenia
Ďalším krokom je označenie pripojenia. Je potrebné zmerať dĺžku penetračného pásu a urobiť si poznámku ceruzkou alebo fixkou. Toto bude miesto, kde bude rúrka vložená do ohrievacieho puzdra. Pre každý priemer je nastavený jeho vlastný indikátor a je potrebné ho dodržiavať. Ak je to potrebné, použije sa dodatočná značka, ak je relatívna poloha dielov pre párenie dôležitá.
Spájkovačka na polypropylén a ďalšie nástroje
Malé zváracie stroje sú určené na spájanie polypropylénu s veľkosťou 20-63 mm (vonkajší). Väčšie potrubia sa zriedka používajú v komunikáciách domácností. Je pre vás vhodná spájkovačka na polypropylénové rúry akéhokoľvek dizajnu – s okrúhlym alebo plochým širokým tŕňom vo forme žehličky.
Odrody zváracích strojov a teflónových trysiek
Referencia. Najjednoduchším spôsobom je prenajať si ohrievač so sadou trysiek. Náklady na prenájom na deň sú od 4 do 8 USD. e. v závislosti od oblasti bydliska a pôvodnej ceny zariadenia.
Okrem spájkovačky budete na označovanie a zváranie potrubí PPR potrebovať aj sadu nástrojov a príslušenstva:
Tu je zoznam nástrojov potrebných špeciálne na spájkovanie rúr PPR. Na upevnenie káblov na stenách a pripojenie k batériám budete potrebovať sadu kľúčov, vŕtačku, kladivo a skrutkovače.
Všetky zváracie stroje majú nepríjemnú vlastnosť – spájkovačka visí v zásuvke stojana a voľne sa pohybuje spolu s ňou na stole. Skúsená rada remeselníka: pripevnite stojan na stôl dvoma samoreznými skrutkami a pripevnite ohrievač skrutkou, ako je znázornené na fotografii..
Druhy spájkovačiek na polypropylén
Existujú ručné a mechanické spájkovačky. V domácom prostredí sa však používa prvá z možností. Je to kvôli jednoduchosti dizajnu, jednoduchosti obsluhy, malým rozmerom.
Spájkovanie polypropylénových rúrok vlastnými rukami sa vykonáva pomocou 2 typov zariadení:
Valcová spájkovačka
Mečová spájkovačka
Rohy a objímky pre dva typy spájkovačiek.
Veľkosti hrotov spájkovačky
Spájkovačky sa líšia tvarom vykurovacieho telesa. Na doske xiphoidných zariadení je umiestnených niekoľko otvorov, ktoré umožňujú inštaláciu rôznych prídavných zariadení, ktoré sa skladajú z 2 častí: tŕňa a puzdra. Sú navrhnuté tak, aby zahrievali koncové časti komunikácie. Takže na tŕň je nasunutý spojovací prvok, puzdro je navrhnuté tak, aby ohrievalo koncovú časť potrubia.
Zahrievanie výrobkov pomocou trysiek by sa malo vykonávať súčasne. Keď sa študuje otázka, ako variť polypropylénové rúry, je potrebné použiť zariadenia, ktoré obsahujú dýzy potiahnuté teflónom. Tým sa zabráni priľnavosti roztaveného materiálu k kovu..
Válcové zariadenia sa líšia dizajnom od xiphoidných, čo je spôsobené prítomnosťou vykurovacieho telesa vo forme valca. V tomto prípade sa používajú trysky krimpovacieho typu. Sú nasadené na kovový valec, pevne pripevnený. Na oboch stranách týchto dýz je umiestnený tŕň a objímka. Princíp spájkovania je rovnaký ako v prípade analógu xiphoidu..
Kritériá výberu zváracích strojov
Na stavebnom trhu nájdete zariadenia vyrobené v rôznych krajinách: Rusko, Čína, Turecko, Česká republika. Posledná z možností je drahšia, tieto zariadenia majú vysokú kvalitu zostavenia a spoľahlivosť. Zváracie stroje môžu mať chybu v meraní teploty. V dôsledku toho skutočný indikátor často nezodpovedá uvedenému.
Podľa tohto kritéria víťazí česká technológia, chyba takýchto spájkovačiek je minimálna. V každodennom živote by však začiatočníci mali používať ruské alebo čínske modely, pretože sú lacnejšie, aj keď sa líšia výraznou chybou, ktorá je u niektorých modelov 10 °.
Valcové zariadenie
Tento typ spájkovačky na polypropylénové rúry má vykurovací prvok vo forme valca. Dýzy sa naň nasadzujú od konca a stláčajú sa skrutkami pozdĺž okrajov, ktoré sú súčasťou ich dizajnu. Stupeň vzdialenosti matice od okraja valca nie je ničím obmedzený (neexistuje žiadny špecifický otvor), takže pre spájkovacie rúrky v blízkosti samotnej steny môžete nastaviť ľubovoľnú vzdialenosť. Telo nástroja pokračuje vo svojom valcovom tvare, čo ho robí oveľa kompaktnejším ako ostatné modely.
Takéto zváracie stroje na plastové rúrky sú najlepšie v prípade komplexného oddelenia komunikácií: vetvenia v kotolni, spájania teplých podláh s kolektorom, spájkovania v úzkych výklenkoch atď. Rúrkový spoj, ktorý je už na jednej strane pripojený k systému. Ale ak je to žiaduce, môžu pracovať aj stacionárne, pre ktoré výrobca poskytuje malý sklopný stojan na taniere.
Spájkovacie rúrky v ťažkých oblastiach
Pri montáži vodovodného alebo vykurovacieho systému s komplexnou konfiguráciou môžu nastať problémy s prístupom k spájkovaciemu bodu. Ako spájkovať polypropylénové rúry na ťažko dostupných miestach?
V procese prípravy je potrebné podmienene rozdeliť celú sieť na samostatné uzly, ktoré je možné pripojiť na pracovný stôl, a potom sa hotové vetvy zvaria do systému v dvoch alebo troch bodoch. Nasledujúce oblasti je možné považovať za ťažko inštalovateľné:
Najlepším spôsobom, ako sa v tomto prípade vyhnúť ťažkostiam, je zabrániť ich vzniku. Aby ste to urobili, musíte premyslieť poradie montáže a vytvárať zložité zostavy na pracovnom stole, a nie na rukách. Ak to nie je možné, je lepšie použiť elektrické príslušenstvo..
Vo všeobecnosti je tento druh obtiažnosti výsledkom konštrukčných chýb. Vyrobiteľnosť inštalácie je hlavnou podmienkou projektanta.
Spájkujeme prvý spoj
Technológia zvárania polypropylénu vyzerá celkom jednoducho – koniec potrubia a tvarovka sa súčasne zahrieva spájkovačkou a potom sa spoja ručne. Tu je háčik – pri najmenšej odchýlke od technologických požiadaviek sa spojenie stáva nespoľahlivým..
Dôležitý bod. Vylepšenie alebo oprava neúspešného spoja je nemožná – chybný úsek sa vyreže, spojenie sa obnoví použitím nových tvaroviek a predĺžením potrubia (ak je to potrebné). Začiatočníci by preto mali pred zodpovedným spájkovaním nacvičiť..
Ovládacie prvky a funkčné prvky spájkovacieho ohrievača
Ako správne spájkovať rúrky podľa pokynov výrobcov polypropylénu:
Poznámka. Výrobcovia polypropylénu dôrazne neodporúčajú otáčať prvky okolo vlastnej osi počas vkladania / vyberania / dokovania. Kovanie a tryska sú vytiahnuté zo spájkovačky a spojené iba priamym pohybom.
Ako je z tabuľky zrejmé, hĺbka ponorenia a doba držania častí na zariadení závisia od priemeru potrubia. Ak je uvedený čas prekročený, polypropylénová tavenina pokryje časť prietokovej oblasti. V prípade prehriatia kĺb prejde tlakovým testom, ale po 1 až 2 rokoch začne unikať.
Zváračské práce sa odporúčajú vykonávať pri teplote okolia nie nižšej ako +5 ° С. Ak musíte variť polypropylén za studena alebo v tridsaťstupňových horúčavách, doba ohrevu by sa mala upraviť o 50% v jednom alebo druhom smere – odporúčanie výrobcu. V praxi je lepšie vykonať niekoľko testovacích spojov a empiricky určiť čas uzávierky..
Vykurovací polypropylén
Na spájkovačku je nainštalovaná sada dýz vhodného priemeru. Zariadenie je pripojené k sieti, v prípade potreby je teplota nastavená na 260 °. Neexistujú žiadne odchýlky od hodnoty, líši sa iba doba spracovania rôznych značiek. Všetky odporúčania je možné vopred prečítať v pase zariadenia. Zahrieva sa 10-15 minút. Spájkovanie polypropylénových rúrok vlastnými rukami, ako aj ich príprava, sa tiež vykonáva v niekoľkých fázach..
K vyššie uvedenej tabuľke je niekoľko poznámok:
V tomto prípade predbežná prax neublíži, zachráni vás pred manželstvom a možnými únikmi. Na školenie a úplný test si môžete vziať najlacnejšie výrobky na skúšobné spájkovanie.
Položenie sekcií na stôl
Najkvalitnejšie spájkovanie rúrok vychádza v pohodlných podmienkach, keď je zvárací stroj upevnený na stole. Z toho vyplýva záver: musíte rozdeliť rozvodnú sieť vykurovania / vody na sekcie, ktoré je možné vyrobiť samostatne, a potom ich spolu spojiť na mieste..
Pokúste sa vykonať maximálnu zváraciu prácu na stole a vytvorte hotové sekcie
Ako označiť a zvárať sekcie polypropylénových rúrok:
Rozdelenie na sekcie spôsobuje najväčšie ťažkosti. Uveďme príklad: dvojrúrkový spodný rozvod vykurovania je rozdelený na dlhé horizontálne sekcie a pripojenia radiátorov. Prvým je rúrka so zváraným odpaliskom a spojkou, druhým je tvarovaný prvok niekoľkých vetiev a odbočných rúr, ktorý končí závitovým adaptérom pre kohútik.
Namontujeme sedlá do vodovodného systému
Tento prvok potrubia sa používa na vytvorenie ďalšej vetvy a potreba jeho inštalácie vzniká spravidla pri opravách existujúcich rozvodov.
Menšia tvarovka je spájkovaná do potrubia s väčším priemerom, čo vám umožní nainštalovať odbočku z existujúceho vedenia pod uhlom 90 stupňov.
Na to potrebujete:
Tento spôsob vytvárania ďalších vetiev vo vodovodnom systéme z polypropylénových rúrok vám umožňuje pokračovať v rozvoji siete s najmenšou pracnosťou..
Vedieť, ako správne spájkovať polypropylén, vám umožní ľahko namontovať potrubia akejkoľvek dĺžky a stupňa zložitosti.
Zvárame oblasti v nepohodlných podmienkach
Montáž na mieste začína upevnením zváraných častí v sponách inštalovaných pozdĺž koľaje na stenu. Prvá časť musí byť pevne pripevnená tak, aby rúrka nekĺzala dovnútra západiek alebo druhým koncom spočívala na stene. Potom vyberte spájkovačku zo stojana a zvarte spoj podľa hmotnosti.
Rada. Montážne práce sa najlepšie vykonávajú s asistentom, v prípade potreby udrží jednu rúru alebo vám vezme zvárací stroj, keď sú na rýchle pripojenie vyhrievaných častí potrebné obe ruky. Ak nie je nikto, kto by pomohol, musíte v prvej časti vytvoriť spoľahlivý oporný bod, aby sa prvky nepohybovali v klipoch.
Tu sa zváranie vykonáva bez zvláštnych ťažkostí – hrot spájkovačky sa ľahko nasadí na rúrky
Popíšeme niekoľko techník zvárania polypropylénu na ťažko dostupných miestach:
Poznámka. Posledná metóda je považovaná za dosť riskantnú – odstránená tryska sa rýchlo ochladí, musíte byť schopní presne odhadnúť čas expozície. Nie je priestor na chyby – keď spoj tečie, budete musieť prerobiť časť systému a odstrániť následky záplav.
Na konci montážnych prác vykonajte tlakovú skúšku – naplňte potrubnú sieť vodou, načerpajte maximálny pracovný tlak a nechajte ju 1 deň. Podrobnosti o inštalácii a overení nájdete v druhom video návode:
Pripojenie rúr vystužených hliníkom
Pri zváraní polypropylénových rúrok s výstužou je potrebné dodržiavať pravidlá. Vystužená vrstva je vytvorená z hliníka alebo sklolaminátu.
Používajú sa pri inštalácii systémov, ktoré pohybujú vodou s vysokou teplotou, pretože pod vplyvom zahriatej kvapaliny dochádza k lineárnej expanzii materiálu a ohýbaniu potrubia..
Pri spájkovaní je potrebné odstrániť hliníkový ochranný materiál. Táto vrstva navyše ovplyvňuje kvalitu spoja a doba zvárania závisí od vykurovacieho obdobia polypropylénových dielov..
Vystužené potrubia sa vyznačujú zvýšeným priemerom. Použitie štandardných trysiek na ohrievacom nástroji bez predbežnej prípravy výrobkov preto nebude fungovať..
Vykonáva sa odizolovaním častí. Nevzťahuje sa na výrobky vystužené sklenenými vláknami. Sú spojené rovnakým spôsobom ako nevystužené potrubia..
Čistenie sa vykonáva rôznymi spôsobmi, pretože existuje mnoho technológií na vystuženie polypropylénových výrobkov. Liečba sa častejšie používa pri použití holiaceho strojčeka. Jedná sa o kovové zariadenie vo forme puzdra s čepeľami.
Nástroj sa posúva cez koniec rúrky a otáčaním sa odstráni hliníková ochranná vrstva. Tento proces sa vykonáva, kým nezostane iba jeden plast..
Rúry PP je možné vyrobiť, keď je vystužená vrstva v strede hrúbky steny. V tomto prípade sa používa obkladový nástroj. Tento nástroj je veľmi podobný holiacemu strojčeku. Rôzne usporiadanie a usporiadanie nožov.
Nástroj vám umožňuje vyrovnať konce a odstrániť 2 mm výstužnej vrstvy umiestnenej v strede hrúbky steny potrubia. Vďaka tomuto spracovaniu bude možné vykonávať vysokokvalitné spájkovanie..
Vonkajšia ochrana
Rúra sa vloží do holiaceho strojčeka, potom sa otočí a odstráni sa rušivá kovová vrstva. Spracovanie je dokončené, keď produkt spočíva na spodnej časti nástroja. V tomto prípade nie je potrebné predbežné označenie. Hotová, vyhrievaná rúra je zasunutá do spojovacieho prvku, kým sa nezastaví: ani milimetr nechráneného materiálu nesmie zostať vonku..
Metódy spájania polypropylénových rúrok
Zostavenie potrubia z polypropylénových polotovarov sa vykonáva dvoma spôsobmi: priamo a pomocou ďalších spojovacích prvkov na rôzne účely. Prvá možnosť je relevantná pre prvky, ktorých priemer presahuje 40-63 mm, pretože výrobky majú dosť hrubé steny
Tu je dôležité dodržať niekoľko podmienok:
Metóda zvárania zásuviek sa používa pre tenkostenné (do 4,5-5 mm) výrobky s vonkajším priemerom 16 až 40-63 mm. Tieto polotovary sú dôležité pre inštaláciu vodovodného systému a vykurovacieho systému v obytnom sektore. Tu sa na montáž diaľnic používajú ďalšie spojovacie tvarovky, z ktorých jedna alebo všetky odbočné rúrky sú vyrobené z termoplastického polyméru. Stojí za zmienku, že vnútorný a vonkajší priemer použitých častí by mali byť blízke hodnotám, ale mali by sa líšiť vo väčšom smere v prospech druhej veľkosti..
Ako správne spájkovať polypropylén – pokyny
Musíte konať dôsledne, v tomto prípade sa zníži pravdepodobnosť, že dôjde k chybe.
Podrobný návod na spájkovanie polypropylénových rúrok
Pokyny na spájkovanie
Na dokončenie postupu sú potrebné pokyny na správne spájkovanie polypropylénových rúrok. Spájkovací stroj v konštrukcii musí mať vykurovaciu základňu, ktorá má otvory na pripevnenie trysiek. Sada s prílohami sa vo väčšine prípadov dodáva so zariadením, ak nie, potom je možné ich zakúpiť samostatne. Mechanizmus zariadenia je podobný žehleniu. Jediným rozdielom je prítomnosť dvoch markíz. Na povrchu puzdra je nainštalovaný termostat, ktorý môže nastaviť stupeň teploty.
Pred zapnutím vykurovacieho telesa musíte aktivovať stav spájkovačky. Na dokončenie tejto úlohy je potrebné nainštalovať stojan a nasadiť dýzu požadovaného priemeru. Povrch podrážky má zvyčajne dva kontakty na pripevnenie dýz. Ak ide o potrubia s malým priemerom, tryska musí byť inštalovaná na okraji výtoku.
Ďalej musíte pripojiť spájkovacie zariadenie k sieti. Stojí za to dať ukazovatele stanov na 260 stupňov. Ak chcete získať výsledok, musíte počkať, pretože táto teplota sa dosiahne za 20 minút. Keď svetlo na puzdre zhasne, znamená to, že je zariadenie pripravené na použitie..
Základné pojmy procesu
Spájkovanie je veľmi jednoduchý materiál. To je dôvod, prečo, ak ste sa rozhodli pre materiál pre inštalatérske práce, potom musíte poznať niektoré vlastnosti polypropylénu. Je to potrebné na kontrolu správania potrubí, aby nedošlo k nepredvídaným situáciám. Poďme si teda prejsť všetky pojmy, ktoré potrebujeme.
Pred spájkovaním plastových výrobkov musíte vedieť, že takýto materiál môže stratiť pevnosť a tvrdosť pri teplotách od 140 stupňov Celzia. Stojí za zmienku, že pokyny spoločností, ktoré vyrábajú rúry, obsahujú informácie o maximálnom ukazovateli – 95 stupňov.
Pozor! V systémoch zásobovania teplou vodou nepoužívajte plastové rúrky. V tejto situácii je vhodné uprednostniť pozinkované alebo medené.
K dnešnému dňu sa odporúča inštalovať polypropylénové výrobky v miernom podnebí, pretože za týchto podmienok sa plast môže vyrovnať aj s prepravou teplých prúdov.
Organizácia tepelného predĺženia
Pozor! Pre vykurovací systém by bolo najlepšou možnosťou použiť dve metódy súčasne. Rozšírenie nechýba u vystužených výrobkov, je jednoducho menšie ako u jednoduchých rúrok.
Spájkovanie plastových rúrok závisí od prítomnosti alebo neprítomnosti výstuže. Proces posilňovania má tieto vlastnosti:
Vystužené rúry sa najlepšie inštalujú na dodávku teplej vody alebo vykurovanie. Ak nainštalujete takéto výrobky pre studený prúd, potom sa účinok prejaví iba na nákladoch na dodávku vody.
Najzákladnejšie modely zariadenia môžu ohriať až 800 wattov. Na domáce použitie je tento výkon príliš vysoký. Indikátor napájania môže ovplyvniť rýchlosť zahrievania zariadenia, ale spájkovanie sa na to nehodí. Cenovo výhodné spájkovačky sú dodávané s prílohami pre hlavné typy priemerov. Ak požadovaná veľkosť nie je k dispozícii, môžete si ju kúpiť samostatne.
Nemali by ste šetriť peniazmi na vysokokvalitné ďalšie diely, napríklad na armatúry a plastové rúrky. Tvar zariadenia a spôsoby výroby spojovacích materiálov sa môžu líšiť. Stojí za zmienku, že takmer všetky nástroje potrebné na tento proces je možné nájsť doma..
Navyše najpohodlnejšou súčasťou budú nožnice na strihanie plastových rúrok. S ich pomocou môžete strihať presnejšie a plynulejšie. Toto zariadenie môže výrazne skrátiť čas potrebný na dokončenie procesu..
Pozor! Predtým, ako si kúpite spájkovačku, musíte sa zoznámiť s komponentmi jej súpravy, pretože mnoho modelov je dodávaných s rezačkou rúrok alebo metrom.
Ako ručne zvárať rúry?
Na prácu používajte špeciálny zvárací stroj na polypropylénové rúry. Na svojom plochom vykurovacom telese, nazývanom „železo“, sú k priemeru potrubia pripevnené spárované objímky adaptéra. Okraje spájkovaných častí sú rezané presne pod uhlom 90 °, sú skosené, čo uľahčuje spojenie.
Ďalej sú hrany a priľahlá oblasť 15-20 mm očistené od prachu, hoblín a iných nečistôt. Na tento účel sa používajú organické rozpúšťadlá, ako je alkohol alebo trichlóretán. Pri výbere rozpúšťadla sa riaďte pokynmi výrobcu..
Parametre skosení a šírka pásma odizolovania sa vyberajú na základe priemeru spájaných prvkov..
Parametre drážkovania a odizolovania v závislosti od priemeru.
Teplota vykurovania sa nastavuje s prihliadnutím na odporúčania výrobcu a opravy pre teplotu v miestnosti. Po zahriatí zváracieho stroja sa pripravené okraje položia na puzdrá a začnú sa zahrievať. Odporúča sa skontrolovať skutočnú teplotu elektrického ohrievača kontaktným teplomerom alebo pyrometrom..
Vonkajšie pozdĺžne riziká sa uplatňujú na rúrkové profily alebo tvarovky. Umožnia vám presne kombinovať prvky bez výtlaku. Po uplynutí času potrebného na zahriatie sa obidve časti vyberú z objímok adaptéra a okamžite sa vložia do seba, aby sa riziká zhodovali.
V tejto polohe je zaistené po dobu zvárania, pričom diely musia byť bezpečne pripevnené. Dochádza k vzájomnému prieniku zmäkčených povrchových vrstiev okrajov dvoch častí a vzniku nových molekulárnych väzieb. Po uplynutí času zvárania sa musia spájané prvky prirodzene ochladiť bez toho, aby boli ponorené do vody alebo fúkané studeným vzduchom. Takýto náraz povedie k tepelným deformáciám a prasknutiu novo vytvorených väzieb..
Po dokončení zvárania časti potrubia (alebo celého systému) sa testujú pod pracovným tlakom kvapaliny. Každý spoj je starostlivo skontrolovaný, či sú spozorované kvapky vody alebo potu – spoj je odmietnutý a musí byť znovu spájkovaný.
Na zlepšenie pochopenia fyzikálnych javov, ktoré sa vyskytujú počas spájkovania, je poskytnutý časový diagram zmien teploty a tlaku lisovacích častí..
Diagram teploty a tlaku počas rôznych fáz zvárania.
Časová stupnica na diagrame je uvedená v nelineárnej mierke, skutočný pomer časov lisovania a chladenia je možné získať z tabuľky..
Požadovaný nástroj
Zvárať polypropylénové rúry s týmto zariadením vlastnými rukami nie je ťažké a každý nováčik remeselník to dokáže. Náklady na tento rad nástrojov sa pohybujú od osem do štrnásť tisíc rubľov. Na jednorazovú prácu sa však neodporúča kupovať takéto zariadenie. Nie je to ekonomicky odôvodnené. Je lepšie si ho prenajať od akejkoľvek inštalačnej spoločnosti..
Stroj na zváranie plastových rúrok sa často predáva spolu s dýzami rôznych priemerov (aby bolo možné spájať rúry rôznych sekcií) potiahnuté teflónom. Na prácu potrebujeme aj nasledujúci nástroj..
Spájkovací stôl pre polypropylénové rúry
Doba zahrievania a držania PP rúrok pri danej teplote spájkovačky zaisťuje vysokú kvalitu spoja švu. Slabé zahrievanie nezmäkčí komunikáciu. V takom prípade nebude možné potrubia ukotviť..
Vlastnosti práce s rúrkami s hliníkovou výstužou
Vystužené polypropylénové rúry
Polypropylén má vlastnosť tepelnej rozťažnosti, ktorá obmedzuje používanie materiálu v podmienkach s vysokými teplotami, zmenami jeho ukazovateľov. Nevýhoda bola napravená vystužením rúrok hliníkom alebo sklolaminátom. V prípade prvého nevzniknú ťažkosti pri spájkovaní a prevádzke liniek.
Kovovú výstuž je možné nainštalovať na vnútornú stranu výrobku alebo pod vonkajší plášť. Vonkajšiu vrstvu s hliníkovou fóliou je potrebné pred spájkovaním odstrániť. Existujú tri dôvody:
Na vykonanie práce sa používa holiaci strojček – duralový dutý valec s oceľovými čepeľami umiestnenými vo vnútri. Navyše, kvôli jednoduchému použitiu, je možné vložiť odnímateľnú tyčovú rukoväť. Obmedzenie hrúbky rezu a hĺbky spracovanej oblasti je k dispozícii vopred, takže nie je potrebné sledovať parametre.
Vnútorné odizolovanie sa vykonáva tak, aby sa vylúčil priamy kontakt hliníka s prepravovanou kvapalinou. To môže viesť k aktivácii elektrochemických procesov, zničeniu výstužnej fólie, delaminácii rúr, odtlakovaniu kontaktnej zostavy. Tu sa fazety používajú na prípravu obrobkov na zváranie. Toto zariadenie má podobnú štruktúru ako holiaci strojček, iba čepele sú umiestnené na vnútornom konci..
Spájkovacie rúrky s výstužou
Prevádzková teplota komunikácií pre dodávku studenej vody sa pohybuje v rozmedzí -10 … + 90 ° С. Vplyvom chladiva sa potrubie ohýba, pretože dochádza k intenzívnej lineárnej expanzii. To znamená, že na vykurovanie musíte použiť rúrky, ktoré sa líšia vhodnejšími charakteristikami..
1 – odrežte požadovanú dĺžku potrubia. 2 – odstráňte výstuž šijacím strojom. 3 – označenie smeru. 4 – ohrev potrubia a tvarovky. 5, 6 – spojenie potrubia s tvarovkou a upevnením.
V podmienkach vystavenia vysokým teplotám sa teda používajú výrobky vystužené sklenenými vláknami alebo hliníkom. Takéto rúrky sú viacvrstvové výrobky: na polymérny výrobok sa nanesie tenká vrstva sklených vlákien a pokryje sa vrstvou PP. Výhody:
Technológia spájkovania vystužených rúrok sa nelíši od spôsobu spájania nevystužených komunikácií s jedinou výnimkou: v prípravnej fáze musia byť konce výrobkov očistené od výstužnej vrstvy, na ktorú používajú obkladový nástroj, holiaci strojček. Po príprave sa rúrky odmastia, potom sa zahrejú spájkovačkou a spoja.
Strihacie nožnice
Tento nástroj sa nazýva aj valčekový rezač rúr. Vyrába sa najčastejšie v dvoch modifikáciách:
Pravidlá spájkovania DPS, aby ste sa vyhli chybám
Malo by sa pamätať na to, že tenkostenné rúry sa zahrievajú rýchlejšie. To znamená, že doba prevádzky spájkovačky sa zníži dvakrát. Ak študujete otázku, pri akej teplote spájkovať také rúrky, musíte si uvedomiť, že hodnota tohto parametra nezávisí od rozmerov výrobku. Tenkostenné komunikácie sú navzájom prepojené v rovnakom teplotnom režime ako hrubostenné.
Vplyv chýb na kvalitu zvárania
To sa stane, ak spájkovanie potrubí PP nie je správne!
Najbežnejšie porušenia procesu spájkovania:
Ako spájkovať PP rúrky bez spájkovačky
Keď sa uvažuje o metódach zvárania polypropylénových rúrok, nie je vždy možné použiť špeciálnu spájkovačku. V tomto prípade sú vybrané ďalšie možnosti, medzi nimi:
Ak sa použije horák, nebude možné rovnomerne ohrievať polypropylén. Výsledkom bude, že spojenie švu bude vyzerať nedbalé, v takom prípade sa zníži spoľahlivosť švu. V priebehu času sa v tejto oblasti môže objaviť únik. Túto metódu je možné použiť ako poslednú možnosť a iba pri inštalácii systémov zásobovania studenou vodou..
Kompresný návlek poskytuje spoľahlivé spojenie komunikácií, slúži ako kompletná náhrada za zvárací stroj. Náklady na takýto prvok sú však vysoké. V dôsledku toho sa náklady zvýšia, pretože na vedenie potrubí v celej miestnosti bude potrebný veľký počet kompresných tvaroviek..
Účinné je aj zváranie za studena. V tomto prípade sa používa dvojzložková epoxidová zlúčenina. Tento materiál vám umožňuje získať spoľahlivé spojenie bez špeciálneho vybavenia..
Na opravu komunikácií musíte na očistené a odmastené povrchy výrobkov naniesť lepidlo. Potom sa potrubie a tvarovka spoja a pevne držia. Lepidlo tuhne do 10 minút. Úplné vyliečenie trvá 1 hodinu. Túto možnosť je možné použiť iba pri inštalácii systému dodávky studenej vody..
Ako dlho trvá zahriatie polypropylénovej rúrky spájkovačkou? Aký je čas zvárania PP rúr?
Na začiatok by bolo potrebné porozumieť samotnému procesu spájkovania polypropylénových rúrok, a najmä teplotným parametrom, pri ktorých sa polypropylén topí. Tavenie polypropylénových rúrok, ako aj spojovacích prvkov PP (ďalej len polypropylén) začína pri teplote najmenej +260 stupňov Celzia.
Pred začatím práce je potrebné vybaviť spájkovačku na polypropylén (zvárací stroj) dýzami na zodpovedajúci priemer prvkov, ktoré sa majú pripojiť. Tieto dýzy sú „tŕň“ (objímka na zahrievanie vnútorného povrchu) a „objímka“ (na zahrievanie vonkajšieho povrchu)
Po utiahnutí tŕňa a puzdra na vyhrievanej železnej pneumatike ho zapneme pri teplote najmenej 260 stupňov (niektoré zariadenia majú gradáciu nastavenej teploty 200 – 240 – 280 stupňov, pričom obchádzajú značku 260. V tomto prípade v prípade, nastavíme ho medzi 240 a 280. Faktom je, že termostat vypne vykurovanie pri teplote zbernice 260 stupňov, zatiaľ čo zotrvačný ohrev „dobehne“ teplotu spájkovacieho páru po niekoľkých minútach. už až 270-280 stupňov.
Väčšina moderných spájkovačiek má zvukový / svetelný signál o pripravenosti na prácu. To znamená, že pár spájky (tŕň / objímka) dosiahol prednastavenú teplotu a je pripravený na použitie..
Teraz určíme dobu zahrievania v závislosti od priemeru potrubia. Existuje taká tabuľka, odvodená empiricky, a nie je v rozpore s odporúčaniami výrobcov polypropylénových rúrok a príslušenstva, ktorá ukazuje približný čas zahrievania rúrok rôznych priemerov pri „referenčnej“ teplote okolia (izbová teplota) – 20-24 stupne Celzia.
Polypropylénová rúra, po úplnom upevnení na zváraciu hlavu (tŕň alebo objímka nezáleží), zohrejeme ju v závislosti od veľkosti, nabudúce –
Ale to nie je všetko. Pri zváraní polypropylénových rúrok existuje niečo ako „čas zvárania“ Čas zvárania je obdobie, počas ktorého je potrebné udržiavať spojené prvky v pevnej polohe a súčasne nemeniť ich vzájomnú polohu..
Čas zaručeného zvárania PP prvkov opäť priamo závisí od ich priemeru a je zameraný na nasledujúcu hodnotu v sekundách –
Aby sa spoj nemohol zdeformovať alebo zmeniť svoju orientáciu a jeho zdroj bol dlhý, mali by sme sa zdržať mechanického nárazu na spájkovanú jednotku (ohýbanie, ťahanie). Čas držania po spájkovaní sa nazýva „čas chladenia“ a mal by byť aspoň –
Po získaní skúseností so zváraním na polypropyléne sa samozrejme naučíte experimentálne určovať stupeň zahrievania polypropylénových prvkov, ktoré sa majú spojiť, a ruka pochopí, aký je to pocit zahrievania potrubia aj cez železnú rukoväť. A čo je „guľôčka / guľôčka“ propylénovej vrstvy, ktorá sa získa správnym spájkovaním na spoji prvkov, ktoré sa majú spojiť, tu je –
Avšak pre domáceho remeselníka, ktorý v tejto záležitosti urobí prvé kroky, budú vyššie uvedené údaje veľmi užitočné.
Čas zvárania str
Na správny výpočet času na spájkovanie polypropylénových rúrok sa musíte pripraviť na postup:
Teraz musíme vypočítať čas. V zásade to treba urobiť vôbec pred začatím inštalácie..
Nesprávne zvolený čas na takéto spájkovanie polypropylénových rúrok je hlavnou chybou inštalatéra. Tabuľka, ktorá bude popísaná nižšie, vám pomôže správne ju vypočítať. Existujú však aj ďalšie faktory, ktoré je potrebné zvážiť:
Výber typov spájkovania
Pri práci s rúrkami s prierezom až 63 mm sa najčastejšie volí metóda spájkovania, ktorá zahŕňa použitie prvkov, ako sú spojky a zásuvky. Je pozoruhodné, že v oboch prípadoch je použitie takého dodatočného komponentu ako spojok povinné. Ak prvky, ktoré sa majú pripojiť, presahujú priemer 63 mm, potom sa najčastejšie používa metóda na tupo.
Ak hodnota priemeru nepresahuje 40 mm, potom sú také rúry zvárané prenosnou elektrickou zváracou jednotkou. Ak prierez konštrukcie presahuje 49 mm, potom sa práce na spájaní prvkov vykonávajú pomocou zariadenia so stredovým dizajnom.
Pri pripájaní polymérnych prvkov sa používa spôsob zahrievania, ktorý sa vykonáva pomocou dýz zváranej jednotky.
Ak bola voľba zastavená metódou zásuvky, potom je potrebné najskôr vykonať prípravné opatrenia:
Je potrebné vziať elektrickú spájkovačku, s ktorou budú zvárané dielektrické rúry, a umiestniť ju na hladký povrch. Ďalej je potrebné v ňom pomocou špeciálnych kľúčov opraviť zásuvné ohrievače vhodnej veľkosti. Pred zahrievaním je potrebné zaistiť, aby mala jednotka vhodné dýzy;
Považuje sa za neprijateľné, ak pri pripájaní elektrických výrobkov teplota vonkajšieho vzduchu nezodpovedá optimálnemu režimu. Tomuto bodu je potrebné venovať osobitnú pozornosť. Ak je v lete a vonku silné teplo, potom je potrebné skrátiť dobu zahrievania komponentov. V opačnej situácii, keď je vonkajšia teplota vzduchu nízka, by mali byť prvky, ktoré sa majú pripojiť, ohrievané dlhšie ako obvykle. Na stanovenie vhodnej teploty na zváranie rúr je dôležité vziať do úvahy všetky nuansy..
Prvé zváranie sa spustí po 5 minútach od okamihu, keď sa zváracia jednotka zapla, aby sa zahriala. Súčasne, keď je dokončený ďalší proces zvárania pomocou elektrickej zváracej jednotky, je potrebné z jeho pracovných plôch odstrániť plastové častice..
Vplyv teploty na proces spojenia spojov PP potrubí a tvaroviek
Ak hovoríme o zvláštnostiach spájania polypropylénových rúrok, potom povinným postupom, ktorý predchádza spájkovaniu, je zahriatie prvkov na určitú teplotu. Splnenie tejto podmienky umožňuje dodať plastickým hmotám priľahlých prvkov dostatočnú pružnosť. Po dokončení práce na spájkovaní polypropylénových rúrok je možné pozorovať taký jav ako difúzia molekúl polypropylénu. Inými slovami, štruktúra zváraných prvkov sa mení na molekulárnej úrovni, preto po vytvrdnutí materiálu získajú plasty v oblasti spoja silné väzby..
Zvolený teplotný režim je jedným z kľúčových faktorov, od ktorých závisí pevnosť spojených povrchov polypropylénových rúrok. Ak sa teplota ohrevu ukázala ako nedostatočná, najčastejšie to končí skutočnosťou, že počas procesu spájkovania nie je možné zabezpečiť dostatočný difúzny proces. V dôsledku toho sa molekuly telesa potrubia a tvaroviek nedostanú k párovacím častiam, čo negatívne ovplyvňuje kvalitu spojenia. Vplyvom zaťaženia je spájkovanie zničené alebo po krátkom čase je v použitej štruktúre pozorovaný únik.
Ak sa spojené prvky prekrývajú, môže dôjsť k kritickej deformácii tela prvku. Na tomto pozadí stratia zvárané diely svoju geometriu alebo sa môže vytvoriť nadmerný lem vo vnútornom úseku. Dôsledkom toho je zníženie priemeru vnútorného otvoru výrobku v oblasti zvárania..
Vlastnosti výberu teploty
Pri práci s polypropylénovými rúrkami je dôležité zabezpečiť zahriatie na úroveň 255-265 stupňov Celzia v oblasti spoja. Pri výbere teplotného režimu je potrebné dbať na niekoľko ďalších parametrov:
V praxi je možné pozorovať priamy vzťah medzi priemerom spojených prvkov a dobou ich zahrievania..
Osobitnú pozornosť treba venovať zvýšeniu vonkajšej teploty. Je to spôsobené tým, že počas inštalačných prác sú nevyhnutne vytvorené malé prerušenia spojené s potrebou odstrániť prvky z vykurovacej zváracej jednotky a vykonať ich dokovacie spojenie. Aby sa minimalizoval účinok spôsobený chladením pri nízkych teplotách výrobku, je žiaduce vystaviť polypropylénové štruktúry zahrievaniu na dlhší čas. Ako odporúčaný interval by ste mali zvoliť 2 až 3 sekundy a v niektorých prípadoch je tento problém vyriešený empiricky.
Musíte byť tiež veľmi opatrní pri výbere teploty pre vykurovacie zariadenie nad 270 stupňov Celzia na pozadí relatívne krátkeho vykurovacieho obdobia. Pri spájkovaní polypropylénových rúrok s takýmito parametrami existuje riziko, že horné vrstvy materiálu sa za chvíľu doslova zahriajú na vysoké teploty a hlavné telo sa dostatočne nezahreje. Dokovanie za týchto podmienok môže mať za následok príliš tenký priehľadný film.
Pokyny na zahriatie, hodnota doby expozície
Pri riešení problému s parametrami vykurovania spojených polypropylénových rúrok je potrebné venovať pozornosť priemerom dielov, ktoré nájdete v príslušnej tabuľke. Navyše, v závislosti od toho, aké rozmery má polypropylénová rúrka, je potrebné zmeniť trvanie ohrevu, pričom vopred zvolená teplota na vykurovacom telese zostane nezmenená. Na zaistenie vysokej spoľahlivosti objímkového spoja je potrebné dodržať nasledujúce kritériá:
Faktory, ktoré môžu ovplyvniť kvalitu práce
Medzi nuansami, ktoré je potrebné vziať do úvahy pri vytváraní zváraného spoja polypropylénových rúrok, je potrebné zdôrazniť potrebu výroby zváracieho pásu, ktorý by mal mať optimálnu dĺžku. Najčastejšie má rovnakú veľkosť ako hĺbka valcových dýz, ktoré sa používajú na vykurovacom telese zváracieho zariadenia. Aby sa zabezpečila požadovaná veľkosť spoja, je potrebné polypropylénovú rúrku dôkladne pripevniť k telu prvku..
V prípadoch, keď sa zváranie vykonáva v podmienkach negatívnych teplôt, odporúča sa použiť teplý materiál, pre ktorý by mal byť pred prácou nejaký čas uchovávaný v teplej miestnosti..
Pred vykonaním práce musí byť zváracia jednotka zahriata na teplotu 283 stupňov Celzia a presný režim je určený s prihliadnutím na teplotu okolia. Týmto spôsobom je možné zabrániť vzniku významných tepelných strát v okamihu, keď je prvok, ktorý sa má pripojiť, dodávaný zo zariadenia do oblasti, kde sa má vytvoriť spojenie. Aby sa určila optimálna hodnota ohrevu a jeho trvanie, vykoná sa predohrev, pričom sa indikátory upravia vždy o jednu až dve sekundy.
Niektoré vlastnosti udržiavania tepelného režimu
Pri vývoji projektu polypropylénového potrubia je potrebné vziať do úvahy vlastnosti následnej inštalácie krok za krokom. Je nežiaduce umiestniť zváracie zariadenie príliš ďaleko od miesta, kde bude vytvorené spojenie za účasti vyhrievaných prvkov. V niektorých prípadoch môžu vzniknúť chyby, kvôli ktorým je ťažké poskytnúť priamy prístup k miestu zvárania.
V tomto prípade nezostáva nič iné, ako ohriať prvky vo veľkej vzdialenosti od zariadenia. To všetko vedie k vzniku tepelných strát v okamihu, keď sú prvky, ktoré sa majú zvárať, dodané na miesto ich spojenia, kde musíte stráviť čas presným umiestnením na časť spoja objímky. Ak zanedbáme tieto nuansy, potom často nie je možné poskytnúť dostatočnú pevnosť švu..
Ak sa zváranie vykonáva v zlom poradí, bude to mať za následok nemožnosť vytvorenia konečného spoja. K tomu môže dôjsť v dôsledku skutočnosti, že medzi článkami nie je dostatok miesta na vloženie vykurovacieho telesa. V takýchto situáciách by sa malo zabrániť deformácii umiestnenia na potrubí, aby sa dosiahla väčšia medzera. Keď sme sa rozhodli vytvoriť pohodlnejšie podmienky pre umiestnenie zariadenia na mieste budúceho spoja, je možné zhoršiť atraktívny typ komunikácie a okrem toho existuje možnosť statického napätia v jednotlivých častiach systému..
Ako správne spájkovať difúznou metódou – pokyny krok za krokom
Proces spájkovania je založený na roztavení povrchu časti do určitej hĺbky. Ak sú v tomto stave dve časti spojené a ochladené, materiál sa vráti do pôvodného stavu a prevezme pôvodnú štruktúru.
Realizácia spoja zahŕňa výrobu nasledujúcich technologických operácií:
Starostlivosť o vykurovací čas je potrebné venovať. Aby sa dosiahlo dobré spojenie, je potrebné, aby pod roztavenou plastovou vrstvou zostal pevný základ. To umožní, aby sa súčiastky do seba vložili. Ak sú diely prehriate a plast zmäkne na celú hrúbku, nebude možné ich spojiť, jednoducho sa pokrčia.
Výrobcovia nástrojov preto odporúčajú časové intervaly pre každú veľkosť zvlášť..
Nasledujúca tabuľka ukazuje, ako dlho trvá kvalitatívne absolvovanie každej etapy montáže. Ako vidíte, podmienky sú dosť náročné.
Pri spájkovaní vlastnými rukami je dôležité pred začatím práce zostaviť niekoľko testovacích spojov, aby ste cítili trvanie dočasných materiálov..
Pri párovaní dielov je tiež potrebné dbať na presnosť inštalácie v axiálnom smere. Na ovládanie a korekciu zostane len pár sekúnd..
Difúzne zváranie elektrickou spájkovačkou
Pri tomto spôsobe spájania potrubí sa používa množstvo prídavných tvaroviek a špeciálne elektrické vykurovacie zariadenie (spájkovačka).
Dodáva sa so sadou odnímateľných dvojíc trysiek, ktorých rozmery zodpovedajú vonkajším priemerom rúr a vnútorným priemerom spojovacích prvkov.
Prečítajte si o najobľúbenejšom priemere rúr a ďalších charakteristikách polypropylénových výrobkov tu.
Dvojica trysiek je pripevnená k tepelne vyhrievaciemu prvku elektrickej spájkovačky a pomocou nej sa zahrieva na teplotu 260 ° C. Pripojovacie časti sa na niekoľko sekúnd vložia do vyhrievaných trysiek. Z tohto dôvodu dochádza k zahrievaniu a čiastočnému taveniu povrchov polypropylénových prvkov v kontakte s dýzami..
Potom sa potrubie a prídavný prvok rýchlo vyberú z dýz a vložia sa do seba. V dôsledku toho dochádza k vzájomnému prieniku (difúzii) roztavených povrchov dielov..
Po vychladnutí vytvoria úplne monolitické spojenie..
Výhody tejto metódy:
Nevýhody:
Difúzne zváranie polypropylénových rúrok je najbežnejšie pre vlastnú montáž doma.
Pripojenie potrubí pomocou elektrického príslušenstva
Elektroinštalácie sú rôzne spojovacie prvky špeciálnej konštrukcie, vo vnútri ktorých sú vstavané elektrické ohrievače s vonkajšími kontaktmi.
Pri inštalácii sú rúry zasunuté a pevne pripevnené v elektroinštalácii. K vonkajším kontaktom elektroinštalácie je pomocou drôtov pripojený zvárací stroj, ktorý mu dodáva energiu v prednastavenom automatickom režime na určitý čas..
V dôsledku prevádzky vstavaného elektrického ohrievača sa vnútorný povrch elektroinštalácie čiastočne roztaví a rúrka PP sa spájkuje so spojovacím prvkom..
Výhody tejto metódy:
Chyba:
Spájkovanie polypropylénových rúrok s elektroinštaláciou používajú stavebné spoločnosti pri vykonávaní veľkých objemov práce. Doma sa táto metóda prakticky nepoužíva..
Pokyny na zváranie zváraných sediel
Zvárané sedlá sa používajú na inštaláciu nasledujúcich vetiev z potrubia pri opravách existujúcich systémov.
Najprv musíte vyvŕtať stenu plastovej rúry vŕtačkou Fusioterm.
Pri použití kombinovaných rúrok Stabi odstráňte zvyšky hliníka vo vyvŕtanom otvore pomocou skosovacieho nástroja Fusioterm.
Zvárač / nástroj pre zvariteľné sedadlo musí dosiahnuť požadovanú prevádzkovú teplotu 260 ° C.
Povrchy, ktoré sa majú zvárať, musia byť čisté a suché.
Vyhrievacia vsuvka navarovacieho sedlového nástroja je zasunutá do otvoru v stene plastovej rúrky, kým sa nástroj nedostane až k vonkajšej stene rúrky. Navarená sedlová vsuvka sa potom zasunie do vyhrievacieho puzdra, kým povrch sedadla nedosiahne oblúk nástroja. Doba zahrievania prvkov je 30 sekúnd..
Po vybratí zváračky sa vsuvka nasávaného sedla rýchlo zasunie do vyhrievaného otvoru. Potom by malo byť sedlo pritlačené presne a pevne, bez otáčania, na vyhrievaný vonkajší povrch plastovej rúrky..
Zvárané sedlo je pripevnené k potrubiu na 15 sekúnd. Po 10 minútach chladenia môže byť kĺb úplne naložený. Zodpovedajúca odbočná rúrka je zváraná do hrdla obvyklým spôsobom
Príklady hotových potrubí vyrobených zo zváranej objímky z polypropylénu
Na záver by som tiež chcel uviesť koeficienty tepelnej rozťažnosti pre rúry z kovoplastových rúr a rúr z polypropylénu:
– pre kovoplastové rúry (PEX-AL-PEX) = 2,6 * 10-5
-pre kovoplastové rúry so spevňujúcou vrstvou etylénvinylalkohol (PEX-EVOH-PEX) = 2,1 * 10-5
– Pre polypropylénové rúry bez výstuže (PP) = 15 * 10-5
– Pre polypropylénové rúry s hliníkovou výstužnou vrstvou = (PP ALL-PP) = 3 * 10-5
Trochu jasnosti v týchto číslach:
Keď sa teplota okolia alebo teplota kvapaliny vo vnútri potrubia zmení o 10 stupňov Celzia, každý meter potrubia sa predĺži alebo skráti:
– PEX-AL-PEX = 0,26 mm
– PEX-EVON-PEX = 0,21 mm
– PP-ALL-PP = n 0,3 mm
– PP = 1,5 mm
Podrobná inštrukcia
Proces difúzneho zvárania si urobte sami v nasledujúcom poradí:
Rezačka rúrok
Pomocou zvinutého metra, značkovača a špeciálnej rezačky rúrok alebo píly sa odmeria a odreže kus rúry požadovanej veľkosti. Predtým je vhodné urobiť skúšobný rez potrubia, aby ste sa presvedčili, že nástroj je ostrý..
Koncové skosenie sa odstráni z konca úseku potrubia a odstránia sa všetky otrepy.
Pri priemere potrubia viac ako 40 mm musí byť jeho koniec narezaný pod uhlom 35-45 °, aby sa zabránilo spájkovaniu pri spájkovaní. Potom sa vyberie prvok spojovacích tvaroviek požadovanej konfigurácie..
Pripojené diely sú skontrolované na prípadné vonkajšie chyby. V tomto prípade musí potrubie tesne a do konca zapadnúť do spojovacieho prvku bez vôle a deformácií. Pri veľkej vôli je vybraný ďalší dodatočný prvok.
Povrchy, ktoré sa majú spojiť, sú ošetrené odmasťovacou kvapalinou.
Na konci potrubia značka značí hĺbku vstupu do spojovacieho prvku, pričom sa berie do úvahy medzera asi 1 mm, ktorá je potrebná na zabránenie zúženiu vnútorného priemeru rúrky v dôsledku extrúzie do jej koncového okraja počas spájkovanie.
Je tiež zaznamenaná relatívna poloha častí voči sebe navzájom..
Vyberte príslušný pár vykurovacích dýz požadovaného priemeru, ktoré sú súčasťou sady elektrickej spájkovačky.
Ich povrchy sú očistené odmasťovacou kvapalinou pomocou handry a voľný vstup tvaroviek do nich je kontrolovaný bez veľkej vôle.
Elektrická spájkovačka sa pripravuje na prácu. Za týmto účelom sú vybrané dýzy pripevnené k jeho vykurovaciemu telesu, spájkovačka je nainštalovaná na stojane a pripojená k sieti.
Na termostate spájkovačky je potrebné nastaviť požadovanú teplotu ohrevu.
Do trysiek spájkovačky vkladáme rúrky
Potom, čo sa spájkovačka zahreje na požadovanú teplotu, o čom svedčí jej automatické vypnutie termostatom, pripojené polypropylénové diely sa na niekoľko sekúnd vložia do trysiek.
Ak sa diely ťažko hodia do dýz, je povolené ich mierne axiálne otáčanie. V tomto prípade sa najskôr na vnútornú dýzu nasadí spojovací prvok a potom sa koniec rúrky vloží do vonkajšej dýzy..
Po zahriatí sa odstránia v opačnom poradí. To sa deje preto, že spojovacia časť má veľkú hrúbku steny a vyžaduje dlhšie zahrievanie..
Hladko vložte diely do seba
Po potrebnom zahriatí sa diely odstránia z trysiek spájkovačky a hladko sa vložia do seba, kým sa značky, ktoré boli predtým nanesené značkou, nezhodujú. Axiálne otáčanie častí voči sebe navzájom nie je v tomto prípade povolené.
Je potrebné sledovať zarovnanie výsledného spojenia.
Po spojení musia byť diely držané niekoľko sekúnd v pevnej polohe podľa vyššie uvedenej tabuľky parametrov spájkovania..
Potrubie môžete použiť po 50-60 minútach po spájkovaní..
V prípade akýchkoľvek porúch spojenia sa táto časť potrubia odreže a vykoná sa nové spájkovanie dielov.
Výber materiálu na izoláciu vykurovacích potrubí: prehľad dostupných materiálov, na ktoré parametre by sa mala predovšetkým venovať pozornosť.
Základné zručnosti pri inštalácii polypropylénových rúrok
Pred priamou inštaláciou je potrebné naplánovať umiestnenie rúrok a postupnosť zvárania špecifických švov. To neznamená dizajn a
počítanie určitých detailov – to je samozrejmé. Je to presne o postupnosti pridávania tvaroviek a potrubí do systému – pre presné prevedenie
funguje, je to veľmi dôležité!
Faktom je, že na spájkovanie častí alebo zostáv s inštalovanými rúrkami je potrebná dôležitá podmienka. Ak bez váhania začnete spájkovať všetky detaily vodovodného potrubia
o tejto nuancii, potom v jednom bode dôjde k situácii, keď ďalšie úpravy budú fyzicky nemožné.
Podmienkou je: na zváranie je potrebný minimálny zdvih najmenej jednej spájkovanej časti (rúrka alebo tvarovka)! Inými slovami, časti, ktoré sa majú spájkovať, musia umožniť
posuňte ich od seba na minimálnu vzdialenosť, aby ste vstúpili do spájkovačky, a potom ich navzájom bez prekážok spojte.
Minimálna vzdialenosť, ktorú by sa mala rúrka a tvarovka pohybovať od seba, je asi 7 centimetrov (v závislosti od spájkovačky a trysiek). Okrem iného aj sťahovanie
rúrka alebo tvarovka by mala umožniť vloženie rúrky do tvarovky o 1,5-2 centimetrov (v závislosti od priemeru rúrky). V dôsledku toho sa ukazuje, že potrebujeme priebeh dielov v
9 centimetrov (7 + 2).
Potrebný zdvih je daný ľavou stranou prívodu vody, ktorý sa má spájkovať. Vzhľadom na prítomnosť niekoľkých rohov pred tuhou fixáciou (v tomto prípade vodomer), taký dizajn
umožňuje "kráčať" roh, kde plánujete urobiť konečný šev.
Preto je také dôležité naplánovať proces montáže všetkých častí do jedného celku: niektoré uzly je možné spájkovať oddelene a potom "poker" pridať do systému. Jednoducho povedané,
je lepšie pridať k namontovanému systému celú zostavu niekoľkých častí (rúrka, rohy, spojky) jednou spájkou s potrebnou medzerou, ako každú časť okamžite spájkovať
správne miesto.
A komplexný uzol mnohých častí je jednoduchšie zvárať oddelene, bez akýchkoľvek obmedzení v pohybe. Hlavná vec je, že zostavenú jednotku je možné určite umiestniť
miesto. Existujú prípady, keď sa samostatne zostavená komplexná časť jednoducho fyzicky nezmestí na miesto kvôli prítomnosti ďalších rúrok, rámu atď..
Teraz zvážime niekoľko techník na riešenie rôznych problémov pri inštalácii potrubia z PP potrubia.
Na všetky druhy chúlostivých zákrut a obrysov dobre poslúži 45-stupňový roh. Ich spojením v rôznych variáciách môžete obísť rúrku akéhokoľvek priemeru
alebo požadovaný posun sledovanej stopy. Tieto uhly sa priaznivo porovnávajú s 90-stupňovými rohmi, pretože vo väčšine prípadov vám umožňujú vytvárať obrysy, posuny a
sa stáva kompaktnejším.
Napriek prítomnosti špeciálnych obrysov štyri rohy 45 stupňov (úlohu 4. rohu hrá odpalisko) poskytujú viac "flexibilita" pri formovaní obchvatu. Zmenou
vzdialenosť medzi rohmi, môžete zmeniť stupeň ohybu (obísť rúrku akéhokoľvek priemeru alebo inú prekážku).
Počas dokovania spájkovaného systému zásobovania vodou vodomermi sa môžete stretnúť s niekoľkými nepríjemnosťami: pre plný prístup k spájkovačke je málo miesta (napríklad so zdvihom 9, pozri vyššie) a
prítomnosť zvyškov vody v samotných meračoch. Táto druhá skutočnosť môže pokaziť miesto zvárania, pretože počas vstupného výstupu dýzy spájkovačky sa vytvára určité vákuum, a preto
zvyšná voda z meradla sa ponáhľa na miesto spájkovania. V takýchto prípadoch budú užitočné delené spojky..
Skladacie polypropylénové spojky (prechod z kovu na PP) sú považované za ďaleko od najspoľahlivejších prvkov, preto by sa takéto zostavy mali používať iba na miestach
možný prístup. Kvalita sklopnej spojky je ovplyvnená veľkosťou príruby, ktorá tlačí prevlečnú maticu – musí byť aspoň pre nasledujúci priemer
väčší ako spojený priemer kovového závitu. Niektorí výrobcovia tiež pridávajú do plastového materiálu objímky spojky sklolaminát – tým sa zvyšuje
sila.
Pri inštalácii je potrebné všemožne zabrániť fyzickému namáhaniu potrubí: nadmerné ohýbanie, krútenie (obzvlášť!) Rúry atď. Počas rôznych závitov potrubí
pre voľnú hru musíte nechať 5-10 milimetrov na medzeru od stien.
A teraz pár slov o tepelnej rozťažnosti. Pri použití polypropylénových rúrok v medzipodnikových rozvodoch vody a vykurovania sú zriedkavé priame rúrkové diely
prípady presahujú 2 m. Preto vo väčšine prípadov na lineárnom koeficiente nezáleží! Pri tepelnej medzere stačí ustúpiť v rohoch 5-10 mm., S
pomocou rovných rúrok nie viac ako 1 meter.
Vystužený polypropylén dáva zmenu v dĺžke asi 10 mm. na 1 meter potrubia, keď sa teplota zmení o 70 stupňov. To znamená, že merací segment bez
na horúcu vodu je možné použiť výstuhy, pričom na oboch stranách zostane 5 mm úsek. voľný priestor k stenám.
Typické chyby
Inštalatérski nováčikovia a samoukovia, ktorí chcú ušetriť peniaze na službách profesionálnych inštalatérov, často robia rovnaké chyby. Na prvý pohľad sú to drobnosti, ale vedú k tomu, že systém rýchlo zlyhá..
Príliš sa ponáhľať. Zváranie rúrok PP vyžaduje určitú pohotovosť. To však platí iba pre rýchlosť spájania dielov, pokiaľ sú ešte horúce. V opačnom prípade má uponáhľanosť negatívne dôsledky. Začínajúci remeselníci najčastejšie jednoducho nedovolia, aby sa spájkovačka zahriala na požadovanú teplotu. Výsledkom je, že „priľnavosť“ dielov je zlá. Pomalí inštalatéri majú ďalší problém – zahrievajú diely na požadovanú teplotu a potom sa dlho upravujú pred vložením potrubia do tvarovky. Počas týchto niekoľkých sekúnd teplota produktov klesá a spolu s tým klesá aj kvalita difúzie..
Chyby pri spájkovaní polypropylénových rúrok
Je potrebné dodržiavať odporúčania pre zváranie polypropylénových rúr a dodržiavať všetky kroky pokynov.
Chybné uzly v systémoch sa objavujú kvôli nasledujúcim chybám:
Na kvalitných materiáloch nemusí byť vonkajšia chyba pri prehriatí viditeľná, ale vnútri stále dochádza k deformácii. Vedie to k zníženiu prierezu.
Preto je počas prevádzky pomôcok zmenšená šírka pásma siete. Zúženie priechodu tiež spôsobuje rýchlejšie upchatie. To tiež blokuje pohyb vody..
Ak nie je rez vykonaný v pravom uhle, rúrkové výrobky sú spojené v skosenej rovine. Výsledkom je, že prvky nie sú zarovnané. Zvlášť viditeľné je to pri úprave dlhých sekcií..
Výsledkom je, že je často potrebné celý proces rozobrať a vykonať znova. Ak je zarovnanie narušené, je ťažké položiť výrobok do drážok.
Pred spájkovaním povrchy určite odmastite. V opačnom prípade sa objavujú takzvané odmietavé ostrovy. V takýchto oblastiach sa polyfúzne zváranie vykonáva zle alebo sa nevyskytuje vôbec..
Predplatiť
Nadmerná expozícia prvkov v spájkovačke počas predpísaného času vedie k tomu, že sa ich povrch prehrieva a po spojení, sprevádzanom nadmernou silou, je priechod potrubia upchatý roztaveným plastom. Ak sa takáto chyba vyskytne na veľkom počte spojov vykurovacích alebo vodovodných potrubí, systém nebude fungovať normálne. Aby ste sa tejto situácii vyhli, mali by ste striktne dodržiavať časové intervaly uvedené v pokynoch pre každý typ a priemer rúrok a vykonať niekoľko testovacích spojov malých úsekov..
Tiež by ste mali vždy jasne označiť ceruzkou vzdialenosť, do ktorej sa potrubie prehlbuje, pre priemer 20 mm. zvyčajne je to 14 – 17 mm.
Nízke zahrievanie, nesprávny uhol a ďalšie chyby
Mnoho začiatočníkov robí pomerne veľký počet chýb, medzi ktoré patria nasledujúce:
Ryža. 11 Spôsob opravy polypropylénových rúrok zahriatím povrchu opravenej rúry dýzou
Aby bolo spájkovanie polypropylénových rúrok na ťažko dostupných miestach vysokej kvality, musíte vybrať správnu spájkovačku-model by mal poskytovať pohodlný prístup a požadovanú teplotu ohrevu bez priľnavosti PPR. Pre pohodlie je všetka práca rozdelená do dvoch etáp – po prvé, dlhé reťaze sú namontované na vhodnom mieste a potom sa presúvajú k stenám a spájajú časti podľa hmotnosti.
Vodovodné potrubie Vykurovanie domu a bytu Oprava potrubia Potrubné armatúry Ohodnoťte tohto autora
Pridať komentár Zrušiť odpoveď
Názov *
Email *
Stránky
Komentár <automatické dopĺňanie textarea ="Nové heslo" id ="cedf77f78b" meno ="cedf77f78b" stĺpce ="45" riadky ="osem" maximálna dĺžka ="65525" povinné ="požadovaný" zástupný symbol ="Komentár"> <textarea id ="komentovať" ária-skrytá ="pravda" meno ="komentovať" automatické dopĺňanie ="Nové heslo" štýl ="polstrovanie: 0! dôležité; klip: priamy (1 pixelov, 1 pixelov, 1 pixelov, 1 pixelov)! dôležité; poloha: absolútne! dôležité; prázdny priestor: nowrap! dôležité; výška: 1 pixelov! dôležité; šírka: 1 pixelov! dôležité; pretečenie: skryté ! dôležité;" tabindex ="-1">
Alexey 22. 8. 2018 o 17:53
Vykurovanie celého domu vykonával z plynového kotla systémom Leningradka. Pri spájkovaní polypropylénových rúrok sa na niektorých miestach získali malé zárubne, odpočítal som tu všetky nuansy spájkovania a už sa s týmto problémom nestretávam.
Odpovedať
Andrej 04.02.2018 o 17:31
Dobrý deň všetkým. O ostatných neviem, ale pre mňa je tento článok veľmi užitočný. Venujem sa renovácii bytov a často musím spájkovať polypropylénové rúry na ťažko dostupných miestach. Pokiaľ pracujem, bol tento problém vždy relevantný. A v tomto článku je všetko vysvetlené veľmi jednoducho a zrozumiteľne. Som prekvapený, že ma to samotného nenapadlo. Ďakujem veľmi pekne, uľahčili ste mi prácu.
Odpovedať
Inštalátor 04.04.2018 o 09:48
Skvelé, Alexey, že náš materiál prišiel vhod! Ak máte nejaké otázky, napíšte priamo do komentárov, určite odpoviem a bude užitočné, keď si ich prečítajú aj ostatní!
Odpovedať
Maximálne 30.03.2018 o 20:54
Pre mňa osobne sa tento článok ukázal ako veľmi užitočný. Potrebujem len spájkovať polypropylénové rúry na ťažko dostupných miestach. Prijímanie pracovníkov je drahé, a tak som sa rozhodol, že to urobím sám. Dlho som premýšľal, ako to urobiť správne. Ďakujem, že ste ma vyzvali, a hlavnou vecou je, že všetko je vysvetlené jasne a jednoducho. Sám by som nikdy nehádal, pokazil by som sa a potom by som musel všetko prerobiť.
Odpovedať
Tiež sa ti môže páčiť
0424 Ktoré rúrky sú lepšie pre potrubia z kovového plastu alebo polypropylénu Je možné usúdiť, že polymérne potrubia úplne vytlačili kovové z domácich aplikácií
0347 Polypropylénové rúry – odrody a technické charakteristiky Potrubia vyrobené z umelých termoplastických materiálov prakticky vytlačili všetkých kovových konkurentov
012,9 tis. Rúrková spona – typy a prevedenie, rozmery, dištančný stôl Potrubia vyrobené z obyčajného a vystuženého polypropylénu, polyvinylchloridu, kov -plast sa široko používajú
010,4 tis. Ako zvárať rúrku vodou – niekoľko osvedčených možností Každý kvalifikovaný odborník musí pri zváraní vyriešiť niekoľko náročných úloh.
09,7 tis. Výmena rúrok v kúpeľni a na toalete – výber rúrkového materiálu, nástrojov, spôsobov kladenia Moderné rúry vyrobené z polymérov všade nahrádzajú drahšie a náročnejšie na inštaláciu
011,7 tis. Príslušenstvo pre polypropylénové rúry – sortiment a možnosti pripojenia Polypropylénové rúry zaujímajú vedúce postavenie pri použití za studena, za tepla
014,5 tis. Inštalácia kovoplastových rúrok-druhy rúrok, nástrojov, technológie Potrubia z kovoplastu si pre svoje vysoké fyzikálne vlastnosti našli široké uplatnenie
116 tis. Rúry SDR, čo to je – dekódovanie a výber optimálnej rúrky Polymérne potrubia sú široko používané v domácich systémoch zásobovania studenou a teplou vodou
Predbežné opatrenia
Práca počas inštalácie PPR je nebezpečná a musí sa vykonávať za prísneho dodržiavania bezpečnostných pravidiel a technologických noriem na zváranie rozsahov potrubí uvedených výrobcom..
Pri zváraní musíte dodržiavať všeobecné pravidlá:
Tipy pre začiatočníkov
Alternatíva k zváraniu
V niektorých prípadoch, napríklad na ťažko dostupných miestach v kúpeľni alebo iných miestnostiach, nie je možné vykonávať zváracie práce. Proces spájkovania je možné nahradiť prilepením potrubia k tvarovke pomocou organického rozpúšťadla. Má veľmi silný zmäkčujúci účinok, ale zároveň je veľmi prchavý.
Po namazaní konca potrubia a vnútornej dutiny spojky plast na krátky čas zmäkne, môžete vytvoriť spojenie. Reverzná polymerizácia začne v priebehu niekoľkých sekúnd.
Táto metóda je však vhodnejšia pre PVC rúrky, ktoré sú menej náchylné na termoplasticitu..
Ak táto možnosť z nejakého dôvodu nie je vhodná, je prípustné použiť namiesto spájkovačky preplňovaný zapaľovač pre rúry, ktoré NIE SÚ POD TLAKOM. Tento spôsob pripojenia je zobrazený vo videu nižšie. Je dôležité pochopiť: rovnomernosť spájkovania sa nedosiahne práve kvôli striedavému zahrievaniu dielov, preto technológiu nemožno použiť pre kritické spojenia.
Analýza najpopulárnejších chýb pri zváraní polypropylénových rúrok
Z vonkajšej strany sa zdá, že pri zváraní polypropylénových rúrok nie je nič obzvlášť ťažké: teplo, pripojenie, chladenie – je to hotové. V praxi sa však ukazuje, že v tejto záležitosti existuje veľa dôležitých bodov, ktoré ovplyvňujú kvalitu spojenia potrubí a tvaroviek. Zanedbanie týchto nuancií vedie k rôznym chybám, ktoré spôsobujú upchatie, netesnosti potrubí a ďalšie problémy. Niektoré z chýb sú odhalené len niekoľko mesiacov po zahájení prevádzky plynovodu, keď už budúci majstri zmizli..
Na zváranie rúrok a tvaroviek z polypropylénu sa najčastejšie používa metóda tepelnej polyfúzie. Jeho podstatou je zahriať diely, ktoré sa majú zvárať, na určitú teplotu a rýchlo ich spojiť. Na zahriatie dielov sa používa špeciálne zariadenie, ľudovo nazývané „spájkovačka“. Proces spájkovania plastových rúrok je jasne uvedený vo videu:
Niektorí výrobcovia ohrievačov na tvrdé spájkovanie plastových rúrok inštalujú dve vykurovacie telesá naraz na jedno zariadenie. (To je typické pre lacné čínske a turecké modely). Pre každý z nich je k dispozícii samostatný spínač a výkon každého z týchto prvkov je dostatočný na zahrievanie rúrok a tvaroviek so špecifickým priemerom. Nepoužívajte dve vykurovacie telesá súčasne, aby nedošlo k prehriatiu plastu, preťaženiu siete a plytvaniu energiou navyše. Druhý ohrievač by mal byť použitý ako náhradný, potrebný v prípade poruchy prvého.
Ak je zváračka vybavená dvoma vykurovacími okruhmi, môžu sa zapnúť súčasne na začiatku práce, aby sa nástroj zahrial rýchlejšie. Potom by mal byť jeden z obvodov deaktivovaný.
Vyhrievaný materiál potrubia si zachováva svoju plasticitu po určitý (veľmi krátky) čas. V týchto sekundách musíte spojiť prvky a opraviť pripojenie, pričom eliminujete skreslenia. Až na konci fázy „fixácie“, keď materiál stratí svoju pružnosť, je možné spojené rúry položiť na stôl.
Optimálna teplota na vykurovanie polypropylénových rúrok sa považuje za teplotu 260 stupňov. Počas procesu zahrievania je potrebné dostatočne silne zahriať materiál potrubia, aby sa zabezpečilo spoľahlivé spojenie. V takom prípade nesmie byť potrubie prehriate, aby nestratilo tvar. Za týmto účelom sledujte čas zahrievania. V závislosti od priemeru rúr to môže byť:
Ak sa potrubie nezohreje na požadovanú teplotu, spojenie bude príliš slabé, časom sa tam vytvorí netesnosť. Prehriatie potrubia môže viesť k prehĺbeniu a zníženiu jeho priepustnosti..
Existujú modely zariadení na spájkovanie polypropylénových rúrok s gombíkom na reguláciu teploty alebo bez neho. Schopnosť meniť teplotu bola daná skôr marketingovými úvahami výrobcu, než praktickou potrebou. Profesionáli odporúčajú správne nastaviť teplotu (260 stupňov) a v budúcnosti ju nemeniť so zameraním na dobu ohrevu. Preto sú staré modely „spájkovačiek“, v ktorých nie je regulátor teploty vykurovania, celkom vhodné na vysokokvalitné zváranie polypropylénových rúrok.
Rúry sa zahrejú a spoja, teraz je dôležité ich poriadne vychladiť. Dokončenie „fixačnej“ fázy trvá rovnako dlho ako vykurovanie. Neskúsení remeselníci sa príliš ponáhľajú, proces zastavia pred týmito niekoľkými sekundami, čo spôsobí deformáciu spojenia. Nemyslite si, že na prácu s polypropylénovými rúrkami sú stopky úplne nevyhnutné. Skúsení remeselníci vypočítajú čas vykurovania a chladenia automaticky, bez akýchkoľvek zariadení.
Rozsah chýb, ktorých sa dopúšťame pri zváraní polypropylénových rúr, je pomerne rozsiahly. Najčastejšie sú to tieto:
Vyhnúť sa týmto chybám nie je ťažké, ak sa pri zváraní dodržiava presnosť, opatrnosť a vysoká profesionálna úroveň účinkujúcich..
Chyba č. 1 – špina a voda na spojovacích prvkoch
Profesionálny inštalatér musí pred začatím práce utrieť všetky zvárané diely, aby sa odstránili prípadné nečistoty. Mali by ste tiež venovať pozornosť stavu podlahy v miestnosti na zváranie, pretože rúry sú umiestnené na podlahu a nečistoty sa na ne dostávajú späť. Pri demontáži chybného potrubia môžete často nájsť jasný pás nečistôt po celej dĺžke spoja..
Zostávajúca voda v potrubí môže byť pre pripojenie smrteľná. Niekoľko kvapiek sa počas zahrievania zmení na paru, materiál sa zdeformuje a stratí pevnosť. Na odstránenie vody z fajky stačí naplniť ju soľou alebo dovnútra zatlačiť pokrčenú strúhanku. Na konci práce by mala byť rúra, samozrejme, dôkladne opláchnutá. Spojenie s takýmito chybami môže zostať stabilné aj počas krimpovania, ale po chvíli (niekedy to môže trvať aj celý rok) sa určite objaví únik. K podobnej chybe dochádza pri zváraní stabilizovaných rúrok, ak sa fólia z medzivrstvy odstráni nedbalo. Aj malý kúsok fólie na križovatke výrazne zhorší kvalitu inštalácie..
Čisté by nemali byť iba rúrky, ale aj spájkovačka. Veliteľ by mal urýchlene odstrániť častice roztaveného polypropylénu zo všetkých prvkov svojho nástroja, inak spadnú na ďalšie potrubie.
Chyba č. 2 – nesprávne umiestnenie
Potom, čo sú obe vyhrievané časti potrubia spojené, má majster len niekoľko sekúnd na to, aby ich vzájomne správne umiestnil. Čím kratšie je toto obdobie, tým lepšie. Ak dôjde k prekročeniu časového limitu, deformácia sa stane nevratnou a pevnosť spoja sa zníži..
Neskúsení remeselníci sa niekedy pokúšajú okamžite odstrániť previs, ktorý sa objaví počas procesu zvárania. To by ste nemali robiť, pretože nechladený spoj sa v tomto okamihu môže ľahko zdeformovať. Sklz by mal byť odstránený po vychladnutí spojenia. Ešte lepšie je, keď rúru neprehrievate, potom sa prehnutie jednoducho neobjaví.
Chyba č. 3 – nesprávne zvolený materiál
Ak sa na inštaláciu vyberú lacné polypropylénové rúry nízkej kvality, ani tá najšikovnejšia inštalácia neochráni majiteľov domov pred poškodením. Najlepšie je kupovať rúry a tvarovky od rovnakého spoľahlivého dodávateľa, vybrať si dobrú spoločnosť atď. Lakomec zaplatí dvakrát.
Ďalším problémom tohto druhu je pokúšať sa spojiť dve kvalitné rúry od rôznych výrobcov. Chemické zloženie týchto prvkov sa môže líšiť, preto sa tieto rúry pri zahrievaní správajú odlišne. Za týchto podmienok je takmer nemožné dosiahnuť spoľahlivé spojenie..
Chyba č. 4 – zanedbanie pravidiel inštalácie
Zlá kvalita zvárania polypropylénových rúrok je spôsobená rôznymi chybami pri spájaní tvarovky a potrubia. Ak napríklad rúrka nie je úplne zasunutá do tvarovky, vytvorí sa medzi jej okrajom a vnútorným dorazom tvarovky medzera. Výsledkom je miesto, kde je vnútorný priemer väčší a hrúbka steny menšia, ako sa plánovalo. Konštrukčný prevádzkový tlak pre takýto úsek nebude dostatočne vysoký, bežné zaťaženie tu môže byť nadmerné, čo povedie k úniku..
Je tiež neprijateľné používať nadmernú silu pri zavádzaní vyhrievaného okraja potrubia do tvarovky. V tomto prípade sa vo vnútri môže vytvoriť výrazné prehĺbenie. V dôsledku toho bude priepustnosť potrubia nižšia ako vypočítané ukazovatele, čo negatívne ovplyvní prevádzku potrubia..
Niekedy sa príčinou porušení stane obyčajná ľudská lenivosť alebo nedbalosť. Napríklad tvarovku poškodenú pri spájkovaní rúr je určite potrebné vymeniť za novú. Ak potrebná časť nebola po ruke, neopatrní remeselníci jednoducho spájkovali tvarovku koniec-koniec s rúrkou. Nejaký čas takéto spojenie vydrží, ale postupom času bude treba problém s únikom vyriešiť..
Nuansy práce: ako bez problémov spájkovať plastové rúrky
Vyššie uvedené pokyny popisujú všeobecné ustanovenia pre zváranie polypropylénových rúr. Existujú však zaujímavé body, ktoré môžu neskúseného majstra zmiasť..
Pracujeme na pracovnom stole a „na mieste“
Nie všetky uzly budúceho potrubia je možné spájkovať pohodlne na pripravenom pracovnom stole. Samozrejme, malo by sa tam vykonať maximum práce a nejde vôbec o osobný komfort majstra – preto je menšie riziko nesprávneho spojenia prvkov. Niekedy je však potrebné spájkovať diely „na mieste“, takže je lepšie vopred označiť schému budúcej komunikácie na stenu, podlahu alebo strop, pripevniť spony, ktoré držia rúry v požadovanej polohe..
Opravujeme zvárací stroj
Pri vkladaní a vyberaní vyhrievaných prvkov bude doska stolu, nijako neupevnená, „žehličkou“ trhať v rôznych smeroch. To vedie k problémom s extrakciou úlomkov a popáleninám (pri pokuse držať padajúci aparát), ako aj k jeho zlomeniu..
Preto je lepšie pripevniť spájkovačku na pracovný stôl alebo pracovnú plochu akýmkoľvek dostupným spôsobom – pomocou “natívneho” alebo pridaného do svorky konštrukcie, skrutiek a tak ďalej..
Vyžaduje sa odizolovanie!
Jedným z pozoruhodných príkladov je spájanie výrobkov vystužených hliníkom nie vonku, ale v strede steny..
Na správne spájkovanie takýchto polypropylénových rúrok je potrebné odizolovať hliníkovú vrstvu – ako to však urobiť, ak je umiestnená medzi plastovými vrstvami a nie zvonku?
Na tento účel existuje špeciálny nástroj na orezávanie, ktorý vám umožňuje odstrániť hliníkovú fóliu medzi vrstvami..
Rezné hrany „zoškrabujúce“ fóliu sú odsadené do stredu výrobku. Tým sa odstráni hliník a plast zostane na svojom mieste – rúrka je pripravená na zváranie..
Fotografia ukazuje, ako vyzerá križovatka medzi pripravenými (vpravo) a nepripravenými (vľavo) fragmentmi. Je zrejmé, že v prvom prípade sa ukázalo, že adhézia je hustá, v druhom je jasne viditeľná delaminácia. Pri krátkodobom použití táto vada nevadí, ale pre potrubia, ktorými je dodávaná teplá voda (z kotla alebo vykurovacieho kotla), je možné odtlakovanie a porucha komunikácie.
Diagram ukazuje dôsledky voľného spoja dvoch zdanlivo zváraných rúrok, delaminácie produktu a napučania vonkajšej polypropylénovej vrstvy počas prevádzky..
Dôležité: Rúry vystužené sklenými vláknami nie je potrebné odizolovať! Je to spôsobené skutočnosťou, že teplota zvárania používaná pre polypropylén umožňuje roztaviť sklenené vlákno až do bodu difúzie..
Správny strih
Používateľom sa niekedy zdá, že šikmé rezanie rúrky – pod uhlom 45 stupňov – môže zväčšiť kontaktnú plochu a tým spevniť zvar. V skutočnosti to tak je, ale s týmto druhom orezávania nastávajú problémy:
Posledný uzol nie je zváraný!
K tomu dôjde, ak neskúsený zvárač nepresne vypočítal dĺžky a umiestnenie fragmentov potrubia. Keď nie je možné vložiť tŕň s dýzami a spojkou medzi posledné dva zvárané prvky, môžete problém vyriešiť inak – zvárať kovové vložky do prvkov, ktoré sa majú spojiť.
Takýto závitový pár s prevlečnou maticou vám umožní pevne a kvalitne upevniť dva úlomky a súčasne bez problémov zvárať..
Nehnali by ste lacno, pop
Pokus ušetriť peniaze pri nákupe rúrok a tvaroviek je v budúcnosti plný netesností a napučiavania rúrok, takže je lepšie kupovať výrobky od dôveryhodných výrobcov..
Je tiež potrebné opustiť kombináciu výrobkov od rôznych spoločností – malý rozdiel v zložení alebo technológii výroby tovaru niekedy vedie k zásadným problémom v hotovej komunikácii.
Najlepšie stroje na zváranie polypropylénových rúr do 1000 W
S týmto indikátorom sa vyrábajú zváracie stroje oboch foriem (xiphoidné a valcové). Ich vlastnosťou je jeden vykurovací prvok vo vnútri, vďaka ktorému dochádza k pomalému ohrevu foriem a zváraniu rúr..
Pokiaľ ide o vybavenie, všetko závisí od nákladov: veľmi jednoduché modely majú iba svetelnú indikáciu, vypínač a regulátor teploty. Drahšie sú vybavené displejom a uvedené nastavenia elektronicky presne podporujú. Hodnotenie spájkovačiek na spájkovanie polypropylénových rúrok s výkonom až 1 000 W vám pomôže vybrať si ten správny nástroj.
Inforce 03-24-01
Prémiový model od ruského výrobcu vybavený digitálnym displejom a elektronickou reguláciou teploty. Ovládanie sa vykonáva pomocou štyroch tlačidiel na pravej strane puzdra. Žehlička má tri otvory na upevnenie príloh.
+Výhody Inforce 03-24-01
-Nevýhody Inforce 03-24-01
Výkon. Dobrý stroj na spájkovanie plastových rúrok od rôznych výrobcov. Elektronika udržiava nastavený počet stupňov s presnosťou + -5, čo pomôže neprepáliť konce a vytvoriť hladké kĺby bez prehýbania. Takáto spájkovačka je najlepšia pre uponáhľané zváranie, kde je veľmi dôležitý estetický vzhľad hotovej komunikácie..
Gigant GPW-1000
Jednoduchá spájkovačka od ruského výrobcu s výkonom 1000 wattov. Má mechanický regulátor teploty, dve diódy na indikáciu prevádzky, obdĺžnikový stojan na stole. Vykurovacie teleso má dva otvory na inštaláciu dýz s rôznymi vzdialenosťami od okraja.
+Výhody Gigant GPW-1000
-Nevýhody Gigant GPW-1000
Výkon. Zvárací stroj je veľmi jednoduchý a nie je určený na zložité úlohy. Preto je jeho cena jednou z najnižších. Je ideálny pre osobné použitie pri inštalácii vykurovacieho alebo vodovodného systému. Trysky od 20 do 63 mm umožňujú inštaláciu vodovodného systému akéhokoľvek priemeru v tomto rozsahu.
Elitech SPT 1000
Kompaktná tyčová spájkovačka na polypropylénové rúry s priemerom od 16 do 32 mm. Má výkon 1 000 W a termostat mechanického typu. K dispozícii je kovový stojan vo forme malého skladacieho taniera.
+Výhody Elitech SPT 1000
-Nevýhody Elitech SPT 1000
Výkon. Takýto zvárací stroj je vhodný na vlastnú montáž teplej podlahy v súkromnom dome. S kompaktnou tyčou sa dá ľahko plaziť pod ďalšou komunikáciou a ukotviť na mieste. 16 mm spojka je ideálna na vedenie úzkych rúr blízko seba.
Kaliber SVA-1000T
Tyčová spájkovačka od ruského výrobcu “Caliber” s tromi dýzami na topánky a výkonom 1000 wattov. V hornej časti má dve diódy na indikáciu pripojenia k sieti a dosiahnutie nastavenej teploty.
+klady
-Mínusy
Výkon. Toto je najlepšie zariadenie na spájkovanie polypropylénových rúr vo vašej kuchyni alebo kúpeľni, aby sa namiesto oceľových komunikácií vykonalo vedenie. Bude pre nich výhodné pracovať aj pre začiatočníkov. Výhodou modelu je jeho hmotnosť 1 kg, takže udržiavanie spájkovačky na hmotnosti neovplyvní kvalitu švu..
Špecialista PTP-1000
Spájkovačka je určená na lepenie rúrok PP, PVC, LDPE, HDPE soketovou metódou, ohrieva vložené diely na teplotu tavenia pre ich následné spojenie. Montuje sa na stojan pre pohodlnú prácu. Vykurovacie teleso ohrieva pracovnú plošinu a pevné vymeniteľné hlavy. Umožňuje opraviť 2 prílohy súčasne. Matrice sa skladajú z 2 častí. Stroj sa vyznačuje pohodlnou rukoväťou a termostatom, ktorý poskytuje požadovaný teplotný režim v závislosti od teploty vzduchu a použitého potrubia. Inštalatérske nástroje je možné použiť v miernom podnebí s relatívnou vlhkosťou nie vyššou ako 80%.
Z pozitívnych je možné rozlíšiť:
Záporné body:
Práca v podmienkach vysokej vlhkosti je zakázaná.!
ZUBR AST-800
Spájkovačka sa používa na zváranie plastových dielov. Výkon 800 W zaisťuje rýchly štart zariadenia a dobrú rýchlosť lepenia. Teflónové nepriľnavé vykurovacie dýzy sú určené pre rúry rôznych priemerov. Žiadna priľnavosť roztaveného plastu. Telo zváracieho stroja je vybavené indikátormi varovania pred zapojením a zahrievaním. Všetky diely sú uložené v kovovom boxe, ktorý eliminuje ich stratu počas prepravy. Gumová rukoväť poskytuje bezpečné uchopenie. Štrukturálna stabilita je zaistená priloženým stojanom.
Kupujúci tohto modelu zdôrazňujú nasledujúce výhody:
Tiež sú zaznamenané nevýhody:
Bort BRS-1000
Zariadenie na zváranie s pohyblivou objímkou s vykurovacím telesom je určené na spájanie dielov zo syntetických materiálov a tvaroviek z PV, PE, PP a PVDF. Vykurovacie vsuvky a skrinky náprav je potrebné zvoliť v závislosti od veľkosti potrubí. K vykurovaciemu prvku sú pripevnené pomocou kľúča s kolíkom. Jedno vykurovacie teleso môže byť vybavené dvoma dýzami. Pri pripájaní zariadenia k sieti je zapnutý jeden alebo oba vykurovacie články. Po zahriatí termostat vypne napájanie, podsvietenie zhasne a informuje, že spájkovačka je pripravená na prácu. Zváranie zásuvky zahŕňa prekrývanie okrúhleho potrubia a tvarovanej časti. Zvárač má mnoho negatívnych aj pozitívnych recenzií..
Medzi výhody patrí:
Z mínusov poznamenávajú:
CALIBER SVA-900T
Na zváranie objímok polypropylénových rúr a drobných tvaroviek sa kupuje ručné náradie. Je možné pracovať iba bez korozívnych plynov. Konštrukcia je namontovaná na stojane. V tele je namontovaný termostat a vykurovacie teleso, ktoré je spolu so spárovanými hlavicami považované za hlavný pracovný nástroj. Čas tavenia závisí od rozmerov potrubia a tvarovky. Optimálna teplota lepenia je 260 stupňov. Nastavenie sa vykonáva pomocou gombíka termostatu..
Kupujúci hodnotia tento model rôznymi spôsobmi a zdôrazňujú nasledujúce výhody:
Subjektívne nevýhody sú:
Kolner KPWM 800MC
Zariadenie na zváranie plastových rúr je vybavené 6 špeciálne potiahnutými dýzami, ktoré uľahčujú zváranie. Zariadenie spotrebuje 800 W energie, čo naznačuje jeho účinnosť a spoľahlivosť. Okamžite sa zahreje na prevádzkovú teplotu 300 ° C. Pripojené sú dýzy potrebné pre inštalatérske práce, masívny stojan na stabilizáciu a upevnenie spájkovačky a nádoba na skladovanie zariadení a príslušenstva. Po spájkovaní je potrebné na krátku dobu držať spojenie, aby sa zvárané prvky spárovali a ochladzovali. Je vybavený dlhým 2-metrovým káblom. Telo je vyrobené v žltej farbe.
Z výhod je potrebné poznamenať:
Spájkovačka má iba jednu nevýhodu, ktorou je nestálosť podkladu a nemá vplyv na funkčnosť. Stojan je možné vyrobiť ručne.
Najlepšie stroje na zváranie polypropylénových rúr s výkonom viac ako 1000 W
Zváracie stroje v tejto kategórii majú výkon od 1500 do 2000 W. Toto zariadenie sa vyznačuje zrýchleným zahrievaním, ktoré zvyšuje produktivitu – je možné vytvoriť viac spojov súčasne. Pokiaľ ide o tesnosť švu, pri menej výkonných modeloch nie je žiadny rozdiel v kvalite.
Tieto spájkovačky na polypropylénové rúrky sú spravidla vybavené dvoma vykurovacími prvkami, ktoré je možné zapnúť súčasne alebo striedavo, čo vám umožňuje presnejšie zvoliť teplotu a čas ohrevu, ako aj spotrebu energie. Takéto modely sa vyznačujú bohatšou sadou a sú vhodnejšie na profesionálne použitie..
Inforce 03-12-02
Zariadenie s výkonom 1 700 W s dvoma prepínačmi, ktoré umožňujú pracovať v jednom z troch režimov: 700 W, 1 000 W, 1 700 W. Dodáva sa s konzolou na horizontálne umiestnenie na stôl alebo fixáciou vo vertikálnej polohe a upínacím zverákom.
+Pros pre Inforce 03-12-02
-Nevýhody Inforce 03-12-02
Výkon. Toto je najlepšia spájkovačka pre PP rúrky vďaka veľmi kvalitným tryskám. Teflónový povlak je hrubý a trvá dlho, kým sa z neho odstránia stopy plastu. Zariadenie je vhodné na časté používanie na miestach s veľkým objemom práce.
PATRIOT PW 205
Zjavná spájkovačka s výkonom 2000 W s tromi otvormi na ohrievači na upevnenie matríc v rôznych vzdialenostiach od okraja. Vybavený dvoma vypínačmi a termostatom na pravej strane puzdra. Vybavený stojanom v tvare X.
+Odporúčam PATRIOT PW 205
-Nevýhody PATRIOT PW 205
Výkon. Tento spájkovací stroj na polypropylénové rúrky je vhodný pre aplikácie, kde je prioritou rýchlosť. Celkový výkon dvoch ohrievačov je 2 000 W, takže zahriatie konca trubice a tvarovky zaberie minimálny čas a za jeden deň práce bude možné vykonať veľký počet kĺbov.
Elitech SPT 1500
Spájkovačka má výkon 1 500 W a sadu zápustiek na rúrky s priemerom 20 až 63 mm. Predná časť žehličky je naostrená, aby sa zlepšil prístup do tesných priestorov.
+Odporúčam Elitech SPT 1500
-Nevýhody Elitech SPT 1500
Výkon. Vynikajúca možnosť pre majstra s prácou v teréne. Sada obsahuje všetko, čo potrebujete na inštaláciu prívodu vody alebo kúrenia: zvinovací meter, rezačka rúrok, hladina, rukavice. Naostrený ohrievač uľahčí ručné ovládanie dokovania v tesných priestoroch.
STURM TW7218
Má výkon 1 800 W s jedným pracovným režimom a reguláciou teploty od 0 do 300 stupňov. Valcové vyhrievacie teleso je potiahnuté nepriľnavým povlakom, aby zostalo dlhšie čisté.
+Výhody STURM TW7218
-Nevýhody STURM TW7218
Výkon. Vďaka svojmu kompaktnému tvaru, krátkej tyči a vysokému výkonu je pre nich ľahké zapojenie z kotolne okolo domu, napájanie zospodu do vykurovacieho telesa, napájanie kotla zozadu a pripojenie obehového čerpadla k systému. Prítomnosť dýzy s priemerom 16 mm umožňuje jej použitie pri inštalácii podlahového vykurovania.
Denzel DWP-2000
Zvárací stroj doma spája polypropylénové a kovoplastové rúry. Počas prevádzky dochádza k zahrievaniu, zmäkčovaniu a dokovaniu 2 montážnych komponentov. K dispozícii je možnosť nastavenia vykurovania. Dodáva sa so šiestimi vymeniteľnými matricami na spájanie dielov s priemerom 20-63 mm. Trysky potiahnuté teflónom zabraňujú priľnavosti plastových prvkov. Vhodný pre domácnosti a poloprofesionálne oblasti.
Zariadenie má nasledujúce výhody:
Medzi nedostatky je možné poznamenať malú dĺžku prívodného kábla a nízku kvalitu dodávaných nožníc na polypropylénové rúry. Zariadenie má vysoké hodnotenie a vynikajúce recenzie videa, ktoré nájdete na internete..
Burčiak! TW7219
Zváračka je skutočným pomocníkom pre samoukov i profesionálov. Je široko používaný v oblasti inštalatérskych prác, rýchlo a spoľahlivo spája potrubné systémy. Roztavený materiál sa nelepí na zváracie povrchy. K dispozícii sú 2 vykurovacie telesá, ktoré je možné zapnúť samostatne. Priemer dýz sa pohybuje od 20 do 63 mm. Zariadenie je vybavené špeciálnym vykurovacím panelom, ktorý je upevnený v drážke plášťa. Vďaka podnožke je pre remeselníka práca s spájkovačkou jednoduchá. Indikátor signalizuje zahrievanie stroja a automaticky sa vypne, keď sa dosiahne maximálna teplota.
Výhody zariadenia sú tieto:
Z mínusov je možné poznamenať:
Pri údržbe stroja používajte iba originálne spotrebné diely a príslušenstvo. V opačnom prípade sa zariadenie môže pokaziť..
VALTEC ER-04
Inštalatérske náradie sa používa na odporové zváranie polypropylénových rúr a spojok. Balené v kovovej škatuli so stojanom, úrovňou, sadou vymeniteľných vykurovacích telies rôznych priemerov, nožnicami, zvinovacím metrom a šesťhranným kľúčom na upevnenie matríc. Priložený návod na použitie. Elektrická spájkovačka sa zahrieva za 10 minút. Na tele zariadenia je umiestnená kontrolka zapnutia a ovládania vykurovania, ktorej stupeň je možné nastaviť.
Sada zváracieho zariadenia má nasledujúce výhody:
Medzi nedostatky patria:
DIOLD ASPT-4
Zváračka s menovitým príkonom 1500 W je široko používaná v každodennom živote. Líši sa v použití, umožňuje vám rýchlo namontovať potrubný systém na akýkoľvek účel. Práca sa vykonáva metódou polyfúzneho zvárania plastových plechov. Bezšvové spájkovanie zaisťuje vysokú pevnosť spoja. Dodacia sada obsahuje zariadenie, stojan, sadu 6 vymeniteľných matríc (20, 25, 32, 40, 50, 63 mm), skrutku, nástrčný kľúč, skrutkovač, zvinovací meter, rukavice, nožnice, technické dokumentáciu. Napájanie zo štandardnej elektrickej siete s poistkovou zásuvkou.
Výhody DIOLD ASPT-4 sú:
Nevýhody modelu:
CANDAN CM-06
Zariadenie na lepenie polypropylénových rúrok je spoľahlivé, ľahko ovládateľné, nenáročné na údržbu. Je to lacné. Používa sa na klampiarske práce s rúrami a tvarovkami d 16-50 mm. Vybavený nástrojmi potrebnými na spájkovanie a zabalený v kovovom kufríku. K dispozícii sú teflónové hroty d 20,25,32,40 mm, fréza, stojan v tvare kríža, úroveň, kľúče, zvinovací meter. Spínače sú vybavené kontrolkami na monitorovanie vykurovania. Termostat udržuje požadovanú teplotu. Dvojité vykurovacie teleso vám umožňuje nainštalovať 3 matice súčasne. Tepelne odolný napájací kábel odoláva vysokým teplotám.
Pozitívne vlastnosti zariadenia sú:
Žiadne mínusy, okrem slabých nožníc..
Wester DWM 1500LE
Zariadenie je určené na pripojenie termoplastických rúr v akejkoľvek polohe. Napájané zo štandardnej elektrickej siete 220V. Výkon podľa technického listu je 1500 W. Vhodné pre rúry s priemerom až 63 mm. Charakteristikou zváračky je schopnosť ukotviť diely s rôznou hrúbkou steny. Udržiava teploty od 0 do 300 ° C. 6 trysiek vhodných pre najbežnejšie potrubia.
Tento model má nasledujúce výhody:
Nevýhody zváračky:
Wert WPT 1600
Vysokovýkonné zariadenie vykonáva vysokokvalitné lepenie polypropylénových rúrok pri inštalácii vodovodného systému v obytných a nebytových priestoroch. Napriek nízkej cene nie je tento model nižší ako profesionálne zariadenia. Spájkovačka spoľahlivo zvára konštrukcie s priemerom 20-40 mm, netesnosti vo šve sú vylúčené. Pripojenie je vytvorené komplexne a nevyžaduje ďalšie diely. Súčasťou je stojan na bezpečnú inštaláciu stroja. Existujú indikátory vykurovania a pripojenia k elektrickej sieti. Zariadenie je zabalené v kovovej škatuli, pozostáva zo samotného stroja, podpery, sady trysiek, šesťhranného kľúča, skrutkovača a skrutky.
Výhody tohto modelu:
Nevýhody vodovodných armatúr sú:
AQUAPROM ASP.1.5 / 6
Spájkovačka robí zvárané spoje plastových dielov. Zariadenie patrí do triedy domácností, ale celkový výkon 1,5 kW stačí na to, aby bol použitý nielen pre domácnosť, ale aj pre profesionálne potreby. Konštrukcia sa skladá z 3 častí: rukoväť, puzdro s termostatom, vykurovacia časť. Pred začatím spájkovania je zariadenie pripojené k elektrickej sieti 220V. Forma zahrievania je xiphoid. Sada obsahuje zvinovací meter, plastovú škatuľu, kľúče na pripevnenie 6 spárovaných trysiek. Veľké hlavy sa predávajú samostatne. Pred kúpou produktu sa odporúča, aby ste sa zoznámili s jeho pozitívnymi stránkami. Kupujúci odporúčajú tento spotrebič na domáce použitie.
Jeho výhody sú:
Pokiaľ ide o domáce spotrebiče, nevýhody sú nevýznamné. Mnoho remeselníkov sa sťažuje na kolísavý stojan a nekvalitné puzdro..
Príprava na inštaláciu vodovodného systému z polypropylénových rúrok
Je bezpečné povedať, že vysokokvalitná príprava na montáž elektroinštalácie do značnej miery určuje jej výkon a trvanlivosť..
Výber schémy zapojenia
V súčasnosti existujú dve hlavné schémy inštalácie potrubí:
T -kus – s ním je každý spotrebiteľ vody spojený s centrálnym potrubím spojeným so stúpačom. Na tento účel sa používajú odpaliská..
Nevýhodou takejto schémy je skutočnosť, že pri súčasnom otvorení niekoľkých kohútikov tlak v prívodnom potrubí prudko klesá a prietok vody v každom z nich klesá. Obzvlášť postihnuté sú body analýzy vzdialené od stúpačky.
Druhým negatívnym bodom je, že ak dôjde k potrebe súčasných opráv, musíte na tento čas vypnúť celý okruh prívodu vody.
T -odpaly sa používajú v bytoch alebo malých súkromných domoch. Medzi výhody patrí jednoduchá inštalácia a relatívne nízka spotreba materiálu..
Schéma zapojenia kolektora. Tento spôsob vytvorenia vodovodnej siete spočíva v tom, že prívodné potrubie je vedené zo stúpačky do topografického stredu vodovodného systému a končí inštaláciou hrebeňa.
Hrebeň je krátka odbočná rúrka so závitovými výstupmi pre guľový ventil, ktorý je na ňom nainštalovaný. Tak sa vytvorí distribučná jednotka, z ktorej sa vedie vedenie do miest spotreby..
Vďaka tomu je možné samostatne vypnúť akýkoľvek bod spotreby vody. Zvyšok systému naďalej funguje ako obvykle s rovnakým prietokom vody.
Teplotné režimy prevádzky
Výrobcovia inštalatérskych výrobkov deklarujú maximálnu teplotu chladiacej kvapaliny na 95 stupňov. Fyzikálne vlastnosti materiálu sa však od tohto ukazovateľa trochu líšia..
Zmäkčenie polypropylénu sa začína prejavovať pri teplote asi 140 stupňov, topenie nastáva pri 175. Vzhľadom na tieto parametre môžeme dospieť k záveru, že tento materiál je vhodný pre akékoľvek potrubia vykurovacej vody, s výnimkou pary.
Prevádzková teplota v parných vedeniach je presne 175 stupňov.
Zdá sa, čo by mohlo byť lepšie? Zvláštnosťou materiálu je, že začína mäknúť od teploty 135 stupňov. Rozloženia sa začínajú prepadávať, rednúť a nakoniec sa lámať.
Výrobcovia polypropylénových rúr oficiálne deklarujú výrazne nižšiu prípustnú teplotu, pričom chcú svoje výrobky poistiť a zaistiť ich väčšiu trvanlivosť.
Je potrebné poznamenať, že v správne vybavenom obydlí s dostatočnou tepelnou ochranou stien taká prevádzková teplota úplne stačí.
Je potrebné poznamenať, že v vykurovacích systémoch sa odporúča používať vystužené polypropylénové rúry, ktoré majú množstvo výhod:
Odborná rada
Aby bola zaistená maximálna spoľahlivosť potrubných spojov, odborníci odporúčajú dodržať nasledujúce požiadavky:
Spájkovanie na ťažko dostupných miestach a rohoch
Pri spájkovaní rúrok umiestnených na ťažko dostupných miestach, napríklad v blízkosti povrchu stien alebo stropov, sa používa špeciálna technika, ktorá spočíva v postupnom zahrievaní častí priameho a spojeného spoja spájkovačkou. Zahrievanie príruby priameho úseku trvá dlhšie, aby sa nestihlo vychladnúť, keď je náprotivok obrobku v prevádzke..
Hladkosť linky v miestach rohových spojov rúr je možné dosiahnuť pomocou špeciálnych rohových adaptérov a tvaroviek. V tomto prípade je dôležité vopred veľmi presne označiť na prívodných rúrach hĺbku ich vstupu do telesa rohového kusu.
Pripojenie plastových rúrok bez spájkovania
Plastové rúry nemusia byť zvárané, môžu byť spojené špeciálnym lepidlom. Aplikuje sa na celý predtým odmastený povrch úseku potrubia, ktorý bude vložený do zásuvky. V zásuvke je vnútorný povrch tiež odmastený a pokrytý lepidlom, ale iba o 2/3. Pre lepšiu priľnavosť je povrch rúrok pre lepený spoj pred odmasťovaním ošetrený brúsnym papierom..
Pripravená časť potrubia je vložená do zásuvky, kým sa nezastaví a neotáča sa o 90 stupňov. V tejto polohe by mali byť lepené diely držané 1 – 1,5 minúty, kým lepidlo nestuhne..
Lepidlo úplne zaschne za niekoľko hodín..
Plastové kanalizačné potrubia vedúce do septiku je možné pripojiť pomocou lisovacej armatúry. Pri tejto metóde pozostáva proces spájania potrubí z nasledujúcich etáp:
Upevnenie tvaroviek sa vykonáva ručne alebo pomocou vidlicového kľúča. Pôsobiaca sila nesmie byť nadmerná, inak by mohlo dôjsť k prasknutiu rúrok..
Metóda rozšírenia používa vysoko elastický O-krúžok. Tesnosť spoja je zaistená stlačením tesnenia medzi stenami zásuvky a hladkým koncom potrubia.
Zváranie plastových rúrok veľkého priemeru
Na pripojenie rúrok s priemerom viac ako 50 mm a hrúbkou steny 4 mm alebo viac sa používa technológia spájkovania na tupo, ktorá spočíva v súčasnom zváraní koncov 2 segmentov po celej rovine. Najťažšou vecou v tejto metóde zvárania je správne zarovnať spoje a zabezpečiť požadovanú dĺžku medzery medzi časťami..
Preto sa v procese tupého zvárania rúr s veľkým priemerom používajú vodidlá alebo centralizátor rúrok. Poskytne vysoko kvalitnú a spoľahlivú fixáciu zváracích segmentov.
Samotná práca sa vykonáva v nasledujúcom poradí:
Bežné otázky a odpovede o spájkovaní PP
Môžem spájkovať rúry od jedného výrobcu a tvarovky od iného? Samozrejme to je možné, ale chcem vás upozorniť, že spojky aj potrubia by sa mali používať v správnej kvalite. Nepoužívajte diely od nemenovaných výrobcov. Neprofesionálne obchody často predávajú rúry od rôznych spoločností a tvarovky sú rovnaké od nemenovaného výrobcu. Neodporúčam používať takýto balík. Vo všeobecnosti nič nebráni spájkovaniu rúrok a tvaroviek od rôznych výrobcov, s rôznymi výstužami alebo bez nich na rôznych stranách spojky.
Polypropylén sa lepí na nástavce – čo robiť? Prvým krokom je kontrola skutočnej teploty na spájkovačke – je celkom možné, že nezodpovedá teplote na termostate. Roztavený plast sa častejšie začína lepiť na poškriabané trysky, preto by sa nemali čistiť kovovými predmetmi. Nástavec je možné čistiť ťažkým papierom alebo lepenkou, ale spravidla to nedáva dlhotrvajúci účinok. Ak sa dýza začala aktívne špiniť, potom by bolo najvhodnejším riešením kúpa novej..
Kedykoľvek sa však z polohy dočasne vymante "lepkavé" tryska môže. Aby sa nezkazil zváraný šev a tryska zostala čo najčistejšia, pri odstraňovaní potrubia a tvarovky z dýzy je potrebné ich trochu otočiť..
Môžu byť polypropylénové rúry ohnuté? Nemôžete ich ohýbať ani počas inštalácie, ani po nej. Ak je počas inštalácie potrebné potrubie ohnúť, mali by sa použiť obrysy alebo kombinácie uhlov. V záujme spravodlivosti stojí za zmienku, že slabým bodom ohýbania potrubia je spoj medzi rúrkou a tvarovkou. Tento bod konjugácie sa odlomí s určitou snahou zlomiť. Aby ste sa o tom presvedčili, stačí spájkovať testovaciu štruktúru z rohu a dvoch 50 cm rúrkových častí a pokúsiť sa to zlomiť "poker" ručne.
Niekedy je potrebné spájkovať uzol s neštandardným uhlom. Pripomeniem, že rohy PP sú splnené iba dvoch typov: 90 a 45 stupňov, aspoň s inými som sa nestretol. Ale čo keď potrebujete otočiť potrubie iného stupňa? Poznám dve metódy:
S pomocou dvoch 45 ° rohov môžete vytvoriť ľubovoľný uhol zmenou vzájomného uhla natočenia rohov. Nevýhodou tejto metódy je, že kvôli neštandardnému otáčaniu nebude spojenie v rovnakej rovine..
Druhým je nesprávne zarovnanie potrubia a tvarovky na viacerých spojoch. Nezabudnite, že rovnosť v mieste spoja potrubia a tvarovky by sa nemala líšiť o viac ako 5 °.
Ako spájkovať rúry, ak nedrží faucet? Je prísne zakázané zvárať, ak je v oblasti, ktorá sa má spájkovať, prítomná voda. Ak z nejakého dôvodu nie je možné úplne vypnúť vodu, musíte ju počas zvárania zastaviť. Na internete sa odporúča potrubie upchať strúhankou, ale problém je v tom, že drobček je novo vytvoreným tlakom v potrubí okamžite vytlačený. Preto bude metóda fungovať iba vtedy, keď je možné otvoriť časť na miesto spájkovania na výstup vzduchu. A keď sú rúrky zvarené dohromady, drobček pri pôsobení tlaku ľahko vyskočí.
Tip: ak ste počas zvárania počuli syčanie vody na tryske – je lepšie prerezať a znova vytvoriť uzol! Je lepšie stráviť viac času inštaláciou, ako opravovať a odstraňovať úniky v budúcnosti, s množstvom problémov, ktoré sa objavili.!
Táto fotografia ukazuje, že uzáver filtra bol odskrutkovaný a prebytočná voda odtiaľ steká po tkanine. A na mieste spájkovania je strúhanka upchatá. Vďaka otvorenému filtru sme mali o niečo viac ako minútu čas na spájkovanie, kým voda nevytlačila drobenku..