
Svejsning af polypropylenrør: hvad er det?
Den vigtigste egenskab ved polypropylen er øget stivhed, umulighed for bøjning. Takket være denne kvalitet har de vundet popularitet. Af denne grund producerer industrien en bred vifte af de samme fittings til systemer med forskellige konfigurationer. Disse er koblinger, bypasser, adaptere, tees, hjørner osv..
Hovedbetingelsen for operationens succes er sammenfaldet af parametrene (diameter, vægtykkelse) af de elementer, der skal sammenføjes. Disse fittings er forbundet med rør ved lodning eller svejsning. Begge elementer opvarmes til smeltepunktet og hurtigt, i en varm tilstand, dock. Efter 5-10 sekunder lades de afkøle. Som et resultat af enkle handlinger opnås en absolut stram forbindelse..
Ved svejsning bruges materialediffusion, på grund af hvilken repolymerisering sker – en proces, hvor begge dele bliver til en helhed til en monolit. Opvarmningstemperaturen påvirkes af diameteren og tykkelsen af væggene i de sammenføjede dele samt det materiale, hvorfra forstærkningslaget er fremstillet. For at kunne forbinde polypropylen til metal produceres kombinerede fittings. En af dem er metal, med en tråd, den anden er lavet af polymer.
Generelle begreber
Hvis du har brug for instruktioner om, hvordan du lodder polypropylenrør, så antager vi, at du allerede har studeret alle egenskaberne ved dette materiale, så vi vil ikke beskrive dette øjeblik grundigt.
Vi vil ikke desto mindre overveje de grundlæggende oplysninger om PP -rør, så et øjeblik i lodningsprocessen ikke bliver noget uventet for dig..
Ejendom af polypropylen
Polypropylen er et polymeriseringsprodukt af 2 gasser – ethylen og propylen. De blandes i et bestemt forhold. Som et resultat er det muligt at få granulat, hvorfra der laves rør. Dette gøres ved ekstruderingsmetoden..
Materialegenskaber er vist i tabellen:
| Indeks |
Betyder |
| Arbejdstemperaturområde |
-10 – +90 grader |
| Smeltepunkt af plast |
149 grader |
| Nominelt tryk |
1,5-2,5 atmosfærer |
De angivne egenskaber er velegnede til koldtvandsforsyning. Forstærkning af glasfiber eller aluminium gør det muligt at skaffe produkter, der er egnede til batterier og varmtvandsforsyning.
Varmebestandighed
Polypropylen begynder at blødgøre og ændre form, når den når 140 ºC. Fabrikanter mærker dog deres rør og fittings med en temperaturgrænse på kun 95 ºC. Som allerede nævnt i mange artikler er det uønsket at anvende polypropylenrør på varmeledninger..
Hvis dit bopæl er placeret i regionerne i det fjerne nord, og om vinteren observerer du ofte damp, der slipper ud af en varmtvandshane, så er det bedst at bruge kobber eller galvaniserede rør i stedet for PP -rør..
Termisk forlængelse
Under opvarmningsprocessen øger polypropylen betydeligt sine lineære dimensioner. Rør i et system fremstillet af sådant materiale begynder at synke i bølger i store lige sektioner. Hvis der installeres en tyk PP -varmestiger mellem lofterne og begrænses af tykke forbindelsesbeslag, kan de resulterende spændinger forårsage store problemer..

I sådanne situationer kan en nyhåndværker opleve komplikationer med lodning af polypropylenrør..
Professionelle håndværkere kan bruge en af flere løsninger:
- Alternativt kan du i stedet for PP -rør tage en forstærket version. Forstærket polypropylen har 5 gange mindre termisk forlængelseskoefficient. Desuden kan sådanne rør fungere under højere trykforhold..
- At ty til brugen af ekspansionsfuger. De er U-formede bøjninger af et lige rør segment. På grund af dets elasticitet forlænges polypropylen og forbliver samtidig fladt på grund af det faktum, at benene på det U-formede ekspansionsled er lidt tættere.
Forstærkning
Metoden til lodning af polypropylenrør afhænger af armeringstypen eller dens fravær:
- Med glasfiberarmering vil rørlodningsmetoden være den samme som for rørlodning uden forstærkning..
- Hvis røret har forstærkning med et lag aluminium, skal rørene rengøres med en særlig barbermaskine inden lodningsprocessen.

Rør, hvor forstærkningslaget er placeret mellem to lag polypropylen, rengøres med et vendende værktøj. I et sådant værktøj er en smal kniv placeret på siden af enden.
Det er bedre at være opmærksom på de forstærkede rør, hvis du planlægger at designe et vandforsyningssystem, hvorigennem varmt vand vil blive tilført. Hvis du bruger PP -rør til systemer med koldtvandstransport, så vil du kun bruge flere penge, i dette tilfælde er der simpelthen ingen fordel.
Loddeteknologi
Nedenfor beskriver vi, hvor korrekt og ved hvilken temperatur der skal loddes polypropylenrør:
- Først skal du måle og afskære det nødvendige stykke rør. Derudover skal du tilføje 14-25 mm, som passer ind i beslaget.
- Nu skruer vi den ønskede dyse ind i loddejernet og tænder for opvarmning. Denne proces vil tage flere minutter – denne tid bestemmer kraften i loddejernet..
De enkleste loddejern kan kun lodde polypropylen – de sørger ikke for temperaturkorrektion. Universelle er også i stand til at lodde lavsmeltende polyethylen, de kan justere temperaturen fra 260 til 280 ºC.

- Dernæst fjerner vi affasningen fra rørets ydre overflade, rengør aluminiumsarmeringen med en barbermaskine.
Til stripping skal et rør med ekstern forstærkning indsættes i værktøjet og drejes et par gange, hvis forstærkningslaget er indeni, skal værktøjet presses mod enden af røret og vendes med lidt anstrengelse.
- Vi satte røret på en bred dyse, og beslaget på en smal. Det vil tage et par sekunder for overfladerne af delene at smelte under påvirkning af temperaturen, og de bevæger sig et par centimeter langs dyserne. Vi venter et par sekunder mere, fjerner delene fra dyserne og sætter røret i beslaget. Vi holder ubevægelig i 10 sekunder, hvorefter vi kan antage, at forbindelsen er klar.
Du kan tydeligt finde ud af om processen med lodning af rør ved at se de videoer, der findes på Internettet.

Her er nogle nyttige tips til begyndere for at gøre lodningsprocessen lettere for dem:
- Affasning af rør skal under alle omstændigheder udføres. Hvis der ikke er en affasning, der fjerner indersiden af beslaget, skal du fjerne det selv, ellers er der i processen med at blødgøre plasten en høj risiko for at løfte plasten, når du sætter rør i den..
- Når røret indsættes i beslaget, må det ikke drejes. Dette vil forringe kvaliteten af forbindelsen betydeligt..
- Under smelteprocessen skal røret og beslaget indsættes kraftigt på dyserne, indtil de stopper. Ved tilslutning skal enden af røret svejses til beslaget. Dette gælder især for polypropylenrør med aluminiumforstærkning..
- Efter lodning aftørres de teflonbelagte dyser med en grov klud, ikke metalgenstande..
Vi håber, at du har fundet ud af at lodde PP -rør, og hvad der er nødvendigt for dette. Vellykket renoveringsarbejde!
Stiksvejsning
Metoden er enkel. I dette tilfælde bruges et specielt element til at fastgøre rør med samme diameter – en kobling. Den har en lidt mindre diameter. Under svejsning varmer den ydre del af røret og koblingens indre overflade op og smelter.

Specificering af lodning af polypropylenrør
Svejsning af polymerprodukter udføres ved hjælp af en teknologi, der implementeres ved brug af materialegenskaber. Polypropylen er fleksibel. Denne egenskab af PP -produkter erhverves imidlertid, når temperaturen ændres. Dens stigning til et vist niveau fremmer blødgøring af materialet..
Afkøling af den opvarmede rørforbindelse sker også hurtigt. Af denne grund forkortes lodde- / loddetiden. Hvis du udfører handlingerne for at forbinde kommunikation langsomt, falder kvaliteten af leddet. I dette tilfælde er det svært at sikre tætheden af sømmen..

Stikkontakt eller stikkontakt 
Lodninger af polypropylenrør og fittings 
Fastgørelse til afspærringsventiler 
Buttlodning af rør med stor diameter
Svejsning af polypropylenrør er mulig på grund af dette materiales egenskaber. Smeltetemperatur – fra + 149 ° С. Loddejern bruges til lodning af polypropylen. De leverer opvarmning af PP -produkter til et niveau på + 320 ° С, men der bruges en mindre intensiv driftsmåde (op til + 300 ° С).
Handl ikke på PP -rør med en varmekilde opvarmet til kritiske temperaturer. Det anbefales heller ikke at virke for længe på røret med et loddejern. Under sådanne forhold mister materialet sine egenskaber, produkterne krummer som følge heraf..
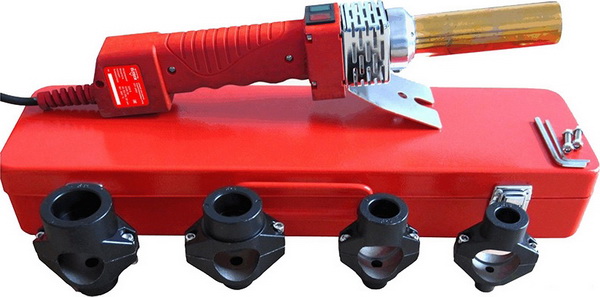
Karakteristika og udstyr til loddejern
Et loddejern til propylenrør ligner design og driftsprincip et almindeligt jern, det adskiller sig kun i form og formål.
Hoveddelene er en termostat og et kraftigt varmeelement samt et ergonomisk håndtag, stativ og udskiftelige dyser til forskellige rørdiametre.
PMoregulatoren sikrer, at en bestemt temperatur opretholdes, da overophedet eller underafkølet polypropylen ikke giver en højkvalitetsforbindelse under lodningsprocessen. Et andet formål med termostaten er at beskytte varmeelementet mod overophedning. Ifølge sit design kan varmeelementet være af to typer – rundt (dyser er spændt på det) og fladt i form af en jernsål med huller til fastgørelse af dyser. Den anden mulighed er mere populær.
Dyser til forskellige rørdiametre er inkluderet i sættet, og deres antal kan være forskellige for forskellige sæt, her er det allerede op til dig at vælge. De kan købes separat, hvis det kræves. Tilbehøret har en særlig belægning, der forhindrer PP i at klæbe. Nogle kits indeholder også specielle saks til skæring af propylenrør. Dette er et nødvendigt værktøj til installation, så hvis dit kit ikke indeholder dem, skal du helt sikkert købe dem. Som regel sælges et loddejern i en praktisk metalkasse til transport og opbevaring af alle dets dele..
Enheden og funktionsprincippet for værktøjet til svejsning af polypropylen
I dag beskæftiger mange indenlandske og udenlandske virksomheder sig med produktion af udstyr til tilslutning af plastrør, som forsøger at gøre det så bekvemt og effektivt som muligt. Til dette er loddejernene udstyret med yderligere funktioner, deres udseende, håndtagets placering og metoderne til fastgørelse af dyserne ændres. Imidlertid forbliver hovedelementerne og knudepunkterne de samme (fig. 1):
- termostat;
- varmeelement (varmeelement);
- krop med et håndtag;
- dyser.
Ifølge driftsprincippet ligner apparatet til svejsning af polypropylenrør et almindeligt jern. Først opvarmer varmeelementet komfuret. Det afgiver sin varme til dyserne, som opvarmer plasten til en bestemt temperatur og derved opnår den nødvendige viskositet. Hele processen overvåges af en termostat, ved hjælp af hvilken opvarmningstemperaturen holdes inden for de angivne grænser..
Pålideligheden af polypropylenforbindelsen afhænger direkte af termostatens stabilitet. Normalt er billige loddejern udstyret med termostater af lav kvalitet. Dette fører til det faktum, at plasten under svejsningen overophedes eller ikke opvarmes. Som et resultat får du en dårlig forbindelse. Derfor bør du ikke spare på at købe et loddejern. Når du vælger et værktøj til lodning af polypropylen, er det nødvendigt at foretrække udstyr med jævn temperaturkontrol og nøjagtig kalibrering..
Sådan vælges et jern til svejsning af polypropylenrør
Når man køber et værktøj til lodning af polypropylen, skal man være særlig opmærksom på følgende egenskaber:
- strøm;
- et sæt dyser;
- komplet sæt;
- fabrikant.
Strøm er den vigtigste tekniske egenskab ved loddejernet, hvor den maksimale diameter af de tilsluttede elementer afhænger, samt tidspunktet for deres opvarmning og dermed svejsningshastigheden. Det skal dog huskes på, at når du køber et værktøj, behøver du ikke jagte magt, da prisen på udstyr også stiger med stigningen..
Når du vælger en enhed til lodning af polypropylenrør med hensyn til effekt, er det nødvendigt at gange diameteren af de tilsluttede elementer med 10.
Som et resultat får du værdien af værktøjets minimumseffekt. For eksempel, hvis du ved design af et varmesystem skal tilslutte rør med et tværsnit på 40 mm, skal du i dette tilfælde købe et loddejern med en kapacitet på mindst 0,4 kW. For at udføre reparationsarbejde i din lejlighed eller private hus vil en jerneffekt på 0,7 kW være nok. Hvis du planlægger at bruge et loddejern til professionelle formål, når rørdiameteren kan nå 100 mm, anbefales det at købe en enhed med en effekt på op til 2 kW..
Et sæt dyser. Dyser af høj kvalitet til lodning af polypropylenrør skal opfylde følgende betingelser:
- have god varmeafledning
- har høj mekanisk styrke;
- opretholde sin størrelse i tilfælde af temperaturændringer.
Næsten alt moderne udstyr til rørsvejsning har mulighed for at bruge flere dyser med forskellige diametre på samme tid. Dette giver dig mulighed for at reducere installationstiden betydeligt, da der ikke er behov for at vente, til dysen er afkølet for at udskifte den.
Strukturelt består alle dyser af 2 dele: til ekstern (muffe) og intern (dorn) opvarmning af polypropylen (fig. 2). Enhver legering, der opfylder alle ovenstående krav, kan bruges som fremstillingsmateriale. Ved fremstilling af vedhæftede filer for at øge deres styrke og holdbarhed bruges forskellige belægninger. Oftest er det teflon, som også har en non-stick egenskab, så den opvarmede plast ikke klæber til vedhæftede filer..
Et sæt til svejsning af polypropylenrør kan have følgende konfiguration:
- Komplet. Perfekt til en professionel svejser. Pakken indeholder en svejsemaskine, en skruenøgle til dyser, et komplet sæt dyser og ekstra værktøjer, der letter installationsarbejde (fræser, målebånd osv.).
- Gennemsnit. Det inkluderer en svejsemaskine, en skruenøgle og almindeligt anvendte dyser (20, 25, 32 og 40 mm). Hvis du har brug for andre dyser til rørsvejsning, kan de købes separat..
- Minimumet. Der medfølger kun et loddejern til svejsning og en skruenøgle til dyser. Sådan et sæt har en relativt lav pris og er perfekt, hvis du skal lodde rør med samme diameter..
Virksomhedsproducent. På VVS -markedet er der loddejern til lodning af polypropylenrør fra forskellige producenter. Blandt dem er det første sted med hensyn til byggekvalitet og brugervenlighed besat af tjekkiske og tyske værktøjer. Det skal bemærkes, at det er ret dyrt, så det anbefales kun at købe det til professionelt arbejde..
Tyrkiske og indenlandske modeller af loddejern er billigere end deres tyske og tjekkiske modstykker, men deres tekniske egenskaber er noget værre. Til privat brug er sådant udstyr bedst egnet. Kinesisk fremstillede loddejern er de mest overkommelige, men lave omkostninger udmøntes ofte i en kort levetid..
Hvis du har brug for et loddejern til en enkelt reparation, så er kinesiske modeller den bedste løsning..
Sådan vælges et sæt til lodning af polypropylenrør?
Valg af værktøj er en af hovedstadierne i professionelt eller husholdningsarbejde. Af tekniske formål, installation af vandforsyningssystemer i et sommerhus, er det nok at købe et enkelt jern til lodning af polypropylenrør. Det er bedre at foretrække ikke kinesiske muligheder, men gennemprøvede europæiske og japanske mærker med elværktøj.
Inden du køber et værktøj til lodning af polypropylenrør, skal du sørge for, at et sådant køb er tilrådeligt. Det kan være billigere og mere bekvemt at bestille tjenester fra specialister og få en garanti for forbindelser af høj kvalitet.
Typer af propylenrør

Inden du går videre til spørgsmålet om, hvordan du svejser polypropylenrør, skal du lære disse produkter bedre at kende. De fås i fire farver: hvide, grønne, grå og sorte produkter kan sælges. Sidstnævnte sort er kendetegnet ved maksimal modstandsdygtighed over for ultraviolet lys, da den bruges til at oprette et kunstvandingssystem. Resten af materialerne har lignende egenskaber: de bruges til at lægge kommunikation i eller uden for huset..
Til VVS
Rør mærket PN 10 er velegnede til koldtvandsforsyning. De kan bruges til konstruktion af gulvvarmesystemer med opvarmning op til 45 grader. Disse produkter er kendetegnet ved tynde vægge. Modeller med PN 25 -mærkning er velegnede til varmtvandsforsyning.
Til opvarmning
Modeller med PN 16 -mærkning bruges til varmeledninger med lavt tryk. PN 20 -produkter betragtes som universelle. De tillader vandforsyning med en temperatur på ikke mere end 85 grader. Produkter mærket PN 25 kan også bruges i varmeanlæg..
Formål
Hvis vi taler om deres klassificering efter formål, kan alle polypropylenrør opdeles i tre typer:
- konstruktioner beregnet til koldt vand (maks. 45 °), de har en langsgående blå stribe;
- rør, der bruges til varmtvandsforsyning (op til 85 °), kan de genkendes af den røde strimmel;
- produkterne er universelle (65-75 °), de har to mærker på én gang – blå og rød.
Polypropylenrør til koldt og varmt vandforsyning adskiller sig i deres egenskaber med hensyn til graden af pålidelighed.
Mærkning

PN er en forkortelse, der angiver arbejdstrykket (maksimum), som plastrør kan arbejde med i 50 år ved en temperatur på 20 °. Der er 4 typer af sådanne produkter.
- PN10. De bruges kun til koldtvandsforsyning i systemer, hvor vandtrykket ikke overstiger 1 MPa (10 atmosfærer). Deres vægge er ikke særlig tykke til bygninger i flere etager, hvor der ofte er forskellige nødsituationer med koldt vandforsyning, de er slet ikke egnede.
- PN16. Denne type er oftere universel, men på grund af den ikke for imponerende temperatur (gennemsnit t – 65 °) samt lavt tryk (1,6 MPa, 16 atm) foretrækker de også at installere dem udelukkende på koldt vand.
- PN20. Sådanne polypropylenrør har allerede tykke vægge, de kan modstå temperaturer op til 75-80 °, tryk op til 2 MPa (20 atm). På grund af deres større pålidelighed anbefales det at vælge dem til installation af et varmesystem til tilslutning af varmt vand.
- PN25. Disse polypropylenprodukter kan kaldes perfekte, de mest pålidelige. På grund af forstærkningen med glasfiber eller folie er de ofte ikke så tykke som de nærmeste rivaler, men de er i stand til at modstå 90-95 ° og 2,5 MPa (25 atm).

Sidstnævnte type er en ideel kandidat: både til varmesystemer og varmt vand.
Polypropylenrør produceres i forskellige diametre (20-110 mm), men til private huse og lejligheder købes produkter med dimensioner på 20, 25 mm, sjældnere – 32 mm normalt. Dette er den indre diameter, mens tykkelsen af deres vægge kan være meget forskellig..
Udstyr til svejsning af polypropylen
Ethvert reparationsarbejde kræver specialudstyr og et sæt passende værktøjer. Svejsning af polypropylen er ingen undtagelse.
Hovedpersonen “person”

Denne operation kræver specialværktøj. Nogle kalder dem loddejern, andre som svejsemaskiner. Dette er en metalplatform, indeni er der en elektrisk spiral, der varmer overfladen op. På grund af ligheden med et velkendt husholdningsapparat fik denne enhed et andet navn – et strygejern. Loddejernssættet indeholder dyser med standardstørrelser (20, 25, 40).
Der er flere sådanne designs, men der er to hovedmodeller. En af dem har en flad platform, der ligner sålen på et jern. En anden anordning er en cylindrisk varmelegeme. Begge typer udstyr er effektive. Valget af enheden afhænger af, hvilken der vil være (synes) mere praktisk for en bestemt mester at arbejde med. Da prisen på et sådant loddejern næppe kan kaldes demokratisk, men det er nødvendigt fra tid til anden, er det bedre at leje det i et par dage..
For at forbinde de to elementer opvarmes splejsefladerne til en temperatur, der er egnet til smeltning af polypropylen (260 °). Til ensartet og samtidig opvarmning af dele bruges to teflonbelagte dyser, de er installeret på en metalplatform:
- en muffe er et element til opvarmning af den ydre overflade;
- dorn med en mindre diameter tillader opvarmning af den indre overflade.
Begge elementer, der skal tilsluttes, sættes samtidigt på de installerede dyser, derefter modstår de et bestemt tidsrum og tilsluttes. Dette er svaret på spørgsmålet om, hvordan man svejser polypropylenrør. Men ethvert værk har sine egne nuancer. For eksempel er den optimale løsning at købe alle produkter fra en producent, da propylen fra forskellige virksomheder har en anden sammensætning. Forskellen er lille, men ved svejsning vil det helt sikkert påvirke sømkvaliteten..
Andet rørværktøj

For at skære rør effektivt er det bedre at finde eller købe den ideelle, mest bekvemme enhed – en rørskærer, trådløs eller rulle. Dette værktøj er en garanti for et jævnt, jævnt snit. Men hvis det ikke er på gården, og at bruge penge ikke virker som et fristende perspektiv, så kan det erstattes med en saks til skæring af plastrør..
Værre muligheder – et stiksav, en hacksav til metal eller en næsten uerstattelig kværn (med en 1 mm skive). En stor ulempe ved at bruge ethvert alternativ er et snit med en “smuk” fryns. Det er ret let at slippe af med det: du kan gøre dette med sandpapir eller en tynd kniv..
Hvis du har købt polypropylenrør forstærket med folie udefra, skal du bruge et andet værktøj – en barbermaskine. Eller en trimmer, den er designet til at fjerne det indre forstærkende lag. Du skal også bruge en blyant eller markør, målebånd og firkant til at forberede svejsning..

Rør og monteringstilbehør
En af de ubestridelige fordele ved polymerrør er let montering..
Installation af elementer kan udføres næsten overalt: de kan lægges på en åben måde på væggene eller skjules under gulvet..

Hvis svejsningen af polypropylen -vandrør udføres korrekt, fungerer det samlede system regelmæssigt uden reparation i mere end et dusin år.
Polymerrør fås i diametre fra 20 til 110 mm. Til husholdningsformål bruges produkter med en størrelse på 20/25/32/40 mm oftest. Anvendelsesområdet bestemmer indikatoren for materialets nominelle tryk.
I markeringen er det angivet med bogstaverne “PN”:
- PN 10 – valgt til at arrangere koldtvandsforsyning.
- PN 16 – bruges til koldt vand, men med et højere tryk, samt ved indretning af et “varmt gulv” -system.
- PN 20 – produkter, hvis eneste begrænsning er temperaturregimet for de væsker, der transporteres gennem dem. Det bør ikke overstige 75 ° C.
- PN 25 – universelle produkter, der bruges til at arrangere både “kolde” og “varme” systemer, hvis temperatur når 90 ° C.
Til salg kan du finde polymerprodukter udstyret med ekstra forstærkning.

Forstærkede produkter bruges til at lægge over lange sektioner under forhold, hvor det er nødvendigt at reducere den lineære ekspansion, der opstår under temperatursvingninger
Hovedtræk ved polymerrør er umuligheden af at bøje dem.
Derfor udføres alle ændringer i linjen, der lægges, kun fra lige sektioner, der er forbundet med ekstra hardwareelementer:
- kryds – for muligheden for at forgrene hovedstrømmen;
- tees – flowmultiplikatorer;
- koblinger – til tilslutning af rør i en lige sektion;
- bøjninger – for ændringer i rørledningens retning.
Beslag kan udstyres med smeltet metaltråd, som gør det muligt at forbinde polymerrør til metalelementer.

For at sømmene skal være så stærke og stramme som muligt, er det vigtigt at sikre, at diametrene på de elementer, der skal sammenføjes, er nøjagtigt tilpasset.
Ved valg af hjælpeelementer bør der tages to parametre som grundlag: den indre sektion af produkterne og tykkelsen af deres vægge. Disse parametre skal svare til de tekniske egenskaber ved de brugte polypropylenrør..
Sådan loddes polypropylenrør korrekt – teori og praksis
Denne artikel vil blive afsat til den temperatur, ved hvilken polypropylenrør kan loddes, hvilket værktøj der er nødvendigt til dette, og fortæller også om mange af nuancerne og finesserne i denne proces. Derudover kan du for klarhedens skyld lære mere om dette fra videoen.

Lodning af polypropylenrør med egne hænder: teknologi, instruktioner
Svejsning af polypropylenrør giver den hurtigste og mest pålidelige forbindelse i forhold til andre typer plastrør. Tilslutningsprocessen er den samme for alle PP -rør, undtagen for forstærkede, som har deres egne egenskaber under installationen. Enkelheden og tilgængeligheden af denne type arbejde giver dig mulighed for selv at udføre det derhjemme under forudsætning af den korrekte svejseteknologi og med de passende værktøjer.
Når du installerer polypropylenrør, kan du bruge en af tre hovedtyper af forbindelser:
- diffusion lodning;
- lodning med elektrobeslag;
- kold svejsning.
Lad os mere detaljeret overveje alle tre typer PP -rørforbindelser: deres egenskaber, hovedfordele og ulemper.
Klargøring af rør til svejsning
Hvordan loddes polypropylenrør til opvarmning med egne hænder med et loddejern? Først skal kanterne klippes med en særlig saks. Dette gøres i rette vinkler. Derefter skal snittets sted slibes og affedtes. For at gøre dette skal du bruge en sæbevand..
Vigtig! Behandl ikke rør med opløsningsmidler, vodka, benzin, acetone. Aggressive formuleringer vil korrodere polypropylenoverfladen.
Affedt svejseområdet
For at opnå en god forbindelse af høj kvalitet er det nødvendigt først at affedte svejseområdet. Tag en vatpind og hæld lidt sprit på den. Behandl derefter indersiden af beslaget. Det skal også gøres med enden af røret..
Husk at fjerne eventuelle slibende partikler. Selv støv kan påvirke kvaliteten af leddet negativt ved svejsning af polypropylenstrukturer. Derfor er der så meget opmærksomhed på dette problem i vejledningen..
Opmærksomhed! Støv og slibemidler beskadiger svejserens teflonbelægning.
Alkohol skal behandles ikke kun med dele, men også med dyser. Denne forholdsregel hjælper med at undgå plastikklæber. Dette reducerer også risikoen for skader på teflonbelægningen. Dette sker ret ofte, når resterne af tørret polypropylen mekanisk fjernes fra arbejdsfladen..
Hvordan udføres installationen
Installation sker, når der monteres elementer med beslag. Drejninger skal også indstilles. Sidstnævnte svejses bedst separat for ikke at overtræde instruktionerne..
Glem ikke, at du i henhold til de generelle bygningsinstruktioner skal tage sig af overgangene mellem væggene. Du skal også oprette forbindelse til indgangene. Derefter kan svejsning udføres i vægt..
Rørformede produkter fastgøres til væggene ved hjælp af klemmer. De giver pålidelig fastgørelse og kan holde i mere end et dusin år. Selve polypropylenkonstruktionen glider simpelthen ind i dem.
Opmærksomhed! Hvis du har et privat hus, leveres plastkonstruktioner ikke direkte til kedlen. Dette kræver en særlig montering..
Hoveddelen af armaturet, der forbinder polypropylenstrukturen med kedlen, er metaldelen, hvis længde er omkring en halv meter. Det er hende, der forbinder direkte til varmelegemet..
Fordelen ved polypropylenstrukturer er, at de let kan lægges inde i væggene, og det krænker på ingen måde driftsvejledningen til boligbyggeriet. Inden man begynder at bruge rørledningen, er det imidlertid nødvendigt at udføre en tæthedstest..
Værktøjer og materialer
Til arbejde skal du forberede:
- specielt elektrisk loddejern med et sæt dyser med den tilsvarende diameter;
- speciel rulleskærer (rørskær) eller sav;
- en fil eller en skarp kniv til afgratning af enderne af rørene;
- målebånd eller lineal;
- markør eller farveblyant til markering af de dele, der skal tilsluttes;
- monteringsanordning til lodning af rør med en diameter på mere end 40 mm.
Ud over PP -rørene og selve forbindelsesbeslagene skal du også bruge bomuldsklude og væske til at affedte overfladerne på varmedyserne (acetone, alkohol osv.).
Trimmer
Påkrævet til affasning og fjernelse af det indre folielag i forstærkede flerlagsrør. Under påvirkning af høje temperaturer og tryk kan der opstå plastisk delaminering, for hvilken folien fjernes. Et andet formål med trimmeren er at fjerne grater, der dannes under skæringsprocessen..
Behov for behandling
Polypropylenrør kræver fjernelse af oxidlaget før lodning. Forstærkede plastrør forbindes ved først at rengøre aluminiumslaget på lodningsstedet. Kobber og rustfrit stål skal afgrales ved snittet. Selv de mindste metalpartikler fanget inde i rørledningen kan forårsage stor skade. Dette tages særligt seriøst ved installation af klimaanlæg..
Anvendt teknologi til lodning
Den teknologi, der anvendes i praksis til lodning af polypropylenrør, omfatter to hovedmetoder: stød og fatning. Spørgsmålet opstår: hvis der udføres svejsning af polypropylenrør, hvilket er bedre? Den første metode bruges til fremstilling og anbefales ikke til svejsning derhjemme. Den bedste og enkleste metode anses for at være stiksvejsning. Med det indsættes rørproduktet i beslagene, hvilket sikrer en tæt forbindelse af delene. Processen foregår i flere faser og omfatter:
- skærerør;
- deres forberedelse sammen med beslag;
- forberedelse af enheden til svejsning;
- selve svejseprocessen;
- samling af dele efter svejsning og deres afkøling.
Der er muligheder for, hvordan man tilslutter polypropylenrør uden lodning. Dette er den såkaldte kolde metode. Det implementeres ved hjælp af kompressionsbeslag. For at gøre dette skæres røret, kalibreres, spændemuffen installeres på rørkanten, og beslaget indsættes i produktet. I slutningen er det nødvendigt at fastgøre koblingen på produktet med en skruenøgle. I de fleste tilfælde forbliver lodningsmetoden en pålidelig mulighed..
Tegn et ledningsdiagram
På stadiet med at lægge rørledninger og tilslutte VVS -udstyr skal du have et varme- og vandforsyningsprojekt ved hånden. Hvis ledningsdiagrammet endnu ikke er udviklet, og linjernes diametre ikke er blevet bestemt, anbefaler vi, at du først læser vejledningen til valg af et varmesystem til et privat hus.
Før du køber og svejser polypropylenelementer, skal du overføre ordningen til reelle forhold:
- Marker radiatorernes konturer, eller installer alle varmeapparater på forhånd.
- Påfør med blyant eller tusch på væggenes indvendige overflader installationspunkterne for vandstik, haner, fordelingsmanifold og andre fittings.
- Brug en lang skinne og et bygningsniveau til at forbinde de markerede punkter med linjer, og læg derefter plastrør langs dem.
- Find ud af behovet for beslag – tees, koblinger og grene ved antallet af grene og drejninger af rørledninger.
En vigtig nuance. Slamfælderne skal placeres i den korrekte position – vandret med “næsen” nedad. Vælg passende lige sektioner til installation af vandfiltre.
Efter at have tegnet fremspringene på væggene er det let at beregne, hvor mange polypropylenrør der kræves, det er nok at måle længden af linjerne med et målebånd. Glem ikke plastrørklemmerne.
Når du køber fittings og rør, skal du tage en række anbefalinger til efterretning:
- lodning af plastrør udføres ved at nedsænke hver endeflade inde i det formede element i en dybde på 14-22 mm (afhængigt af diameteren), hvilket betyder, at længden af hver lige sektion øges med 3-5 cm;
- i varme- og varmtvandsforsyningssystemet forlænges polypropylen på grund af opvarmning, derfor skal du købe specielle beslag – kompensationssløjfer for at undgå bøjninger i linjerne;
- til at krydse andre rørledninger, bruge bypass -elementer fremstillet af PPR;
- for varmtvandsforsyning og kølevæsketilførsel, tag rør forstærket med aluminiumsfolie, basalt eller glasfiber.
Kompensationssløjfer installeres på lange linjer eller stigninger, der er fastgjort med faste understøtninger (f.eks. En jumper mellem 2 metalrør i nabolejligheder). Uden PPR -forlængelseskompensation vil røret i begge tilfælde bøje med en sabel på grund af opvarmning.
Nyttigt råd. Hvis du planlægger at begynde at svejse polypropylen for første gang, skal du købe 2-3 meter ekstra rør og et par ekstra koblinger. Lige stik gør det lettere at kontrollere kvaliteten af samlingerne, så øv og lod et par samlinger.
Beregning af materiale og komponenter
For at gøre dit arbejde lettere og derved minimere installationsfejl, er det første trin at tegne et diagram over det fremtidige system, der angiver antallet af omdrejninger og grene på det. Ved beregning af antallet af rør til hver længde af segmentet tilføjes 25-40 mm, brugt på “penetration”.

Prisen på polymerprodukter og de beslag, der er nødvendige for deres installation, er lav, og derfor er det fornuftigt at lave et lille lager i tilfælde af defekte loddepar, der ofte opstår i begyndelsen af arbejdet
Hvis du endnu ikke har skulle svejse polypropylenrør, anbefaler erfarne eksperter at købe flere stykker rør til foruddannelse. Sådanne omkostninger og til en pris kommer billigt ud og giver dig mulighed for at undgå grove fejl, når du installerer systemet..
Et træk ved polypropylenrør er en stigning i koefficienten for lineær ekspansion under påvirkning af høje temperaturer..
Som et resultat: ved opvarmning eller øget tryk inde i systemet forlænges rørene, og med tiden begynder det at falde. For at forhindre dette fænomen, når man lægger sektioner længere end 4-5 meter, vil det også være nødvendigt at bruge ekspansionsfuger..

Kompensatorer er “P” -formede forbindelseselementer, der eksternt ligner indpakket hængsler, som sikrer systemets pålidelighed under dets drift
Kompensatorer installeres på både vandrette og lodrette sektioner, der monteres mellem to faste understøtninger. Hvis det er nødvendigt, kan du også købe ekspansionsfuger af en særlig ændring, som kan eliminere lineær ekspansion ved rørledningens hjørnebøjninger..
Vi finder ud af, hvordan man korrekt svejser polypropylenrør, så der ikke er lækager ved samlingerne.
Vi lodder det første led
Polypropylen svejseteknologien ser ganske enkel ud – enden af røret og armaturet opvarmes samtidigt med et loddejern og derefter sammenføjes manuelt. Det er her fangsten ligger – ved den mindste afvigelse fra de teknologiske krav bliver forbindelsen upålidelig..
Et vigtigt punkt. Forbedring eller reparation af en mislykket samling er umulig – den defekte sektion afbrydes, forbindelsen genoprettes ved påføring af nye fittings og forlængelse af røret (hvis det er nødvendigt). Derfor bør begyndere øve sig inden ansvarlig lodning..
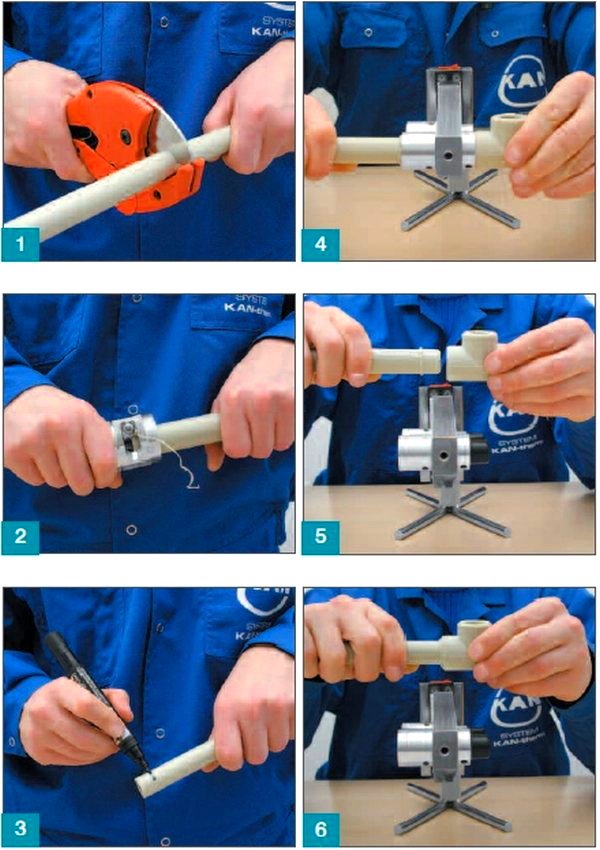
Sådan loddes rør korrekt i henhold til instruktionerne fra polypropylenproducenter:
- Brug en saks til at klippe rørene til den korrekte størrelse. Hvis PPR er forstærket med aluminium, barberes endestykket. Målet er at fjerne det øverste lag folie og justere den ydre diameter til den indvendige sektion af det formede element..
- Afsæt en afstand på 14-22 mm fra enden (se tabellen nedenfor) og tegn et mærke på overfladen, der angiver nedsænkningsdybden. Hvis det er nødvendigt at fastgøre rørets position i forhold til beslaget, skal begge produkter mærkes med passende mærker.
- Tænd for loddemaskinen, indstil temperaturen til +260 ° C, og vent, indtil varmeindikatorerne slukker. Fugt en klud med sprit og affedt de overflader, der skal smeltes..
- Skub røret og beslaget på de parrede dyseprofiler samtidigt. Nedsænk rørenden til mærket, ikke dybere. Overhold den foreskrevne opvarmningstid, jf. Tabellen.
- Træk samtidig også elementerne, der skal svejses, ud af varmelegemet og indsæt hurtigt enden af røret i armaturet (op til mærket, ikke op til anslaget!). Det maksimale tidsinterval mellem fjernelse fra enheden og docking er 3 sekunder.
- Hold leddet med dine hænder i et par sekunder (præcist angivet i tabellen). Evaluer forbindelsens kvalitet – den indre passage må ikke blokeres af smelte.
Bemærk. Polypropylenproducenter fraråder kraftigt at rotere elementer omkring deres egen akse under indsættelse / fjernelse / docking. Beslaget og dysen trækkes fra loddejernet og forbindes kun med en lige bevægelse.
Da det er let at se fra tabellen, afhænger nedsænkningsdybden og holdetiden for delene på apparatet af rørledningens diameter. Hvis den angivne tid overskrides, dækker polypropylensmelten en del af strømningsområdet. I tilfælde af underopvarmning vil leddet gennemgå trykprøvning, men efter 1-2 år begynder det at lække.
Det anbefales at udføre svejsearbejde ved en omgivelsestemperatur, der ikke er lavere end +5 ° С. Hvis du skal tilberede polypropylen i kulden eller i tredive graders varme, bør opvarmningstiden justeres med 50% i den ene eller den anden retning – producentens anbefaling. I praksis er det bedre at udføre flere testled og bestemme lukkerhastigheden empirisk..
Skæreproces
Et specielt værktøj bruges til at skære rør. Dette er normalt en hacksav eller en saks. Når polypropylenrør er forstærket med metal, bruges en affasning til at rengøre enderne. Anvendelse af en hacksav i sådanne tilfælde er uønsket. Det kan kompromittere rørmaterialets integritet. Hvis du ikke bruger en skråkant til forstærkede rør og ikke renser enden, så vil hele forbindelsen senere være løs og lække.
Læg sektionerne på bordet
Den bedste kvalitet rørlodning kommer ud under behagelige forhold, når svejsemaskinen er fastgjort på bordet. Derfor er konklusionen: du skal opdele varme- / vandforsyningsnetværket i sektioner, der kan laves separat og derefter forbindes sammen på plads.
Prøv at få det maksimale svejsearbejde til at fungere på bordet, og form færdige sektioner
Sådan markeres og svejses sektioner af polypropylenrør:
- Installer VVS- og varmeudstyr – kedel, buffertank, manifolder, blandere og så videre.
- Del linjerne i separate sektioner, så leddene i sektionerne er bekvemme steder. Fastgør rørklemmer – låse (ellers – clips) langs de markerede ruter.
- Beregn længderne af lige rør mellem hvert par beslag. Der tages hensyn til 3 dimensioner: nettolængde, nedsænkning i armaturet og afstand fra rørledningen til væggen.
- Mål og skær lige stykker i størrelse, sæt grænser og vejledende mærker.
- Affedt alle ender og fortsæt med svejsning.
Vi svejser områder under ubehagelige forhold
Montering på stedet begynder med at fastgøre de svejsede sektioner i clips installeret langs sporet på væggen. Den første sektion skal fastgøres stift, så røret ikke glider inde i låsene eller hviler mod væggen med den anden ende. Fjern derefter loddejernet fra stativet og svejs fugen i vægt.
Råd. Monteringsarbejde udføres bedst med en assistent, hvis det er nødvendigt, vil han holde et rør eller tage en svejsemaskine fra dig, når begge hænder er nødvendige for hurtigt at forbinde opvarmede dele. Hvis der ikke er nogen til at hjælpe, skal du oprette en pålidelig støttepunkt i det første afsnit, så elementerne ikke bevæger sig i klipene.
Her udføres svejsning uden særlige vanskeligheder – loddejernspidsen sættes let på rørene
Vi vil beskrive flere teknikker til svejsning af polypropylen på svært tilgængelige steder:
- Når den første sektion ikke kan sikres, skal du bede en assistent om at holde røret. Ved afslutningen af opvarmningen skal du hurtigt sende loddejernet til ham og forbinde elementerne.
- Hvis “jern” varmelegemet hviler mod væggen, skal du prøve at frigøre enderne af rørene, der skal svejses, fra clipsene.
- Mulighed to: Find et mere bekvemt sted til lodning, øg rørledningens længde ved hjælp af en kobling og overfør dermed forbindelsespunktet.
- Hvis delene ikke kan flyttes fra hinanden til varmelegemets bredde, skrues 2 identiske sæt fastgørelser til “jernet” og sættes på begge sektioner på den ene side af dornen, som vist på billedet.
- Erfarne kunstnere koger en enkelt samling i en dyb niche, hvor apparatet ikke kommer ind i nogen position: Fjern den opvarmede dyse fra dornen med en tang og indsæt den mellem de dele, der skal forbindes.
Bemærk. Sidstnævnte metode betragtes som temmelig risikabel – den fjernede dyse afkøles hurtigt, du skal være i stand til at gætte eksponeringstiden nøjagtigt. Der er ikke plads til fejl – når leddet flyder, bliver du nødt til at lave en del af systemet om og fjerne konsekvenserne af oversvømmelse.
Ved afslutningen af monteringsarbejdet foretages en trykprøve – fyld rørledningsnettet med vand, pump det maksimale arbejdstryk op, og lad det stå i 1 dag. For detaljer om installation og verifikation, se den anden video tutorial:
Svejseparametre og tidsplan
For at sikre den bedste forbindelseskvalitet skal visse regler følges. Værdien af de parametre, der er angivet i tabellen, afhænger af produkternes diameter og omgivelsestemperaturen..
Sådan vælger du den rigtige enhed
Vær først og fremmest opmærksom på den type rør, som den er i stand til at arbejde med: PE, PVDF, PB, PP osv. Den anden vigtige parameter er rørens diameter – den kan være fra 20 til 110 mm og mere.
Loddemaskiner til rørsvejsning
Sådanne anordninger er arrangeret ganske enkelt. Hovednoder:
- temperaturregulering og styreenhed;
- håndtag til fastgørelse af enheden;
- støtte for at undgå direkte kontakt mellem overfladen, hvor svejsemaskinen er installeret, og varmeelementet.
Sættet indeholder dyser, der er forskellige i diameter, samt handsker, et lille værktøj. Pakkens indhold varierer afhængigt af enhedens model. Jo bredere den er, jo højere er prisen.
Svejsere
Fra et konstruktivt synspunkt ligner loddeudstyr lidt som et almindeligt elektrisk jern. Basen er repræsenteret af en massiv metalvarmer, hvis overflade er en aftagelig speciel dyse.
Enheder til stødsvejsning af polypropylenrør har mere komplekse designs. Ud over varmeelementet har de også et system, der er ansvarligt for at centrere elementerne, der skal svejses..
Klassificeringen af udstyr til svejsning af plastrør opdeler enheder i følgende hovedgrupper:
- ikke-professionelle håndholdte enheder eller “jern” til lodning af PPR-rør. Det optimale valg til husholdningsbrug (D ikke mere end 50 mm). Om nødvendigt bruges dyser, der har en teflonoverflade og gør det let at arbejde med større rør;
- mekaniske svejsemaskiner. Denne teknik sikrer pålidelig svejsning af store rør med en Ø på 40 mm eller mere. Designet omfatter yderligere elementer i form af en instrumentblok og en hydraulisk enhed på rammebasis. På sidedelene er der specielle halvringgreb med indsatser.
Egenskaberne for ekstra tilbehør og deres antal afhænger af producenten og er også fokuseret på specifikke modelegenskaber for svejsemaskinen.
Udvælgelseskriterier for svejsemaskiner
- Strøm. For at arbejde med kommunikation med en diameter på højst 75 mm, skal du købe en enhed med en kapacitet på op til 1000 W. Dens kapacitet er tilstrækkelig til at sikre en søm af høj kvalitet. Men i hverdagen bruges loddemetoden oftere til at fastgøre rør med en diameter på op til 50 mm. I dette tilfælde kan enheder med en kapacitet på op til 700 W bruges. Desuden skal det huskes, at startstrømmene, når de er tændt, er meget højere, derfor skal der ydes en effektreserve (20-30%).
- Varmeelementtype: plade, cylinder. I hverdagen bruger de den første af mulighederne, det er lettere at arbejde med det. Dette er vigtigt, hvis der ikke er erfaring med installation af denne type..
- Antal, type og størrelse på dyser. Bestem hvilke produkter der skal loddes. Der tages højde for kommunikationens diameter. I de enkleste modeller er det muligt samtidig at lodde 2-3 rør og endnu flere, det samme antal beslag. I dette tilfælde er der 2-3 huller på varmeelementet.
- Fabrikant.
På byggemarkedet kan du finde udstyr fremstillet i forskellige lande: Rusland, Kina, Tyrkiet, Tjekkiet. Den sidste af mulighederne er dyrere, sådanne enheder er af høj byggekvalitet og pålidelighed. Svejsemaskiner kan have en fejl i temperaturmåling. Som følge heraf svarer den faktiske indikator ofte ikke til den angivne.
Tjekkisk teknologi vinder i henhold til dette kriterium, fejlen ved sådanne loddejern er minimal. I hverdagen bør begyndere imidlertid bruge russiske eller kinesiske modeller, da de er billigere, selvom de adskiller sig fra en væsentlig fejl, som for nogle modeller er 10 °.
Almindelige fejl
Håndværkere laver ofte fejl ved svejsning af polypropylenrør. Disse omfatter:
- drejning af de tilsluttede produkter under samleprocessen
- pres på produkterne, når de er forbundet med hinanden;
- dårlig rengøring af armaturet og rør fra snavs;
- brugen af forskellige kvaliteter af polypropylen ved svejsning i en struktur;
- en lang periode mellem fjernelse af produkter fra enheden og deres forbindelse til en enkelt struktur.
Drejning af produkterne fører til en forbindelse af dårlig kvalitet, som især bliver synlig, efter at de er afkølet. Tryk og for stort tryk reducerer også kvaliteten af strukturen..
“Vigtig!
Hvis man forsømmer behandlingen af fittings og rørmaterialer med en affedtningsmiddel, kan der opstå fejl og mangel på integritet i produkternes samlinger. “
Når man forsøger at svejse dele fremstillet af forskellige typer polypropylen, krænkes hele teknologien. En type materiale kan have en anden tætningstemperatur end en anden. Sådanne fejl ved lodning af polypropylenrør fører til omarbejdning af arbejdet på en ny måde..
Metoder til lodning af polypropylenrør
Svejsning anses for at være en af de mest pålidelige måder at forbinde sektioner af en polymerrørledning på. Metoden er god ikke kun til tætheden af de dannede led, men også til den relative enkelhed i processen, hvilket gør den tilgængelig for en lang række hjemmeværende håndværkere. Du kan læse om, hvordan man korrekt lodder polypropylenrør med egne hænder i artiklen.
PCB lodderegler for at undgå fejl
- Diameteren af polypropylenrøret vælges i henhold til størrelsestabellen;
- før arbejde, skal du forberede alt, hvad du har brug for, da svejsning udføres hurtigt, vil der ikke være tid til forberedelse under installationsprocessen, loddejernet tændes, når kommunikationen allerede er afbrudt;
- svejsemaskinen skal være sikkert fastgjort på en vandret overflade, sømkvaliteten vil afhænge af dette, sådanne enheder er udstyret med specielle stativer, men nogle modeller er ikke fast installeret, derfor er det nødvendigt at fastsætte dem yderligere;
- smeltepunktet for polypropylen er meget lavere end den værdi, der er indstillet i svejsemaskinens indstillinger, denne forskel skyldes behovet for hurtigt at blødgøre røret, en temperatur på + 260 ° C anses for tilstrækkelig;
- temperaturregimet bør ikke ændres ved brug af større produkter, når PP -rør er loddet, opvarmningstemperaturen ændres ikke med en stigning i kommunikationens diameter, fra tabellen ovenfor kan du finde ud af, at produkternes dimensioner kun bestemmer varigheden af opvarmning af materialet
- du skal styres af indikationen: et rødt lys angiver, at varmeelementet er tændt, et grønt lys betyder, at den indstillede temperatur er nået;
- ofte springer brugere over på trin med affedtning af materialet, men tilstedeværelsen af støv, vanddråber i det skårne område kan få sømmen til at svækkes, da materialets struktur bliver mere porøs;
- når installationen af en rørledning med kompleks konfiguration udføres, er det nødvendigt at forbinde rørene i forskellige vinkler, de roteres også i forhold til hinanden; for ikke at forstyrre produktets justering, anbefales det først at bestemme kommunikationens nøjagtige position, derefter udføres deres indledende installation (uden brug af loddejern), på dette trin er det nødvendigt at tegne en markeringsstrimmel langs midterlinjen gennem 2 tilsluttede dele.
Det skal huskes på, at tyndvæggede rør varmes hurtigere op. Det betyder, at loddejernets driftsperiode reduceres med 2 gange. Hvis du studerer spørgsmålet ved hvilken temperatur der skal loddes sådanne rør, skal du huske, at værdien af denne parameter ikke afhænger af produktets dimensioner. Tyndvæggede kommunikationer er forbundet med samme temperaturregime som tykvæggede.
Fejlens indvirkning på svejsekvaliteten
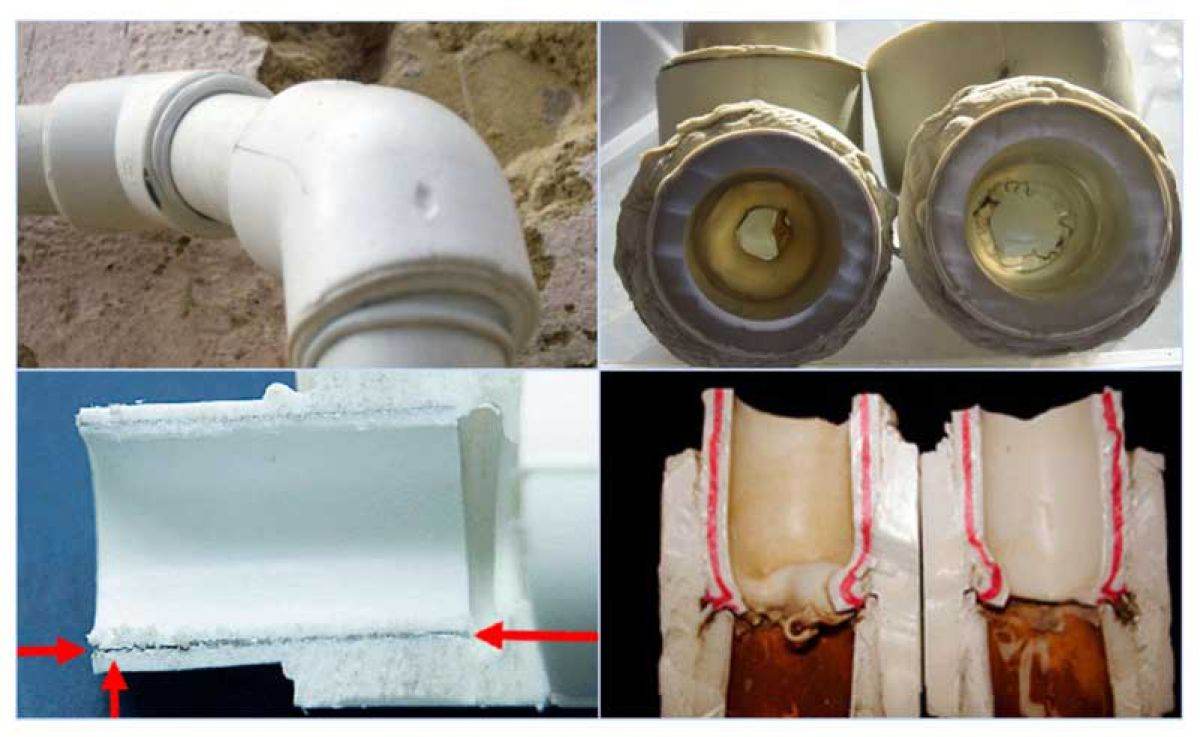
Dette er, hvad der sker, hvis lodningen af PP -rør ikke er korrekt!
De mest almindelige overtrædelser af lodningsprocessen:
- overfladerne affedtes ikke, hvilket betyder, at kvaliteten af sømleddet reduceres;
- rørets og beslagets snitvinkel svarer ikke til 90 °;
- utilstrækkelig uddybning af røret i beslaget eller omvendt indsættes kommunikationerne i det formede element, indtil det stopper, som følge heraf dannes en stor søm indeni, hvilket hæmmer væskestrømmen;
- krænkelse af opvarmningsteknologien: rørene var for lidt på dyserne eller omvendt i lang tid, i begge tilfælde vil kvaliteten af suturforbindelsen være lav;
- ved tilslutning af forstærkede rør blev forstærkningslaget ved endesektionen ikke helt fjernet, som følge heraf forhindrer dette materiale smeltning af polypropylen, en sådan søm vil være skrøbelig, eller det virker slet ikke;
- efter sammenføjning blev delernes position korrigeret, hvilket førte til et fald i sømmenes pålidelighed; for at undgå sådanne konsekvenser er det nødvendigt at modstå tiden efter tilslutning af røret og montering, hvilket sikrer, at delene er urørlige.
Metoder til sammenføjning af polypropylenprodukter

En af de mest pålidelige måder at forbinde sektioner af en polymerrørledning på anses for at være svejsning.
Hvis vi overvejer alle eksisterende metoder til tilslutning af rør fremstillet med polypropylen, er der tre hovedteknologier:
- kold svejsning;
- tilslutning ved hjælp af termoelektriske fittings;
- diffus lodning.
Den første metode bruges ikke ret ofte. Relevant i tilfælde, hvor du skal tilslutte et lille antal rørledningselementer, desuden kun koldtvandsforsyning. Metoden består i at påføre et særligt blødgøringsmateriale på de anliggende polymeroverflader, hvorefter elementerne forbindes og holdes i en bestemt periode i en stabil position. Den resulterende samling er ikke ringere i styrke end “varme” svejsemetoder, og der kræves ikke noget specielt udstyr. Koldsvejsning har imidlertid ulemper som:
- umulighed at bruge til varmtvandsforsyning og opvarmning;
- lodning på denne måde meget længere;
- metoden er ikke egnet til forstærkede polypropylenrør.
Lodning af polypropylen (PP) rør kan udføres ved hjælp af specielle termoelektriske fittings. Forbindelseselementer findes i forskellige konfigurationer (ligesom almindelige beslag), med det særegne, at en varmespole er monteret i deres krop, forbundet til kontakterne, der bringes udad. Enderne af de rørdele, der skal forbindes, indsættes i beslaget fra begge sider. Når der tilføres elektrisk strøm til terminalerne med visse parametre (kilden er en speciel svejsemaskine), opvarmes den indre overflade af forbindelseselementet, smeltende, herunder rørene, der skal tilsluttes, på grund af hvilke overfladerne er loddet.
Denne metode til lodning af PP -produkter bruges af fagfolk, når der lægges store grene af gasrørledninger og anden kommunikation, hvor forbindelsens pålidelighed er særlig vigtig. Det er ikke tilrådeligt at bruge termoelektriske beslag til at lægge husholdningsrørnet til forskellige formål, da udstyret og selve forbindelseselementerne er dyre. Her er det ganske nok at bruge følgende metode, den mest almindelige metode til lodning af polypropylenrør..
Diffus svejsning af polypropylen

Diffus svejsning er velegnet til at forbinde elementer i al husstandskommunikation
Lodning af polypropylenrør på denne måde er den nemmeste og hurtigste måde. Diffus svejsning er velegnet til at forbinde elementer i al husstandskommunikation: vandforsyning, varmtvandsforsyning, varmekredsløb. Essensen af metoden ligger i den samtidige termiske smeltning af rørets og armaturets modstående overflader, efterfulgt af deres forbindelse. Gensidig diffusion af stoffet sker mellem de smeltede polymerer, hvilket giver en stærk, hermetisk lukket dokning.
Lodning af polypropylenrørprodukter ved hjælp af denne metode kræver et specielt elektrisk loddejern med et sæt parrede dyser til den tilsvarende rørdiameter. Uanset modellen for loddejernet til polypropylen er enhederne udstyret med en gradueret termostat og signallamper for at være parate til at arbejde.
Den diffuse loddemetode har en række fordele, som den hovedsageligt bruges til installation af husholdningsrørkommunikation. Fordelene ved metoderne er som følger:
- ikke dyrt udstyr (loddejern);
- enkel og hurtig svejsning (lodning) proces;
- gør-det-selv lodning af polypropylenrør, udført korrekt, giver en pålidelig, forseglet forbindelse af en rørledning til ethvert funktionelt formål;
- ekstra elementer (fittings), ventiler er billige;
- let at danne en overgang fra et polypropylenrør til et andet (metal, polyethylen, metal-plast).
Nogle hushåndværkere siger, at det på denne måde er svært og undertiden umuligt at lodde på svært tilgængelige steder og henviser til denne funktion ved diffus svejsning af polypropylen til ulemper. Erfaringen og illustrative eksempler vist i de tilsvarende videoer viser imidlertid, at der med den rigtige tilgang praktisk talt ikke er særlige vanskeligheder og ulemper i sådanne situationer. Som et eksempel, følgende video
Ser vi fremad, lad os vende tilbage til overvejelsen om, hvordan man lodder PP -rør i en standardsituation..
Diffus lodning, procesbeskrivelse

For at tilslutte PP -rør ved hjælp af diffusionssvejsningsmetoden skal du bruge et sæt værktøjer
For at forbinde PP -rør ved diffusionssvejsning skal du bruge et sæt værktøjer, hvis liste ser sådan ud:
- et elektrisk loddejern med et vedhæftet sæt dyser med forskellige diametre;
- saks til skæring af rør eller sav til metal;
- en slags slibemiddel til fjernelse af uregelmæssigheder og grater, der er tilbage efter skæring af røret;
- målebånd (lineal);
- tusch, blyant.
Fra materialer, undtagen rør og ekstra elementer, skal du bruge en ren klud af naturligt stof og en væske til affedtning (acetone, benzin, alkohol).
Efter at have forberedt de anførte materialer og værktøjer kan du begynde at lodde polypropylenrør og observere følgende rækkefølge af handlinger.
- Loddejernet er installeret i det medfølgende stativ og er udstyret med en eller flere (når der arbejdes med rørledninger med forskellige diametre) dyser, som affedtes med den tilberedte væske. Enheden er forbundet til netværket, termostaten er indstillet til den position, der svarer til loddetemperaturen, der anbefales til polypropylenrøret (260-280˚С). Sættet med den indstillede temperatur med dysen signaleres af lamperne, – det grønne slukker, og det røde lyser (i nogle modeller kan farven på signallamperne være anderledes, – se vejledningen til enheden ).
- Et målebånd måler det nødvendige fragment af PP-røret, sæt et mærke i overensstemmelse med hvilket snittet foretages med rørskæren (rørskærer). Rørets afskæringsende frigøres fra grater og ruhed, hvorefter der vælges et forbindelseselement med den passende diameter og den nødvendige form. Armaturets indre overflade og den ydre overflade i rørenden behandles med en affedtningsvæske.
- Forbindelsesstykket har et begrænsende fremspring. Der afmærkes på røret med en markør i en afstand mindre end 1-1,5 mm end afstanden fra armaturets yderkant til begrænseren. Det er nødvendigt at lodde, så mærket og kanten af forbindelseselementet falder sammen. Hvis denne regel ikke følges, kan enden af røret blødgjort ved opvarmning indsnævres og passere ud over grænsen. Et mærke på rørledningen hjælper dig også med at finde den korrekte aksiale position for de tilsluttede elementer..
- Tilberedte og affedtede dele parres med varmespidsen på et loddejern med den tilsvarende diameter. Beslaget har en stor tykkelse, derfor opvarmningstrægheden, derfor sættes det først på, hvorefter røret indsættes fra den anden side. Den omvendte proces udføres i overensstemmelse hermed: det opvarmede rør fjernes, derefter fjernes dockelementet. Eksponeringstiden afhænger af henholdsvis rørdiameteren, produkternes vægtykkelse. For eksempel varmer en rørledning på 16 og 20 mm op i cirka 5-6 sekunder, 25, 32 mm,-7-8 sekunder. Men det er generelle anbefalinger, i hver enkelt situation kan den optimale opvarmningstid afvige lidt, hvilket påvirkes af starttemperaturen for polypropylenprodukter, funktioner i loddejernsmodellen.
- Dele med smeltede arbejdsflader fjernes fra dysen. Røret uden aksial rotation indsættes jævnt i beslaget, indtil mærket falder sammen med kanten af forbindelseselementet, mens det er vigtigt at kontrollere den aksiale justering af de dele, der skal sammenføjes. Fikseringsperioden afhænger også af produkternes vægtykkelse og varierer fra 4 til 12 sekunder. Cirka en time efter lodning kan den samlede rørledning sættes i fuld drift.
Så det er nødvendigt at lodde plastrør (PP) korrekt ved hjælp af diffusionsmetoden. Ud over en generel beskrivelse af processen skal du være opmærksom på nogle anbefalinger, hvis implementering vil hjælpe med at undgå fejl ved svejsning af polypropylenprodukter..
Metoder til tilslutning af fritstrømningsrørledninger
Installation af frie strømningsrørledninger (kloaksystemer, stormafløb osv.) Kræver som regel ikke svejsning. Den mest almindeligt anvendte:
- Stikkontakter. Systemet er samlet fra rør med stor diameter med en særlig fatning og tætningskraver. Samlingerne er forseglet med gummipakninger – en ret simpel måde at samle med egne hænder.
- Limede fittings.









Diffusionssvejsning med et elektrisk loddejern

Med denne metode til tilslutning af rør bruges en række ekstra fittings og en særlig elektrisk varmeindretning (loddejern).
Den leveres med et sæt aftagelige parringsvedhæftninger. hvis dimensioner svarer til rørens ydre diametre og forbindelseselementernes indvendige diametre.
Læs om den mest populære rørdiameter og andre egenskaber ved polypropylenprodukter her.
Et par dyser er fastgjort på et termo-varmeelement i et elektrisk loddejern og opvarmes med dets hjælp til en temperatur på 260 ° C. Tilslutningsdele indsættes i de opvarmede dyser i et par sekunder. På grund af dette er der opvarmning og delvis smeltning af overfladerne af polypropylenelementerne i kontakt med dyserne..
Derefter fjernes røret og det ekstra element hurtigt fra dyserne og indsættes i hinanden. Som følge heraf er der en indtrængning (diffusion) af de smeltede overflader af delene..
Efter afkøling danner de en helt monolitisk forbindelse..
Fordelene ved denne metode:
- let lodning proces;
- lave omkostninger ved yderligere elementer;
- lave omkostninger ved et elektrisk loddejern.
- besvær med at bruge et elektrisk apparat på svært tilgængelige steder.
Diffusionssvejsning af polypropylenrør er den mest almindelige til selvsamling derhjemme.
Sådan forbereder du udstyret: tips til at gøre det lettere at arbejde med et loddejern
Der er forskellige typer loddejern til salg:
- et xiphoid eller “jern” – en enhed med et fladt varmeelement, det har gennemgående huller, hvor dyser er installeret;

Loddejern til polypropylenrør “Jern”
- cylindrisk: specielle dyser placeres på arbejdsdelen (der opvarmes) til opvarmning og yderligere installation af rør;

Cylindrisk loddejern
- disk – den har huller til fastgørelse af dyser.

Skive loddejern til svejsning af polypropylenrør
Hvis du skal vælge et loddejern, skal du huske på, at alt det nødvendige tilbehør ikke altid er inkluderet i sættet. Et stativ til brugervenlighed og tilbehør (tilbehør) skal muligvis købes yderligere. Når alle værktøjer og materialer er forberedt, går de direkte til handlingerne – de opvarmer loddejernet. Anbefalinger:
- opvarmning udføres jævnt i hele længden af værktøjets metaldel, og hastigheden på denne proces er 10-15 minutter;
- der er en temperaturregulator på loddejernet; til arbejde med polypropylenrør anbefales det at indstille værdien til 260 ° С;
- det er tilladt at arbejde med et loddejern ved en omgivelsestemperatur, der ikke er lavere end 0 ° С
Sådan forberedes rør til lodning
Polymerprodukter skal skæres i henhold til den tidligere tegnede skitse. Til at arbejde med dem bruges et værktøj, der giver perfekt flade og glatte endepartier:

Saks til skæring af polypropylenrør

Beveller
Barbermaskinen giver dig mulighed for at forberede kommunikation med forstærkningen – den fjerner en del af metallaget. Dette giver dybere penetration af polymerpartiklerne i strukturen af parringsrøret. Dette gøres ved arbejde med PN25 -produkter. PN20 -rør kræver ikke barbermaskine.
Et andet værktøj er affasningsværktøjet. Det anbefales at bruge det til at lette installationen af rørledningen. Takket være et sådant værktøj laves affasninger, som følge af kommunikation er det lettere at komme ind i parringsproduktet. Sådanne anordninger bruges skiftevis. Umiddelbart før lodning skal endesektioner af rør og fittings (hvis de bruges) affedtes. Brug betyder:
Råd: Det anbefales ikke at bruge aggressive væsker til behandling inden lodning: benzin, fortynder, vodka, acetone – alle har en destruktiv effekt på polypropylen.
Arbejde med polypropylen: opvarmning og sammenføjning
Vigtigste trin:
- installation af dyser på pladen i overensstemmelse med diameteren;
- røret sættes på doren, indsættes i muffen uden forvrængninger;
- polymerproduktet opbevares på en opvarmet dyse i et bestemt tidsrum (afhængigt af parametrene).
Stadier af lodning af polypropylenrør
Husholdnings loddejern er designet til svejsning af rør med en diameter på op til 75 mm. Alle de nødvendige parametre for at arbejde med dem er præsenteret i tabellen..
| Rørdiameter, mm |
Svejsedybde, mm |
Opvarmningstid, sekunder |
Lodningstid, sekunder |
Afkøling af polymerprodukter, sekunder |
| tyve |
fjorten |
5 |
4 |
3 |
| 25 |
16 |
7 |
4 |
3 |
| 32 |
tyve |
otte |
4 |
4 |
| 40 |
21 |
12 |
6 |
4 |
| 50 |
22.5 |
atten |
6 |
5 |
| 63 |
24 |
24 |
otte |
6 |
| 75 |
28.5 |
tredive |
ti |
otte |
Hvis du undereksponerer eller overeksponerer produktet på en varmepude, vil materialet delvist miste sine egenskaber. Suturens kvalitet vil falde. For meget smeltet polymermateriale bidrager til dannelsen af pletter inde i røret, hvilket vil påvirke dets permeabilitet negativt under drift.
Tip: Du kan bruge kernetemperaturproben til at styre temperaturen på pallens spejl..
I et rum med en lavere temperatur afkøles materialet meget hurtigere. For at opretholde værdien af denne parameter på det ønskede niveau i løbet af de sidste sekunder med opvarmning af røret, bør temperaturen på loddejernspejlet øges en smule. Men du kan ikke opvarme produktet til 270 ° C, da dette vil føre til udtynding af materialet ved samlingen under svejsning. I dette tilfælde observeres diffus indtrængning af polypropylenpartikler i strukturen af det tilstødende rør ikke..
Det sidste trin: afkøling og kontrol af tilslutningens tæthed
Polymerrør skal have lov til at afkøle i deres naturlige miljø. Et tvunget fald i materialets temperatur vil føre til en krænkelse af en række processer i materialets struktur. Først og fremmest reduceres leddets styrke. For at kontrollere tætheden bruges følgende metoder:
- rense;
- lad vandet komme igennem.
Fejl under lodning, måder at undgå dem
Flere fejl ved svejsning af polymerprodukter vises i mangel af erfaring. Men mestrene laver også fejl:
- lav nøjagtighed af rørdimensioner på skærestadiet, som følge heraf er det ikke muligt at placere rørledningen korrekt, hvilket er særlig vigtigt, når den passerer gennem en sektion med kompleks konfiguration;
- en ændring i rørernes position i forhold til hinanden under sammenføjning (når tolerancerne ikke blev taget i betragtning), hvilket fører til en forøgelse af belastningen på sømleddet;
- ujævn opvarmning: polypropylen afkøles hurtigt, mens den ene del af røret varmes op, den anden er allerede kold, hvilket ikke tillader lodning, hvilket resulterer i, at når trykket i rørledningen stiger, sømens tæthed brydes, rummet er oversvømmet;
- overtrædelse af reglerne for opvarmning: varigheden af lodning, afkøling, svejsedybden tages ikke i betragtning, hvilket heller ikke tillader at sikre høj kvalitet af sømleddet.
Regler for at forhindre fejl:
- mangel på et hul mellem dele, der er forbundet;
- tidsforsinkelse for lodning, ellers vil der forekomme utilstrækkelig opvarmning af materialet, det får ikke tilstrækkelig viskositet, og ved overophedning falder den indre diameter;
- installationsområdet er ikke mere end 1,5 m, da forsinkelsen ellers vil stige, når der udføres operationer under lodning;
- i et uopvarmet rum afkøles polypropylen hurtigt, for at svejse skal du først varme luften op;
- ingen temperaturforskel mellem de dele af rørledningen, der skal svejses, bør tillades.
Efter tilslutning af polymerprodukter skal de holdes tæt uden at ændre deres position. Lodningens varighed tages i betragtning – for forskellige typer rør er værdien af denne parameter anderledes. Efter denne periode kan du frigive produktet, men det anbefales ikke straks at levere vand til systemet..
Det er nødvendigt at kontrollere lodningens kvalitet. Samlingerne på hver af sektionerne skal være ens (minimum fejl er tilladt). Nogle gange, ved overophedning, falder rørets indre diameter 2-3 gange. En defekt kan kun opdages ved kontrol af rørledningen – i dette tilfælde vil trykket falde.
Reducerer risikoen for defekter i rørled
Anbefalinger, der hjælper med at forbedre kvaliteten af lodning, forhindrer dannelse af defekter:
- i vanskelige områder med begrænset adgang er det nødvendigt at arbejde sammen med en assistent: en mester arbejder med rør, den anden med et værktøj;
- til installation af kommunikation med et beslag anbefales det at bruge en skabelon, dette giver dig mulighed for hurtigt at bestemme loddedybden uden at foretage målinger hver gang;
- du bør ikke slukke loddejernet hver gang, arbejdshastigheden er høj, og derfor er 10-20 minutter ofte nok til at fuldføre 1-2 samlinger;
- affasningen fjernes om muligt på alle rør, dens størrelse er 2 mm x 45 °, hvilket betyder sidelængden og hældningsvinklen;
- intern forstærkning giver dig mulighed for at undgå stripping, hvilket adskiller det positivt fra overfladen;
DIY svejseprocedure
Selve processen med svejset samling med egne hænder, efter at have udført alle de forberedende operationer, består af følgende sekvens:
- Skubbes beslaget på dysen så tæt og uden forvrængninger som muligt. På den anden dyse satte vi på den svejsede ende af plastrøret.
- Opvarmningstiden afhænger af svejsemaskinens effekt og rørens diameter. Oplysninger om den nødvendige opvarmningstid findes i vejledningen..
- Efter opvarmning fjernes delene fra vedhæftede filer og forbindes pænt til mærkerne markeret med en markør. Det er meget vigtigt ikke at rotere delene, når du gør dette..
- Forbindelsen er fastlagt inden for 30 sekunder, der kræves for at forhærdne plasten.
- Ved tilslutning af rør med en diameter på 50 mm eller mere kræves en særlig monteringsanordning for at sikre justering og tryk under svejsning.
- Når forbindelsen er afkølet, er det nødvendigt at kontrollere dens kvalitet. I tilfælde af ægteskab afbrydes leddet, og svejsning udføres på ny.
- Forbindelsen afvises, når elementerne forskydes i forhold til den fælles akse, samt når plastikperler på rørets indre overflade, hvilket sandsynligvis er ved for stort tryk eller overophedning. Sagging forringer gennemløb af rør.
Nogle funktioner ved svejsning af plastrør
Ved svejsning af polypropylenrør skal følgende hovedpunkter tages i betragtning:
- Affedtning af overfladen af de elementer, der skal sammenføjes, er et vigtigt krav for svejsningens kvalitet. Rørets indvendige overflade og armaturets overflade tørres af med alkohol for at forbedre vedhæftningen af overflader, fjerne støv og små partikler af forurening. Dyserne inspiceres og rengøres med alkohol, det er også nødvendigt omhyggeligt (konservering af teflon) at fjerne partikler af smeltet plast.
- Markering giver dig mulighed for nøjagtigt at bestemme plantedybden af plastrør afhængigt af det anvendte beslag. Hvis du skubber røret dybere end det burde være, kan du lodde hullet eller indsnævre rørdelen.
- Med tilstrækkelig erfaring bestemmes plantedybden med øjet, da markering tager meget tid med store mængder arbejde. En rimelig mulighed ville være at lave en enhed af et rør med stor diameter og bruge den som en skabelon til mærkning.
- Svejsning af polypropylenrør udføres som regel alene på en hård og flad overflade – et bord eller et gulv. Nogle gange kræves en assistent, der holder loddejernet, mens en anden person samler elementerne..
- Det er nødvendigt at handle meget hurtigt ved lodning og opretholde opvarmningstiden for hver diameter.
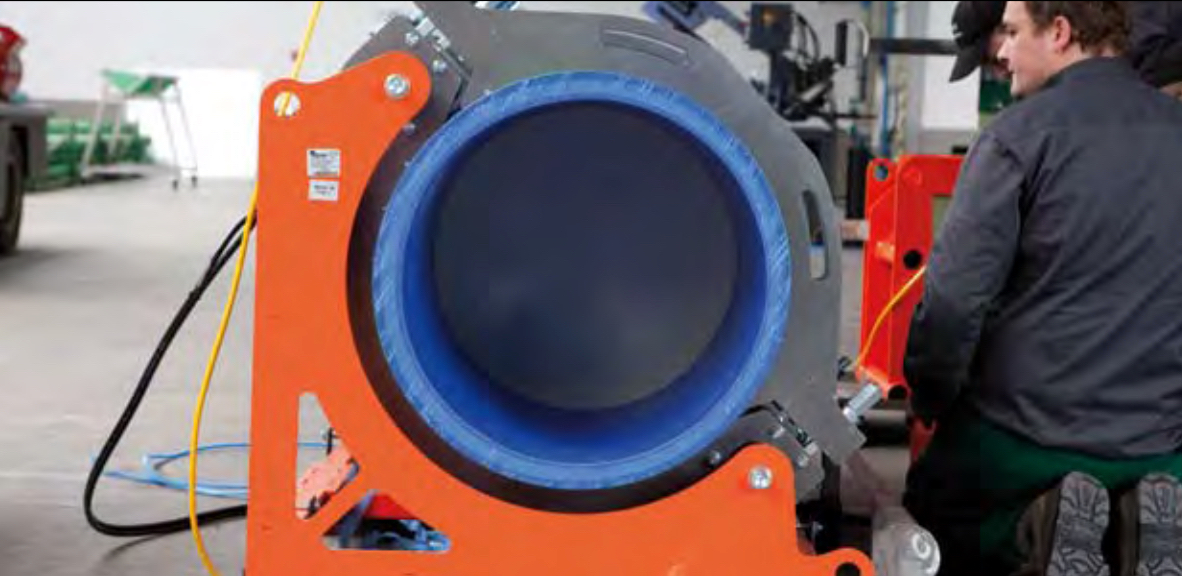
Buttsvejsning af polypropylenrør med stor diameter
Butt-teknologi har fundet bred anvendelse i industrielle forhold til svejsning af PP-rør med stor diameter (fra 125 mm til 630 mm) ved konstruktion af lige sektioner af rørledningsnet.
Følgende værktøjer er nødvendige til svejsning:
- installationer til fastgørelse af emner og flytning af dem vandret og lodret;
- loddemaskine, der er udstyret med et varmehoved fladt på begge sider;
- udstyr designet til jævn skæring af endeenden af rør.
Operationens rækkefølge:
- Skæring af rør i stykker af en bestemt længde;
- Affedtning af overflader, der skal svejses. Hvis der anvendes forstærket polypropylen, er det nødvendigt at fjerne forstærkningslaget ved svejsepunkterne;
- Fastgørelse af røret og montering på installationen;
- Justering af enderne;
- Forberedelse af loddejern;
- Varme produkter. Loddejernet skal placeres mellem emnerne på emnerne, og derefter skubbe produkterne tæt på varmehovedet ved hjælp af installationen. Det er vigtigt at modstå temperaturen og eksponeringstiden, som afhænger af PP -produktets diameter og egenskaberne af det materiale, hvorfra det er fremstillet. Efter fjernelse af loddemaskinen skal de opvarmede elementer presses tæt og holdes under tryk, indtil svejsningen er helt afkølet;
- Naturlig afkøling af krydset. Afkølingsprocessen tager normalt omkring 4 minutter..
De ubestridelige fordele ved denne metode er dens enkelhed og pålidelighed i forbindelsen. Med hensyn til styrke svarer den svejsede søm til egenskaberne ved selve rørene. På trods af en så simpel teknologi er der brug for yderligere værktøjer og udstyr for at opretholde nøjagtig aksial justering af produkter, sikre fuldstændig vinkelret på endedelene og det nødvendige kompressionstryk.
Før fremkomsten af plastrør blev manuel lysbuesvejsningsteknologi brugt til konstruktion af rørledninger, som krævede dyrt udstyr. Desuden skulle medarbejderen ikke kun have faglig viden og færdigheder til at udføre svejsning, men også kunne vælge de rigtige elektroder. Samtidig blev der brugt meget tid på forskellige sekundære arbejder. Mens PP -rørstuds svejsning kræver minimal investering af tid og ressourcer.
Svejsemetode til PP -rør med stor diameter
 Til stiksvejsning anvendes de samme værktøjer som til stødsvejsning, med undtagelse af udstyr designet til lige skæring af rørendenes ende. Og loddejernet har et lidt andet design. Hovedelementet i loddemaskinen er et varmehoved, på hvilket dorner er fastgjort, designet til opvarmning af rør udefra og koblinger, ved hjælp af hvilken temperatureffekten på beslagets indvendige overflader er tilvejebragt. Under opvarmning indsættes røret i dornen, og beslaget skubbes på muffen. Efter fjernelse af loddemaskinen er de opvarmede dele forbundet. Hvis elementerne ikke kan opvarmes på samme tid, opvarmes beslagene i første omgang og derefter rørene.
Til stiksvejsning anvendes de samme værktøjer som til stødsvejsning, med undtagelse af udstyr designet til lige skæring af rørendenes ende. Og loddejernet har et lidt andet design. Hovedelementet i loddemaskinen er et varmehoved, på hvilket dorner er fastgjort, designet til opvarmning af rør udefra og koblinger, ved hjælp af hvilken temperatureffekten på beslagets indvendige overflader er tilvejebragt. Under opvarmning indsættes røret i dornen, og beslaget skubbes på muffen. Efter fjernelse af loddemaskinen er de opvarmede dele forbundet. Hvis elementerne ikke kan opvarmes på samme tid, opvarmes beslagene i første omgang og derefter rørene.
Handlingssekvensen er også identisk med den tidligere metode, men i dette tilfælde er en præcis justering af enderne ikke påkrævet, så behovet for at udføre denne operation forsvinder automatisk.
Stikkontaktmetoden er velegnet til svejsning af rør op til D = 125 mm inklusive.
Dens anvendelse kræver ikke særlig præcision, når rør skæres i emner. Og den ekstra anvendelse af tilpasningsprodukter er ikke en ulempe ved denne metode, da fittings ikke kun spiller rollen som forbindelseselementer, men også giver dig mulighed for at ændre rørledningens retning.
Således reducerer brugen af polypropylenrør betydeligt materiale- og tidsomkostninger under installationen, giver enkelhed og nem installation, og den anvendte svejsemetode giver dig mulighed for at opnå en stærk og pålidelig svejsning. Det vigtigste er at overholde teknologien og modstå alle driftstilstande..
Installationsregler for polypropylenrør med stor diameter
- Alt installationsarbejde på installationen af polypropylenrørledninger anbefales at udføres ved en omgivelsestemperatur over nul.
- For at installere en rørledning skal du vælge rør og fittings lavet af det samme materiale, som har den samme kemiske sammensætning. Dette skyldes det faktum, at ved opvarmning til en bestemt temperatur vil komponenternes flydende være den samme, hvilket er en garanti for en højkvalitetsforbindelse..
- Inden svejsning af produktet skal værktøjet affedtes ved at behandle overfladerne med acetone, white spirit eller andre opløsningsmidler. Tilstedeværelsen af fedt- og oliespor forringer betydeligt kvaliteten af svejsningen. Brug alkohol til at rengøre instrumentet. Det anbefales at vælge en klud, der ikke efterlader fnug.
- Hvis der er kondens på overfladen af de svejsede produkter, skal den fjernes ved tørring.
- Det er strengt forbudt at afkøle svejsestedet med vand eller kold luft. Accelereret afkøling er fyldt med forekomsten af belastninger, der kan reducere leddets styrke. Hvis omgivelsestemperaturen er relativt lav, anbefales det at dække fugen med en klud efter svejsning og derved forhindre for hurtig afkøling..
Nuancerne i processen med lodning af plastrørledningselementer

Brug altid arbejdshandsker, når du arbejder med et loddejern.
- Hvis du selv skal lodde rørledningen for første gang, før du går i gang med designet af rørsystemet, er det værd at lave flere testforbindelser og derved tilpasse sig loddejernets arbejde og egenskaberne ved plastprodukter.
- Når du arbejder med et loddejern, skal du bære arbejdshandsker, da dysens temperatur er tilstrækkelig til at blive brændt, hvis den kommer i berøring med den ved et uheld. Desuden gør vanter det lettere at indsætte røret i dysen..
- Nogle modeller af loddejern signalerer, at den indstillede temperatur er indstillet tidligere, end det rent faktisk sker. Det tilrådes at lade enheden varme op bedre (10-15 minutter) og først derefter lodde.
- Hvis røret eller det ekstra element næppe passer ind i dysen, er deres lille aksiale rotation tilladt. Ved kombination af opvarmede dele må de ikke vendes.
- Når der arbejdes med rør med en diameter på mere end 40 mm, er det tilrådeligt at affases i enderne i en vinkel på cirka 45˚. Dette vil gøre det lettere at indsætte elementet i loddejernets dyse..
- Inden lodning af et aluminiumforstærket rør skal du bruge en speciel enhed (barbermaskine) og bruge den til at fjerne det ydre lag ved loddeområdet.
- Glasfiberforstærkede plastelementer kræver ikke særlig forberedelse og er forbundet på den sædvanlige måde.
Lodning af polypropylenrør med egne hænder er ikke en super vanskelig opgave, men for at kunne danne pålidelige forbindelser skal du stadig lodde korrekt under hensyntagen til anbefalingerne baseret på mange håndværkeres erfaring. For visuel understøttelse af de modtagne oplysninger, se videoen, som klart og detaljeret viser processen med lodning af polypropylen.
Typiske installationsfejl
De største fejl, som begyndere begår, når de arbejder med polymerprodukter:
- Varme dele. På opvarmningstidspunktet skal delene placeres så flade som muligt. Den mindste forskydning kan påvirke driftsparametrene for hele VVS -systemet negativt..
- Sammenføjning af polymeriserede ender. Ved at trykke på elementernes smeltede ender kan du ikke rotere delene rundt om sin akse. Dette kan føre til, at sømmen ikke er stærk nok..
- Justeringskorrektion. Ved sammenføjning af elementer er det kun tilladt en lille justering af deres justering, hvis varighed ikke er mere end 1-2 sekunder.
Et andet vigtigt punkt: Ved lodning af fittings med fittings er det bydende nødvendigt at tage hensyn til ventilernes placering og give dem et frit fuldslag.

Opvarmet polypropylen afkøles så hurtigt, at der inden for en time efter installationens afslutning kan leveres vand sikkert til systemet
Hvis der opstår tvivl efter at have forbundet elementerne som en søm, er det bedre at skære krydset og gøre det igen..
Det er bedre at fjerne defekter på installationens stadie, da udskiftning af en utæt led i et kørende system er meget mere problematisk.
Sådan svejses polypropylenrør?
Inden arbejdet påbegyndes, skal du lave rørskæring og derefter forberede udstyr til svejsning.
Magien ved svejsning. Hvordan sker dette
For ikke at gå ind i detaljerne om, hvad der sker på atom -molekylært niveau og ikke for at liste de grundlæggende love i kemi og fysik, vil vi forklare den komplekse proces simpelthen – to opvarmede ender er forbundet. På grund af de samme kemiske egenskaber og høje temperaturer i de to led forekommer interpenetration, eller i videnskabelige termer, diffusion. At arbejde med identisk materiale vil gøre interpenetration til en let proces, og ved at slutte dem sammen vil unionen blive stærk og pålidelig. Gør-det-selv-svejsning af polypropylenrør er mulig på flere måder, valget afhænger af systemets størrelse. Der er tre hovedtyper:
- Butt (ender smelter og går sammen på grund af diffusion)
- Flared (rørledningen indsættes i den anden ende med en mindre diameter og en gummipakning)
- Kobling (tilslutning ved hjælp af en speciel del – montering)
Arbejdets vigtigste redskab
Maskiner til svejsning af polypropylenmaterialer har brug for et specielt loddejern. Folk kalder det – jern til PP -rør. Indehavere af “gyldne hænder” og nybegyndere amatørforretningsmænd vil opleve den samme grad af komfort, når de arbejder med dette værktøj, det er enkelt og let at lære. Hvis du har brug for et “jern” til engangsbrug, anbefaler vi at leje det hos et lokalt installationsfirma. Hvis der er meget arbejde i huset, og enheden ikke samler støv, er dens gennemsnitspris fra 9 til 15 tusind rubler. “Jern” har forskellige vedhæftede filer, deres forskel i diameter. Sekundære enheder, der hjælper med at gennemføre opgaven: Skærer, barbermaskine, længdemåler, husholdningskemikalier til affedtning, beslag, slibet kniv, markør, fil
Nødvendigt udstyr
- Saks (før arbejde udføres, er det vigtigt at sikre sig kvaliteten af snittet, og at værktøjet ikke deformerer materialet);
- Specielt rørloddejern (loddejernets kraft afhænger af rørsektionen).

Forberedende arbejde
Inden arbejdet påbegyndes, skal du varme loddejernet op, men alt er ikke så enkelt her. Rækkefølgen af dets forberedelse er som følger:
- Først installeres dyser med en passende diameter på platformen..
- En nål er gevind i hullet i platformen, en dorn og et ærme sættes på den fra begge sider, strammet med møtrikker på begge sider.
- Hvis varmeelementet er i form af et rør, sælges dyser til det fastgjort på en tallerken. Pladen sættes på varmeelementet, fastgørelsesbolten strammes.
Den nødvendige opvarmningstemperatur er indstillet på regulatoren. For polypropylenrør er svejsetemperaturen + 260 ° C. Vi sætter det på regulatoren, tilslutter det til netværket.
Vi venter på signalet om den indstillede temperatur. Nogle modeller har et bip, men for det meste tænder eller slukker LED’en (forskellige modeller varierer).
Loddejernet er klar til arbejde. Men du skal stadig forberede rør og fittings. Den første betingelse for svejsning af høj kvalitet er et jævnt snit. Snittet skal være strengt lodret, uden grater og skure. Et sådant snit kan opnås ved hjælp af en særlig saks. De har to brede kæber i bunden, der holder røret på plads, og skæredelen er på toppen..

Hvis det skæres på denne måde, bliver snittet jævnt og glat.
Den anden betingelse for god lodning af PP-rør er rene, tørre, fedtfrie dele. Hvis du vil have VVS eller opvarmning til at fungere i lang tid og ikke skal flyde, bør du ikke springe denne procedure over. Rørskæringen og beslaget rengøres med alkohol eller vand og opvaskemiddel. Derefter venter de, indtil alt er tørt, og først derefter begynder lodningsprocessen.
Forberedelse af loddejern

For det første fastgøres dyser med samme diameter som for delene, der skal samles. Forberedelse afhænger af udstyrstypen.
- En stift indsættes i jernplatformen, hvorpå en muffe og dorn sættes på fra modsatte sider. Begge tilbehør er spændt med møtrikker.
- I loddejernrøret er dyserne allerede fastgjort på pladen, så de lægger det på svejsemaskinen, og stram derefter fastgørelsesbolten.
Efter fastgørelse af dyserne på termostaten skal du indstille den nødvendige temperatur (260 °), derefter tænde enheden for netværket. Når den ønskede værdi er nået, giver den smarte enhed et lyssignal (bip på nogle modeller). Det betyder, at du kan komme på arbejde..
Forskellige vedhæftede filer
Dele, der direkte opvarmer overflader på rør og fittings ved kontakt, er dyser. Standardsættet indeholder normalt dyser, hvis tværsnit varierer fra 16 til 40 mm.
Ikke-standard, store tilbehør kan altid købes yderligere i de tilsvarende butikker..
Teflonbelægningen forhindrer den smeltede plast i at klæbe til svejseren. På samme tid har overfladen af sådanne dyser en gavnlig effekt på plast, hvilket giver en højkvalitetsforbindelse. Husk dog altid at holde de teflonbelagte spidser rene..

Vedhæftet fil består af to elementer:
- element med et hul – til indføring i PP -røret;
- element i form af en fremstående cylinder – til påklædning af beslaget.
Beslaget og røret sættes på med lille indsats, hvorefter de opvarmes til 260 ºC, mens armaturets indvendige overflade varmer op, og rørets ydre overflade. Tilbehøret fastgøres med de medfølgende bolte.
Det er værd at bemærke, at mens du bruger loddejernet, kan boltene løsne, så de skal strammes af og til..
Til fastspænding af boltene følger en særlig skruetrækker eller sekskant i sættet. Det er kun værd at installere dyserne, før enheden begynder at varme, og udskiftning af dem bør kun udføres under opvarmning i særlige tilfælde..
Forberedelse af rør er nøglen til deres tætte forbindelse

Inden vi taler om, hvordan man lodder plastrør, vil vi fortælle dig, hvordan du forbereder dem til dette..
Først skæres de i størrelse baseret på rørledningens længde, bøjninger og grene. Sørg for at efterlade en vis margen, så røret kan glide ind i beslaget. Derefter rengøres kanterne: glatte, pæne kanter uden flis og ujævnheder er meget lettere at samle. Hvis du bruger forstærkede polypropylenrør, skal det øverste lag af plast og armering fjernes. Dette forhindrer delaminering af materialet ved sømmen under drift og reducerer risikoen for lækager. Det anbefales at affedte de rengjorte overflader og tørre af for at begynde at opvarme dem på loddemaskinen.
Den forberedende fase vil ikke tage dig meget tid, men du vil lette det videre arbejde og sikre pålideligheden af forbindelsen mellem elementerne.
Hvor længe skal man varme
Ved svejsning skal polypropylen opvarmes strengt til den krævede temperatur. Overophedning og underopvarmning reducerer kvaliteten af sømmen betydeligt. Et for overophedet og blødgjort rør passer simpelthen ikke ind i armaturet, og et utilstrækkeligt opvarmet materiale smelter ikke sammen.
Opvarmningstiden afhænger af rørens diameter, lufttemperatur og er angivet i tabellen.
Polypropylen rørdiameter Svejsedybde Opvarmningstid Svejsetid Køletid
| 16 |
12-14 mm |
5 sek |
6 sek |
2 minutter |
| tyve |
14-17 mm |
6 sek |
6 sek |
2 minutter |
| 25 |
15-19 mm |
7 sek |
10 sek |
2 minutter |
| 32 |
16-22 mm |
8 sek |
10 sek |
4 minutter |
| 40 |
18-24 mm |
12 sek |
20 sek |
4 minutter |
| 50 |
20-27 mm |
18 sek |
20 sek |
4 minutter |
| 63 |
24-30 mm |
24 s |
30 sek |
6 minutter |
| 75 |
26-32 mm |
30 sek |
30 sek |
6 minutter |
Generelt er lodning mulig ved + 5 ° C, men dataene angives for + 20 ° C. I varmere vejr reduceres holdtiden for elementerne på loddejernet med 30-60 sekunder, i koldere vejr øges det.
Vær opmærksom på kolonnen “dybde” af svejsning i tabellen. Dette mærke er placeret på røret. Før det skal du trykke det ind i beslaget. Dette skaber en lille perle af smeltet plast foran monteringskanten. Dette vil betyde, at sømmen er lavet korrekt..
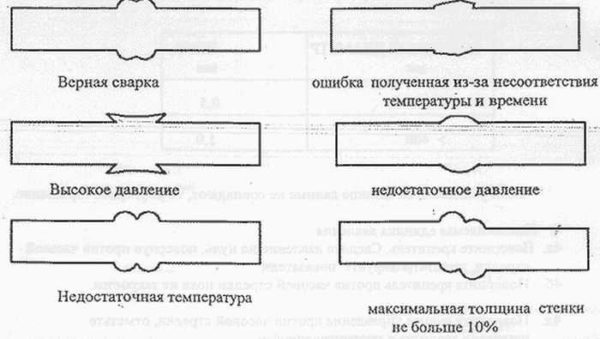
Fejl, der kan opstå ved svejsning af polypropylenrør
En anden kolonne kræver afklaring – “svejsetid”. Dette er den tid, hvor det er nødvendigt at klemme og fastsætte de svejsede elementer..
Generelt, hvis du forsøger at indsætte et koldt rør i en armatur, skal det gå ind med store vanskeligheder – rørets ydre diameter er lidt større end armaturets indvendige diameter. Dette gøres med vilje for at tilvejebringe noget overskydende materiale, hvorfra perlen dannes på sømmen. For at svejsningen af polypropylenrør skal være pålidelig, er det bedre at tage alle komponenterne fra et firma. Så størrelserne matcher garanteret. Ellers er det nødvendigt at prøve – for at beslaget ikke “glider”, men trækkes med besvær.
Skære rør
Den første, men ikke den eneste betingelse er et snit af høj kvalitet, så det er bedre at gå i stykker og købe din egen rørskærer, da det vil være nyttigt på gården. Snittet skal være strengt lodret, ellers viser sømmen sig at være ufuldkommen.
Hvis rørene er forstærket med folie, skal snittet efter forberedelse rengøres af “fremmed” materiale. Enden af røret indsættes i barbermaskinen / trimmeren, derefter roteres hun / han flere gange. På denne måde fjernes det øverste eller midterste lag af polypropylen sammen med den “irriterende hindring”.
Det andet obligatoriske krav er renheden af de tilsluttede elementer. Fittings og sektioner affedtes grundigt med alkohol, acetone eller vaskemiddelopløsning. Derefter tørres produkterne, der gøres et mærke på smalle elementer med en blyant eller markør – afstanden, hvor det vil være nødvendigt at trykke røret ind i beslaget. Derefter kan du gøre udstyret.
Svejsning af PP -rør i etaper

Teknologien er ganske enkel, men alle anbefaler uden undtagelse at købe mere materiale til træning, da der er stor risiko for “den første pandekage er klumpet.” Efter at have modtaget selv minimale færdigheder, kan det minimeres, og grove fejl kan let undgås helt..
- Efter opvarmning af udstyret indsættes først en beslag i muffen, da disse dele har en lidt større vægtykkelse. Derefter placeres røret med minimal forsinkelse i doren. Det er dog optimalt at handle hurtigere: “med to hænder” på samme tid.
- Elementerne opbevares i udstyret i et bestemt stykke tid, derefter fjernes de hurtigt fra dyserne og forbindes og presser røret nøjagtigt til det tegnede mærke. Rulning er udelukket, men det er muligt hurtigt at justere leddet vandret.
- Efter docking svækkes trykket ikke i flere sekunder. Efter denne tid lades elementerne (afsættes) til afkøling. Fortsæt derefter med at behandle det næste par elementer.

Kontroller altid tipsene, før du tackler en ny forbindelse. De skal være fri for eventuelle polypropylenrester. Fjern dem med en hvid, fnugfri klud, da den resterende plastik får det næste element til at klistre. Ridser på teflonbelægningen fremstår ganske let, så det anbefales ikke at bruge skarpe værktøjer eller slibemidler til rengøring..
Slippe af med fedt i enderne
Nye amatørmestre tager ikke dette krav alvorligt, de tror at – “det vil gøre netop det.” Men erfarne arbejdere hævder, at efter ritualet med affedtning af leddernes ender vil det føre til, at kvaliteten af arbejdet vil være mange gange højere..
Inden svejsning af polypropylenrørene med egne hænder, skal du tørre indersiden af rørledningen med en alkoholserviet, især beslagene. Det er værd at være opmærksom på ikke kun fedtaflejringer, men også støv, korrosion og slibende defekter, som alle kan have en negativ indvirkning på det lejede udstyr. På samme måde skal yderligere dyser behandles med alkohol..
Inden hovedprocessen begynder, skal du være opmærksom på rørene igen, ingen rester af overskydende plast bør forblive, hvis du bemærker det, skal du slippe af med det!
Markering af røret med en markør
Begyndere kan have svært på dette stadium eller markere forkert. På grund af de forskellige diametre og riller ved samlingen er det umuligt at starte arbejdet uden at indhente nøjagtige data. Du kan foretage målinger ved hjælp af en simpel lineal.
Hvis dette ikke gøres, er der risiko for at installere en del af det rørformede produkt for dybt – dette vil medføre en indsnævring af leddet og vanskeligheder med at udføre yderligere trin.
Derfor er det værd at behandle målinger med særligt ansvar! At lave markeringer i høj kvalitet er ikke en let opgave, men der er tricks, som mestrer deres håndværk. For eksempel, hvis leddets diameter er 20 mm, skæres en cirkel med en parameter på 15 mm fra enden af rørledningen. Nu vil det ikke være svært at bestemme de nøjagtige dimensioner for landing..
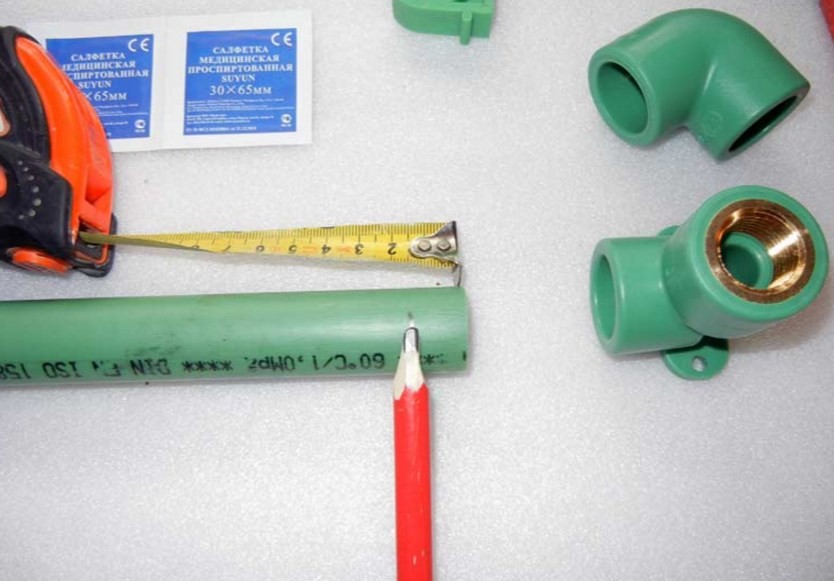
Opsætning af svejsemaskinen
Dyserne med den nødvendige diameter er fastgjort på loddejernet. Anbring svejseværktøjet godt på en plan overflade, så det ikke svinger. Varmeregulatoren flyttes til den ønskede position. Til svejsning af plastrør opvarmes loddejernet fra +255 til 280 ° C, uanset rørledningernes tykkelse. Kun opvarmningstiden for dele under svejsning ændres, intervallet mellem at holde leddet før størkning.

Komplet med svejsemaskinen er der dyser til rør med forskellige diametre
Varme dele
Ved svejsning opvarmes begge elementer samtidigt: røremner udefra (de indsættes i varmeelementet), beslag indefra (de skubbes ind på varmelegemet). Detaljerne fremføres med moderat indsats, indtil de stopper – jernpuden. Opvarmningstiden tælles fra kontaktmomentet, intervallet afhænger af rørets billets diameter:
Emnediameter, mm Opvarmningstid, sek Dysedybde, mm
| tyve |
otte |
fjorten |
| 25 |
ni |
16 |
| 32 |
ti |
tyve |
| 40 |
12 |
21 |
| 50 |
atten |
22.5 |
| 63 |
24 |
24 |
Leddets opholdstid er fra 4 til 8 sekunder. Dataene i de særlige propylensvejsningstabeller er vejledende. Inden rørledningen installeres, indstilles varme- og holdetiderne eksperimentelt. Plasten bør ikke opvarmes til hele dybden af væggen, så der ikke er indvendig sagging. Eksperimentelle emner gøres små, så den indre overflade af sokkelfugen er synlig.
Tilslutning af dele
Polymerrøret og armaturet opvarmet på dyserne skal hurtigt tilsluttes uden besvær og undgå forstyrrelser. Dette gøres i en bevægelse uden at dreje. Arbejdsstykker til svejsning med en diameter på mere end 50 mm (til et afløbssystem) er forbundet med et centreringsværktøj, du kan ikke få samlinger af høj kvalitet manuelt. Emnerne holdes i hænder, indtil plastikken hærder. Derefter lades den dannede knude helt afkøle i 3-10 minutter afhængigt af tykkelsen af emnerne.

De dele, der opvarmes på dyserne, skal hurtigt tilsluttes uden anstrengelser og undgå forvrængninger
Afisolering
Med en fil fjernes de ydre perler af polymer forsigtigt. De behøver ikke at være store, når de opvarmes og komprimeres ordentligt. Der bør ikke være nogen indvendig sagging i sømmene, dette er et ægteskab. Efter installation af vandforsyningen skal du sikre dig, at sømmene er pålidelige. Vand føres ind i systemet ikke tidligere end en times eksponering. Hvis der findes en lækage, skæres leddet ud, en ny flangeforbindelse foretages i stedet..
Sikkerhedsforskrifter
Husk, at maskiner til svejsning af polypropylenrør opvarmes til høje og traumatiske temperaturer. Pas på dit helbred og din sikkerhed, brug tykke beskyttelseshandsker og en lang kappe for at forhindre skader på grund af varme plastikstykker.
Sådan tilsluttes rørledningen
Meget afhænger også af installationen af komponentelementerne, så vi vil fortælle dig, hvordan du korrekt forbinder komponenterne, så de tjener hele driftsperioden og endnu mere..
Brug lidt tid og energi på at træne først. Bare øv dig på at sætte stykkerne sammen for at få tingene gjort hurtigt og holde stykkerne varme fra langsomheden i udførelsen. Sådan opvarmes dine evner:
- Gør rørene i den størrelse, du vil passe til den størrelse, du vil bruge, brug saksen.
- Rens de resulterende stykker for grater, fedt, et lag støv og al slags snavs.
- Marker med en markør på det sted, hvor beslaget skal placeres, dette skal gøres, hvis foreningen finder sted på en koblingsmåde.
- Loddejernet skal sidde godt fast. Forsøm ikke instruktionerne for ikke at begå fejl under driften.
- Vedhæftede filer skal fastgøres på “jernet”.
- Ved lodning af polypropylenrør vil en tabel med omtrentlige værdier blive en god rådgiver og assistent til at finde den rigtige temperatur til hver af sagerne..
- Efter opvarmning af “strygejernet” efter 3 minutter, tilsluttes beslaget og røret til dysen og venter på den tid, der er angivet i tabellen. Husk omgivelsestemperaturen.
- Fjern hurtigt de opvarmede dele fra spidserne og sammensæt dem. Husk, skub dem ikke hårdt! Lav en lille, men målbar indsats. Med koblingsmetoden er let rotation af delene tilladt, så de trænger ind i hinanden..
- Vi venter lidt tid, og nu er foreningen af de to dele forseglet og pålidelig.
- Mens temperaturen på båden falder, må du ikke røre den igen. Om en time er rørledningen klar til at transportere vand.
Lodningsproces. Trin for trin vejledning
Når du har en plan for rørledningen, og produkterne skæres i størrelse, kan du begynde at forbinde dem. Det er bedre at samle elementerne ikke på installationsstedet, men på bordet – det bliver lettere på denne måde, især hvis du arbejder alene. Når det er nødvendigt at lodde rørene på installationsstedet, skal du tilslutte en assistent, der holder de elementer, der skal tilsluttes, og du vil arbejde som et værktøj.
Lad os nu tale om, hvordan man bruger et rørloddejern. Handlinger kan beskrives i tre trin.
Trin 1. Tilslut enheden til netværket. Placer den på en flad overflade, og installer dyserne med den nødvendige diameter på varmeelementet. Tænd for opvarmningsknappen. Indstil den ønskede temperatur – som regel er dens værdi for polypropylen 260 ° C. Vent på, at arbejdsdelen bliver varm. For hver model, afhængigt af strømmen, indstilles denne tid individuelt, som regel ikke overstiger 15 – 20 minutter. Forresten, hvis du har et loddejern med to varmeelementer, kan du bruge begge på én gang til hurtigere opvarmning. Når driftstemperaturen er nået, skal den anden slukkes for at reducere belastningen på enheden. Du kan begynde at lodde 5-10 minutter efter at have nået driftstemperaturen: du skal lade arbejdsdyserne varme op.

Trin 2. Installer forbindelseselementerne på loddejernets dyser: beslaget er fastgjort til dornen, røret er fastgjort til muffen. Dette opvarmer armaturets indre overflade og rørets ydre del. Opvarmning skal udføres på samme tid. Plasten smelter inden for få sekunder – derefter skal elementerne hurtigt fjernes.
Trin 3. Sammenføjning af emner udføres manuelt. En del af det opvarmede rør indsættes i armaturets opvarmede fatning. Du skal forbinde elementerne første gang, i intet tilfælde skal du afbryde eller dreje dem, ellers vil sømmen være utæt. Efter docking, lad elementerne køle af i et par minutter.
Det er vigtigt at observere tidspunktet for termisk effekt på plasten og hærdetiden for de tilsluttede elementer. Det afhænger af rørets diameter og vægtykkelse. Hvordan ved jeg det passende tidsrum? Denne tabel vil hjælpe.
| Rørdiameter, mm |
Varmedybde, mm |
Opvarmningstid, s |
Afkølingstid, min |
| tyve |
fjorten |
5 |
3 |
| 25 |
16 |
7 |
3 |
| 32 |
tyve |
otte |
4 |
| 40 |
21 |
12 |
4 |
| 50 |
22.5 |
atten |
5 |
| 63 |
24 |
24 |
6 |

Ved at opretholde den anbefalede tid får du som følge heraf en høj kvalitet og stram forbindelse. Hvis du overdriver det og overopheder plasten, flyder det og tilstopper hullet i røret – så passerer vandet ikke, og efter installationen vil det være svært at finde et problemsted. I tilfælde af utilstrækkelig opvarmning er der mulighed for en løs forbindelse af delene – sømmen tillader vand at passere, hvilket med tiden vil forårsage en lækage. Og videre. Når du lodder plastrør for første gang, skal du øve dig på unødvendige rørbeklædninger for at undgå at ødelægge snittet i størrelse. Efter at have prøvet flere gange, kan du let bringe handlingerne til automatisme og være i stand til at gentage algoritmen med detaljer for pipelinen..
Nu ved du, hvordan du lodder plastrør og hvilke værktøjer du har brug for. På kort tid vil du være i stand til at samle et vandforsyningssystem i en lejlighed, i et landsted eller på en virksomhed. Ved at gøre alt rigtigt får du et pålideligt system. Plastrør tjener trods alt meget længe: de modstår temperaturer fra -20 til +90 ° C, er ikke modtagelige for rust og plakaflejring på de indre vægge. Ved at udføre alle trin i arbejdet personligt kan du være sikker på, at alle forbindelser vil være af god kvalitet og modstå arbejdsvandstrykket. Levetiden for en sådan rørledning kan være op til 100 år! Og forestil dig bare, at du vil gøre det selv.
Almindelige fejl ved svejsning af plastrør
Beslag og rør købes med en margin til at øve inden svejsning af rørledningen. Polypropylen fra forskellige producenter adskiller sig i kemisk sammensætning, opvarmes ved forskellige temperaturer. Det er vigtigt at kontrollere arbejdstykkernes holdetid på loddejernet, plasten bør ikke varmes helt op, men kun med 1/3 af tykkelsen. Intern sagging i rørledningen må ikke tillades.
Typiske nybegynderfejl:
- Dårlig forberedelse af forbindelser. Folielaget fjernes fuldstændigt over hele det opvarmede område.
- Du skal kun koge rene rør. Overfladen, hvor emnerne skal ligge, skal være fri for snavs og støv. Røret skal være tørt, ingen vandrester.
- De opvarmede emner tilsluttes kun koaksialt. Et par sekunder er tilladt for at korrigere forkert placering. Når plastikken deformeres, falder kvaliteten af sømmen.
- Uoverensstemmelse mellem fittings og rør. De skal være af det samme materiale. At spare på komponenter er upassende. Ved selvsamling af vandledningerne er ejeren ansvarlig for kvaliteten af sømmene. I tilfælde af en ulykke, vil betale for reparationer i de lavere lejligheder.
Svejsning anbefalinger
Følgende tip hjælper med svejseprocessen:
- Rørene og de elementer, der kræves til sammenføjning, skal fremstilles af den samme producent, så de har samme smeltepunkt;
- Inden du køber et loddejern, vil det være tilrådeligt at kontrollere dets driftstemperatur..
- Det skal huskes på, at det ikke kun er udstyrsmærket, der betyder noget, men også oprindelseslandet. Det tilrådes at vælge en kendt producent.
- Det er vigtigt at holde fremtidige forbindelsessteder rene. Støv og snavs påvirker kvaliteten af loddet negativt.
- Alt arbejde skal udføres ved en omgivelsestemperatur på mindst 5 ° C. Selv under disse forhold øges opvarmningstiden betydeligt, og leddene bliver sprøde..
Polypropylen rør svejsetemperatur bord
Teknisk arbejde indebærer klarhed i beregninger for at få det tilsigtede resultat. Der er regler baseret på fysiske love og erfaringer fra mestre i deres håndværk, der hjælper dig med at undgå fejl og slippe af med tvivl. Disse love gælder for den temperatur, der er forbundet med køletiden. Når du køber eller lejer en svejseenhed, er der vedlagt en betjeningsvejledning til den, hvor det er angivet med hvilken temperatur og hvor meget tid det er værd at bruge på hver af produkttyperne. Manglende overholdelse af disse standarder vil medføre en forringelse af kvaliteten af det endelige produkt af arbejdskraft, for eksempel – lav tæthed eller indsnævring af et plastrør og som følge heraf en mindre mængde væskecirkulation gennem det.
Sammenføjning af polypropylenrør er umulig uden at overveje nogle aspekter.
Du skal kende produktets diameter, temperaturen i det miljø, hvor arbejdet finder sted, og hvor længe “jernet” varmer op. Arbejdsmiljøets gradværdier er nødvendige, så under naturlige pusterum, uden hvilken ingen kan gøre, intuitivt forstår, hvor meget de bestanddele, der vil køle ned. Ved lave omgivelsestemperaturer skal polypropylen opvarmes længere end optimalt. For ikke at opleve problemer med individuelle fejlberegninger vedhæfter vi et færdigt bord..
Tabel over omtrentlige værdier for det korrekte polymerisationsresultat ved svejsning af polypropylenrør
| Rørdiameter, mm. |
Svejsedybde, mm. |
Opvarmningstid, sek. |
Afkølingstid, sek. |
Temperaturområde ˚C |
| tyve |
14-17 |
5 |
4 |
250-270 |
| 25 |
15-19 |
7 |
4 |
250-270 |
| 32 |
16-22 |
ni |
6 |
250-270 |
| 40 |
18-24 |
fjorten |
6 |
260-280 |
| 50 |
20-27 |
16 |
6 |
260-280 |
| 63 |
24-30 |
tyve |
otte |
260-280 |
| 75 |
26-32 |
25 |
otte |
270-300 |
| 90 |
29-35 |
tredive |
ti |
270-300 |
Alternativer til svejsning af PP -rør
Inden du træffer den endelige beslutning om metoden, er det bedre at stifte bekendtskab med andre muligheder, da det slet ikke er nødvendigt at svejse polypropylenrør. Det er muligt at anvende alternative metoder. Disse omfatter kompressionsbeslag og koldsvejsning – brug af pålidelige klæbemidler. Begge muligheder er lette at arbejde med, minimale omkostninger.
Brug af kompressionsbeslag
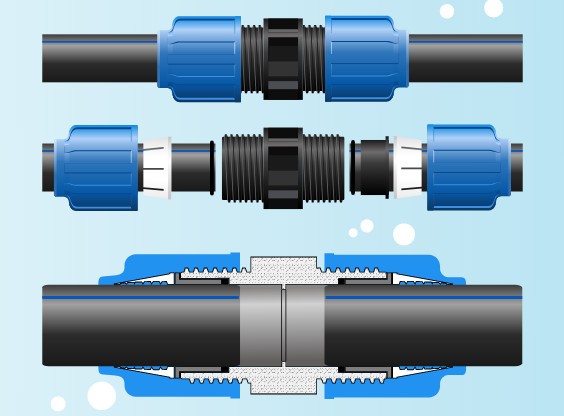
For at opfylde planen skal skibsføreren have brug for sådanne beslag og en krympenøgle. De første elementer er udstyret med fastspændingsringe, de fungerer som dæmpere i tilfælde, hvor der opstår stødbelastninger i systemet. Installation af disse elementer er som følger:
- En blå møtrik sættes på den forberedte ende af røret. Den hvide hylse skal pege mod elementets hale.
- Røret indsættes i beslaget, indtil det stopper, og bevæger klemringen. Den blå møtrik strammes først med hånden, derefter bruges en krympenøgle.
I dette tilfælde foregår arbejdet uden forsinkelse, da komprimeringsdelene ikke kræver yderligere handlinger, er de helt klar til arbejde. Temperaturmålinger for processen er heller ikke vigtige. Denne operation er enkel, det kræver ikke særlige færdigheder og særlig viden..
Kold svejsning af polypropylen

Dette er forbindelsen af elementer ved hjælp af termohærdende klæbemidler med epoxyharpiks: for eksempel LN-915 eller dens modifikationer. Sådan lim “ved, hvordan” opløser en tredjedel af sammenføjningsfladerne, hvilket giver den nødvendige diffusion. For at beskytte dine hænder mod “aggressoren” er det bedre at have handsker på.
- Efter forberedelse og affedtning af elementerne påføres lim på leddene, derefter forbindes de.
- Trykket holdes i 3 minutter, hvorefter det overskydende fremspring fjernes med en klud.
- Dele placeres på en flad overflade, der skal stå i mindst 6 timer.
En tæthedstest udføres først efter en dag. Ulempen ved metoden er muligheden for kun at bruge koldsvejsning til koldtvandsforsyningssystemer. Før arbejdet skal der sikres to betingelser – tilstrækkelig luftfugtighed og temperatur (fra 5 til 35 °). Handlingen skal udføres hurtigt, da limen ikke bør hærde for tidligt.
Uafhængigt arbejde vil ikke kunne forårsage alvorlige vanskeligheder, da det er ganske enkelt at svejse polypropylenrør. Du behøver kun:
- strengt følge den varme svejseteknologi;
- holde styr på tiden (tænk ikke ned på sekunder);
- sikre korrekt forberedelse af overflader;
- og udføre hvert trin i operationen korrekt.
Foreløbig “opvarmning” – uddannelse i rørskær og billige beslag anbefales af alle mestre, fordi det vil hjælpe dig med at forstå nuancerne ved svejsning af polypropylen og få i det mindste lidt erfaring.
Følgende video viser hele processen:
Montering af elementer uden lodning
Anvendelsen af kompressionsbeslag og moderne klæbemidler gør det muligt at installere polypropylenrør effektivt, hurtigt og med minimale materialeinvesteringer..
Mulighed nr. 1 – Installation af et kompressionsbeslag
For at implementere denne forbindelsesmetode skal du købe kompressionsbeslag og bruge en krympenøgle.

Kompressionsbeslag er udstyret med O-ring-klemringe, der fungerer som dæmpere i tilfælde af stødimpulsbelastninger (i modsætning til simple møtrikker)
Kompressionsmonteringsinstallation omfatter tre hovedtrin:
- En blå møtrik sættes på enden af røret, der er skåret i en ret vinkel og afgræsses. Når du placerer en hvid hylse, skal den placeres, så den fortykkede del er rettet mod rørets hale..
- Røret indsættes i beslaget, indtil det stopper, og skubber klemringen maksimalt.
- Spænd den blå møtrik, “agn” den først i hånden, og tryk derefter på den med en skruenøgle.
Der kræves ingen særlig viden og færdigheder for at samle kompressionsbeslag. Produkterne leveres til salg helt klar til installation. De kan installeres under alle temperaturforhold.
Mulighed # 2 – limelementer
Limmetoden bruges til at samle et vandforsyningssystem, hvorigennem det er planlagt kun at transportere koldt vand. For at anvende den “kolde” svejsemetode skal du bruge et “aggressivt” klæbemiddel, såsom LN-915.

Klæbemidlet er i stand til at opløse overfladerne af de dele, der skal forbindes med en tredjedel, og derved skabe betingelser for kold diffusionssvejsning
For at beskytte hændernes hud mod utilsigtet indtagelse af sammensætningen og “tæring” af dets aktive ingredienser er det bedre at udføre limmanipulationer med beskyttelseshandsker..
Handlingssekvensen ved limning af produkter:
- Kontroller korrespondancen mellem snitvinklerne på sammenføjningsområderne og markér stederne til limning med en blyant.
- Rengør og affedt de rørender, der skal tilsluttes.
- En klæbemiddelsammensætning påføres jævnt på rørenderne og området ved beslagene på beslagene..
- Rørsektionerne indsættes i beslagets huller med fokus på mærkerne med en blyant. Strukturen holdes i en fast position i tre minutter, hvorefter overskydende formuleringer fjernes med en serviet.
- De tilsluttede elementer lægges ud på en flad overflade og efterlades i 5-6 timer, indtil de er helt tørre..
Det er muligt at køre vandet for at kontrollere kvaliteten af limning kun en dag efter installationens afslutning..
Ved implementering af denne teknologi til installation af PP -rør er det vigtigt at overholde to hovedbetingelser: temperatur- og fugtighedsforhold. Alt arbejde skal udføres ved en lufttemperatur på +5, +35 ° C. Ved limning i varmt vejr skal arbejdet udføres så hurtigt som muligt, så limen ikke når at tørre, før installationen er afsluttet..
Hvad er de vigtigste fordele ved en sådan kombination af elementer?
De mest betydningsfulde træk ved den overvejede metode til at kombinere individuelle strukturelle forbindelser tilskrives ganske rigtigt:

- Høj montering af konstruktionen uden at gå på kompromis med det endelige resultat.
- Ved at bruge en kombination uden svejsning reducerer værkføreren i høj grad chancen for lækage.
- Lave omkostninger ved implementering af disse processer.
Derudover kan pvc -komponenter koldsvejses ved limning. Denne metode er ikke ringere end “hot” fixing med hensyn til den endelige kvalitet af forbindelsen og deres omkostninger, og nogle gange hjælper det med at spare penge, da elomkostninger er udelukket.
Ved hvilken temperatur svejses PVC -rør??

Hvis vi taler om “varme” metoder til samling af elementer, så er den optimale fikseringstemperatur 260 grader, men det er svært at nævne den tid, det vil tage for enheden at nå en sådan temperatur, da det afhænger af luften temperaturen på det tidspunkt, enheden varmer op.
Hot layout giver dig mulighed for effektivt at kombinere strukturelle sektioner af en lang række, herunder store diametre..
Guiden, der planlægger at bygge systemet, skal bruge følgende værktøjer:
- Maskine til lodning af PVC -samlinger, udstyret med et bevægeligt drev.
- Materialeskærer.
- Alkohol eller acetone til affedtning.
- Klude.
- Roulette eller centimeter.
- Blyant eller tusch.
Hvis du vil lære mere om materialer som polyvinylchlorid, skal du følge dette link og dykke dybere ned i læreprocessen.
Sådan forbereder du materialer og værktøjer til montering?
Forberedelsen af apparatet udføres inden for rammerne af følgende skema:

Proton PPT-1200
- Vedhæftningerne tørres omhyggeligt af med en på forhånd forberedt klud og installeres på enheden.
- Enheden er tilsluttet netværket og varmes op til driftstemperatur.
- Kontroller brænderens tilstand, mens den er ved at varme op. Hvis snittet er glat, uden defekter, er kutteren klar til arbejde, hvis der stadig er en fejl, skal værktøjet udskiftes eller skærpes.
Vigtigt: alle anvendte materialer skal rengøres grundigt, før montering påbegyndes. De produkter, der ikke sidder tæt ind i enheden, skal udskiftes. Gør-det-selv pvc vandrørsvejsning indebærer behovet for foreløbig skæring af individuelle dele af strukturen for at optimere efterfølgende manipulationer. Hvis diameteren på de dele, som den skal arbejde med, overstiger 40 mm, er det nødvendigt at lave en skråkant. En sådan manipulation gør det muligt at undgå defekter under installationsprocessen..
Hvordan polyfusion installation udføres?
Polyfuse fiksering af rør udføres som følger:
- Beslaget glider over den forvarmede dyse. Det er værd at huske, at væggene i denne del er tykkere end dyserne, så du bliver nødt til at varme mere omhyggeligt.
- Efter montering sættes den del, som den vil blive forbundet med, på dysen. Konsistens er vigtig, da tilpasningen tager længere tid at varme op. Mere detaljeret kan processen med opvarmning af dele ses i videoen:
- Hvis de opvarmede dele “sidder” tæt nok på dyserne, anses deres rotation for acceptabel og endda ønskelig. Sådanne manipulationer vil gøre opvarmningen mere ensartet..
- I slutningen af opvarmningen skal begge dele fjernes fra enheden og tilsluttes med en pæn, uhurtig bevægelse. Efter tilslutning skal den færdige struktur efterlades og vente på, at den er afkølet..
Hvordan foregår installationen af pvc -rør ved hjælp af elektrofitting?
Forberedelsesprocessen til begyndelsen af sammenføjningselementer inden for rammerne af den overvejede metode udføres på samme måde som ved polyfusionssvejsning. Efter grundig rengøring af rør og fittings kan de placeres i el -monteringen. For at starte opvarmning af delene skal du trykke på startknappen (normalt “start”). Efter at delene er opvarmet nok til en god forbindelse, stoppes opvarmningen automatisk..

De største fordele ved den overvejede metode til at forbinde rør omfatter traditionelt en høj lodningshastighed, der opnås uden at gå på kompromis med kvaliteten. Den overvejede metode bruges i tilfælde, hvor det kommer til store mængder arbejde. Som regel giver installation af alle typer rør, herunder svejsning af pvc 32 -rør, ikke betydelige vanskeligheder..
Prisen på den pågældende service afhænger af mange hjælpefaktorer, såsom rørdiameter, leddiameter. Som regel er enheden til måling af det udførte arbejde smp. – lineær måler. For eksempel koster det at lægge kloakrør med diametre på 100 mm i gennemsnit 300 rubler (100 – 120 UAH) pr. Meter, mens installation af dele med en diameter på 50 mm vil koste 150 rubler (40 – 60 UAH). Prisen kan variere afhængigt af de aktuelle arbejdsforhold og kundens individuelle ønsker.
Layout af polypropylenrør
Polypropylenrør bruges til installation af en kam med koldt eller varmt vand, opvarmning. Valget af diameteren er individuelt i hvert tilfælde – det afhænger af den mængde væske, der skal pumpes pr. Tidsenhed, den nødvendige hastighed for dens bevægelse (formel på billedet).
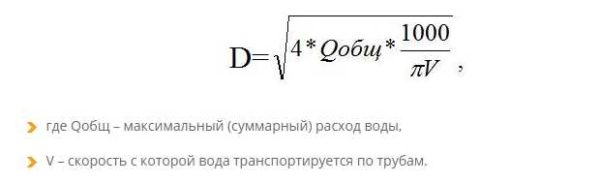
Formel til beregning af diameteren af polypropylen
Beregning af rørdiametre til varmesystemer er et separat emne (det er nødvendigt at bestemme diameteren efter hver gren), for vandledninger er alt lettere. I lejligheder og huse bruges rør med en diameter på 16 mm til 30 mm til disse formål, og de mest populære er 20 mm og 25 mm..
Vi tæller beslag
Efter bestemmelse af diameteren overvejes rørledningens samlede længde, afhængigt af dens struktur, købes fittings. Med rørlængden er alt relativt enkelt – du måler længden, tilføjer omkring 20% til fejlen og mulige defekter i arbejdet. Et rørdiagram er påkrævet for at bestemme hvilke beslag, der er nødvendige. Tegn det med angivelse af alle haner og enheder, som du vil oprette forbindelse til.

Et eksempel på en ledning af polypropylenrør i et badeværelse
For at oprette forbindelse til mange enheder kræves en overgang til metal. Der er også sådanne fittings af polypropylen. De har en messingtråd på den ene side og en almindelig loddetilpasning på den anden. Umiddelbart skal du se på diameteren af dysen på den tilsluttede enhed og den gevindtype, der skal være på beslaget (internt eller eksternt). For ikke at tage fejl, er det bedre at skrive alt ned på diagrammet – over bøjningen, hvor dette beslag skal installeres.
Ifølge skemaet overvejes endvidere antallet af “T” og “L” formede forbindelser. Tees og hjørner købes til dem. Der er også kryds, men de bruges sjældent. Hjørnerne er i øvrigt ikke kun 90 °. Der er 45 °, 120 ° hver. Glem ikke koblinger – disse er fittings til sammenføjning af to rørsektioner. Glem ikke, at polypropylenrør er helt uelastiske og ikke bøjer, derfor foretages hver omgang ved hjælp af beslag..
Ved køb af materialer skal du aftale med sælgeren om muligheden for at udskifte eller returnere en del af beslagene. Problemer opstår normalt ikke, da selv professionelle ikke altid umiddelbart kan bestemme det nøjagtige produktsortiment. Desuden er det undertiden under installationsprocessen nødvendigt at ændre rørledningens struktur, hvilket betyder, at fittingsættet ændres..
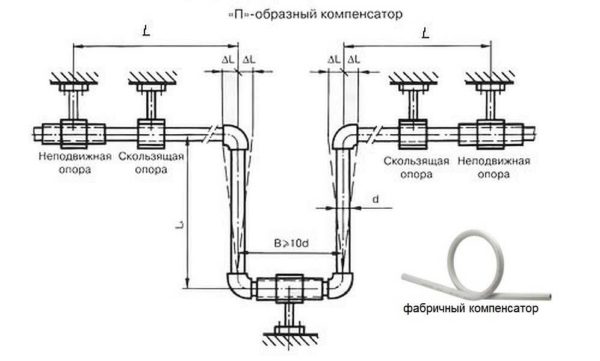
Kompensator til varmtvandsforsyning og opvarmning af polypropylenrør
Polypropylen har en temmelig betydelig termisk ekspansionskoefficient. Hvis der installeres et varmtvandsforsynings- eller varmesystem i polypropylen, er det påkrævet at lave en ekspansionsfuge, som forlængelse eller forkortelse af rørledningen vil blive nivelleret med. Det kan være en fabriksfremstillet ekspansionsledsløjfe eller en ekspansionsfuge, der er monteret i henhold til skemaet fra fittings og rørstykker (billedet ovenfor).
Lægningsmetoder
Der er to måder at installere polypropylenrør på – åbne (langs væggen) og lukkede – i riller i væggen eller i et afretningslag. Langs væggen eller i rillen er polypropylenrør fastgjort til klipsholdere. De er enkle – for at lægge et rør, er der dobbelt – når to grene løber parallelt. Fastgøres i en afstand af 50-70 cm. Røret indsættes simpelthen i klemmen og holdes på grund af den elastiske kraft.

Fastgørelse af polypropylenrør til vægge
Når det lægges i et afretningslag, hvis det er et varmt gulv, er rørene fastgjort til armeringsnettet; der kræves ingen anden yderligere fastgørelse. Hvis rørene til radiatorerne er monolitiske, behøver rørene ikke at blive fastgjort. De er stive, deres position ændres ikke, selv når den er fyldt med et kølevæske.

Muligheden for skjult og ekstern ledning i en rørledning (bag badeværelset blev ledningerne gjort åbne – mindre arbejde)
Sådan loddes glasfiberforstærkede polypropylenrør korrekt

Polypropylenforstærkede rør til varme og VVS er et helt nyt materiale, der kun har været på markedet i få år. Derfor er mange interesserede i – hvad er fordelen ved disse rør og er armering så vigtig? Dernæst vil vi forsøge at besvare dette spørgsmål og overveje alle funktionerne i polypropylenrør..
Ulemper ved polypropylen
Polypropylenrør er blevet en af de mest populære typer plastrør, da de har en række positive kvaliteter (find ud af her, hvordan og til hvilket formål drænrør bruges på stedet).
De er imidlertid ikke uden ulemper, der er forbundet med egenskaberne ved selve materialet:
- Polypropylen er en lavsmeltende plast;
- Har en høj termisk ekspansionskoefficient.
Varmebestandighed
Materialets erklærede smeltepunkt er 175 grader Celsius, men det begynder at blødgøre ved en meget lavere temperatur – 140 grader. Den garanterede temperatur, ved hvilken produkterne opfylder alle deklarerede egenskaber, og rørledningen fungerer som forventet, er 95 grader Celsius (nogle sorter har endnu mindre).
En så stor temperatur “reserve” skyldes, at samtidig med at den virker på væggene i polypropylenrørledningen på samme tid med høj temperatur og tryk, er dens modstand meget mindre, end når disse faktorer er adskilt.
Varmeudvidelse
Som du ved, udvides alle materialer ved opvarmning, kun nogle mere og andre mindre. Polypropylen er en af dem, der ekspanderer meget kraftigt. For et koldtvandsforsyningssystem er denne egenskab naturligvis ikke ligegyldig, men når det arrangeres varmeanlæg eller varmtvandsforsyningssystemer, forårsager det mange problemer:
| Æstetik |
Når den forlænges, går rørledningen i uattraktive bølger |
| Integritet af dekorative belægninger |
Ved skjult installation af rørledningen, f.eks. I vægbeklædninger eller under en afretningslag, fører ekspansionen til revner i belægningen. |
Problemløsning
Som du sikkert gættede, er forstærkede polypropylenrør løsningen på alle de ovennævnte problemer. Faktum er, at armeringen fungerer som en stærk ramme til røret, som ikke tillader det at vokse i længde og bredde ved opvarmning..
Desuden forhindrer forstærkningen ved overdreven varme røret i at hæve og briste. Sandt nok er den maksimale driftstemperatur, der er angivet af producenterne, stadig 95 grader Celsius, men forstærkede rør er stadig meget mere varmebestandige..
I dag er der to former for forstærkning:
Aluminium
Aluminiumsforstærkede polypropylenrør består af flere lag, mellem hvilke aluminiumsfolie er placeret. Lagene limes sammen med polypropylenlim.
Bemærk! Kvaliteten af flerlagsprodukter afhænger i høj grad af klæbemidlets kvalitet. Derfor er det ikke ualmindeligt, at billige rør delamineres under visse driftsbetingelser..
Glasfiber
Glasfiber er et alternativ til aluminium. Som i den tidligere sag er polypropylenlag placeret udenfor og inde i produktet, og et glasfiberlag er placeret indeni. Desuden er alle lag monolitiske.
Det indre lag af disse produkter er svejset til det ydre og indre lag. Som et resultat holder polypropylen glasfiberfibrene sammen, og glasfiber forhindrer igen, at det deformeres. I modsætning til den tidligere armeringstype påføres der ikke lim ved brug af glasfiber.
Glasfiberarmeringsskema
Ulempen ved glasfiber er, at det øger produktets vægt, men for det er prisen på dets pris reduceret en smule. Sandt nok afhænger omkostningerne stort set af producenten..
Derudover skal det bemærkes, at varmeledningen, der er forstærket med glasfiber, mætter kølevæsken med ilt, hvilket resulterer i, at kedlerne ruster. Ifølge mange eksperter er dette problem imidlertid mere langtgående end virkeligt, da der ikke er specifikke tal..
Installation funktioner
Lodning af forstærkede polypropylenrør udføres efter det samme princip som for konventionelle polypropylenprodukter:
- Først og fremmest skæres produkterne i størrelse i overensstemmelse med diagrammet over den fremtidige rørledning;
- Derefter opvarmes fittings og rør med et specielt loddejern, indtil det er blødgjort;
- De opvarmede elementer kombineres og holdes i denne position, indtil materialerne størkner, hvilket resulterer i en pålidelig forbindelse.
Der er dog en forskel – vejledningen til installation af aluminiumforstærkede rør indeholder en anden teknologisk proces. Inden produktet opvarmes med et loddejern, skal det rengøres, dvs. fjern aluminiumslaget.
Hvis aluminiumslaget er på ydersiden, udføres operationen som følger:
- Røret skal indsættes i en særlig enkel muffe med knive
- Dernæst skal du dreje værktøjet flere gange med dine egne hænder..
- Derefter udføres lodningen i henhold til standardordningen..
Bemærk! Aluminiumsarmerede polypropylenrør til opvarmning skal indeholde massiv folie. Til varmtvandsforsyning kan der bruges perforeret armering.
Til rør med forstærkning placeret indeni bruges et lidt mere komplekst værktøj – et vendende værktøj. Princippet for dets drift ligger i, at det vælger det indre lag fra enden af røret og derved sikrer en pålidelig samling af rørledningselementerne.
Denne handling forhindrer:
- Delaminering af rørledningen;
- Destruktion af aluminium som følge af elektrokemiske processer, der opstår, når der er en potentiel forskel i metaller.
Hvad angår lodning af glasfiberforstærkede produkter, er processen ikke forskellig fra lodning af enkeltlags polypropylen..
Råd! Du kan skelne polypropylenrør forstærket med glasfiber ved samlingen – de har tre lag med omtrent samme tykkelse.
Det er alle de funktioner, du skal gøre dig bekendt med, før du lodder forstærkede polypropylenrør..
Opvarmningstid, køletid
Emnet “Sådan svejses polypropylenrør” slutter ikke der, da den enkleste (ved første øjekast) operation har et stort antal “faldgruber”. Hvis du ikke fokuserer på tal, fungerer komplet polymerisering af de tilstødende elementer ikke. Af denne grund skal enhver mester have følgende tabel med sig:
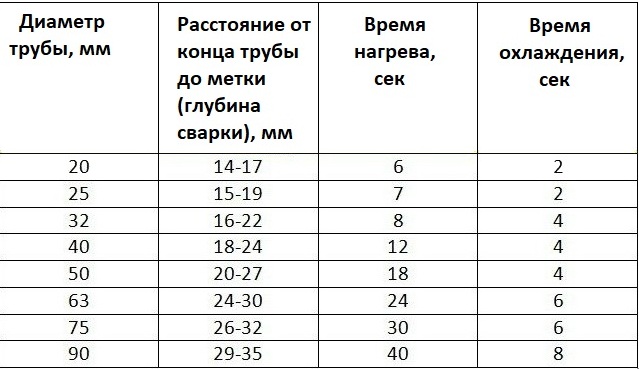
Utilstrækkelig opvarmning gør det ikke muligt at levere den mest pålidelige forbindelse. Ordtaket “det er bedre at overdrive det end at savne det” i dette tilfælde virker heller ikke: lang opvarmning ender med, at polymeren simpelthen flyder. Dele vil uundgåeligt blive deformeret. Den mest alvorlige konsekvens vil være et fald i den indre diameter i disse dele af vandforsyningen. Årsagen er fremspringene på svejsningerne.
Fejl ved arbejde med polypropylenrør
Erfaring kommer til enhver nybegynder mester med fejl. Det er også svært at undgå dem, når det drejer sig om polypropylenprodukter. Det er bedre at stifte bekendtskab med de hyppigste af dem, selv før du går i gang med praktiske øvelser..
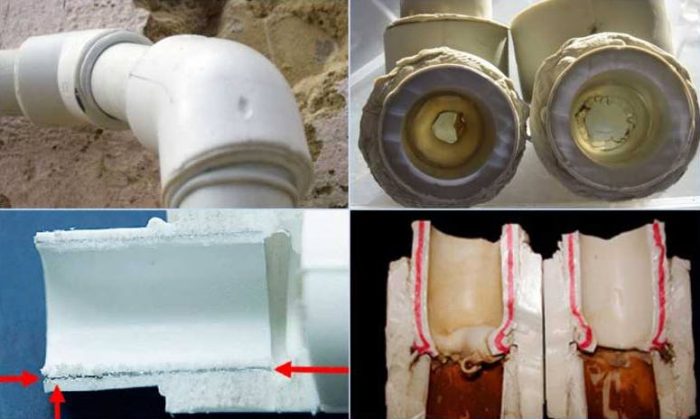
- Utilstrækkelig affedtning af kvalitet. Det kan ikke garantere et 100% resultat. Fedtfilmen er grunden til, at diffus svejsning forekommer delvist i sådanne områder. Hvis de er store, så sker det måske slet ikke..
- Ufuldstændig rengøring af røret fra armeringsfolielaget. I dette tilfælde bliver selv et lille område, hvor fremmedlegemer forbliver, et svagt led. Lodning af høj kvalitet på det er umuligt, og resultatet af uopmærksomhed vil være en ulykke – en vandrørlækage.
- Forkert opvarmning af elementerne på udstyret. Den ideelt lige placering af detaljerne er nødvendig på dette trin. Selv den mindste forskydning kan påvirke pålideligheden og ydeevnen for ethvert system..
- Unøjagtig matchning af elementer. Når det først er forbundet, er det ideelt, at der ikke er nogen ikke-lineære forskydninger. Selv den mindste drejning om aksen vil påvirke sømkvaliteten negativt. Det vil ikke være stærkt nok.
- Justeringskorrektion efter docking. Dens varighed er 1-2 sekunder. En længere tid vil allerede påvirke forbindelsens pålidelighed. Forkert justering i små områder vil ikke være synlig, men på en lang linje bliver det mærkbart.
- Utæt rør passer ind i en armatur er en anden potentiel (og almindelig) fejl. Dens ende skal gå op til markeringslinjen eller op til selve fælgen, som findes på nogle plastprodukter.

Et andet potentielt problem er sagging i lange sektioner (4-5 m). Polypropylenrør er kendetegnet ved lineær ekspansion under påvirkning af høje temperaturer eller med stigende tryk. For at undgå dette fænomen bruges kompensatorer. Du kan købe dem i butikken eller oprette dem selv. Den enkleste hjemmelavede enhed er en sløjfe lavet af et plastrør.
Hvis du er i tvivl om kvaliteten af sømmen, er det bedre at skære det mistænkte område ud og derefter gentage det. Rettidig afhjælpning af fejl (under installationen) vil undgå at udskifte en samling i et arbejdssystem.
Almindelige fejl
Der er flere vigtige nuancer, der skal tages i betragtning ved svejsning af PPR -rør. Forsømmelse af sådanne funktioner påvirker kvaliteten af forbindelserne negativt og reducerer det færdige systems levetid betydeligt..
Forkert svejsetidsforsinkelse
Lodning af PPR -rør forudsætter streng overholdelse af teknologien. Opvarmning for længe får åbningen til at trække sig sammen, hvilket kan resultere i utilstrækkelig varmeafledning fra radiatoren og for stort tryk inde i systemet..
|
Rørdiameter (mm.)
|
Svejsetid (sek.)
|
Opvarmningstid (sek.)
|
|
tyve
|
4
|
5
|
|
25
|
4
|
7
|
|
32
|
4
|
otte
|
|
40
|
6
|
12
|
|
50
|
6
|
atten
|
|
63
|
6
|
24
|
|
75
|
otte
|
tredive
|
|
90
|
otte
|
40
|
|
110
|
ti
|
50
|
Tryk for dybt ind i tilpasningen
Overdreven nedsænkning af røret bidrager til en kritisk reduktion i rørsystemets indvendige diameter. For at foretage forbindelsen korrekt er det nødvendigt at markere røret før opvarmning af apparatet, i overensstemmelse med hvilken sammenføjningen udføres.
Forurening af forbindelseselementerne
Vand og forurening på overfladen af rør og fittings tillader ikke, at den samlede konstruktion er tæt. Inden du begynder at lodde, skal du fjerne al fugt og akkumuleret støv..
Drejning af rør i fittings
Efter svejsningen er fuldført, er det absolut umuligt at rotere komponenterne eller vende dem ud. Resultatet af en sådan handling kan være udseendet af lækager under driften af rørledningen..
Forkert valg af udstyr
Værktøjet til svejsning af polypropylenrør af elementer skal nøje overholde rørets tekniske egenskaber. Ud over en loddeindretning og en særlig saks skal du købe en markør, et niveau, et konstruktionstape og en trimmer.








DIY svejsning af polypropylenrør: hvordan man korrekt svejser polypropylenrør
Svejsning af polypropylenrør: hvad er det?
Den vigtigste egenskab ved polypropylen er øget stivhed, umulighed for bøjning. Takket være denne kvalitet har de vundet popularitet. Af denne grund producerer industrien en bred vifte af de samme fittings til systemer med forskellige konfigurationer. Disse er koblinger, bypasser, adaptere, tees, hjørner osv..
Hovedbetingelsen for operationens succes er sammenfaldet af parametrene (diameter, vægtykkelse) af de elementer, der skal sammenføjes. Disse fittings er forbundet med rør ved lodning eller svejsning. Begge elementer opvarmes til smeltepunktet og hurtigt, i en varm tilstand, dock. Efter 5-10 sekunder lades de afkøle. Som et resultat af enkle handlinger opnås en absolut stram forbindelse..
Ved svejsning bruges materialediffusion, på grund af hvilken repolymerisering sker – en proces, hvor begge dele bliver til en helhed til en monolit. Opvarmningstemperaturen påvirkes af diameteren og tykkelsen af væggene i de sammenføjede dele samt det materiale, hvorfra forstærkningslaget er fremstillet. For at kunne forbinde polypropylen til metal produceres kombinerede fittings. En af dem er metal, med en tråd, den anden er lavet af polymer.
Generelle begreber
Hvis du har brug for instruktioner om, hvordan du lodder polypropylenrør, så antager vi, at du allerede har studeret alle egenskaberne ved dette materiale, så vi vil ikke beskrive dette øjeblik grundigt.
Vi vil ikke desto mindre overveje de grundlæggende oplysninger om PP -rør, så et øjeblik i lodningsprocessen ikke bliver noget uventet for dig..
Ejendom af polypropylen
Polypropylen er et polymeriseringsprodukt af 2 gasser – ethylen og propylen. De blandes i et bestemt forhold. Som et resultat er det muligt at få granulat, hvorfra der laves rør. Dette gøres ved ekstruderingsmetoden..
Materialegenskaber er vist i tabellen:
De angivne egenskaber er velegnede til koldtvandsforsyning. Forstærkning af glasfiber eller aluminium gør det muligt at skaffe produkter, der er egnede til batterier og varmtvandsforsyning.
Varmebestandighed
Polypropylen begynder at blødgøre og ændre form, når den når 140 ºC. Fabrikanter mærker dog deres rør og fittings med en temperaturgrænse på kun 95 ºC. Som allerede nævnt i mange artikler er det uønsket at anvende polypropylenrør på varmeledninger..
Hvis dit bopæl er placeret i regionerne i det fjerne nord, og om vinteren observerer du ofte damp, der slipper ud af en varmtvandshane, så er det bedst at bruge kobber eller galvaniserede rør i stedet for PP -rør..
Termisk forlængelse
Under opvarmningsprocessen øger polypropylen betydeligt sine lineære dimensioner. Rør i et system fremstillet af sådant materiale begynder at synke i bølger i store lige sektioner. Hvis der installeres en tyk PP -varmestiger mellem lofterne og begrænses af tykke forbindelsesbeslag, kan de resulterende spændinger forårsage store problemer..
I sådanne situationer kan en nyhåndværker opleve komplikationer med lodning af polypropylenrør..
Professionelle håndværkere kan bruge en af flere løsninger:
Forstærkning
Metoden til lodning af polypropylenrør afhænger af armeringstypen eller dens fravær:
Rør, hvor forstærkningslaget er placeret mellem to lag polypropylen, rengøres med et vendende værktøj. I et sådant værktøj er en smal kniv placeret på siden af enden.
Det er bedre at være opmærksom på de forstærkede rør, hvis du planlægger at designe et vandforsyningssystem, hvorigennem varmt vand vil blive tilført. Hvis du bruger PP -rør til systemer med koldtvandstransport, så vil du kun bruge flere penge, i dette tilfælde er der simpelthen ingen fordel.
Loddeteknologi
Nedenfor beskriver vi, hvor korrekt og ved hvilken temperatur der skal loddes polypropylenrør:
De enkleste loddejern kan kun lodde polypropylen – de sørger ikke for temperaturkorrektion. Universelle er også i stand til at lodde lavsmeltende polyethylen, de kan justere temperaturen fra 260 til 280 ºC.
Til stripping skal et rør med ekstern forstærkning indsættes i værktøjet og drejes et par gange, hvis forstærkningslaget er indeni, skal værktøjet presses mod enden af røret og vendes med lidt anstrengelse.
Du kan tydeligt finde ud af om processen med lodning af rør ved at se de videoer, der findes på Internettet.
Her er nogle nyttige tips til begyndere for at gøre lodningsprocessen lettere for dem:
Vi håber, at du har fundet ud af at lodde PP -rør, og hvad der er nødvendigt for dette. Vellykket renoveringsarbejde!
Stiksvejsning
Metoden er enkel. I dette tilfælde bruges et specielt element til at fastgøre rør med samme diameter – en kobling. Den har en lidt mindre diameter. Under svejsning varmer den ydre del af røret og koblingens indre overflade op og smelter.
Specificering af lodning af polypropylenrør
Svejsning af polymerprodukter udføres ved hjælp af en teknologi, der implementeres ved brug af materialegenskaber. Polypropylen er fleksibel. Denne egenskab af PP -produkter erhverves imidlertid, når temperaturen ændres. Dens stigning til et vist niveau fremmer blødgøring af materialet..
Afkøling af den opvarmede rørforbindelse sker også hurtigt. Af denne grund forkortes lodde- / loddetiden. Hvis du udfører handlingerne for at forbinde kommunikation langsomt, falder kvaliteten af leddet. I dette tilfælde er det svært at sikre tætheden af sømmen..
Stikkontakt eller stikkontakt
Lodninger af polypropylenrør og fittings
Fastgørelse til afspærringsventiler
Buttlodning af rør med stor diameter
Svejsning af polypropylenrør er mulig på grund af dette materiales egenskaber. Smeltetemperatur – fra + 149 ° С. Loddejern bruges til lodning af polypropylen. De leverer opvarmning af PP -produkter til et niveau på + 320 ° С, men der bruges en mindre intensiv driftsmåde (op til + 300 ° С).
Handl ikke på PP -rør med en varmekilde opvarmet til kritiske temperaturer. Det anbefales heller ikke at virke for længe på røret med et loddejern. Under sådanne forhold mister materialet sine egenskaber, produkterne krummer som følge heraf..
Karakteristika og udstyr til loddejern
Et loddejern til propylenrør ligner design og driftsprincip et almindeligt jern, det adskiller sig kun i form og formål.
Hoveddelene er en termostat og et kraftigt varmeelement samt et ergonomisk håndtag, stativ og udskiftelige dyser til forskellige rørdiametre.
PMoregulatoren sikrer, at en bestemt temperatur opretholdes, da overophedet eller underafkølet polypropylen ikke giver en højkvalitetsforbindelse under lodningsprocessen. Et andet formål med termostaten er at beskytte varmeelementet mod overophedning. Ifølge sit design kan varmeelementet være af to typer – rundt (dyser er spændt på det) og fladt i form af en jernsål med huller til fastgørelse af dyser. Den anden mulighed er mere populær.
Dyser til forskellige rørdiametre er inkluderet i sættet, og deres antal kan være forskellige for forskellige sæt, her er det allerede op til dig at vælge. De kan købes separat, hvis det kræves. Tilbehøret har en særlig belægning, der forhindrer PP i at klæbe. Nogle kits indeholder også specielle saks til skæring af propylenrør. Dette er et nødvendigt værktøj til installation, så hvis dit kit ikke indeholder dem, skal du helt sikkert købe dem. Som regel sælges et loddejern i en praktisk metalkasse til transport og opbevaring af alle dets dele..
Enheden og funktionsprincippet for værktøjet til svejsning af polypropylen
I dag beskæftiger mange indenlandske og udenlandske virksomheder sig med produktion af udstyr til tilslutning af plastrør, som forsøger at gøre det så bekvemt og effektivt som muligt. Til dette er loddejernene udstyret med yderligere funktioner, deres udseende, håndtagets placering og metoderne til fastgørelse af dyserne ændres. Imidlertid forbliver hovedelementerne og knudepunkterne de samme (fig. 1):
Ifølge driftsprincippet ligner apparatet til svejsning af polypropylenrør et almindeligt jern. Først opvarmer varmeelementet komfuret. Det afgiver sin varme til dyserne, som opvarmer plasten til en bestemt temperatur og derved opnår den nødvendige viskositet. Hele processen overvåges af en termostat, ved hjælp af hvilken opvarmningstemperaturen holdes inden for de angivne grænser..
Pålideligheden af polypropylenforbindelsen afhænger direkte af termostatens stabilitet. Normalt er billige loddejern udstyret med termostater af lav kvalitet. Dette fører til det faktum, at plasten under svejsningen overophedes eller ikke opvarmes. Som et resultat får du en dårlig forbindelse. Derfor bør du ikke spare på at købe et loddejern. Når du vælger et værktøj til lodning af polypropylen, er det nødvendigt at foretrække udstyr med jævn temperaturkontrol og nøjagtig kalibrering..
Sådan vælges et jern til svejsning af polypropylenrør
Når man køber et værktøj til lodning af polypropylen, skal man være særlig opmærksom på følgende egenskaber:
Strøm er den vigtigste tekniske egenskab ved loddejernet, hvor den maksimale diameter af de tilsluttede elementer afhænger, samt tidspunktet for deres opvarmning og dermed svejsningshastigheden. Det skal dog huskes på, at når du køber et værktøj, behøver du ikke jagte magt, da prisen på udstyr også stiger med stigningen..
Når du vælger en enhed til lodning af polypropylenrør med hensyn til effekt, er det nødvendigt at gange diameteren af de tilsluttede elementer med 10.
Som et resultat får du værdien af værktøjets minimumseffekt. For eksempel, hvis du ved design af et varmesystem skal tilslutte rør med et tværsnit på 40 mm, skal du i dette tilfælde købe et loddejern med en kapacitet på mindst 0,4 kW. For at udføre reparationsarbejde i din lejlighed eller private hus vil en jerneffekt på 0,7 kW være nok. Hvis du planlægger at bruge et loddejern til professionelle formål, når rørdiameteren kan nå 100 mm, anbefales det at købe en enhed med en effekt på op til 2 kW..
Et sæt dyser. Dyser af høj kvalitet til lodning af polypropylenrør skal opfylde følgende betingelser:
Næsten alt moderne udstyr til rørsvejsning har mulighed for at bruge flere dyser med forskellige diametre på samme tid. Dette giver dig mulighed for at reducere installationstiden betydeligt, da der ikke er behov for at vente, til dysen er afkølet for at udskifte den.
Strukturelt består alle dyser af 2 dele: til ekstern (muffe) og intern (dorn) opvarmning af polypropylen (fig. 2). Enhver legering, der opfylder alle ovenstående krav, kan bruges som fremstillingsmateriale. Ved fremstilling af vedhæftede filer for at øge deres styrke og holdbarhed bruges forskellige belægninger. Oftest er det teflon, som også har en non-stick egenskab, så den opvarmede plast ikke klæber til vedhæftede filer..
Et sæt til svejsning af polypropylenrør kan have følgende konfiguration:
Virksomhedsproducent. På VVS -markedet er der loddejern til lodning af polypropylenrør fra forskellige producenter. Blandt dem er det første sted med hensyn til byggekvalitet og brugervenlighed besat af tjekkiske og tyske værktøjer. Det skal bemærkes, at det er ret dyrt, så det anbefales kun at købe det til professionelt arbejde..
Tyrkiske og indenlandske modeller af loddejern er billigere end deres tyske og tjekkiske modstykker, men deres tekniske egenskaber er noget værre. Til privat brug er sådant udstyr bedst egnet. Kinesisk fremstillede loddejern er de mest overkommelige, men lave omkostninger udmøntes ofte i en kort levetid..
Hvis du har brug for et loddejern til en enkelt reparation, så er kinesiske modeller den bedste løsning..
Sådan vælges et sæt til lodning af polypropylenrør?
Valg af værktøj er en af hovedstadierne i professionelt eller husholdningsarbejde. Af tekniske formål, installation af vandforsyningssystemer i et sommerhus, er det nok at købe et enkelt jern til lodning af polypropylenrør. Det er bedre at foretrække ikke kinesiske muligheder, men gennemprøvede europæiske og japanske mærker med elværktøj.
Inden du køber et værktøj til lodning af polypropylenrør, skal du sørge for, at et sådant køb er tilrådeligt. Det kan være billigere og mere bekvemt at bestille tjenester fra specialister og få en garanti for forbindelser af høj kvalitet.
Typer af propylenrør
Inden du går videre til spørgsmålet om, hvordan du svejser polypropylenrør, skal du lære disse produkter bedre at kende. De fås i fire farver: hvide, grønne, grå og sorte produkter kan sælges. Sidstnævnte sort er kendetegnet ved maksimal modstandsdygtighed over for ultraviolet lys, da den bruges til at oprette et kunstvandingssystem. Resten af materialerne har lignende egenskaber: de bruges til at lægge kommunikation i eller uden for huset..
Til VVS
Rør mærket PN 10 er velegnede til koldtvandsforsyning. De kan bruges til konstruktion af gulvvarmesystemer med opvarmning op til 45 grader. Disse produkter er kendetegnet ved tynde vægge. Modeller med PN 25 -mærkning er velegnede til varmtvandsforsyning.
Til opvarmning
Modeller med PN 16 -mærkning bruges til varmeledninger med lavt tryk. PN 20 -produkter betragtes som universelle. De tillader vandforsyning med en temperatur på ikke mere end 85 grader. Produkter mærket PN 25 kan også bruges i varmeanlæg..
Formål
Hvis vi taler om deres klassificering efter formål, kan alle polypropylenrør opdeles i tre typer:
Polypropylenrør til koldt og varmt vandforsyning adskiller sig i deres egenskaber med hensyn til graden af pålidelighed.
Mærkning
PN er en forkortelse, der angiver arbejdstrykket (maksimum), som plastrør kan arbejde med i 50 år ved en temperatur på 20 °. Der er 4 typer af sådanne produkter.
Sidstnævnte type er en ideel kandidat: både til varmesystemer og varmt vand.
Polypropylenrør produceres i forskellige diametre (20-110 mm), men til private huse og lejligheder købes produkter med dimensioner på 20, 25 mm, sjældnere – 32 mm normalt. Dette er den indre diameter, mens tykkelsen af deres vægge kan være meget forskellig..
Udstyr til svejsning af polypropylen
Ethvert reparationsarbejde kræver specialudstyr og et sæt passende værktøjer. Svejsning af polypropylen er ingen undtagelse.
Hovedpersonen “person”
Denne operation kræver specialværktøj. Nogle kalder dem loddejern, andre som svejsemaskiner. Dette er en metalplatform, indeni er der en elektrisk spiral, der varmer overfladen op. På grund af ligheden med et velkendt husholdningsapparat fik denne enhed et andet navn – et strygejern. Loddejernssættet indeholder dyser med standardstørrelser (20, 25, 40).
Der er flere sådanne designs, men der er to hovedmodeller. En af dem har en flad platform, der ligner sålen på et jern. En anden anordning er en cylindrisk varmelegeme. Begge typer udstyr er effektive. Valget af enheden afhænger af, hvilken der vil være (synes) mere praktisk for en bestemt mester at arbejde med. Da prisen på et sådant loddejern næppe kan kaldes demokratisk, men det er nødvendigt fra tid til anden, er det bedre at leje det i et par dage..
For at forbinde de to elementer opvarmes splejsefladerne til en temperatur, der er egnet til smeltning af polypropylen (260 °). Til ensartet og samtidig opvarmning af dele bruges to teflonbelagte dyser, de er installeret på en metalplatform:
Begge elementer, der skal tilsluttes, sættes samtidigt på de installerede dyser, derefter modstår de et bestemt tidsrum og tilsluttes. Dette er svaret på spørgsmålet om, hvordan man svejser polypropylenrør. Men ethvert værk har sine egne nuancer. For eksempel er den optimale løsning at købe alle produkter fra en producent, da propylen fra forskellige virksomheder har en anden sammensætning. Forskellen er lille, men ved svejsning vil det helt sikkert påvirke sømkvaliteten..
Andet rørværktøj
For at skære rør effektivt er det bedre at finde eller købe den ideelle, mest bekvemme enhed – en rørskærer, trådløs eller rulle. Dette værktøj er en garanti for et jævnt, jævnt snit. Men hvis det ikke er på gården, og at bruge penge ikke virker som et fristende perspektiv, så kan det erstattes med en saks til skæring af plastrør..
Værre muligheder – et stiksav, en hacksav til metal eller en næsten uerstattelig kværn (med en 1 mm skive). En stor ulempe ved at bruge ethvert alternativ er et snit med en “smuk” fryns. Det er ret let at slippe af med det: du kan gøre dette med sandpapir eller en tynd kniv..
Hvis du har købt polypropylenrør forstærket med folie udefra, skal du bruge et andet værktøj – en barbermaskine. Eller en trimmer, den er designet til at fjerne det indre forstærkende lag. Du skal også bruge en blyant eller markør, målebånd og firkant til at forberede svejsning..
Rør og monteringstilbehør
En af de ubestridelige fordele ved polymerrør er let montering..
Installation af elementer kan udføres næsten overalt: de kan lægges på en åben måde på væggene eller skjules under gulvet..
Hvis svejsningen af polypropylen -vandrør udføres korrekt, fungerer det samlede system regelmæssigt uden reparation i mere end et dusin år.
Polymerrør fås i diametre fra 20 til 110 mm. Til husholdningsformål bruges produkter med en størrelse på 20/25/32/40 mm oftest. Anvendelsesområdet bestemmer indikatoren for materialets nominelle tryk.
I markeringen er det angivet med bogstaverne “PN”:
Til salg kan du finde polymerprodukter udstyret med ekstra forstærkning.
Forstærkede produkter bruges til at lægge over lange sektioner under forhold, hvor det er nødvendigt at reducere den lineære ekspansion, der opstår under temperatursvingninger
Hovedtræk ved polymerrør er umuligheden af at bøje dem.
Derfor udføres alle ændringer i linjen, der lægges, kun fra lige sektioner, der er forbundet med ekstra hardwareelementer:
Beslag kan udstyres med smeltet metaltråd, som gør det muligt at forbinde polymerrør til metalelementer.
For at sømmene skal være så stærke og stramme som muligt, er det vigtigt at sikre, at diametrene på de elementer, der skal sammenføjes, er nøjagtigt tilpasset.
Ved valg af hjælpeelementer bør der tages to parametre som grundlag: den indre sektion af produkterne og tykkelsen af deres vægge. Disse parametre skal svare til de tekniske egenskaber ved de brugte polypropylenrør..
Sådan loddes polypropylenrør korrekt – teori og praksis
Denne artikel vil blive afsat til den temperatur, ved hvilken polypropylenrør kan loddes, hvilket værktøj der er nødvendigt til dette, og fortæller også om mange af nuancerne og finesserne i denne proces. Derudover kan du for klarhedens skyld lære mere om dette fra videoen.
Lodning af polypropylenrør med egne hænder: teknologi, instruktioner
Svejsning af polypropylenrør giver den hurtigste og mest pålidelige forbindelse i forhold til andre typer plastrør. Tilslutningsprocessen er den samme for alle PP -rør, undtagen for forstærkede, som har deres egne egenskaber under installationen. Enkelheden og tilgængeligheden af denne type arbejde giver dig mulighed for selv at udføre det derhjemme under forudsætning af den korrekte svejseteknologi og med de passende værktøjer.
Når du installerer polypropylenrør, kan du bruge en af tre hovedtyper af forbindelser:
Lad os mere detaljeret overveje alle tre typer PP -rørforbindelser: deres egenskaber, hovedfordele og ulemper.
Klargøring af rør til svejsning
Hvordan loddes polypropylenrør til opvarmning med egne hænder med et loddejern? Først skal kanterne klippes med en særlig saks. Dette gøres i rette vinkler. Derefter skal snittets sted slibes og affedtes. For at gøre dette skal du bruge en sæbevand..
Vigtig! Behandl ikke rør med opløsningsmidler, vodka, benzin, acetone. Aggressive formuleringer vil korrodere polypropylenoverfladen.
Affedt svejseområdet
For at opnå en god forbindelse af høj kvalitet er det nødvendigt først at affedte svejseområdet. Tag en vatpind og hæld lidt sprit på den. Behandl derefter indersiden af beslaget. Det skal også gøres med enden af røret..
Husk at fjerne eventuelle slibende partikler. Selv støv kan påvirke kvaliteten af leddet negativt ved svejsning af polypropylenstrukturer. Derfor er der så meget opmærksomhed på dette problem i vejledningen..
Opmærksomhed! Støv og slibemidler beskadiger svejserens teflonbelægning.
Alkohol skal behandles ikke kun med dele, men også med dyser. Denne forholdsregel hjælper med at undgå plastikklæber. Dette reducerer også risikoen for skader på teflonbelægningen. Dette sker ret ofte, når resterne af tørret polypropylen mekanisk fjernes fra arbejdsfladen..
Hvordan udføres installationen
Installation sker, når der monteres elementer med beslag. Drejninger skal også indstilles. Sidstnævnte svejses bedst separat for ikke at overtræde instruktionerne..
Glem ikke, at du i henhold til de generelle bygningsinstruktioner skal tage sig af overgangene mellem væggene. Du skal også oprette forbindelse til indgangene. Derefter kan svejsning udføres i vægt..
Rørformede produkter fastgøres til væggene ved hjælp af klemmer. De giver pålidelig fastgørelse og kan holde i mere end et dusin år. Selve polypropylenkonstruktionen glider simpelthen ind i dem.
Opmærksomhed! Hvis du har et privat hus, leveres plastkonstruktioner ikke direkte til kedlen. Dette kræver en særlig montering..
Hoveddelen af armaturet, der forbinder polypropylenstrukturen med kedlen, er metaldelen, hvis længde er omkring en halv meter. Det er hende, der forbinder direkte til varmelegemet..
Fordelen ved polypropylenstrukturer er, at de let kan lægges inde i væggene, og det krænker på ingen måde driftsvejledningen til boligbyggeriet. Inden man begynder at bruge rørledningen, er det imidlertid nødvendigt at udføre en tæthedstest..
Værktøjer og materialer
Til arbejde skal du forberede:
Ud over PP -rørene og selve forbindelsesbeslagene skal du også bruge bomuldsklude og væske til at affedte overfladerne på varmedyserne (acetone, alkohol osv.).
Trimmer
Påkrævet til affasning og fjernelse af det indre folielag i forstærkede flerlagsrør. Under påvirkning af høje temperaturer og tryk kan der opstå plastisk delaminering, for hvilken folien fjernes. Et andet formål med trimmeren er at fjerne grater, der dannes under skæringsprocessen..
Behov for behandling
Polypropylenrør kræver fjernelse af oxidlaget før lodning. Forstærkede plastrør forbindes ved først at rengøre aluminiumslaget på lodningsstedet. Kobber og rustfrit stål skal afgrales ved snittet. Selv de mindste metalpartikler fanget inde i rørledningen kan forårsage stor skade. Dette tages særligt seriøst ved installation af klimaanlæg..
Anvendt teknologi til lodning
Den teknologi, der anvendes i praksis til lodning af polypropylenrør, omfatter to hovedmetoder: stød og fatning. Spørgsmålet opstår: hvis der udføres svejsning af polypropylenrør, hvilket er bedre? Den første metode bruges til fremstilling og anbefales ikke til svejsning derhjemme. Den bedste og enkleste metode anses for at være stiksvejsning. Med det indsættes rørproduktet i beslagene, hvilket sikrer en tæt forbindelse af delene. Processen foregår i flere faser og omfatter:
Der er muligheder for, hvordan man tilslutter polypropylenrør uden lodning. Dette er den såkaldte kolde metode. Det implementeres ved hjælp af kompressionsbeslag. For at gøre dette skæres røret, kalibreres, spændemuffen installeres på rørkanten, og beslaget indsættes i produktet. I slutningen er det nødvendigt at fastgøre koblingen på produktet med en skruenøgle. I de fleste tilfælde forbliver lodningsmetoden en pålidelig mulighed..
Tegn et ledningsdiagram
På stadiet med at lægge rørledninger og tilslutte VVS -udstyr skal du have et varme- og vandforsyningsprojekt ved hånden. Hvis ledningsdiagrammet endnu ikke er udviklet, og linjernes diametre ikke er blevet bestemt, anbefaler vi, at du først læser vejledningen til valg af et varmesystem til et privat hus.
Før du køber og svejser polypropylenelementer, skal du overføre ordningen til reelle forhold:
En vigtig nuance. Slamfælderne skal placeres i den korrekte position – vandret med “næsen” nedad. Vælg passende lige sektioner til installation af vandfiltre.
Efter at have tegnet fremspringene på væggene er det let at beregne, hvor mange polypropylenrør der kræves, det er nok at måle længden af linjerne med et målebånd. Glem ikke plastrørklemmerne.
Når du køber fittings og rør, skal du tage en række anbefalinger til efterretning:
Kompensationssløjfer installeres på lange linjer eller stigninger, der er fastgjort med faste understøtninger (f.eks. En jumper mellem 2 metalrør i nabolejligheder). Uden PPR -forlængelseskompensation vil røret i begge tilfælde bøje med en sabel på grund af opvarmning.
Nyttigt råd. Hvis du planlægger at begynde at svejse polypropylen for første gang, skal du købe 2-3 meter ekstra rør og et par ekstra koblinger. Lige stik gør det lettere at kontrollere kvaliteten af samlingerne, så øv og lod et par samlinger.
Beregning af materiale og komponenter
For at gøre dit arbejde lettere og derved minimere installationsfejl, er det første trin at tegne et diagram over det fremtidige system, der angiver antallet af omdrejninger og grene på det. Ved beregning af antallet af rør til hver længde af segmentet tilføjes 25-40 mm, brugt på “penetration”.
Prisen på polymerprodukter og de beslag, der er nødvendige for deres installation, er lav, og derfor er det fornuftigt at lave et lille lager i tilfælde af defekte loddepar, der ofte opstår i begyndelsen af arbejdet
Hvis du endnu ikke har skulle svejse polypropylenrør, anbefaler erfarne eksperter at købe flere stykker rør til foruddannelse. Sådanne omkostninger og til en pris kommer billigt ud og giver dig mulighed for at undgå grove fejl, når du installerer systemet..
Et træk ved polypropylenrør er en stigning i koefficienten for lineær ekspansion under påvirkning af høje temperaturer..
Som et resultat: ved opvarmning eller øget tryk inde i systemet forlænges rørene, og med tiden begynder det at falde. For at forhindre dette fænomen, når man lægger sektioner længere end 4-5 meter, vil det også være nødvendigt at bruge ekspansionsfuger..
Kompensatorer er “P” -formede forbindelseselementer, der eksternt ligner indpakket hængsler, som sikrer systemets pålidelighed under dets drift
Kompensatorer installeres på både vandrette og lodrette sektioner, der monteres mellem to faste understøtninger. Hvis det er nødvendigt, kan du også købe ekspansionsfuger af en særlig ændring, som kan eliminere lineær ekspansion ved rørledningens hjørnebøjninger..
Vi finder ud af, hvordan man korrekt svejser polypropylenrør, så der ikke er lækager ved samlingerne.
Vi lodder det første led
Polypropylen svejseteknologien ser ganske enkel ud – enden af røret og armaturet opvarmes samtidigt med et loddejern og derefter sammenføjes manuelt. Det er her fangsten ligger – ved den mindste afvigelse fra de teknologiske krav bliver forbindelsen upålidelig..
Et vigtigt punkt. Forbedring eller reparation af en mislykket samling er umulig – den defekte sektion afbrydes, forbindelsen genoprettes ved påføring af nye fittings og forlængelse af røret (hvis det er nødvendigt). Derfor bør begyndere øve sig inden ansvarlig lodning..
Sådan loddes rør korrekt i henhold til instruktionerne fra polypropylenproducenter:
Bemærk. Polypropylenproducenter fraråder kraftigt at rotere elementer omkring deres egen akse under indsættelse / fjernelse / docking. Beslaget og dysen trækkes fra loddejernet og forbindes kun med en lige bevægelse.
Da det er let at se fra tabellen, afhænger nedsænkningsdybden og holdetiden for delene på apparatet af rørledningens diameter. Hvis den angivne tid overskrides, dækker polypropylensmelten en del af strømningsområdet. I tilfælde af underopvarmning vil leddet gennemgå trykprøvning, men efter 1-2 år begynder det at lække.
Det anbefales at udføre svejsearbejde ved en omgivelsestemperatur, der ikke er lavere end +5 ° С. Hvis du skal tilberede polypropylen i kulden eller i tredive graders varme, bør opvarmningstiden justeres med 50% i den ene eller den anden retning – producentens anbefaling. I praksis er det bedre at udføre flere testled og bestemme lukkerhastigheden empirisk..
Skæreproces
Et specielt værktøj bruges til at skære rør. Dette er normalt en hacksav eller en saks. Når polypropylenrør er forstærket med metal, bruges en affasning til at rengøre enderne. Anvendelse af en hacksav i sådanne tilfælde er uønsket. Det kan kompromittere rørmaterialets integritet. Hvis du ikke bruger en skråkant til forstærkede rør og ikke renser enden, så vil hele forbindelsen senere være løs og lække.
Læg sektionerne på bordet
Den bedste kvalitet rørlodning kommer ud under behagelige forhold, når svejsemaskinen er fastgjort på bordet. Derfor er konklusionen: du skal opdele varme- / vandforsyningsnetværket i sektioner, der kan laves separat og derefter forbindes sammen på plads.
Prøv at få det maksimale svejsearbejde til at fungere på bordet, og form færdige sektioner
Sådan markeres og svejses sektioner af polypropylenrør:
Vi svejser områder under ubehagelige forhold
Montering på stedet begynder med at fastgøre de svejsede sektioner i clips installeret langs sporet på væggen. Den første sektion skal fastgøres stift, så røret ikke glider inde i låsene eller hviler mod væggen med den anden ende. Fjern derefter loddejernet fra stativet og svejs fugen i vægt.
Råd. Monteringsarbejde udføres bedst med en assistent, hvis det er nødvendigt, vil han holde et rør eller tage en svejsemaskine fra dig, når begge hænder er nødvendige for hurtigt at forbinde opvarmede dele. Hvis der ikke er nogen til at hjælpe, skal du oprette en pålidelig støttepunkt i det første afsnit, så elementerne ikke bevæger sig i klipene.
Her udføres svejsning uden særlige vanskeligheder – loddejernspidsen sættes let på rørene
Vi vil beskrive flere teknikker til svejsning af polypropylen på svært tilgængelige steder:
Bemærk. Sidstnævnte metode betragtes som temmelig risikabel – den fjernede dyse afkøles hurtigt, du skal være i stand til at gætte eksponeringstiden nøjagtigt. Der er ikke plads til fejl – når leddet flyder, bliver du nødt til at lave en del af systemet om og fjerne konsekvenserne af oversvømmelse.
Ved afslutningen af monteringsarbejdet foretages en trykprøve – fyld rørledningsnettet med vand, pump det maksimale arbejdstryk op, og lad det stå i 1 dag. For detaljer om installation og verifikation, se den anden video tutorial:
Svejseparametre og tidsplan
For at sikre den bedste forbindelseskvalitet skal visse regler følges. Værdien af de parametre, der er angivet i tabellen, afhænger af produkternes diameter og omgivelsestemperaturen..
Sådan vælger du den rigtige enhed
Vær først og fremmest opmærksom på den type rør, som den er i stand til at arbejde med: PE, PVDF, PB, PP osv. Den anden vigtige parameter er rørens diameter – den kan være fra 20 til 110 mm og mere.
Loddemaskiner til rørsvejsning
Sådanne anordninger er arrangeret ganske enkelt. Hovednoder:
Sættet indeholder dyser, der er forskellige i diameter, samt handsker, et lille værktøj. Pakkens indhold varierer afhængigt af enhedens model. Jo bredere den er, jo højere er prisen.
Svejsere
Fra et konstruktivt synspunkt ligner loddeudstyr lidt som et almindeligt elektrisk jern. Basen er repræsenteret af en massiv metalvarmer, hvis overflade er en aftagelig speciel dyse.
Enheder til stødsvejsning af polypropylenrør har mere komplekse designs. Ud over varmeelementet har de også et system, der er ansvarligt for at centrere elementerne, der skal svejses..
Klassificeringen af udstyr til svejsning af plastrør opdeler enheder i følgende hovedgrupper:
Egenskaberne for ekstra tilbehør og deres antal afhænger af producenten og er også fokuseret på specifikke modelegenskaber for svejsemaskinen.
Udvælgelseskriterier for svejsemaskiner
På byggemarkedet kan du finde udstyr fremstillet i forskellige lande: Rusland, Kina, Tyrkiet, Tjekkiet. Den sidste af mulighederne er dyrere, sådanne enheder er af høj byggekvalitet og pålidelighed. Svejsemaskiner kan have en fejl i temperaturmåling. Som følge heraf svarer den faktiske indikator ofte ikke til den angivne.
Tjekkisk teknologi vinder i henhold til dette kriterium, fejlen ved sådanne loddejern er minimal. I hverdagen bør begyndere imidlertid bruge russiske eller kinesiske modeller, da de er billigere, selvom de adskiller sig fra en væsentlig fejl, som for nogle modeller er 10 °.
Almindelige fejl
Håndværkere laver ofte fejl ved svejsning af polypropylenrør. Disse omfatter:
Drejning af produkterne fører til en forbindelse af dårlig kvalitet, som især bliver synlig, efter at de er afkølet. Tryk og for stort tryk reducerer også kvaliteten af strukturen..
“Vigtig!
Hvis man forsømmer behandlingen af fittings og rørmaterialer med en affedtningsmiddel, kan der opstå fejl og mangel på integritet i produkternes samlinger. “
Når man forsøger at svejse dele fremstillet af forskellige typer polypropylen, krænkes hele teknologien. En type materiale kan have en anden tætningstemperatur end en anden. Sådanne fejl ved lodning af polypropylenrør fører til omarbejdning af arbejdet på en ny måde..
Metoder til lodning af polypropylenrør
Svejsning anses for at være en af de mest pålidelige måder at forbinde sektioner af en polymerrørledning på. Metoden er god ikke kun til tætheden af de dannede led, men også til den relative enkelhed i processen, hvilket gør den tilgængelig for en lang række hjemmeværende håndværkere. Du kan læse om, hvordan man korrekt lodder polypropylenrør med egne hænder i artiklen.
PCB lodderegler for at undgå fejl
Det skal huskes på, at tyndvæggede rør varmes hurtigere op. Det betyder, at loddejernets driftsperiode reduceres med 2 gange. Hvis du studerer spørgsmålet ved hvilken temperatur der skal loddes sådanne rør, skal du huske, at værdien af denne parameter ikke afhænger af produktets dimensioner. Tyndvæggede kommunikationer er forbundet med samme temperaturregime som tykvæggede.
Fejlens indvirkning på svejsekvaliteten
Dette er, hvad der sker, hvis lodningen af PP -rør ikke er korrekt!
De mest almindelige overtrædelser af lodningsprocessen:
Metoder til sammenføjning af polypropylenprodukter
En af de mest pålidelige måder at forbinde sektioner af en polymerrørledning på anses for at være svejsning.
Hvis vi overvejer alle eksisterende metoder til tilslutning af rør fremstillet med polypropylen, er der tre hovedteknologier:
Den første metode bruges ikke ret ofte. Relevant i tilfælde, hvor du skal tilslutte et lille antal rørledningselementer, desuden kun koldtvandsforsyning. Metoden består i at påføre et særligt blødgøringsmateriale på de anliggende polymeroverflader, hvorefter elementerne forbindes og holdes i en bestemt periode i en stabil position. Den resulterende samling er ikke ringere i styrke end “varme” svejsemetoder, og der kræves ikke noget specielt udstyr. Koldsvejsning har imidlertid ulemper som:
Lodning af polypropylen (PP) rør kan udføres ved hjælp af specielle termoelektriske fittings. Forbindelseselementer findes i forskellige konfigurationer (ligesom almindelige beslag), med det særegne, at en varmespole er monteret i deres krop, forbundet til kontakterne, der bringes udad. Enderne af de rørdele, der skal forbindes, indsættes i beslaget fra begge sider. Når der tilføres elektrisk strøm til terminalerne med visse parametre (kilden er en speciel svejsemaskine), opvarmes den indre overflade af forbindelseselementet, smeltende, herunder rørene, der skal tilsluttes, på grund af hvilke overfladerne er loddet.
Denne metode til lodning af PP -produkter bruges af fagfolk, når der lægges store grene af gasrørledninger og anden kommunikation, hvor forbindelsens pålidelighed er særlig vigtig. Det er ikke tilrådeligt at bruge termoelektriske beslag til at lægge husholdningsrørnet til forskellige formål, da udstyret og selve forbindelseselementerne er dyre. Her er det ganske nok at bruge følgende metode, den mest almindelige metode til lodning af polypropylenrør..
Diffus svejsning af polypropylen
Diffus svejsning er velegnet til at forbinde elementer i al husstandskommunikation
Lodning af polypropylenrør på denne måde er den nemmeste og hurtigste måde. Diffus svejsning er velegnet til at forbinde elementer i al husstandskommunikation: vandforsyning, varmtvandsforsyning, varmekredsløb. Essensen af metoden ligger i den samtidige termiske smeltning af rørets og armaturets modstående overflader, efterfulgt af deres forbindelse. Gensidig diffusion af stoffet sker mellem de smeltede polymerer, hvilket giver en stærk, hermetisk lukket dokning.
Lodning af polypropylenrørprodukter ved hjælp af denne metode kræver et specielt elektrisk loddejern med et sæt parrede dyser til den tilsvarende rørdiameter. Uanset modellen for loddejernet til polypropylen er enhederne udstyret med en gradueret termostat og signallamper for at være parate til at arbejde.
Den diffuse loddemetode har en række fordele, som den hovedsageligt bruges til installation af husholdningsrørkommunikation. Fordelene ved metoderne er som følger:
Nogle hushåndværkere siger, at det på denne måde er svært og undertiden umuligt at lodde på svært tilgængelige steder og henviser til denne funktion ved diffus svejsning af polypropylen til ulemper. Erfaringen og illustrative eksempler vist i de tilsvarende videoer viser imidlertid, at der med den rigtige tilgang praktisk talt ikke er særlige vanskeligheder og ulemper i sådanne situationer. Som et eksempel, følgende video
Ser vi fremad, lad os vende tilbage til overvejelsen om, hvordan man lodder PP -rør i en standardsituation..
Diffus lodning, procesbeskrivelse
For at tilslutte PP -rør ved hjælp af diffusionssvejsningsmetoden skal du bruge et sæt værktøjer
For at forbinde PP -rør ved diffusionssvejsning skal du bruge et sæt værktøjer, hvis liste ser sådan ud:
Fra materialer, undtagen rør og ekstra elementer, skal du bruge en ren klud af naturligt stof og en væske til affedtning (acetone, benzin, alkohol).
Efter at have forberedt de anførte materialer og værktøjer kan du begynde at lodde polypropylenrør og observere følgende rækkefølge af handlinger.
Så det er nødvendigt at lodde plastrør (PP) korrekt ved hjælp af diffusionsmetoden. Ud over en generel beskrivelse af processen skal du være opmærksom på nogle anbefalinger, hvis implementering vil hjælpe med at undgå fejl ved svejsning af polypropylenprodukter..
Metoder til tilslutning af fritstrømningsrørledninger
Installation af frie strømningsrørledninger (kloaksystemer, stormafløb osv.) Kræver som regel ikke svejsning. Den mest almindeligt anvendte:
Diffusionssvejsning med et elektrisk loddejern
Med denne metode til tilslutning af rør bruges en række ekstra fittings og en særlig elektrisk varmeindretning (loddejern).
Den leveres med et sæt aftagelige parringsvedhæftninger. hvis dimensioner svarer til rørens ydre diametre og forbindelseselementernes indvendige diametre.
Læs om den mest populære rørdiameter og andre egenskaber ved polypropylenprodukter her.
Et par dyser er fastgjort på et termo-varmeelement i et elektrisk loddejern og opvarmes med dets hjælp til en temperatur på 260 ° C. Tilslutningsdele indsættes i de opvarmede dyser i et par sekunder. På grund af dette er der opvarmning og delvis smeltning af overfladerne af polypropylenelementerne i kontakt med dyserne..
Derefter fjernes røret og det ekstra element hurtigt fra dyserne og indsættes i hinanden. Som følge heraf er der en indtrængning (diffusion) af de smeltede overflader af delene..
Efter afkøling danner de en helt monolitisk forbindelse..
Fordelene ved denne metode:
Diffusionssvejsning af polypropylenrør er den mest almindelige til selvsamling derhjemme.
Sådan forbereder du udstyret: tips til at gøre det lettere at arbejde med et loddejern
Der er forskellige typer loddejern til salg:
Loddejern til polypropylenrør “Jern”
Cylindrisk loddejern
Skive loddejern til svejsning af polypropylenrør
Hvis du skal vælge et loddejern, skal du huske på, at alt det nødvendige tilbehør ikke altid er inkluderet i sættet. Et stativ til brugervenlighed og tilbehør (tilbehør) skal muligvis købes yderligere. Når alle værktøjer og materialer er forberedt, går de direkte til handlingerne – de opvarmer loddejernet. Anbefalinger:
Sådan forberedes rør til lodning
Polymerprodukter skal skæres i henhold til den tidligere tegnede skitse. Til at arbejde med dem bruges et værktøj, der giver perfekt flade og glatte endepartier:
Saks til skæring af polypropylenrør
Beveller
Barbermaskinen giver dig mulighed for at forberede kommunikation med forstærkningen – den fjerner en del af metallaget. Dette giver dybere penetration af polymerpartiklerne i strukturen af parringsrøret. Dette gøres ved arbejde med PN25 -produkter. PN20 -rør kræver ikke barbermaskine.
Et andet værktøj er affasningsværktøjet. Det anbefales at bruge det til at lette installationen af rørledningen. Takket være et sådant værktøj laves affasninger, som følge af kommunikation er det lettere at komme ind i parringsproduktet. Sådanne anordninger bruges skiftevis. Umiddelbart før lodning skal endesektioner af rør og fittings (hvis de bruges) affedtes. Brug betyder:
Råd: Det anbefales ikke at bruge aggressive væsker til behandling inden lodning: benzin, fortynder, vodka, acetone – alle har en destruktiv effekt på polypropylen.
Arbejde med polypropylen: opvarmning og sammenføjning
Vigtigste trin:
Stadier af lodning af polypropylenrør
Husholdnings loddejern er designet til svejsning af rør med en diameter på op til 75 mm. Alle de nødvendige parametre for at arbejde med dem er præsenteret i tabellen..
Hvis du undereksponerer eller overeksponerer produktet på en varmepude, vil materialet delvist miste sine egenskaber. Suturens kvalitet vil falde. For meget smeltet polymermateriale bidrager til dannelsen af pletter inde i røret, hvilket vil påvirke dets permeabilitet negativt under drift.
Tip: Du kan bruge kernetemperaturproben til at styre temperaturen på pallens spejl..
I et rum med en lavere temperatur afkøles materialet meget hurtigere. For at opretholde værdien af denne parameter på det ønskede niveau i løbet af de sidste sekunder med opvarmning af røret, bør temperaturen på loddejernspejlet øges en smule. Men du kan ikke opvarme produktet til 270 ° C, da dette vil føre til udtynding af materialet ved samlingen under svejsning. I dette tilfælde observeres diffus indtrængning af polypropylenpartikler i strukturen af det tilstødende rør ikke..
Det sidste trin: afkøling og kontrol af tilslutningens tæthed
Polymerrør skal have lov til at afkøle i deres naturlige miljø. Et tvunget fald i materialets temperatur vil føre til en krænkelse af en række processer i materialets struktur. Først og fremmest reduceres leddets styrke. For at kontrollere tætheden bruges følgende metoder:
Fejl under lodning, måder at undgå dem
Flere fejl ved svejsning af polymerprodukter vises i mangel af erfaring. Men mestrene laver også fejl:
Regler for at forhindre fejl:
Efter tilslutning af polymerprodukter skal de holdes tæt uden at ændre deres position. Lodningens varighed tages i betragtning – for forskellige typer rør er værdien af denne parameter anderledes. Efter denne periode kan du frigive produktet, men det anbefales ikke straks at levere vand til systemet..
Det er nødvendigt at kontrollere lodningens kvalitet. Samlingerne på hver af sektionerne skal være ens (minimum fejl er tilladt). Nogle gange, ved overophedning, falder rørets indre diameter 2-3 gange. En defekt kan kun opdages ved kontrol af rørledningen – i dette tilfælde vil trykket falde.
Reducerer risikoen for defekter i rørled
Anbefalinger, der hjælper med at forbedre kvaliteten af lodning, forhindrer dannelse af defekter:
DIY svejseprocedure
Selve processen med svejset samling med egne hænder, efter at have udført alle de forberedende operationer, består af følgende sekvens:
Nogle funktioner ved svejsning af plastrør
Ved svejsning af polypropylenrør skal følgende hovedpunkter tages i betragtning:
Buttsvejsning af polypropylenrør med stor diameter
Butt-teknologi har fundet bred anvendelse i industrielle forhold til svejsning af PP-rør med stor diameter (fra 125 mm til 630 mm) ved konstruktion af lige sektioner af rørledningsnet.
Følgende værktøjer er nødvendige til svejsning:
Operationens rækkefølge:
De ubestridelige fordele ved denne metode er dens enkelhed og pålidelighed i forbindelsen. Med hensyn til styrke svarer den svejsede søm til egenskaberne ved selve rørene. På trods af en så simpel teknologi er der brug for yderligere værktøjer og udstyr for at opretholde nøjagtig aksial justering af produkter, sikre fuldstændig vinkelret på endedelene og det nødvendige kompressionstryk.
Før fremkomsten af plastrør blev manuel lysbuesvejsningsteknologi brugt til konstruktion af rørledninger, som krævede dyrt udstyr. Desuden skulle medarbejderen ikke kun have faglig viden og færdigheder til at udføre svejsning, men også kunne vælge de rigtige elektroder. Samtidig blev der brugt meget tid på forskellige sekundære arbejder. Mens PP -rørstuds svejsning kræver minimal investering af tid og ressourcer.
Svejsemetode til PP -rør med stor diameter
Handlingssekvensen er også identisk med den tidligere metode, men i dette tilfælde er en præcis justering af enderne ikke påkrævet, så behovet for at udføre denne operation forsvinder automatisk.
Stikkontaktmetoden er velegnet til svejsning af rør op til D = 125 mm inklusive.
Dens anvendelse kræver ikke særlig præcision, når rør skæres i emner. Og den ekstra anvendelse af tilpasningsprodukter er ikke en ulempe ved denne metode, da fittings ikke kun spiller rollen som forbindelseselementer, men også giver dig mulighed for at ændre rørledningens retning.
Således reducerer brugen af polypropylenrør betydeligt materiale- og tidsomkostninger under installationen, giver enkelhed og nem installation, og den anvendte svejsemetode giver dig mulighed for at opnå en stærk og pålidelig svejsning. Det vigtigste er at overholde teknologien og modstå alle driftstilstande..
Installationsregler for polypropylenrør med stor diameter
Nuancerne i processen med lodning af plastrørledningselementer
Brug altid arbejdshandsker, når du arbejder med et loddejern.
Lodning af polypropylenrør med egne hænder er ikke en super vanskelig opgave, men for at kunne danne pålidelige forbindelser skal du stadig lodde korrekt under hensyntagen til anbefalingerne baseret på mange håndværkeres erfaring. For visuel understøttelse af de modtagne oplysninger, se videoen, som klart og detaljeret viser processen med lodning af polypropylen.
Typiske installationsfejl
De største fejl, som begyndere begår, når de arbejder med polymerprodukter:
Et andet vigtigt punkt: Ved lodning af fittings med fittings er det bydende nødvendigt at tage hensyn til ventilernes placering og give dem et frit fuldslag.
Opvarmet polypropylen afkøles så hurtigt, at der inden for en time efter installationens afslutning kan leveres vand sikkert til systemet
Hvis der opstår tvivl efter at have forbundet elementerne som en søm, er det bedre at skære krydset og gøre det igen..
Det er bedre at fjerne defekter på installationens stadie, da udskiftning af en utæt led i et kørende system er meget mere problematisk.
Sådan svejses polypropylenrør?
Inden arbejdet påbegyndes, skal du lave rørskæring og derefter forberede udstyr til svejsning.
Magien ved svejsning. Hvordan sker dette
For ikke at gå ind i detaljerne om, hvad der sker på atom -molekylært niveau og ikke for at liste de grundlæggende love i kemi og fysik, vil vi forklare den komplekse proces simpelthen – to opvarmede ender er forbundet. På grund af de samme kemiske egenskaber og høje temperaturer i de to led forekommer interpenetration, eller i videnskabelige termer, diffusion. At arbejde med identisk materiale vil gøre interpenetration til en let proces, og ved at slutte dem sammen vil unionen blive stærk og pålidelig. Gør-det-selv-svejsning af polypropylenrør er mulig på flere måder, valget afhænger af systemets størrelse. Der er tre hovedtyper:
Arbejdets vigtigste redskab
Maskiner til svejsning af polypropylenmaterialer har brug for et specielt loddejern. Folk kalder det – jern til PP -rør. Indehavere af “gyldne hænder” og nybegyndere amatørforretningsmænd vil opleve den samme grad af komfort, når de arbejder med dette værktøj, det er enkelt og let at lære. Hvis du har brug for et “jern” til engangsbrug, anbefaler vi at leje det hos et lokalt installationsfirma. Hvis der er meget arbejde i huset, og enheden ikke samler støv, er dens gennemsnitspris fra 9 til 15 tusind rubler. “Jern” har forskellige vedhæftede filer, deres forskel i diameter. Sekundære enheder, der hjælper med at gennemføre opgaven: Skærer, barbermaskine, længdemåler, husholdningskemikalier til affedtning, beslag, slibet kniv, markør, fil
Nødvendigt udstyr
Forberedende arbejde
Inden arbejdet påbegyndes, skal du varme loddejernet op, men alt er ikke så enkelt her. Rækkefølgen af dets forberedelse er som følger:
Loddejernet er klar til arbejde. Men du skal stadig forberede rør og fittings. Den første betingelse for svejsning af høj kvalitet er et jævnt snit. Snittet skal være strengt lodret, uden grater og skure. Et sådant snit kan opnås ved hjælp af en særlig saks. De har to brede kæber i bunden, der holder røret på plads, og skæredelen er på toppen..
Hvis det skæres på denne måde, bliver snittet jævnt og glat.
Den anden betingelse for god lodning af PP-rør er rene, tørre, fedtfrie dele. Hvis du vil have VVS eller opvarmning til at fungere i lang tid og ikke skal flyde, bør du ikke springe denne procedure over. Rørskæringen og beslaget rengøres med alkohol eller vand og opvaskemiddel. Derefter venter de, indtil alt er tørt, og først derefter begynder lodningsprocessen.
Forberedelse af loddejern
For det første fastgøres dyser med samme diameter som for delene, der skal samles. Forberedelse afhænger af udstyrstypen.
Efter fastgørelse af dyserne på termostaten skal du indstille den nødvendige temperatur (260 °), derefter tænde enheden for netværket. Når den ønskede værdi er nået, giver den smarte enhed et lyssignal (bip på nogle modeller). Det betyder, at du kan komme på arbejde..
Forskellige vedhæftede filer
Dele, der direkte opvarmer overflader på rør og fittings ved kontakt, er dyser. Standardsættet indeholder normalt dyser, hvis tværsnit varierer fra 16 til 40 mm.
Ikke-standard, store tilbehør kan altid købes yderligere i de tilsvarende butikker..
Teflonbelægningen forhindrer den smeltede plast i at klæbe til svejseren. På samme tid har overfladen af sådanne dyser en gavnlig effekt på plast, hvilket giver en højkvalitetsforbindelse. Husk dog altid at holde de teflonbelagte spidser rene..
Vedhæftet fil består af to elementer:
Beslaget og røret sættes på med lille indsats, hvorefter de opvarmes til 260 ºC, mens armaturets indvendige overflade varmer op, og rørets ydre overflade. Tilbehøret fastgøres med de medfølgende bolte.
Det er værd at bemærke, at mens du bruger loddejernet, kan boltene løsne, så de skal strammes af og til..
Til fastspænding af boltene følger en særlig skruetrækker eller sekskant i sættet. Det er kun værd at installere dyserne, før enheden begynder at varme, og udskiftning af dem bør kun udføres under opvarmning i særlige tilfælde..
Forberedelse af rør er nøglen til deres tætte forbindelse
Inden vi taler om, hvordan man lodder plastrør, vil vi fortælle dig, hvordan du forbereder dem til dette..
Først skæres de i størrelse baseret på rørledningens længde, bøjninger og grene. Sørg for at efterlade en vis margen, så røret kan glide ind i beslaget. Derefter rengøres kanterne: glatte, pæne kanter uden flis og ujævnheder er meget lettere at samle. Hvis du bruger forstærkede polypropylenrør, skal det øverste lag af plast og armering fjernes. Dette forhindrer delaminering af materialet ved sømmen under drift og reducerer risikoen for lækager. Det anbefales at affedte de rengjorte overflader og tørre af for at begynde at opvarme dem på loddemaskinen.
Den forberedende fase vil ikke tage dig meget tid, men du vil lette det videre arbejde og sikre pålideligheden af forbindelsen mellem elementerne.
Hvor længe skal man varme
Ved svejsning skal polypropylen opvarmes strengt til den krævede temperatur. Overophedning og underopvarmning reducerer kvaliteten af sømmen betydeligt. Et for overophedet og blødgjort rør passer simpelthen ikke ind i armaturet, og et utilstrækkeligt opvarmet materiale smelter ikke sammen.
Opvarmningstiden afhænger af rørens diameter, lufttemperatur og er angivet i tabellen.
Generelt er lodning mulig ved + 5 ° C, men dataene angives for + 20 ° C. I varmere vejr reduceres holdtiden for elementerne på loddejernet med 30-60 sekunder, i koldere vejr øges det.
Vær opmærksom på kolonnen “dybde” af svejsning i tabellen. Dette mærke er placeret på røret. Før det skal du trykke det ind i beslaget. Dette skaber en lille perle af smeltet plast foran monteringskanten. Dette vil betyde, at sømmen er lavet korrekt..
Fejl, der kan opstå ved svejsning af polypropylenrør
En anden kolonne kræver afklaring – “svejsetid”. Dette er den tid, hvor det er nødvendigt at klemme og fastsætte de svejsede elementer..
Generelt, hvis du forsøger at indsætte et koldt rør i en armatur, skal det gå ind med store vanskeligheder – rørets ydre diameter er lidt større end armaturets indvendige diameter. Dette gøres med vilje for at tilvejebringe noget overskydende materiale, hvorfra perlen dannes på sømmen. For at svejsningen af polypropylenrør skal være pålidelig, er det bedre at tage alle komponenterne fra et firma. Så størrelserne matcher garanteret. Ellers er det nødvendigt at prøve – for at beslaget ikke “glider”, men trækkes med besvær.
Skære rør
Den første, men ikke den eneste betingelse er et snit af høj kvalitet, så det er bedre at gå i stykker og købe din egen rørskærer, da det vil være nyttigt på gården. Snittet skal være strengt lodret, ellers viser sømmen sig at være ufuldkommen.
Hvis rørene er forstærket med folie, skal snittet efter forberedelse rengøres af “fremmed” materiale. Enden af røret indsættes i barbermaskinen / trimmeren, derefter roteres hun / han flere gange. På denne måde fjernes det øverste eller midterste lag af polypropylen sammen med den “irriterende hindring”.
Det andet obligatoriske krav er renheden af de tilsluttede elementer. Fittings og sektioner affedtes grundigt med alkohol, acetone eller vaskemiddelopløsning. Derefter tørres produkterne, der gøres et mærke på smalle elementer med en blyant eller markør – afstanden, hvor det vil være nødvendigt at trykke røret ind i beslaget. Derefter kan du gøre udstyret.
Svejsning af PP -rør i etaper
Teknologien er ganske enkel, men alle anbefaler uden undtagelse at købe mere materiale til træning, da der er stor risiko for “den første pandekage er klumpet.” Efter at have modtaget selv minimale færdigheder, kan det minimeres, og grove fejl kan let undgås helt..
Kontroller altid tipsene, før du tackler en ny forbindelse. De skal være fri for eventuelle polypropylenrester. Fjern dem med en hvid, fnugfri klud, da den resterende plastik får det næste element til at klistre. Ridser på teflonbelægningen fremstår ganske let, så det anbefales ikke at bruge skarpe værktøjer eller slibemidler til rengøring..
Slippe af med fedt i enderne
Nye amatørmestre tager ikke dette krav alvorligt, de tror at – “det vil gøre netop det.” Men erfarne arbejdere hævder, at efter ritualet med affedtning af leddernes ender vil det føre til, at kvaliteten af arbejdet vil være mange gange højere..
Inden svejsning af polypropylenrørene med egne hænder, skal du tørre indersiden af rørledningen med en alkoholserviet, især beslagene. Det er værd at være opmærksom på ikke kun fedtaflejringer, men også støv, korrosion og slibende defekter, som alle kan have en negativ indvirkning på det lejede udstyr. På samme måde skal yderligere dyser behandles med alkohol..
Inden hovedprocessen begynder, skal du være opmærksom på rørene igen, ingen rester af overskydende plast bør forblive, hvis du bemærker det, skal du slippe af med det!
Markering af røret med en markør
Begyndere kan have svært på dette stadium eller markere forkert. På grund af de forskellige diametre og riller ved samlingen er det umuligt at starte arbejdet uden at indhente nøjagtige data. Du kan foretage målinger ved hjælp af en simpel lineal.
Hvis dette ikke gøres, er der risiko for at installere en del af det rørformede produkt for dybt – dette vil medføre en indsnævring af leddet og vanskeligheder med at udføre yderligere trin.
Derfor er det værd at behandle målinger med særligt ansvar! At lave markeringer i høj kvalitet er ikke en let opgave, men der er tricks, som mestrer deres håndværk. For eksempel, hvis leddets diameter er 20 mm, skæres en cirkel med en parameter på 15 mm fra enden af rørledningen. Nu vil det ikke være svært at bestemme de nøjagtige dimensioner for landing..
Opsætning af svejsemaskinen
Dyserne med den nødvendige diameter er fastgjort på loddejernet. Anbring svejseværktøjet godt på en plan overflade, så det ikke svinger. Varmeregulatoren flyttes til den ønskede position. Til svejsning af plastrør opvarmes loddejernet fra +255 til 280 ° C, uanset rørledningernes tykkelse. Kun opvarmningstiden for dele under svejsning ændres, intervallet mellem at holde leddet før størkning.
Komplet med svejsemaskinen er der dyser til rør med forskellige diametre
Varme dele
Ved svejsning opvarmes begge elementer samtidigt: røremner udefra (de indsættes i varmeelementet), beslag indefra (de skubbes ind på varmelegemet). Detaljerne fremføres med moderat indsats, indtil de stopper – jernpuden. Opvarmningstiden tælles fra kontaktmomentet, intervallet afhænger af rørets billets diameter:
Leddets opholdstid er fra 4 til 8 sekunder. Dataene i de særlige propylensvejsningstabeller er vejledende. Inden rørledningen installeres, indstilles varme- og holdetiderne eksperimentelt. Plasten bør ikke opvarmes til hele dybden af væggen, så der ikke er indvendig sagging. Eksperimentelle emner gøres små, så den indre overflade af sokkelfugen er synlig.
Tilslutning af dele
Polymerrøret og armaturet opvarmet på dyserne skal hurtigt tilsluttes uden besvær og undgå forstyrrelser. Dette gøres i en bevægelse uden at dreje. Arbejdsstykker til svejsning med en diameter på mere end 50 mm (til et afløbssystem) er forbundet med et centreringsværktøj, du kan ikke få samlinger af høj kvalitet manuelt. Emnerne holdes i hænder, indtil plastikken hærder. Derefter lades den dannede knude helt afkøle i 3-10 minutter afhængigt af tykkelsen af emnerne.
De dele, der opvarmes på dyserne, skal hurtigt tilsluttes uden anstrengelser og undgå forvrængninger
Afisolering
Med en fil fjernes de ydre perler af polymer forsigtigt. De behøver ikke at være store, når de opvarmes og komprimeres ordentligt. Der bør ikke være nogen indvendig sagging i sømmene, dette er et ægteskab. Efter installation af vandforsyningen skal du sikre dig, at sømmene er pålidelige. Vand føres ind i systemet ikke tidligere end en times eksponering. Hvis der findes en lækage, skæres leddet ud, en ny flangeforbindelse foretages i stedet..
Sikkerhedsforskrifter
Husk, at maskiner til svejsning af polypropylenrør opvarmes til høje og traumatiske temperaturer. Pas på dit helbred og din sikkerhed, brug tykke beskyttelseshandsker og en lang kappe for at forhindre skader på grund af varme plastikstykker.
Sådan tilsluttes rørledningen
Meget afhænger også af installationen af komponentelementerne, så vi vil fortælle dig, hvordan du korrekt forbinder komponenterne, så de tjener hele driftsperioden og endnu mere..
Brug lidt tid og energi på at træne først. Bare øv dig på at sætte stykkerne sammen for at få tingene gjort hurtigt og holde stykkerne varme fra langsomheden i udførelsen. Sådan opvarmes dine evner:
Lodningsproces. Trin for trin vejledning
Når du har en plan for rørledningen, og produkterne skæres i størrelse, kan du begynde at forbinde dem. Det er bedre at samle elementerne ikke på installationsstedet, men på bordet – det bliver lettere på denne måde, især hvis du arbejder alene. Når det er nødvendigt at lodde rørene på installationsstedet, skal du tilslutte en assistent, der holder de elementer, der skal tilsluttes, og du vil arbejde som et værktøj.
Lad os nu tale om, hvordan man bruger et rørloddejern. Handlinger kan beskrives i tre trin.
Trin 1. Tilslut enheden til netværket. Placer den på en flad overflade, og installer dyserne med den nødvendige diameter på varmeelementet. Tænd for opvarmningsknappen. Indstil den ønskede temperatur – som regel er dens værdi for polypropylen 260 ° C. Vent på, at arbejdsdelen bliver varm. For hver model, afhængigt af strømmen, indstilles denne tid individuelt, som regel ikke overstiger 15 – 20 minutter. Forresten, hvis du har et loddejern med to varmeelementer, kan du bruge begge på én gang til hurtigere opvarmning. Når driftstemperaturen er nået, skal den anden slukkes for at reducere belastningen på enheden. Du kan begynde at lodde 5-10 minutter efter at have nået driftstemperaturen: du skal lade arbejdsdyserne varme op.
Trin 2. Installer forbindelseselementerne på loddejernets dyser: beslaget er fastgjort til dornen, røret er fastgjort til muffen. Dette opvarmer armaturets indre overflade og rørets ydre del. Opvarmning skal udføres på samme tid. Plasten smelter inden for få sekunder – derefter skal elementerne hurtigt fjernes.
Trin 3. Sammenføjning af emner udføres manuelt. En del af det opvarmede rør indsættes i armaturets opvarmede fatning. Du skal forbinde elementerne første gang, i intet tilfælde skal du afbryde eller dreje dem, ellers vil sømmen være utæt. Efter docking, lad elementerne køle af i et par minutter.
Det er vigtigt at observere tidspunktet for termisk effekt på plasten og hærdetiden for de tilsluttede elementer. Det afhænger af rørets diameter og vægtykkelse. Hvordan ved jeg det passende tidsrum? Denne tabel vil hjælpe.
Ved at opretholde den anbefalede tid får du som følge heraf en høj kvalitet og stram forbindelse. Hvis du overdriver det og overopheder plasten, flyder det og tilstopper hullet i røret – så passerer vandet ikke, og efter installationen vil det være svært at finde et problemsted. I tilfælde af utilstrækkelig opvarmning er der mulighed for en løs forbindelse af delene – sømmen tillader vand at passere, hvilket med tiden vil forårsage en lækage. Og videre. Når du lodder plastrør for første gang, skal du øve dig på unødvendige rørbeklædninger for at undgå at ødelægge snittet i størrelse. Efter at have prøvet flere gange, kan du let bringe handlingerne til automatisme og være i stand til at gentage algoritmen med detaljer for pipelinen..
Nu ved du, hvordan du lodder plastrør og hvilke værktøjer du har brug for. På kort tid vil du være i stand til at samle et vandforsyningssystem i en lejlighed, i et landsted eller på en virksomhed. Ved at gøre alt rigtigt får du et pålideligt system. Plastrør tjener trods alt meget længe: de modstår temperaturer fra -20 til +90 ° C, er ikke modtagelige for rust og plakaflejring på de indre vægge. Ved at udføre alle trin i arbejdet personligt kan du være sikker på, at alle forbindelser vil være af god kvalitet og modstå arbejdsvandstrykket. Levetiden for en sådan rørledning kan være op til 100 år! Og forestil dig bare, at du vil gøre det selv.
Almindelige fejl ved svejsning af plastrør
Beslag og rør købes med en margin til at øve inden svejsning af rørledningen. Polypropylen fra forskellige producenter adskiller sig i kemisk sammensætning, opvarmes ved forskellige temperaturer. Det er vigtigt at kontrollere arbejdstykkernes holdetid på loddejernet, plasten bør ikke varmes helt op, men kun med 1/3 af tykkelsen. Intern sagging i rørledningen må ikke tillades.
Typiske nybegynderfejl:
Svejsning anbefalinger
Følgende tip hjælper med svejseprocessen:
Polypropylen rør svejsetemperatur bord
Teknisk arbejde indebærer klarhed i beregninger for at få det tilsigtede resultat. Der er regler baseret på fysiske love og erfaringer fra mestre i deres håndværk, der hjælper dig med at undgå fejl og slippe af med tvivl. Disse love gælder for den temperatur, der er forbundet med køletiden. Når du køber eller lejer en svejseenhed, er der vedlagt en betjeningsvejledning til den, hvor det er angivet med hvilken temperatur og hvor meget tid det er værd at bruge på hver af produkttyperne. Manglende overholdelse af disse standarder vil medføre en forringelse af kvaliteten af det endelige produkt af arbejdskraft, for eksempel – lav tæthed eller indsnævring af et plastrør og som følge heraf en mindre mængde væskecirkulation gennem det.
Sammenføjning af polypropylenrør er umulig uden at overveje nogle aspekter.
Du skal kende produktets diameter, temperaturen i det miljø, hvor arbejdet finder sted, og hvor længe “jernet” varmer op. Arbejdsmiljøets gradværdier er nødvendige, så under naturlige pusterum, uden hvilken ingen kan gøre, intuitivt forstår, hvor meget de bestanddele, der vil køle ned. Ved lave omgivelsestemperaturer skal polypropylen opvarmes længere end optimalt. For ikke at opleve problemer med individuelle fejlberegninger vedhæfter vi et færdigt bord..
Tabel over omtrentlige værdier for det korrekte polymerisationsresultat ved svejsning af polypropylenrør
Alternativer til svejsning af PP -rør
Inden du træffer den endelige beslutning om metoden, er det bedre at stifte bekendtskab med andre muligheder, da det slet ikke er nødvendigt at svejse polypropylenrør. Det er muligt at anvende alternative metoder. Disse omfatter kompressionsbeslag og koldsvejsning – brug af pålidelige klæbemidler. Begge muligheder er lette at arbejde med, minimale omkostninger.
Brug af kompressionsbeslag
For at opfylde planen skal skibsføreren have brug for sådanne beslag og en krympenøgle. De første elementer er udstyret med fastspændingsringe, de fungerer som dæmpere i tilfælde, hvor der opstår stødbelastninger i systemet. Installation af disse elementer er som følger:
I dette tilfælde foregår arbejdet uden forsinkelse, da komprimeringsdelene ikke kræver yderligere handlinger, er de helt klar til arbejde. Temperaturmålinger for processen er heller ikke vigtige. Denne operation er enkel, det kræver ikke særlige færdigheder og særlig viden..
Kold svejsning af polypropylen
Dette er forbindelsen af elementer ved hjælp af termohærdende klæbemidler med epoxyharpiks: for eksempel LN-915 eller dens modifikationer. Sådan lim “ved, hvordan” opløser en tredjedel af sammenføjningsfladerne, hvilket giver den nødvendige diffusion. For at beskytte dine hænder mod “aggressoren” er det bedre at have handsker på.
En tæthedstest udføres først efter en dag. Ulempen ved metoden er muligheden for kun at bruge koldsvejsning til koldtvandsforsyningssystemer. Før arbejdet skal der sikres to betingelser – tilstrækkelig luftfugtighed og temperatur (fra 5 til 35 °). Handlingen skal udføres hurtigt, da limen ikke bør hærde for tidligt.
Uafhængigt arbejde vil ikke kunne forårsage alvorlige vanskeligheder, da det er ganske enkelt at svejse polypropylenrør. Du behøver kun:
Foreløbig “opvarmning” – uddannelse i rørskær og billige beslag anbefales af alle mestre, fordi det vil hjælpe dig med at forstå nuancerne ved svejsning af polypropylen og få i det mindste lidt erfaring.
Følgende video viser hele processen:
Montering af elementer uden lodning
Anvendelsen af kompressionsbeslag og moderne klæbemidler gør det muligt at installere polypropylenrør effektivt, hurtigt og med minimale materialeinvesteringer..
Mulighed nr. 1 – Installation af et kompressionsbeslag
For at implementere denne forbindelsesmetode skal du købe kompressionsbeslag og bruge en krympenøgle.
Kompressionsbeslag er udstyret med O-ring-klemringe, der fungerer som dæmpere i tilfælde af stødimpulsbelastninger (i modsætning til simple møtrikker)
Kompressionsmonteringsinstallation omfatter tre hovedtrin:
Der kræves ingen særlig viden og færdigheder for at samle kompressionsbeslag. Produkterne leveres til salg helt klar til installation. De kan installeres under alle temperaturforhold.
Mulighed # 2 – limelementer
Limmetoden bruges til at samle et vandforsyningssystem, hvorigennem det er planlagt kun at transportere koldt vand. For at anvende den “kolde” svejsemetode skal du bruge et “aggressivt” klæbemiddel, såsom LN-915.
Klæbemidlet er i stand til at opløse overfladerne af de dele, der skal forbindes med en tredjedel, og derved skabe betingelser for kold diffusionssvejsning
For at beskytte hændernes hud mod utilsigtet indtagelse af sammensætningen og “tæring” af dets aktive ingredienser er det bedre at udføre limmanipulationer med beskyttelseshandsker..
Handlingssekvensen ved limning af produkter:
Det er muligt at køre vandet for at kontrollere kvaliteten af limning kun en dag efter installationens afslutning..
Ved implementering af denne teknologi til installation af PP -rør er det vigtigt at overholde to hovedbetingelser: temperatur- og fugtighedsforhold. Alt arbejde skal udføres ved en lufttemperatur på +5, +35 ° C. Ved limning i varmt vejr skal arbejdet udføres så hurtigt som muligt, så limen ikke når at tørre, før installationen er afsluttet..
Hvad er de vigtigste fordele ved en sådan kombination af elementer?
De mest betydningsfulde træk ved den overvejede metode til at kombinere individuelle strukturelle forbindelser tilskrives ganske rigtigt:
Derudover kan pvc -komponenter koldsvejses ved limning. Denne metode er ikke ringere end “hot” fixing med hensyn til den endelige kvalitet af forbindelsen og deres omkostninger, og nogle gange hjælper det med at spare penge, da elomkostninger er udelukket.
Ved hvilken temperatur svejses PVC -rør??
Hvis vi taler om “varme” metoder til samling af elementer, så er den optimale fikseringstemperatur 260 grader, men det er svært at nævne den tid, det vil tage for enheden at nå en sådan temperatur, da det afhænger af luften temperaturen på det tidspunkt, enheden varmer op.
Hot layout giver dig mulighed for effektivt at kombinere strukturelle sektioner af en lang række, herunder store diametre..
Guiden, der planlægger at bygge systemet, skal bruge følgende værktøjer:
Hvis du vil lære mere om materialer som polyvinylchlorid, skal du følge dette link og dykke dybere ned i læreprocessen.
Sådan forbereder du materialer og værktøjer til montering?
Forberedelsen af apparatet udføres inden for rammerne af følgende skema:
Proton PPT-1200
Vigtigt: alle anvendte materialer skal rengøres grundigt, før montering påbegyndes. De produkter, der ikke sidder tæt ind i enheden, skal udskiftes. Gør-det-selv pvc vandrørsvejsning indebærer behovet for foreløbig skæring af individuelle dele af strukturen for at optimere efterfølgende manipulationer. Hvis diameteren på de dele, som den skal arbejde med, overstiger 40 mm, er det nødvendigt at lave en skråkant. En sådan manipulation gør det muligt at undgå defekter under installationsprocessen..
Hvordan polyfusion installation udføres?
Polyfuse fiksering af rør udføres som følger:
Hvordan foregår installationen af pvc -rør ved hjælp af elektrofitting?
Forberedelsesprocessen til begyndelsen af sammenføjningselementer inden for rammerne af den overvejede metode udføres på samme måde som ved polyfusionssvejsning. Efter grundig rengøring af rør og fittings kan de placeres i el -monteringen. For at starte opvarmning af delene skal du trykke på startknappen (normalt “start”). Efter at delene er opvarmet nok til en god forbindelse, stoppes opvarmningen automatisk..
De største fordele ved den overvejede metode til at forbinde rør omfatter traditionelt en høj lodningshastighed, der opnås uden at gå på kompromis med kvaliteten. Den overvejede metode bruges i tilfælde, hvor det kommer til store mængder arbejde. Som regel giver installation af alle typer rør, herunder svejsning af pvc 32 -rør, ikke betydelige vanskeligheder..
Prisen på den pågældende service afhænger af mange hjælpefaktorer, såsom rørdiameter, leddiameter. Som regel er enheden til måling af det udførte arbejde smp. – lineær måler. For eksempel koster det at lægge kloakrør med diametre på 100 mm i gennemsnit 300 rubler (100 – 120 UAH) pr. Meter, mens installation af dele med en diameter på 50 mm vil koste 150 rubler (40 – 60 UAH). Prisen kan variere afhængigt af de aktuelle arbejdsforhold og kundens individuelle ønsker.
Layout af polypropylenrør
Polypropylenrør bruges til installation af en kam med koldt eller varmt vand, opvarmning. Valget af diameteren er individuelt i hvert tilfælde – det afhænger af den mængde væske, der skal pumpes pr. Tidsenhed, den nødvendige hastighed for dens bevægelse (formel på billedet).
Formel til beregning af diameteren af polypropylen
Beregning af rørdiametre til varmesystemer er et separat emne (det er nødvendigt at bestemme diameteren efter hver gren), for vandledninger er alt lettere. I lejligheder og huse bruges rør med en diameter på 16 mm til 30 mm til disse formål, og de mest populære er 20 mm og 25 mm..
Vi tæller beslag
Efter bestemmelse af diameteren overvejes rørledningens samlede længde, afhængigt af dens struktur, købes fittings. Med rørlængden er alt relativt enkelt – du måler længden, tilføjer omkring 20% til fejlen og mulige defekter i arbejdet. Et rørdiagram er påkrævet for at bestemme hvilke beslag, der er nødvendige. Tegn det med angivelse af alle haner og enheder, som du vil oprette forbindelse til.
Et eksempel på en ledning af polypropylenrør i et badeværelse
For at oprette forbindelse til mange enheder kræves en overgang til metal. Der er også sådanne fittings af polypropylen. De har en messingtråd på den ene side og en almindelig loddetilpasning på den anden. Umiddelbart skal du se på diameteren af dysen på den tilsluttede enhed og den gevindtype, der skal være på beslaget (internt eller eksternt). For ikke at tage fejl, er det bedre at skrive alt ned på diagrammet – over bøjningen, hvor dette beslag skal installeres.
Ifølge skemaet overvejes endvidere antallet af “T” og “L” formede forbindelser. Tees og hjørner købes til dem. Der er også kryds, men de bruges sjældent. Hjørnerne er i øvrigt ikke kun 90 °. Der er 45 °, 120 ° hver. Glem ikke koblinger – disse er fittings til sammenføjning af to rørsektioner. Glem ikke, at polypropylenrør er helt uelastiske og ikke bøjer, derfor foretages hver omgang ved hjælp af beslag..
Ved køb af materialer skal du aftale med sælgeren om muligheden for at udskifte eller returnere en del af beslagene. Problemer opstår normalt ikke, da selv professionelle ikke altid umiddelbart kan bestemme det nøjagtige produktsortiment. Desuden er det undertiden under installationsprocessen nødvendigt at ændre rørledningens struktur, hvilket betyder, at fittingsættet ændres..
Kompensator til varmtvandsforsyning og opvarmning af polypropylenrør
Polypropylen har en temmelig betydelig termisk ekspansionskoefficient. Hvis der installeres et varmtvandsforsynings- eller varmesystem i polypropylen, er det påkrævet at lave en ekspansionsfuge, som forlængelse eller forkortelse af rørledningen vil blive nivelleret med. Det kan være en fabriksfremstillet ekspansionsledsløjfe eller en ekspansionsfuge, der er monteret i henhold til skemaet fra fittings og rørstykker (billedet ovenfor).
Lægningsmetoder
Der er to måder at installere polypropylenrør på – åbne (langs væggen) og lukkede – i riller i væggen eller i et afretningslag. Langs væggen eller i rillen er polypropylenrør fastgjort til klipsholdere. De er enkle – for at lægge et rør, er der dobbelt – når to grene løber parallelt. Fastgøres i en afstand af 50-70 cm. Røret indsættes simpelthen i klemmen og holdes på grund af den elastiske kraft.
Fastgørelse af polypropylenrør til vægge
Når det lægges i et afretningslag, hvis det er et varmt gulv, er rørene fastgjort til armeringsnettet; der kræves ingen anden yderligere fastgørelse. Hvis rørene til radiatorerne er monolitiske, behøver rørene ikke at blive fastgjort. De er stive, deres position ændres ikke, selv når den er fyldt med et kølevæske.
Muligheden for skjult og ekstern ledning i en rørledning (bag badeværelset blev ledningerne gjort åbne – mindre arbejde)
Sådan loddes glasfiberforstærkede polypropylenrør korrekt
Polypropylenforstærkede rør til varme og VVS er et helt nyt materiale, der kun har været på markedet i få år. Derfor er mange interesserede i – hvad er fordelen ved disse rør og er armering så vigtig? Dernæst vil vi forsøge at besvare dette spørgsmål og overveje alle funktionerne i polypropylenrør..
Ulemper ved polypropylen
Polypropylenrør er blevet en af de mest populære typer plastrør, da de har en række positive kvaliteter (find ud af her, hvordan og til hvilket formål drænrør bruges på stedet).
De er imidlertid ikke uden ulemper, der er forbundet med egenskaberne ved selve materialet:
Varmebestandighed
Materialets erklærede smeltepunkt er 175 grader Celsius, men det begynder at blødgøre ved en meget lavere temperatur – 140 grader. Den garanterede temperatur, ved hvilken produkterne opfylder alle deklarerede egenskaber, og rørledningen fungerer som forventet, er 95 grader Celsius (nogle sorter har endnu mindre).
En så stor temperatur “reserve” skyldes, at samtidig med at den virker på væggene i polypropylenrørledningen på samme tid med høj temperatur og tryk, er dens modstand meget mindre, end når disse faktorer er adskilt.
Varmeudvidelse
Som du ved, udvides alle materialer ved opvarmning, kun nogle mere og andre mindre. Polypropylen er en af dem, der ekspanderer meget kraftigt. For et koldtvandsforsyningssystem er denne egenskab naturligvis ikke ligegyldig, men når det arrangeres varmeanlæg eller varmtvandsforsyningssystemer, forårsager det mange problemer:
Problemløsning
Som du sikkert gættede, er forstærkede polypropylenrør løsningen på alle de ovennævnte problemer. Faktum er, at armeringen fungerer som en stærk ramme til røret, som ikke tillader det at vokse i længde og bredde ved opvarmning..
Desuden forhindrer forstærkningen ved overdreven varme røret i at hæve og briste. Sandt nok er den maksimale driftstemperatur, der er angivet af producenterne, stadig 95 grader Celsius, men forstærkede rør er stadig meget mere varmebestandige..
I dag er der to former for forstærkning:
Aluminium
Aluminiumsforstærkede polypropylenrør består af flere lag, mellem hvilke aluminiumsfolie er placeret. Lagene limes sammen med polypropylenlim.
Bemærk! Kvaliteten af flerlagsprodukter afhænger i høj grad af klæbemidlets kvalitet. Derfor er det ikke ualmindeligt, at billige rør delamineres under visse driftsbetingelser..
Glasfiber
Glasfiber er et alternativ til aluminium. Som i den tidligere sag er polypropylenlag placeret udenfor og inde i produktet, og et glasfiberlag er placeret indeni. Desuden er alle lag monolitiske.
Det indre lag af disse produkter er svejset til det ydre og indre lag. Som et resultat holder polypropylen glasfiberfibrene sammen, og glasfiber forhindrer igen, at det deformeres. I modsætning til den tidligere armeringstype påføres der ikke lim ved brug af glasfiber.
Glasfiberarmeringsskema
Ulempen ved glasfiber er, at det øger produktets vægt, men for det er prisen på dets pris reduceret en smule. Sandt nok afhænger omkostningerne stort set af producenten..
Derudover skal det bemærkes, at varmeledningen, der er forstærket med glasfiber, mætter kølevæsken med ilt, hvilket resulterer i, at kedlerne ruster. Ifølge mange eksperter er dette problem imidlertid mere langtgående end virkeligt, da der ikke er specifikke tal..
Installation funktioner
Lodning af forstærkede polypropylenrør udføres efter det samme princip som for konventionelle polypropylenprodukter:
Der er dog en forskel – vejledningen til installation af aluminiumforstærkede rør indeholder en anden teknologisk proces. Inden produktet opvarmes med et loddejern, skal det rengøres, dvs. fjern aluminiumslaget.
Hvis aluminiumslaget er på ydersiden, udføres operationen som følger:
Bemærk! Aluminiumsarmerede polypropylenrør til opvarmning skal indeholde massiv folie. Til varmtvandsforsyning kan der bruges perforeret armering.
Til rør med forstærkning placeret indeni bruges et lidt mere komplekst værktøj – et vendende værktøj. Princippet for dets drift ligger i, at det vælger det indre lag fra enden af røret og derved sikrer en pålidelig samling af rørledningselementerne.
Denne handling forhindrer:
Hvad angår lodning af glasfiberforstærkede produkter, er processen ikke forskellig fra lodning af enkeltlags polypropylen..
Råd! Du kan skelne polypropylenrør forstærket med glasfiber ved samlingen – de har tre lag med omtrent samme tykkelse.
Det er alle de funktioner, du skal gøre dig bekendt med, før du lodder forstærkede polypropylenrør..
Opvarmningstid, køletid
Emnet “Sådan svejses polypropylenrør” slutter ikke der, da den enkleste (ved første øjekast) operation har et stort antal “faldgruber”. Hvis du ikke fokuserer på tal, fungerer komplet polymerisering af de tilstødende elementer ikke. Af denne grund skal enhver mester have følgende tabel med sig:
Utilstrækkelig opvarmning gør det ikke muligt at levere den mest pålidelige forbindelse. Ordtaket “det er bedre at overdrive det end at savne det” i dette tilfælde virker heller ikke: lang opvarmning ender med, at polymeren simpelthen flyder. Dele vil uundgåeligt blive deformeret. Den mest alvorlige konsekvens vil være et fald i den indre diameter i disse dele af vandforsyningen. Årsagen er fremspringene på svejsningerne.
Fejl ved arbejde med polypropylenrør
Erfaring kommer til enhver nybegynder mester med fejl. Det er også svært at undgå dem, når det drejer sig om polypropylenprodukter. Det er bedre at stifte bekendtskab med de hyppigste af dem, selv før du går i gang med praktiske øvelser..
Et andet potentielt problem er sagging i lange sektioner (4-5 m). Polypropylenrør er kendetegnet ved lineær ekspansion under påvirkning af høje temperaturer eller med stigende tryk. For at undgå dette fænomen bruges kompensatorer. Du kan købe dem i butikken eller oprette dem selv. Den enkleste hjemmelavede enhed er en sløjfe lavet af et plastrør.
Hvis du er i tvivl om kvaliteten af sømmen, er det bedre at skære det mistænkte område ud og derefter gentage det. Rettidig afhjælpning af fejl (under installationen) vil undgå at udskifte en samling i et arbejdssystem.
Almindelige fejl
Der er flere vigtige nuancer, der skal tages i betragtning ved svejsning af PPR -rør. Forsømmelse af sådanne funktioner påvirker kvaliteten af forbindelserne negativt og reducerer det færdige systems levetid betydeligt..
Forkert svejsetidsforsinkelse
Lodning af PPR -rør forudsætter streng overholdelse af teknologien. Opvarmning for længe får åbningen til at trække sig sammen, hvilket kan resultere i utilstrækkelig varmeafledning fra radiatoren og for stort tryk inde i systemet..
Rørdiameter (mm.)
Svejsetid (sek.)
Opvarmningstid (sek.)
tyve
4
5
25
4
7
32
4
otte
40
6
12
50
6
atten
63
6
24
75
otte
tredive
90
otte
40
110
ti
50
Tryk for dybt ind i tilpasningen
Overdreven nedsænkning af røret bidrager til en kritisk reduktion i rørsystemets indvendige diameter. For at foretage forbindelsen korrekt er det nødvendigt at markere røret før opvarmning af apparatet, i overensstemmelse med hvilken sammenføjningen udføres.
Forurening af forbindelseselementerne
Vand og forurening på overfladen af rør og fittings tillader ikke, at den samlede konstruktion er tæt. Inden du begynder at lodde, skal du fjerne al fugt og akkumuleret støv..
Drejning af rør i fittings
Efter svejsningen er fuldført, er det absolut umuligt at rotere komponenterne eller vende dem ud. Resultatet af en sådan handling kan være udseendet af lækager under driften af rørledningen..
Forkert valg af udstyr
Værktøjet til svejsning af polypropylenrør af elementer skal nøje overholde rørets tekniske egenskaber. Ud over en loddeindretning og en særlig saks skal du købe en markør, et niveau, et konstruktionstape og en trimmer.
Related posts: