
Zváranie polypropylénových rúrok: čo to je?
Najdôležitejšou vlastnosťou polypropylénu je zvýšená tuhosť, nemožnosť ohýbania. Vďaka tejto kvalite si získali obľubu. Z tohto dôvodu priemysel vyrába široký sortiment rovnakých tvaroviek pre systémy s rôznymi konfiguráciami. Ide o spojky, obtoky, adaptéry, T -kusy, rohy atď..
Hlavnou podmienkou úspechu operácie je zhoda parametrov (priemer, hrúbka steny) prvkov, ktoré sa majú spojiť. Tieto tvarovky sú spojené s rúrkami spájkovaním alebo zváraním. Oba prvky sa zahrievajú na teplotu topenia a v horúcom stave rýchlo zakotvia. Po 5-10 sekundách sa nechajú vychladnúť. V dôsledku jednoduchých akcií sa získa absolútne tesné spojenie..
Pri zváraní sa používa difúzia materiálu, v dôsledku ktorej dochádza k repolymerizácii – proces, pri ktorom sa obe časti menia na jeden celok, na monolit. Teplota zahrievania je ovplyvnená priemerom a hrúbkou stien spojených častí, ako aj materiálom, z ktorého je výstužná vrstva vyrobená. Aby bolo možné spájať polypropylén s kovom, vyrábajú sa kombinované tvarovky. Jeden z nich je kovový, so závitom, druhý je vyrobený z polyméru.
Všeobecné pojmy
Ak potrebujete návod na spájkovanie polypropylénových rúrok, budeme predpokladať, že ste už študovali všetky vlastnosti tohto materiálu, takže tento moment nebudeme podrobne popisovať.
Napriek tomu zvážime základné informácie o PP rúrach, aby sa nejaký moment procesu spájkovania pre vás nestal niečím neočakávaným..
Vlastnosť polypropylénu
Polypropylén je polymerizačný produkt 2 plynov – etylénu a propylénu. Miešajú sa v určitom pomere. V dôsledku toho je možné získať granule, z ktorých sú vyrobené rúrky. To sa vykonáva extrúznou metódou..
Vlastnosti materiálu sú uvedené v tabuľke:
| Register |
Význam |
| Rozsah pracovných teplôt |
-10 – +90 stupňov |
| Teplota topenia plastu |
149 stupňov |
| Menovitý tlak |
1,5-2,5 atmosféry |
Špecifikované vlastnosti sú vhodné pre zásobovanie studenou vodou. Výstuž zo sklenených vlákien alebo hliníka umožňuje získať výrobky, ktoré sú vhodné pre batérie a zásobovanie teplou vodou.
Tepelná odolnosť
Polypropylén začína mäknúť a mení svoj tvar, keď dosiahne 140 ° C. Výrobcovia však označujú svoje potrubia a tvarovky teplotným limitom iba 95 ° C. Ako už bolo spomenuté v mnohých článkoch, je nežiaduce používať polypropylénové rúry na vykurovaciu sieť..
Ak sa vaše bydlisko nachádza v oblastiach Ďalekého severu a v zime často pozorujete únik pary z vodovodného kohútika, potom je najlepšie použiť namiesto PP rúr medené alebo pozinkované rúry..
Tepelné predĺženie
V procese zahrievania polypropylén výrazne zvyšuje svoje lineárne rozmery. Rúry v systéme vyrobenom z takého materiálu sa začínajú prepadávať vo vlnách vo veľkých rovných častiach. Ak je medzi stropmi inštalovaná hrubá stúpačka vykurovania PP a je obmedzená hrubými spojovacími tvarovkami, potom môžu vznikajúce napätia spôsobiť veľké problémy..

V takýchto situáciách môže začínajúci remeselník mať komplikácie s spájkovaním polypropylénových rúrok..
Profesionálni majstri môžu použiť jedno z niekoľkých riešení:
- Alternatívne namiesto rúrok PP môžete vziať zosilnenú verziu. Vystužený polypropylén má 5 -krát menší koeficient tepelného predĺženia. Okrem toho môžu také potrubia fungovať za podmienok vyššieho tlaku..
- Uchýliť sa k použitiu dilatačných škár. Sú to ohyby v tvare písmena U priameho segmentu potrubia. Vďaka svojej elasticite sa polypropylén predlžuje a zároveň zostáva plochý, pretože nohy kompenzátora v tvare písmena U sú o niečo bližšie..
Posilnenie
Spôsob spájkovania polypropylénových rúr bude závisieť od typu výstuže alebo od jej absencie:
- Pri výstuži zo sklenených vlákien bude metóda spájkovania rúr rovnaká ako v prípade spájkovania rúr bez výstuže..
- Ak má rúrka výstuž hliníkovou vrstvou, potom pred spájkovaním bude potrebné rúry vyčistiť špeciálnym holiacim strojčekom.

Rúry, v ktorých je výstužná vrstva umiestnená medzi dvoma vrstvami polypropylénu, sa čistia lícovaným nástrojom. V takom nástroji je na boku konca umiestnený úzky nôž.
Je lepšie venovať pozornosť vystuženým rúrkam, ak plánujete navrhnúť vodovodný systém, cez ktorý bude dodávaná horúca voda. Ak používate potrubia PP pre systémy so studenou vodou, budete míňať iba viac peňazí, v tomto prípade jednoducho neexistuje žiadny prínos.
Technológia spájkovania
Nasleduje popis, ako správne a pri akej teplote spájkovať polypropylénové rúry:
- Najprv musíte zmerať a odrezať požadovaný kus potrubia. Okrem toho musíte pridať 14-25 mm, ktoré sa zmestia do tvarovky.
- Teraz zaskrutkujeme požadovanú trysku do spájkovačky a zapneme ju na vykurovanie. Tento proces bude trvať niekoľko minút – tento čas určuje výkon spájkovačky..
Najjednoduchšie spájkovačky môžu spájkovať iba polypropylén – nezabezpečujú korekciu teploty. Univerzálne sú tiež schopné spájkovať nízkotaviteľný polyetylén, dokážu nastaviť teplotu od 260 do 280 ° C.

- Ďalej odstránime skosenie z vonkajšieho povrchu potrubia, hliníkovú výstuž očistíme holiacim strojčekom.
Na odizolovanie musí byť do nástroja vložená rúra s vonkajšou výstužou, ktorá sa musí niekoľkokrát otočiť, ak je výstužná vrstva vo vnútri, potom bude potrebné nástroj pritlačiť na koniec rúrky a otáčať s malým úsilím.
- Dali sme rúrku na širokú dýzu a tvarovku na úzku. Trvá niekoľko sekúnd, kým sa povrchy dielov vplyvom teploty roztavia a pohybujú sa o niekoľko centimetrov pozdĺž dýz. Počkáme ešte niekoľko sekúnd, odstránime diely z dýz a vložíme potrubie do tvarovky. Držíme sa nehybne 10 sekúnd, potom môžeme predpokladať, že spojenie je pripravené.
O procese spájkovania rúrok sa môžete jasne dozvedieť sledovaním videí, ktoré sú prítomné na internete.

Tu je niekoľko užitočných rád pre začiatočníkov, ktorí im proces spájkovania uľahčia:
- Skosenie rúrok sa musí v každom prípade vykonať. Ak z vnútornej strany tvarovky nedochádza k odizolovaniu skosenia, odstráňte ho sami, inak v procese zmäkčovania plastu existuje vysoké riziko zdvíhania plastu pri vkladaní rúrok do neho..
- Pri vkladaní potrubia do tvarovky ním neotáčajte. To výrazne zhorší kvalitu pripojenia..
- Počas procesu tavenia musí byť potrubie a tvarovka násilne zasunuté do dýz, kým sa nezastavia. V doku musí byť koniec potrubia privarený k tvarovke. To platí najmä pre polypropylénové rúry s hliníkovou výstužou..
- Po spájkovaní otrite dýzy potiahnuté teflónom hrubým handričkou, nie kovovými predmetmi..
Dúfame, že ste prišli na to, ako spájkovať PP rúrky a čo je na to potrebné. Úspešné rekonštrukčné práce!
Zváranie zásuvky
Metóda je jednoduchá. V tomto prípade sa na upevnenie rúrok rovnakého priemeru používa špeciálny prvok – spojka. Má o niečo menší priemer. Pri zváraní sa vonkajšia časť potrubia a vnútorný povrch spojky zahreje a roztaví.

Špecifickosť spájkovania polypropylénových rúr
Zváranie polymérnych výrobkov sa vykonáva pomocou technológie, ktorá je implementovaná využitím vlastností materiálu. Polypropylén je flexibilný. Táto vlastnosť PP produktov sa však získava pri zmene teploty. Jeho zvýšenie na určitú úroveň podporuje zmäkčenie materiálu..
Rýchlo dochádza aj k chladeniu vyhrievaného spoja potrubia. Z tohto dôvodu je doba spájkovania / spájkovania skrátená. Ak vykonáte akcie na pripojenie komunikácie pomaly, kvalita spoja sa zníži. V tomto prípade je ťažké zaistiť tesnosť švu..

Pripojenie zásuvky alebo zásuvky 
Spájkovacie polypropylénové rúry a tvarovky 
Upevnenie pre uzatváracie ventily 
Tupé spájkovanie rúrok veľkého priemeru
Zváranie polypropylénových rúrok je možné kvôli vlastnostiam tohto materiálu. Teplota topenia – od + 149 ° С. Na spájkovanie polypropylénu sa používajú spájkovačky. Poskytujú ohrev PP produktov na úroveň + 320 ° С, doma sa však používa menej intenzívny režim prevádzky (do + 300 ° С).
Nekonajte na PP rúrky so zdrojom tepla zohriatým na kritické teploty. Tiež sa neodporúča pôsobiť na rúrku príliš dlho spájkovačkou. Za takýchto podmienok materiál stráca svoje vlastnosti, výrobky sa v dôsledku toho pokrčia..
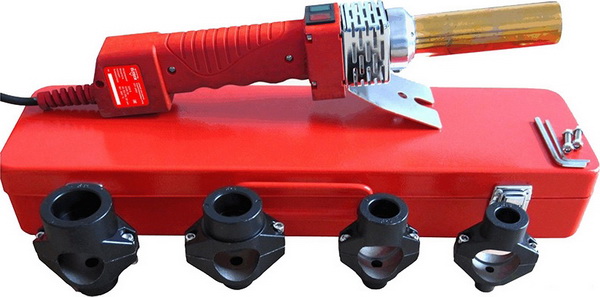
Charakteristika a vybavenie spájkovačiek
Spájkovačka na propylénové rúry je svojou konštrukciou a princípom činnosti podobná bežnej žehličke, líši sa iba tvarom a účelom.
Hlavnými časťami sú termostat a výkonný vykurovací prvok, ako aj ergonomická rukoväť, stojan a vymeniteľné trysky pre rôzne priemery potrubí.
Pmoregulátor zaisťuje zachovanie určitej teploty, pretože prehriaty alebo podchladený polypropylén neposkytuje počas spájkovania vysokokvalitné spojenie. Ďalším účelom termostatu je ochrana vykurovacieho telesa pred prehriatím. Podľa svojej konštrukcie môže byť vykurovací prvok dvoch typov – okrúhly (na ňom sú navlečené dýzy) a plochý vo forme železnej podrážky s otvormi na pripevnenie dýz. Druhá možnosť je obľúbenejšia.
V súprave sú zahrnuté dýzy pre rôzne priemery rúrok a ich počet sa môže líšiť pre rôzne sady, tu je už na vás, aby ste si vybrali. V prípade potreby je možné ich zakúpiť samostatne. Nástavce majú špeciálny povlak, ktorý zabraňuje prilepeniu PP. Niektoré súpravy obsahujú aj špeciálne nožnice na rezanie propylénových rúrok. Toto je potrebný nástroj na inštaláciu, takže ak ich vaša súprava neobsahuje, musíte si ich určite kúpiť. Spájkovačka sa spravidla predáva vo vhodnom kovovom kufríku na prepravu a skladovanie všetkých jej častí..
Zariadenie a princíp činnosti nástroja na zváranie polypropylénu
Dnes sa mnoho domácich a zahraničných spoločností zaoberá výrobou zariadení na spájanie plastových rúrok, ktoré sa snažia byť čo najpohodlnejšie a najefektívnejšie. Na to sú spájkovačky vybavené ďalšími funkciami, mení sa ich vzhľad, umiestnenie držadiel a spôsoby pripevnenia trysiek. Hlavné prvky a uzly však zostávajú rovnaké (obr. 1):
- termostat;
- vykurovací článok (vykurovací článok);
- telo s rukoväťou;
- trysky.
Podľa princípu činnosti zariadenie na zváranie polypropylénových rúrok pripomína obyčajnú žehličku. Po prvé, vykurovacie teleso ohrieva kachle. Vydáva svoje teplo do dýz, ktoré ohrievajú plast na určitú teplotu, čím sa dosiahne požadovaná viskozita. Celý proces je monitorovaný termostatom, pomocou ktorého sa teplota ohrevu udržuje v stanovených medziach..
Spoľahlivosť polypropylénového spojenia priamo závisí od stability termostatu. Lacné spájkovačky sú spravidla vybavené nekvalitnými termostatmi. To vedie k tomu, že počas procesu zvárania sa plast prehrieva alebo sa nezahrieva. V dôsledku toho získate zlé spojenie. Preto by ste nemali šetriť na kúpe spájkovačky. Pri výbere nástroja na spájkovanie polypropylénu je potrebné uprednostniť zariadenie s plynulým ovládaním teploty a presnou kalibráciou..
Ako si vybrať žehličku na zváranie polypropylénových rúrok
Pri kúpe nástroja na spájkovanie polypropylénu by sa mala venovať osobitná pozornosť nasledujúcim charakteristikám:
- moc;
- sada trysiek;
- kompletná sada;
- výrobca.
Napájanie je hlavnou technickou charakteristikou spájkovačky, od ktorej závisí maximálny priemer spojených prvkov, ako aj čas ich zahrievania a podľa toho rýchlosť zvárania. Malo by sa však pamätať na to, že pri nákupe nástroja nepotrebujete honiť sa za energiou, pretože s jeho nárastom sa zvyšuje aj cena zariadenia..
Pri výbere zariadenia na spájkovanie polypropylénových rúrok z hľadiska výkonu je potrebné vynásobiť priemer spojených prvkov 10.
V dôsledku toho získate hodnotu minimálneho výkonu nástroja. Napríklad, ak pri navrhovaní vykurovacieho systému potrebujete pripojiť potrubia s prierezom 40 mm, potom v tomto prípade musíte kúpiť spájkovačku s výkonom najmenej 0,4 kW. Na opravu vo vašom byte alebo súkromnom dome bude stačiť železný výkon 0,7 kW. Ak plánujete používať spájkovačku na profesionálne účely, keď priemer potrubia môže dosiahnuť 100 mm, odporúča sa kúpiť zariadenie s výkonom až 2 kW..
Sada trysiek. Vysokokvalitné trysky na spájkovanie polypropylénových rúrok musia spĺňať nasledujúce podmienky:
- majú dobrý odvod tepla;
- majú vysokú mechanickú pevnosť;
- zachovať svoju veľkosť v prípade zmien teploty.
Takmer všetky moderné zariadenia na zváranie rúrok majú schopnosť používať súčasne niekoľko dýz rôznych priemerov. To vám umožní výrazne skrátiť dobu inštalácie, pretože na výmenu nie je potrebné čakať, kým sa dýza nevychladne.
Štrukturálne sa všetky dýzy skladajú z 2 častí: pre vonkajšie (puzdro) a vnútorné (tŕňové) ohrievanie polypropylénu (obr. 2). Ako materiál na výrobu môže byť použitá akákoľvek zliatina, ktorá spĺňa všetky vyššie uvedené požiadavky. Na výrobu príloh na zvýšenie ich pevnosti a trvanlivosti sa používajú rôzne povlaky. Najčastejšie ide o teflón, ktorý má tiež nepriľnavú vlastnosť, takže sa zahriaty plast nelepí na prílohy..
Sada na zváranie polypropylénových rúrok môže mať nasledujúcu konfiguráciu:
- Dokončené. Ideálne pre profesionálnych zváračov. Balíček obsahuje zvárací stroj, kľúč na dýzy, celú sadu trysiek a ďalšie nástroje, ktoré uľahčujú inštalačné práce (fréza, zvinovací meter, atď.).
- Priemer. Obsahuje zvárací stroj, kľúč a bežne používané trysky (20, 25, 32 a 40 mm). Ak potrebujete ďalšie trysky na zváranie rúr, je možné ich zakúpiť samostatne..
- Minimum. Súčasťou je iba spájkovačka na zváranie a kľúč na dýzy. Takáto sada má relatívne nízku cenu a je perfektná, ak potrebujete spájkovať rúrky rovnakého priemeru..
Výrobca spoločnosti. Na trhu inštalatérskych zariadení existujú spájkovačky na spájkovanie polypropylénových rúrok od rôznych výrobcov. Medzi nimi prvé miesto z hľadiska kvality zostavenia a jednoduchosti použitia zaujímajú české a nemecké nástroje. Treba poznamenať, že je to dosť drahé, preto sa odporúča kúpiť ho len na profesionálnu prácu..
Turecké a domáce modely spájkovačiek sú lacnejšie ako ich nemecké a české náprotivky, ale ich technické vlastnosti sú o niečo horšie. Na súkromné účely je takéto zariadenie najvhodnejšie. Čínske spájkovačky sú najdostupnejšie, ale nízke náklady sa často premietajú do krátkej životnosti..
Ak potrebujete spájkovačku na jednu opravu, potom sú čínske modely najlepšou voľbou..
Ako si vybrať súpravu na spájkovanie polypropylénových rúrok?
Výber nástroja je jednou z hlavných fáz profesionálnych alebo domácich prác. Na technické účely, inštalácia vodovodných systémov na letnej chate, stačí kúpiť jednoduchú žehličku na spájkovanie polypropylénových rúrok. Je lepšie uprednostniť nie čínske možnosti, ale osvedčené európske a japonské značky elektrického náradia.
Pred kúpou nástroja na spájkovanie polypropylénových rúr sa uistite, že je takýto nákup vhodný. Objednať si služby u špecialistov a získať záruku vysokokvalitného pripojenia môže byť lacnejšie a pohodlnejšie.
Druhy propylénových rúr

Predtým, ako prejdeme k otázke, ako zvárať polypropylénové rúry, musíte tieto výrobky lepšie spoznať. Dodávajú sa v štyroch farbách: na predaj sú k dispozícii biele, zelené, sivé a čierne výrobky. Posledná odroda sa vyznačuje maximálnou odolnosťou voči ultrafialovému svetlu, pretože sa používa na vytvorenie zavlažovacieho systému. Ostatné materiály majú podobné vlastnosti: používajú sa na kladenie komunikácií vo vnútri alebo mimo domu..
Za vodoinštaláciu
Rúry označené PN 10 sú vhodné na prívod studenej vody. Môžu byť použité na stavbu systémov podlahového vykurovania s vykurovaním až do 45 stupňov. Tieto výrobky sa vyznačujú tenkými stenami. Modely s označením PN 25 sú vhodné pre zásobovanie teplou vodou.
Na vykurovanie
Modely s označením PN 16 sa používajú pre vykurovacie vedenia s nízkym tlakom. Výrobky PN 20 sú považované za univerzálne. Umožňujú prívod vody s teplotou najviac 85 stupňov. Výrobky s označením PN 25 je možné použiť aj vo vykurovacích systémoch..
Účel
Ak hovoríme o ich klasifikácii podľa účelu, potom všetky polypropylénové rúry možno rozdeliť do troch typov:
- konštrukcie určené na studenú vodu (maximálne 45 °), majú pozdĺžny modrý pruh;
- potrubia používané na dodávku teplej vody (do 85 °), sú rozpoznateľné podľa červeného pruhu;
- výrobky sú univerzálne (65-75 °), majú dve značky naraz – modrú a červenú.
Polypropylénové rúry na dodávku studenej a teplej vody sa líšia charakteristikami z hľadiska stupňa spoľahlivosti.
Značenie

PN je skratka označujúca pracovný (maximálny) tlak, s ktorým môžu plastové rúrky pracovať 50 rokov pri teplote 20 °. Existujú 4 druhy takýchto výrobkov.
- PN10. Používajú sa iba na dodávku studenej vody v systémoch, kde tlak vody nepresahuje 1 MPa (10 atmosfér). Ich steny nie sú príliš hrubé, preto pre viacpodlažné budovy, kde často dochádza k rôznym núdzovým situáciám s dodávkou studenej vody, nie sú vôbec vhodné.
- PN16. Tento typ je častejšie univerzálny, ale vzhľadom na nie príliš pôsobivú teplotu (priemer t – 65 °) a nízky tlak (1,6 MPa, 16 atm) ich tiež radšej inštalujú výlučne na studenú vodu..
- PN20. Takéto polypropylénové rúry už majú hrubé steny, odolávajú teplotám až 75-80 °, tlaku až 2 MPa (20 atm). Vzhľadom na ich väčšiu spoľahlivosť sa odporúča vybrať ich na inštaláciu vykurovacieho systému, na zapojenie teplej vody.
- PN25. Tieto polypropylénové výrobky možno nazvať dokonalými a najspoľahlivejšími. Vďaka vystuženiu sklenými vláknami alebo fóliou často nie sú také hrubé ako najbližší súperi, ale dokážu odolať 90-95 ° a 2,5 MPa (25 atm).

Druhý typ je ideálnym kandidátom: pre vykurovacie systémy aj pre TÚV.
Polypropylénové rúry sa vyrábajú v rôznych priemeroch (20 – 110 mm), pre súkromné domy a byty sa však spravidla kupujú výrobky s rozmermi 20, 25 mm, menej často – 32 mm. Toto je vnútorný priemer, zatiaľ čo hrúbka ich stien môže byť veľmi odlišná..
Zariadenie na zváranie polypropylénu
Akékoľvek opravy vyžadujú špeciálne vybavenie a sadu vhodných nástrojov. Zváranie polypropylénu nie je výnimkou.
Hlavná postava „osoba“

Táto operácia vyžaduje špeciálne nástroje. Niektorí ich nazývajú spájkovačky, iní ako zváracie stroje. Jedná sa o kovovú plošinu, vo vnútri je elektrická špirála, ktorá ohrieva povrch. Vzhľadom na podobnosť so známym domácim spotrebičom dostalo toto zariadenie iné meno – žehličku. Súprava spájkovačky obsahuje trysky štandardných veľkostí (20, 25, 40).
Existuje niekoľko takýchto prevedení, ale existujú dva hlavné modely. Jeden z nich má plochú platformu podobnú podrážke žehličky. Ďalším zariadením je valcový ohrievač. Oba typy zariadení sú účinné. Voľba zariadenia závisí od toho, s ktorým bude (zdá sa) pre konkrétneho majstra pohodlnejšie pracovať. Pretože cenu takejto spájkovačky možno len ťažko nazvať demokratickou, ale z času na čas je potrebná, je lepšie si ju prenajať na niekoľko dní..
Na spojenie dvoch prvkov sa povrchy spojov zahrejú na teplotu vhodnú na tavenie polypropylénu (260 °). Na rovnomerné a súčasné zahrievanie dielov sa používajú dve dýzy potiahnuté teflónom, ktoré sú inštalované na kovovej plošine:
- objímka je prvok na zahrievanie vonkajšieho povrchu;
- tŕň s menším priemerom umožňuje zahriatie vnútorného povrchu.
Oba prvky, ktoré sa majú pripojiť, sa súčasne nasadia na nainštalované dýzy, potom vydržia určitý časový úsek a sú spojené. Toto je odpoveď na otázku, ako zvárať polypropylénové rúry. Ale každá práca má svoje vlastné nuansy. Optimálnym riešením je napríklad nákup všetkých výrobkov od jedného výrobcu, pretože propylén od rôznych spoločností má odlišné zloženie. Rozdiel je malý, ale pri zváraní to určite ovplyvní kvalitu švu..
Ostatné nástroje pre potrubia

Na efektívne rezanie rúrok je lepšie nájsť alebo kúpiť ideálne a najpohodlnejšie zariadenie – rezačku rúrok, akumulátorovú alebo valcovú. Tento nástroj je zárukou hladkého, rovnomerného rezu. Ak však nie je na farme a míňanie peňazí nevyzerá ako lákavá perspektíva, môže byť nahradený nožnicami na strihanie plastových rúrok..
Horšie možnosti – skladačka, píla na kov alebo takmer nenahraditeľná brúska (s kotúčom 1 mm). Veľkou nevýhodou použitia akejkoľvek alternatívy je strih s “krásnym” okrajom. Je celkom ľahké sa ho zbaviť: môžete to urobiť brúsnym papierom alebo tenkým nožom..
Ak ste si kúpili polypropylénové rúry vystužené fóliou zvonku, budete potrebovať ďalší nástroj – holiaci strojček. Alebo vyžínač, je určený na odstránenie vnútornej výstužnej vrstvy. Na prípravu zvárania budete potrebovať aj ceruzku alebo fixku, zvinovací meter a štvorec..

Rúry a montážne príslušenstvo
Jednou z nesporných výhod polymérnych rúr je jednoduchá montáž..
Inštaláciu prvkov je možné vykonať takmer kdekoľvek: môžu byť položené otvoreným spôsobom na steny alebo skryté pod podlahou..

Ak je zváranie polypropylénových vodovodných potrubí vykonané správne, potom bude zostavený systém pravidelne slúžiť bez opravy viac ako tucet rokov.
Polymérové rúry sú k dispozícii v priemeroch od 20 do 110 mm. Na použitie v domácnosti sa najčastejšie používajú výrobky s veľkosťou 20/25/32/40 mm. Oblasť použitia určuje indikátor nominálneho tlaku materiálu.
Na označení je označený písmenami „PN“:
- PN 10 – zvolený na zabezpečenie dodávky studenej vody.
- PN 16 – používa sa na studenú vodu, ale s vyšším tlakom, ako aj pri usporiadaní systému „teplej podlahy“.
- PN 20 – výrobky, ktorých jediným obmedzením je teplotný režim kvapalín nimi prepravovaných. Nemalo by prekročiť 75 ° C.
- PN 25 – univerzálne výrobky používané na usporiadanie „studených“ aj „horúcich“ systémov, ktorých teplota dosahuje 90 ° C.
V predaji nájdete polymérové výrobky vybavené dodatočnou výstužou.

Vystužené výrobky sa používajú na pokládku na dlhé úseky v podmienkach, kde je potrebné znížiť lineárnu rozťažnosť, ku ktorej dochádza pri kolísaní teploty
Hlavnou črtou polymérnych rúrok je nemožnosť ich ohýbania.
Preto sa všetky zmeny v trajektórii položenej čiary vykonávajú iba z priamych úsekov prepojených pomocnými hardvérovými prvkami:
- kríže – pre možnosť rozvetvenia hlavného prúdu;
- odpaliská – multiplikátory toku;
- spojky – na pripojenie potrubí v priamom úseku;
- ohyby – na zmeny v smere potrubia.
Kovanie môže byť vybavené taveným kovovým závitom, ktorý umožňuje pripojenie polymérneho potrubia k kovovým prvkom.

Aby boli švy čo najsilnejšie a najpevnejšie, je dôležité zabezpečiť, aby sa priemery prvkov, ktoré sa majú spojiť, presne zhodovali.
Pri výbere pomocných prvkov by sa mali brať do úvahy dva parametre: vnútorná časť výrobkov a hrúbka ich stien. Tieto parametre musia zodpovedať technickým vlastnostiam použitých polypropylénových rúrok..
Ako správne spájkovať polypropylénové rúry – teória a prax
Tento článok bude venovaný teplote, pri ktorej je možné spájkovať polypropylénové rúry, aký nástroj je na to potrebný, a tiež hovorí o mnohých nuansách a jemnostiach tohto procesu. Kvôli prehľadnosti sa o tom navyše môžete dozvedieť z videa.

Spájkovanie polypropylénových rúrok vlastnými rukami: technológia, pokyny
Zváranie polypropylénových rúrok poskytuje najrýchlejšie a najspoľahlivejšie spojenie v porovnaní s inými druhmi plastových rúrok. Proces pripojenia je rovnaký pre všetky PP rúrky, okrem vystužených, ktoré majú počas inštalácie svoje vlastné charakteristiky. Jednoduchosť a dostupnosť tohto druhu práce vám umožňuje vykonávať ju sami doma, za predpokladu správnej zváracej technológie a s príslušnými nástrojmi..
Pri inštalácii polypropylénových rúrok môžete použiť jeden z troch hlavných typov spojení:
- difúzne spájkovanie;
- spájkovanie pomocou elektroinštalácií;
- zváranie za studena.
Pozrime sa podrobnejšie na všetky tri typy potrubí PP: ich vlastnosti, hlavné výhody a nevýhody.
Príprava rúr na zváranie
Ako spájkovať polypropylénové rúry na vykurovanie vlastnými rukami spájkovačkou? Po prvé, hrany je potrebné odrezať špeciálnymi nožnicami. To sa robí v pravom uhle. Potom musí byť miesto rezu brúsené a odmastené. Na tento účel by ste mali použiť mydlový roztok..
Dôležité! Rúry neupravujte rozpúšťadlami, vodkou, benzínom, acetónom. Agresívne formulácie poškodzujú povrch polypropylénu.
Odmasťujte oblasť zvárania
Na dosiahnutie dobrého a kvalitného spojenia je potrebné oblasť zvaru najskôr odmastiť. Vezmite vatový tampón a zalejte trochou alkoholu. Potom spracujte vnútro tvarovky. Je tiež potrebné urobiť s koncom potrubia..
Nezabudnite odstrániť všetky abrazívne častice. Aj prach môže negatívne ovplyvniť kvalitu spoja zváraním polypropylénových štruktúr. Preto je v pokynoch tejto otázke venovaná taká pozornosť..
Pozor! Prach a abrazíva poškodzujú teflónový povlak zváračky.
S alkoholom je potrebné zaobchádzať nielen s časťami, ale aj s tryskami. Toto opatrenie pomôže vyhnúť sa lepeniu plastov. To tiež znižuje riziko poškodenia teflónového povlaku. Stáva sa to dosť často, keď sú zvyšky sušeného polypropylénu mechanicky odstránené z pracovného povrchu..
Ako prebieha inštalácia
Inštalácia sa vykonáva, keď sú namontované prvky s armatúrami. Rovnako treba nastaviť zákruty. Tieto sú najlepšie zvárané oddelene, aby nedošlo k porušeniu pokynov..
Nezabudnite, že podľa všeobecných stavebných pokynov sa musíte starať o prechody medzi stenami. Musíte tiež vytvoriť pripojenie k vstupom. Potom sa môže zváranie vykonávať podľa hmotnosti..
Rúrkové výrobky sú pripevnené k stenám pomocou svoriek. Poskytujú spoľahlivé upevnenie a môžu trvať viac ako tucet rokov. Samotná polypropylénová konštrukcia do nich jednoducho vkĺzne.
Pozor! Ak máte súkromný dom, plastové konštrukcie sa nedodávajú priamo do kotla. Vyžaduje si to špeciálnu montáž..
Hlavnou časťou armatúry, ktorá spája polypropylénovú konštrukciu s kotlom, je kovová časť, ktorej dĺžka je asi pol metra. Je to ona, ktorá sa pripája priamo k ohrievaču..
Výhodou polypropylénových štruktúr je, že sa dajú ľahko položiť do stien, čo v žiadnom prípade neporušuje návod na obsluhu obytnej budovy. Pred začatím používania potrubia je však potrebné vykonať test tesnosti..
Nástroje a materiály
Na prácu je potrebné pripraviť:
- špeciálna elektrická spájkovačka so sadou trysiek zodpovedajúceho priemeru;
- špeciálna valčeková fréza (nožnice na rúrky) alebo píla;
- pilník alebo ostrý nôž na odhrotovanie koncov rúrok;
- meracia páska alebo pravítko;
- značka alebo pastelka na označenie častí, ktoré sa majú spojiť;
- montážne zariadenie na tvrdé spájkovanie rúrok s priemerom viac ako 40 mm.
Na odmasťovanie povrchov vykurovacích dýz (acetón, alkohol atď.) Budete potrebovať okrem PP rúrok a spojovacích tvaroviek aj bavlnené handry a tekutinu..
Zastrihávač
Vyžaduje sa na skosenie a odstránenie vnútornej fólie vo vystužených viacvrstvových rúrach. Pod vplyvom vysokých teplôt a tlaku môže dôjsť k plastovej delaminácii, pre ktorú sa fólia odstráni. Ďalším účelom zastrihávača je odstránenie otrepov vytvorených počas procesu rezania..
Potreba spracovania
Polypropylénové rúry vyžadujú pred spájkovaním odstránenie vrstvy oxidu. Vystužené plastové rúrky sú spojené najskôr očistením hliníkovej vrstvy v mieste spájkovania. Výrobky z medi a nehrdzavejúcej ocele je potrebné pri rezaní odhrotovať. Aj tie najmenšie kovové častice zachytené vo vnútri potrubia môžu spôsobiť veľké škody. Toto sa berie obzvlášť vážne pri inštalácii klimatizácií..
Aplikovaná technológia na spájkovanie
Technológia používaná v praxi na tvrdé spájkovanie polypropylénových rúr zahŕňa dve hlavné metódy: tupo a hrdlo. Vynára sa otázka: ak je zváranie polypropylénových rúr, ktoré je lepšie? Prvá metóda sa používa vo výrobe a neodporúča sa na zváranie doma. Za najlepšiu a najjednoduchšiu metódu sa považuje zváranie zásuviek. S ním je potrubný výrobok vložený do tvaroviek, čo zaisťuje tesné spojenie častí. Proces prebieha v niekoľkých fázach a zahŕňa:
- rezné rúrky;
- ich príprava spolu s príslušenstvom;
- príprava jednotky na zváranie;
- samotný proces zvárania;
- montáž dielov po zváraní a ich chladenie.
Existujú možnosti, ako pripojiť polypropylénové rúry bez spájkovania. Ide o takzvanú studenú metódu. Implementuje sa pomocou kompresných tvaroviek. Za týmto účelom sa rúrka odreže, kalibruje, upínacia objímka sa nainštaluje na okraj rúrky a tvarovka sa vloží do výrobku. Na konci je potrebné spojku na výrobku pevne zafixovať kľúčom. Spoľahlivou možnosťou zostáva vo väčšine prípadov metóda spájkovania..
Nakreslite schému zapojenia
Vo fáze kladenia potrubí a pripojenia vodovodných zariadení musíte mať po ruke projekt vykurovania a zásobovania vodou. Ak schéma zapojenia ešte nebola vypracovaná a priemery vedení neboli určené, odporúčame vám najskôr si prečítať návod na výber vykurovacieho systému pre súkromný dom.
Pred nákupom a zváraním polypropylénových prvkov preneste schému do skutočných podmienok:
- Vopred označte obrysy radiátorov alebo nainštalujte všetky vykurovacie zariadenia.
- Na vnútorné povrchy stien naneste ceruzkou alebo značkovačom body inštalácie vodovodných zásuviek, kohútikov, rozvodných potrubí a ďalších armatúr..
- Pomocou dlhej koľajnice a úrovne budovy spojte označené body čiarami a potom položte plastové rúrky.
- Zistite potrebu armatúr – odpalísk, spojok a vetiev podľa počtu vetiev a závitov potrubí.
Dôležitá nuansa. Lapače bahna by mali byť umiestnené v správnej polohe – horizontálne, „nosom“ nadol. Na inštaláciu vodných filtrov vyberte vhodné rovné sekcie.
Po nakreslení projekcií na steny je ľahké vypočítať, koľko polypropylénových rúrok je potrebných, stačí zmerať dĺžku čiar zvinovacím metrom. Nezabudnite na plastové spony potrubia.
Pri nákupe armatúr a potrubí vezmite na vedomie niekoľko odporúčaní:
- spájkovanie plastových rúrok sa vykonáva ponorením každej koncovej plochy do tvarovaného prvku do hĺbky 14-22 mm (v závislosti od priemeru), čo znamená, že dĺžka každého priameho úseku sa zvýši o 3 až 5 cm;
- v systéme vykurovania a dodávky teplej vody je polypropylén predĺžený kvôli ohrevu, preto aby ste sa vyhli ohybom vedení, musíte si kúpiť špeciálne príslušenstvo – kompenzačné slučky;
- na prekročenie ostatných potrubí použite obtokové prvky vyrobené z PPR;
- na dodávku teplej vody a prívod chladiacej kvapaliny odoberte rúry vystužené hliníkovou fóliou, čadičom alebo sklolaminátom.
Kompenzačné slučky sú inštalované na dlhých linkách alebo stúpačkách upevnených pevnými podperami (napríklad prepojka medzi 2 kovovými rúrami susedných bytov). Bez kompenzácie predĺženia PPR sa potrubie v oboch prípadoch ohne šabľou kvôli zahrievaniu.
Užitočné rady. Ak plánujete začať so zváraním polypropylénu po prvýkrát, kúpte si ďalšie 2-3 metre potrubia a niekoľko náhradných spojok. Rovné konektory uľahčujú kontrolu kvality spojov, preto precvičte a spájkujte niekoľko spojov.
Výpočet materiálu a komponentov
Na uľahčenie práce a minimalizáciu chýb pri inštalácii je prvým krokom nakreslenie schémy budúceho systému s uvedením počtu závitov a vetiev. Pri výpočte počtu rúrok na každú dĺžku segmentu pridajte 25-40 mm, vynaložených na „penetráciu“.

Cena polymérnych výrobkov a tvaroviek potrebných na ich inštaláciu je nízka, a preto v prípade chybných spájkovaných párov, ktoré často vznikajú na začiatku práce, má zmysel urobiť malú zásobu
Ak ste ešte nemuseli zvárať polypropylénové rúry, skúsení odborníci odporúčajú nákup niekoľkých kusov rúr na predbežné školenie. Takéto náklady a ceny vyjdú lacno a umožnia vám vyhnúť sa hrubým chybám pri inštalácii systému..
Charakteristikou polypropylénových rúrok je zvýšenie koeficientu lineárnej rozťažnosti vplyvom vysokých teplôt..
V dôsledku toho: pri zahrievaní alebo zvyšovaní tlaku vo vnútri systému sa potrubia predlžujú a časom začnú klesať. Aby sa zabránilo tomuto javu, pri kladení úsekov dlhších ako 4-5 metrov bude tiež potrebné použiť dilatačné škáry..

Kompenzátory sú spojovacie prvky v tvare „P“, navonok pripomínajúce zabalené pánty, ktoré zaisťujú spoľahlivosť systému počas jeho prevádzky.
Kompenzátory sú inštalované na horizontálnych aj vertikálnych častiach a sú namontované medzi dve pevné podpery. V prípade potreby si môžete kúpiť aj dilatačné škáry špeciálnej úpravy, ktoré môžu eliminovať lineárnu expanziu v rohových ohyboch potrubia..
Zistíme, ako správne zvárať polypropylénové rúry tak, aby v spojoch nedochádzalo k netesnostiam.
Spájkujeme prvý spoj
Technológia zvárania polypropylénu vyzerá celkom jednoducho – koniec potrubia a tvarovka sa súčasne zahrieva spájkovačkou a potom sa spoja ručne. Tu je háčik – pri najmenšej odchýlke od technologických požiadaviek sa spojenie stáva nespoľahlivým..
Dôležitý bod. Vylepšenie alebo oprava neúspešného spoja je nemožná – chybný úsek sa vyreže, spojenie sa obnoví použitím nových tvaroviek a predĺžením potrubia (ak je to potrebné). Začiatočníci by preto mali pred zodpovedným spájkovaním nacvičiť..
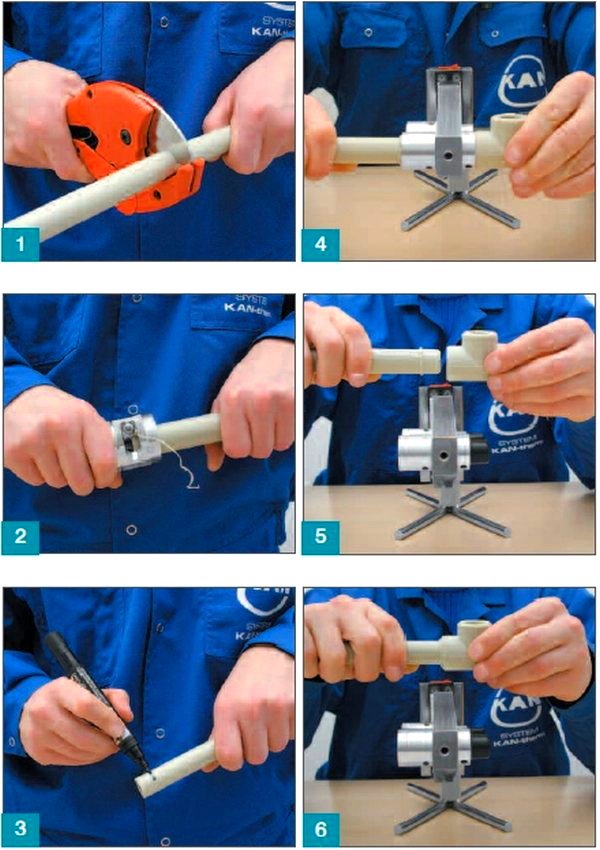
Ako správne spájkovať rúrky podľa pokynov výrobcov polypropylénu:
- Nožnicami odrežte potrubie na správnu veľkosť. Ak je PPR vystužený hliníkom, koncový kus ohoľte. Cieľom je odstrániť hornú vrstvu fólie a prispôsobiť vonkajší priemer vnútornej časti tvarovaného prvku..
- Odložte stranou vzdialenosť 14-22 mm od konca (pozri tabuľku nižšie) a na povrch nakreslite značku označujúcu hĺbku ponorenia. Ak je potrebné opraviť polohu potrubia vzhľadom na tvarovku, označte oba výrobky príslušnými značkami.
- Zapnite spájkovačku, nastavte teplotu na +260 ° C a počkajte, kým nezhasnú indikátory zahrievania. Navlhčite handru v bielom liehu a odmastite povrchy, ktoré chcete nataviť..
- Rúru a tvarovku nasuňte súčasne na profily zodpovedajúcich dýz. Ponorte koniec potrubia k značke, nie hlbšie. Dodržujte predpísaný čas zahrievania podľa tabuľky.
- Súčasne tiež vytiahnite prvky, ktoré sa majú zvárať, z ohrievača a koniec rúrky rýchlo zasuňte do tvarovky (až po značku, nie až na doraz!). Maximálny časový interval medzi vybratím zo zariadenia a vložením do doku sú 3 sekundy.
- Držte kĺb rukami niekoľko sekúnd (presne to je uvedené v tabuľke). Vyhodnoťte kvalitu spojenia – vnútorný priechod nesmie byť blokovaný taveninou.
Poznámka. Výrobcovia polypropylénu dôrazne neodporúčajú otáčať prvky okolo vlastnej osi počas vkladania / vyberania / dokovania. Kovanie a tryska sú vytiahnuté zo spájkovačky a spojené iba priamym pohybom.
Ako je z tabuľky zrejmé, hĺbka ponorenia a doba držania častí na zariadení závisia od priemeru potrubia. Ak je uvedený čas prekročený, polypropylénová tavenina pokryje časť prietokovej oblasti. V prípade prehriatia kĺb prejde tlakovým testom, ale po 1 až 2 rokoch začne unikať.
Zváračské práce sa odporúčajú vykonávať pri teplote okolia nie nižšej ako +5 ° С. Ak musíte variť polypropylén za studena alebo v tridsaťstupňových horúčavách, doba ohrevu by sa mala upraviť o 50% v jednom alebo druhom smere – odporúčanie výrobcu. V praxi je lepšie vykonať niekoľko testovacích spojov a empiricky určiť čas uzávierky..
Proces rezania
Na rezanie rúrok sa používa špeciálny nástroj. Obvykle ide o pílu alebo nožnice. Keď sú polypropylénové rúry vystužené kovom, na čistenie koncov sa použije skosenie. Použitie píly na kov v takýchto prípadoch je nežiaduce. Môže to ohroziť integritu materiálu potrubia. Ak nepoužívate úkosovač na vystužené rúry a nečistíte koniec, neskôr bude celé spojenie uvoľnené a netesné.
Položenie sekcií na stôl
Najkvalitnejšie spájkovanie rúrok vychádza v pohodlných podmienkach, keď je zvárací stroj upevnený na stole. Z toho vyplýva záver: musíte rozdeliť rozvodnú sieť vykurovania / vody na sekcie, ktoré je možné vyrobiť samostatne, a potom ich spolu spojiť na mieste..
Pokúste sa vykonať maximálnu zváraciu prácu na stole a vytvorte hotové sekcie
Ako označiť a zvárať sekcie polypropylénových rúrok:
- Nainštalujte inštalatérske a vykurovacie zariadenia – kotol, vyrovnávaciu nádrž, rozdeľovače, mixéry a tak ďalej.
- Rozdeľte čiary na samostatné sekcie tak, aby spoje sekcií boli na vhodných miestach. Po vyznačených trasách pripevnite rúrkové svorky – západky (inak – spony).
- Vypočítajte dĺžky rovných rúrok medzi každým párom tvaroviek. Zohľadňujú sa 3 rozmery: čistá dĺžka, ponorenie do armatúry a vzdialenosť od potrubia k stene.
- Zmerajte a narezajte rovné kusy na veľkosť, nastavte limitné a vodiace značky.
- Odmasťujte všetky konce a pokračujte v zváraní.
Zvárame oblasti v nepohodlných podmienkach
Montáž na mieste začína upevnením zváraných častí v sponách inštalovaných pozdĺž koľaje na stenu. Prvá časť musí byť pevne pripevnená tak, aby rúrka nekĺzala dovnútra západiek alebo druhým koncom spočívala na stene. Potom vyberte spájkovačku zo stojana a zvarte spoj podľa hmotnosti.
Rada. Montážne práce sa najlepšie vykonávajú s asistentom, v prípade potreby udrží jednu rúru alebo vám vezme zvárací stroj, keď sú na rýchle pripojenie vyhrievaných častí potrebné obe ruky. Ak nie je nikto, kto by pomohol, musíte v prvej časti vytvoriť spoľahlivý oporný bod, aby sa prvky nepohybovali v klipoch.
Tu sa zváranie vykonáva bez zvláštnych ťažkostí – hrot spájkovačky sa ľahko nasadí na rúrky
Popíšeme niekoľko techník zvárania polypropylénu na ťažko dostupných miestach:
- Keď prvú časť nemožno zaistiť, požiadajte asistenta, aby potrubie podržal. Na konci zahrievania k nemu rýchlo odovzdajte spájkovačku a spojte prvky.
- Ak sa „železný“ ohrievač opiera o stenu, pokúste sa uvoľniť konce rúr, ktoré sa majú zvárať, zo sponiek.
- Druhá možnosť: nájsť pohodlnejšie miesto na spájkovanie, predĺžiť dĺžku potrubia pomocou spojky a tým preniesť bod pripojenia.
- Ak sa diely nedajú posunúť od seba na šírku ohrievača, priskrutkujte k „žehličke“ 2 rovnaké sady nadstavcov a nasaďte obidva diely na jednu stranu tŕňa, ako je znázornené na fotografii..
- Skúsení umelci varia jeden kĺb v hlbokom výklenku, kde zariadenie nevstúpi do žiadnej polohy: vyhrievanú trysku vyberte z tŕňa pomocou klieští a vložte ju medzi diely, ktoré sa majú spojiť.
Poznámka. Posledná metóda je považovaná za dosť riskantnú – odstránená tryska sa rýchlo ochladí, musíte byť schopní presne odhadnúť čas expozície. Nie je priestor na chyby – keď spoj tečie, budete musieť prerobiť časť systému a odstrániť následky záplav.
Na konci montážnych prác vykonajte tlakovú skúšku – naplňte potrubnú sieť vodou, načerpajte maximálny pracovný tlak a nechajte ju 1 deň. Podrobnosti o inštalácii a overení nájdete v druhom video návode:
Parametre zvárania a časový rozvrh
Na zaistenie najlepšej kvality pripojenia je potrebné dodržiavať určité pravidlá. Hodnota parametrov uvedených v tabuľke závisí od priemeru výrobkov a teploty okolia..
Ako si vybrať správne zariadenie
V prvom rade venujte pozornosť typu rúr, s ktorými je schopný pracovať: PE, PVDF, PB, PP atď. Druhým dôležitým parametrom je priemer rúrok – môže to byť od 20 do 110 mm a viac.
Spájkovačky na zváranie rúr
Takéto zariadenia sú usporiadané celkom jednoducho. Hlavné uzly:
- regulačná a regulačná jednotka teploty;
- držadlo na upevnenie zariadenia;
- podpera, aby sa zabránilo priamemu kontaktu medzi povrchom, na ktorom je zvárací prístroj nainštalovaný, a vykurovacím telesom.
Sada obsahuje dýzy, ktoré sa líšia priemerom, ako aj rukavice, malý nástroj. Obsah balenia sa líši v závislosti od modelu zariadenia. Čím je širší, tým je cena vyššia.
Zvárači
Z konštruktívneho hľadiska je spájkovacie zariadenie trochu ako obyčajná elektrická žehlička. Základňu predstavuje masívny kovový ohrievač, ktorého povrch sú odnímateľné špeciálne trysky.
Zariadenia na zváranie tupých polypropylénových rúr majú zložitejšie prevedenie. Okrem vykurovacieho telesa majú aj systém zodpovedný za vystredenie prvkov, ktoré sa majú zvárať..
Klasifikácia zariadenia na zváranie plastových rúrok rozdeľuje zariadenia do nasledujúcich hlavných skupín:
- neprofesionálne ručné zariadenia alebo „žehličky“ na spájkovanie potrubí PPR. Optimálna voľba pre domáce použitie (D nie viac ako 50 mm). Ak je to potrebné, používajú sa dýzy, ktoré majú teflónový povrch a uľahčujú prácu s väčšími rúrkami;
- mechanické zváracie stroje. Táto technika zaisťuje spoľahlivé zváranie veľkých rúr s priemerom 40 mm alebo väčším. Konštrukcia obsahuje ďalšie prvky vo forme prístrojového bloku a hydraulickej jednotky na základe. Na bočných častiach sú špeciálne polkruhové úchytky s vložkami.
Charakteristiky ďalšieho príslušenstva a jeho počet závisia od výrobcu a sú zamerané aj na konkrétne modelové vlastnosti zváracieho stroja.
Kritériá výberu zváracích strojov
- Moc. Na prácu s komunikáciou s priemerom maximálne 75 mm by ste si mali kúpiť zariadenie s výkonom až 1 000 W. Jeho schopnosti sú dostatočné na zaistenie vysoko kvalitného švu. V každodennom živote sa však metóda spájkovania častejšie používa na upevnenie rúrok s priemerom až 50 mm. V tomto prípade je možné použiť jednotky s výkonom až 700 W. Okrem toho je potrebné pripomenúť, že počiatočné prúdy pri zapnutí sú oveľa vyššie, preto musí byť k dispozícii rezerva výkonu (20-30%).
- Typ vykurovacieho telesa: tanier, valec. V každodennom živote používajú prvú z možností, ľahšie sa s ňou pracuje. Je to dôležité, ak nie sú skúsenosti s inštalačnými prácami tohto typu..
- Počet, typ a veľkosť trysiek. Zistite, ktoré výrobky je potrebné spájkovať. Do úvahy sa berie priemer komunikácie. V najjednoduchších modeloch je možné súčasne spájkovať 2-3 rúrky a ešte viac, rovnaký počet tvaroviek. V tomto prípade sú na vykurovacom telese 2-3 otvory.
- Výrobca.
Na stavebnom trhu nájdete zariadenia vyrobené v rôznych krajinách: Rusko, Čína, Turecko, Česká republika. Posledná z možností je drahšia, tieto zariadenia majú vysokú kvalitu zostavenia a spoľahlivosť. Zváracie stroje môžu mať chybu v meraní teploty. V dôsledku toho skutočný indikátor často nezodpovedá uvedenému.
Podľa tohto kritéria víťazí česká technológia, chyba takýchto spájkovačiek je minimálna. V každodennom živote by však začiatočníci mali používať ruské alebo čínske modely, pretože sú lacnejšie, aj keď sa líšia výraznou chybou, ktorá je u niektorých modelov 10 °.
Bežné chyby
Remeselníci často robia chyby pri zváraní polypropylénových rúr. Tie obsahujú:
- otáčanie pripojených výrobkov počas procesu montáže;
- tlak na výrobky, keď sú navzájom spojené;
- zlé čistenie armatúry a potrubí od nečistôt;
- použitie rôznych tried polypropylénu pri ich zváraní do jednej štruktúry;
- dlhé časové obdobie medzi odstránením produktov z jednotky a ich spojením do jednej štruktúry.
Otáčanie výrobkov vedie k nekvalitnému spojeniu, ktoré je obzvlášť viditeľné po vychladnutí. Tlak a nadmerný tlak tiež znižujú kvalitu konštrukcie..
„Dôležité!
Zanedbanie ošetrenia tvaroviek a rúrkových materiálov odmasťovačom vedie k vzniku chýb a nedostatku celistvosti spojov výrobkov. “
Pri pokuse o zváranie dielov vyrobených z rôznych typov polypropylénu je porušená celá technológia. Jeden typ materiálu môže mať inú tesniacu teplotu od iného. Takéto chyby pri spájkovaní polypropylénových rúrok vedú k prepracovaniu práce vykonanej novým spôsobom..
Metódy spájkovania polypropylénových rúrok
Zváranie je považované za jeden z najspoľahlivejších spôsobov pripojenia častí polymérneho potrubia. Metóda je dobrá nielen pre tesnosť vytvorených spojov, ale aj pre relatívnu jednoduchosť postupu, vďaka ktorému je prístupný širokému spektru domácich remeselníkov. O tom, ako správne spájkovať polypropylénové rúry vlastnými rukami, si môžete prečítať v článku.
Pravidlá spájkovania DPS, aby ste sa vyhli chybám
- Priemer polypropylénovej rúry je zvolený podľa tabuľky veľkostí;
- pred prácou pripravte všetko, čo potrebujete, pretože zváranie sa vykonáva rýchlo, počas procesu inštalácie nebude čas na prípravu, spájkovačka sa zapne, keď sú komunikácie už prerušené;
- zvárací stroj musí byť bezpečne pripevnený k vodorovnému povrchu, od toho bude závisieť kvalita švu, tieto jednotky sú vybavené špeciálnymi stojanmi, ale niektoré modely nie sú pevne nainštalované, preto je potrebné ich dodatočne upevniť;
- teplota topenia polypropylénu je oveľa nižšia ako hodnota, ktorá je stanovená v nastaveniach zváracieho stroja, tento rozdiel je spôsobený potrebou rýchlo zmäkčiť rúrku, teplota + 260 ° C sa považuje za dostatočnú;
- teplotný režim by sa nemal meniť pri použití väčších výrobkov, keď sú spájkované rúrky PP, teplota ohrevu sa nemení so zväčšením priemeru komunikácií, z vyššie uvedenej tabuľky môžete zistiť, že rozmery výrobkov určujú iba trvanie zahrievania materiálu;
- musíte sa riadiť indikáciou: červené svetlo znamená, že sa vykurovacie teleso zaplo, zelené svetlo znamená, že bola dosiahnutá nastavená teplota;
- používatelia často preskakujú fázu odmasťovania materiálu, avšak prítomnosť prachu, kvapiek vody v rezanej oblasti môže spôsobiť oslabenie švu, pretože štruktúra materiálu sa stáva poréznejšou;
- keď sa vykonáva inštalácia potrubia komplexnej konfigurácie, je potrebné potrubie spojiť v rôznych uhloch, navzájom sa tiež otáčajú; aby nedošlo k narušeniu zarovnania výrobkov, odporúča sa najskôr určiť presnú polohu komunikácií, potom sa vykoná ich predbežná inštalácia (bez použitia spájkovačky), v tejto fáze je potrebné nakresliť označovací pásik stredová čiara cez 2 spojené časti.
Malo by sa pamätať na to, že tenkostenné rúry sa zahrievajú rýchlejšie. To znamená, že doba prevádzky spájkovačky sa zníži dvakrát. Ak študujete otázku, pri akej teplote spájkovať také rúrky, musíte si uvedomiť, že hodnota tohto parametra nezávisí od rozmerov výrobku. Tenkostenné komunikácie sú navzájom prepojené v rovnakom teplotnom režime ako hrubostenné.
Vplyv chýb na kvalitu zvárania
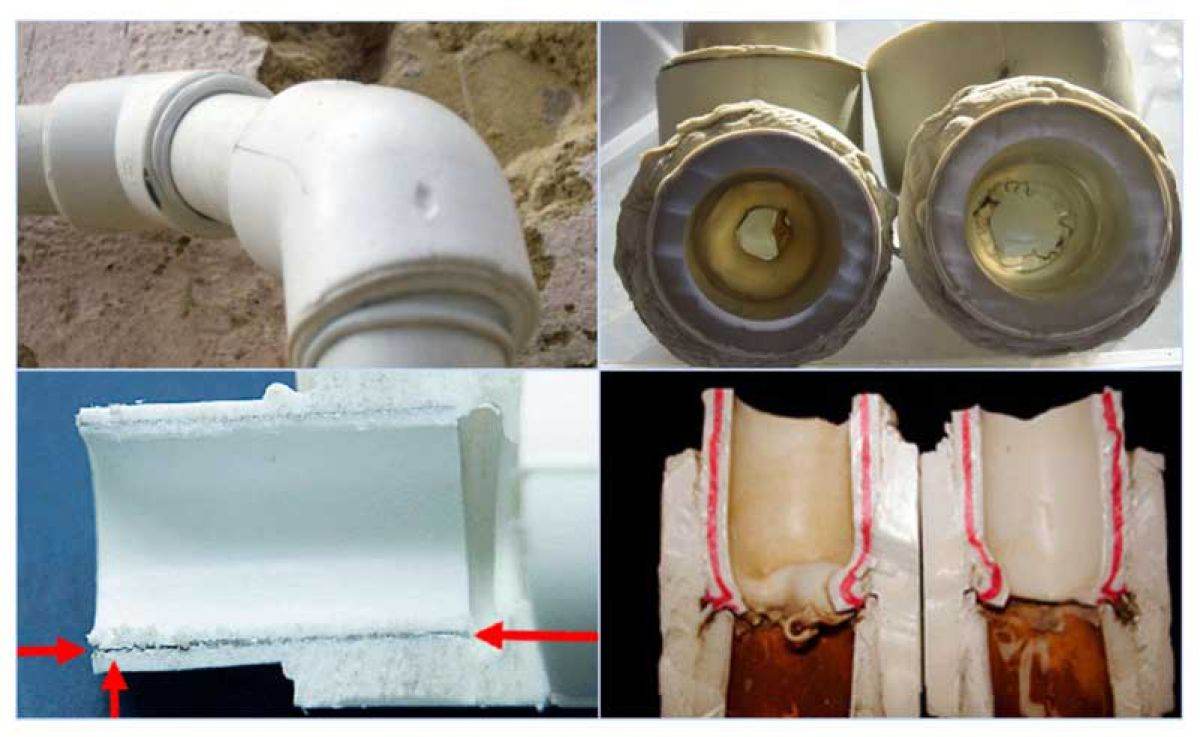
To sa stane, ak spájkovanie potrubí PP nie je správne!
Najbežnejšie porušenia procesu spájkovania:
- povrchy nie sú odmastené, v dôsledku čoho je kvalita spoja švu znížená;
- uhol rezu potrubia a tvarovky nezodpovedá 90 °;
- nedostatočné prehĺbenie potrubia do tvarovky alebo naopak, komunikácie sú vložené do tvarovaného prvku, kým sa nezastaví, v dôsledku čoho sa vo vnútri vytvorí veľký šev, ktorý bráni toku tekutiny;
- porušenie vykurovacej technológie: rúrky boli na tryskách príliš málo alebo naopak dlho, v oboch prípadoch bude kvalita spoja stehu nízka;
- pri spájaní vystužených rúrok nebola výstužná vrstva v koncovej časti úplne odstránená, v dôsledku čoho tento materiál zabráni taveniu polypropylénu, taký šev bude krehký alebo nebude fungovať vôbec;
- po spojení bola poloha dielov opravená, čo viedlo k zníženiu spoľahlivosti švu; aby sa predišlo takýmto následkom, je potrebné vydržať čas po pripojení potrubia a tvarovky, čím sa zabezpečí nehybnosť dielov.
Metódy spájania polypropylénových výrobkov

Za jeden z najspoľahlivejších spôsobov pripojenia častí polymérneho potrubia sa považuje ich zváranie.
Ak vezmeme do úvahy všetky existujúce metódy spájania rúr vyrobených z polypropylénu, existujú tri hlavné technológie:
- zváranie za studena;
- pripojenie pomocou termoelektrických tvaroviek;
- difúzne spájkovanie.
Prvá metóda sa veľmi často nepoužíva. Relevantné v prípade, keď potrebujete pripojiť malý počet potrubných prvkov, navyše iba prívod studenej vody. Metóda spočíva v nanesení špeciálneho zmäkčujúceho materiálu na priliehajúce polymérové povrchy, po ktorom sú prvky spojené a držané po určitú dobu v stabilnej polohe. Výsledný spoj nemá nižšiu pevnosť ako metódy „horúceho“ zvárania a nie je potrebné žiadne špeciálne vybavenie. Zváranie za studena má však tieto nevýhody:
- nemožnosť použitia na dodávku teplej vody a vykurovanie;
- spájkovanie týmto spôsobom oveľa dlhšie;
- metóda nie je vhodná pre vystužené polypropylénové rúry.
Spájkovacie rúrky z polypropylénu (PP) je možné vykonať pomocou špeciálnych termoelektrických tvaroviek. Spojovacie prvky sa dodávajú v rôznych konfiguráciách (rovnako ako bežné tvarovky) so zvláštnosťou, že v ich tele je namontovaná vykurovacia špirála spojená s kontaktmi vyvedenými von. Konce potrubných úsekov, ktoré sa majú spojiť, sú z oboch strán vložené do tvarovky. Keď je na svorky aplikovaný elektrický prúd s určitými parametrami (zdrojom je špeciálny zvárací stroj), vnútorný povrch spojovacieho prvku sa zahreje, roztaví sa, vrátane potrubí, ktoré sa majú pripojiť, vďaka čomu sú povrchy spájkované.
Tento spôsob spájkovania PP produktov používajú profesionáli pri kladení veľkých vetiev plynovodov a iných komunikácií, kde je obzvlášť dôležitá spoľahlivosť spojenia. Nie je vhodné používať termoelektrické armatúry na kladenie potrubných sietí pre domácnosť na rôzne účely, pretože zariadenie a samotné spojovacie prvky sú drahé. Tu stačí použiť nasledujúcu metódu, najbežnejšiu metódu spájkovania polypropylénových rúrok..
Difúzne zváranie polypropylénu

Difúzne zváranie je vhodné na pripojenie prvkov všetkých komunikácií v domácnosti
Spájkovanie polypropylénových rúrok týmto spôsobom je najľahší a najrýchlejší spôsob. Difúzne zváranie je vhodné na pripojenie prvkov všetkých komunikácií v domácnosti: vodovod, prívod teplej vody, vykurovací okruh. Podstata metódy spočíva v súčasnom tepelnom tavení priľahlých povrchov potrubia a tvarovky, po ktorom nasleduje ich spojenie. Medzi roztavenými polymérmi dochádza k vzájomnej difúzii látky, ktorá poskytuje silné, hermeticky uzavreté dokovanie.
Spájkovanie polypropylénových rúrkových výrobkov pomocou tejto metódy vyžaduje špeciálnu elektrickú spájkovačku so sadou spárovaných dýz pre zodpovedajúci priemer rúrky. Bez ohľadu na model spájkovačky na polypropylén sú zariadenia vybavené pripraveným termostatom a signálnymi žiarovkami, ktoré sú pripravené na prácu..
Metóda difúzneho spájkovania má množstvo výhod, vďaka ktorým sa používa hlavne pri inštalácii potrubných komunikácií pre domácnosť. Výhody týchto metód sú nasledujúce:
- nie drahé zariadenie (spájkovačka);
- jednoduchý a rýchly proces zvárania (spájkovania);
- správne spájkovanie polypropylénových rúrok vlastnými rukami poskytuje spoľahlivé a utesnené spojenie potrubia akéhokoľvek funkčného účelu;
- ďalšie prvky (armatúry), ventily sú lacné;
- ľahké vytvorenie prechodu z polypropylénovej rúry na druhú (kov, polyetylén, kov-plast).
Niektorí domáci remeselníci tvrdia, že týmto spôsobom je ťažké a niekedy nemožné spájkovať na ťažko dostupných miestach, pričom túto vlastnosť difúzneho zvárania polypropylénu označuje za nevýhody. Skúsenosti a názorné príklady uvedené v zodpovedajúcich videách však dokazujú, že so správnym prístupom v takýchto situáciách prakticky neexistujú žiadne osobitné ťažkosti a nepríjemnosti. Ako príklad, nasledujúce video
Pri pohľade do budúcnosti sa vráťme k úvahe o tom, ako spájkovať PP rúry v štandardnej situácii..
Difúzne spájkovanie, popis postupu

Na pripojenie potrubí PP metódou difúzneho zvárania budete potrebovať sadu nástrojov
Na pripojenie potrubí PP difúznym zváraním budete potrebovať sadu nástrojov, ktorých zoznam vyzerá takto:
- elektrická spájkovačka s pripojenou sadou trysiek rôznych priemerov;
- nožnice na strihanie rúrok alebo píla na kov;
- nejaký druh abrazíva na odstránenie nerovností a otrepov zostávajúcich po prerezaní potrubia;
- zvinovací meter (pravítko);
- fixka, ceruzka.
Z materiálov, okrem rúrok a ďalších prvkov, budete potrebovať čistú handru vyrobenú z prírodnej textílie a kvapalinu na odmasťovanie (acetón, benzín, alkohol).
Po príprave uvedených materiálov a nástrojov môžete začať spájkovať polypropylénové rúrky a dodržiavať nasledujúci postup.
- Spájkovačka je inštalovaná v priloženom statíve a je vybavená jednou alebo viacerými (pri práci s potrubím rôznych priemerov) tryskami, ktoré sa odmastia pripravenou kvapalinou. Zariadenie je pripojené k sieti, termostat je nastavený do polohy zodpovedajúcej teplote spájkovania odporúčanej pre polypropylénovú rúrku (260-280 ° C). Nastavenie nastavenej teploty pomocou dýzy bude signalizované žiarovkami, – zelená zhasne a rozsvieti sa červená (u niektorých modelov môže byť farba signálnych žiaroviek odlišná, – pozrite si pokyny k zariadeniu ).
- Meracie pásmo meria potrebný fragment PP-rúrky, položí značku, podľa ktorej sa vykoná rez nožnicami na rúrky (rezačka rúrok). Odrezaný koniec rúrky je zbavený otrepov a drsnosti, potom sa vyberie spojovací prvok príslušného priemeru a požadovaného tvaru. Vnútorný povrch tvarovky a vonkajší povrch na konci potrubia sú ošetrené odmasťovacou kvapalinou.
- Spojovací kus má obmedzujúci výstupok. Na potrubí sa urobí značka značkou vo vzdialenosti menšej ako 1-1,5 mm, ako je vzdialenosť od vonkajšieho okraja tvarovky k obmedzovaču. Je potrebné spájkovať tak, aby sa vytvorená značka a okraj spojovacieho prvku zhodovali. Ak sa toto pravidlo nedodrží, koniec rúry zmäkčenej zahrievaním sa môže zúžiť a prekročiť obmedzovač. Značka na potrubí vám tiež pomôže nájsť správnu osovú polohu spojených prvkov..
- Pripravené a odmastené časti sa spoja s vyhrievacím hrotom spájkovačky zodpovedajúceho priemeru. Kovanie má veľkú hrúbku, preto je zotrvačnosť vykurovania, preto sa najskôr nasadí, potom sa rúrka vloží z druhej strany. Reverzný proces sa vykonáva zodpovedajúcim spôsobom: vyhrievaná rúrka sa odstráni a potom sa odstráni dokovací prvok. Doba expozície závisí od priemeru potrubia, respektíve od hrúbky steny výrobkov. Napríklad potrubie 16 a 20 mm sa zahrieva asi 5-6 sekúnd, 25, 32 mm,-7-8 sekúnd. Toto sú však všeobecné odporúčania, v každej jednotlivej situácii sa optimálny čas zahrievania môže mierne líšiť, čo je ovplyvnené počiatočnou teplotou polypropylénových výrobkov, vlastnosťami modelu spájkovačky.
- Časti s roztavenými pracovnými povrchmi sa odstránia z dýzy. Rúra bez axiálneho otáčania je hladko zasunutá do tvarovky, kým sa značka nezhoduje s okrajom spojovacieho prvku, pričom je dôležité kontrolovať axiálne zarovnanie spájaných častí. Doba fixácie tiež závisí od hrúbky steny výrobkov a pohybuje sa od 4 do 12 sekúnd. Zhruba hodinu po spájkovaní je možné zmontované potrubie uviesť do plnej prevádzky.
Preto je potrebné plastové rúrky (PP) správne spájkovať difúznou metódou. Okrem všeobecného opisu postupu venujte pozornosť aj niektorým odporúčaniam, ktorých implementácia pomôže vyhnúť sa chybám pri zváraní polypropylénových výrobkov..
Metódy pripojenia potrubí s voľným prietokom
Inštalácia potrubí s voľným prietokom (kanalizačné systémy, odvodňovacie kanály atď.) Spravidla nevyžaduje zváranie. Najčastejšie používané:
- Zásuvkové pripojenia. Systém je zostavený z rúrok veľkého priemeru so špeciálnym hrdlom a tesniacimi manžetami. Kĺby sú utesnené gumovými tesneniami – pomerne jednoduchý spôsob montáže vlastnými rukami.
- Lepené tvarovky.









Difúzne zváranie elektrickou spájkovačkou

Pri tomto spôsobe spájania potrubí sa používa množstvo prídavných tvaroviek a špeciálne elektrické vykurovacie zariadenie (spájkovačka).
Dodáva sa so sadou odnímateľných párovacích nástavcov. ktorých rozmery zodpovedajú vonkajším priemerom rúr a vnútorným priemerom spojovacích prvkov.
Prečítajte si o najobľúbenejšom priemere rúr a ďalších charakteristikách polypropylénových výrobkov tu.
Dvojica trysiek je pripevnená k tepelne vyhrievaciemu prvku elektrickej spájkovačky a pomocou nej sa zahrieva na teplotu 260 ° C. Pripojovacie časti sa na niekoľko sekúnd vložia do vyhrievaných trysiek. Z tohto dôvodu dochádza k zahrievaniu a čiastočnému taveniu povrchov polypropylénových prvkov v kontakte s dýzami..
Potom sa potrubie a prídavný prvok rýchlo vyberú z dýz a vložia sa do seba. V dôsledku toho dochádza k vzájomnému prieniku (difúzii) roztavených povrchov dielov..
Po vychladnutí vytvoria úplne monolitické spojenie..
Výhody tejto metódy:
- ľahký proces spájkovania;
- nízke náklady na ďalšie prvky;
- nízke náklady na elektrickú spájkovačku.
- nepohodlie pri používaní elektrického spotrebiča na ťažko dostupných miestach.
Difúzne zváranie polypropylénových rúrok je najbežnejšie pre vlastnú montáž doma.
Ako pripraviť zariadenie: tipy na uľahčenie práce s spájkovačkou
V predaji sú rôzne druhy spájkovačov:
- xiphoid alebo „železo“ – zariadenie s plochým vykurovacím telesom, ktoré má priechodné otvory, kde sú nainštalované dýzy;

Spájkovačka na polypropylénové rúry “Železo”
- valcovité: na pracovnú časť (ktorá je vyhrievaná) sú umiestnené špeciálne dýzy na vykurovanie a ďalšiu inštaláciu potrubí;

Valcová spájkovačka
- kotúč – má otvory na upevnenie trysiek.

Kotúčová spájkovačka na zváranie polypropylénových rúrok
Ak si potrebujete vybrať spájkovačku, treba mať na pamäti, že v súprave nie je vždy zahrnuté všetko potrebné príslušenstvo. Možno bude potrebné dodatočne dokúpiť stojan na jednoduché použitie a príslušenstvo (príslušenstvo). Keď sú všetky nástroje a materiály pripravené, idú priamo do akcií – ohrievajú spájkovačku. Odporúčania:
- zahrievanie sa vykonáva rovnomerne po celej dĺžke kovovej časti nástroja a rýchlosť tohto procesu je 10-15 minút;
- na spájkovačke je regulátor teploty; na prácu s polypropylénovými rúrkami sa odporúča nastaviť hodnotu na 260 ° С;
- je dovolené pracovať so spájkovačkou pri teplote okolia nie nižšej ako 0 ° С
Ako pripraviť rúrky na tvrdé spájkovanie
Polymérové výrobky musia byť rezané podľa predtým nakresleného náčrtu. Na prácu s nimi sa používa nástroj, ktorý poskytuje dokonale ploché a hladké koncové časti:

Nožnice na strihanie polypropylénových rúrok

Úkosovač
Holiaci strojček vám umožňuje pripraviť komunikáciu s výstužou – odstráni časť kovovej vrstvy. To poskytuje hlbšiu penetráciu častíc polyméru do štruktúry spojovacej rúrky. To sa robí pri práci s výrobkami PN25. Rúry PN20 nevyžadujú holiaci strojček.
Ďalším nástrojom je nástroj na skosenie. Odporúča sa použiť ho na uľahčenie inštalácie potrubia. Vďaka takémuto nástroju sú vyrobené skosenia, v dôsledku komunikácie je jednoduchšie vstúpiť do párovacieho produktu. Takéto zariadenia sa používajú striedavo. Bezprostredne pred spájkovaním na tvrdo sa musia koncové časti rúrok a tvaroviek (ak sa používajú) odmastiť. Použiť prostriedky:
Odporúčanie: Pred spájkovaním sa neodporúča používať agresívne kvapaliny: benzín, riedidlo, vodka, acetón – všetky majú deštruktívny účinok na polypropylén.
Práca s polypropylénom: zahrievanie a spájanie
Hlavné kroky:
- inštalácia trysiek na dosku v súlade s priemerom;
- rúrka je nasadená na tŕň, vložená do objímky bez skreslení;
- polymérny výrobok sa určitý čas uchováva na vyhrievanej dýze (v závislosti od parametrov).
Etapy spájkovania polypropylénových rúrok
Domáce spájkovačky sú určené na zváranie rúr s priemerom až 75 mm. V tabuľke sú uvedené všetky potrebné parametre pre prácu s nimi..
| Priemer potrubia, mm |
Hĺbka zvárania, mm |
Čas zahrievania, sekundy |
Čas spájkovania, sekundy |
Ochladenie polymérnych výrobkov, sekundy |
| dvadsať |
štrnásť |
5 |
4 |
3 |
| 25 |
16 |
7 |
4 |
3 |
| 32 |
dvadsať |
osem |
4 |
4 |
| 40 |
21 |
12 |
6 |
4 |
| 50 |
22.5 |
osemnásť |
6 |
5 |
| 63 |
24 |
24 |
osem |
6 |
| 75 |
28.5 |
tridsať |
desať |
osem |
Ak podexponujete alebo preexponujete výrobok na horúcej podložke, materiál čiastočne stratí svoje vlastnosti. Kvalita švu sa zníži. Príliš veľa roztaveného polymérneho materiálu prispieva k tvorbe šmúh vo vnútri potrubia, čo negatívne ovplyvní jeho priepustnosť počas prevádzky.
Tip: Sondou teploty jadra môžete ovládať teplotu zrkadla palety..
V miestnosti s nižšou teplotou sa materiál ochladzuje oveľa rýchlejšie. Aby sa hodnota tohto parametra udržala na požadovanej úrovni, v posledných sekundách zahrievania potrubia by sa mala teplota zrkadla spájkovačky mierne zvýšiť. Výrobok však nemôžete zahriať na 270 ° C, pretože to povedie k zriedeniu materiálu v spoji počas zvárania. V tomto prípade nie je pozorované difúzne prenikanie častíc polypropylénu do štruktúry priľahlého potrubia..
Posledný krok: chladenie a kontrola tesnosti spoja
Polymérové rúry sa musia nechať vychladnúť v ich prirodzenom prostredí. Nútené zníženie teploty materiálu povedie k porušeniu radu procesov v štruktúre materiálu. V prvom rade sa zníži pevnosť spoja. Na kontrolu tesnosti sa používajú nasledujúce metódy:
Chyby pri spájkovaní, spôsoby, ako sa im vyhnúť
Pri absencii skúseností sa objavuje viac chýb pri zváraní polymérnych výrobkov. Ale majstri robia aj chyby:
- nízka presnosť rozmerov potrubia v štádiu rezania, v dôsledku čoho pri spájaní častí nie je možné správne umiestniť potrubie, čo je obzvlášť dôležité, keď prechádza úsekom komplexnej konfigurácie;
- zmena polohy rúrok voči sebe navzájom počas spájania (keď neboli zohľadnené tolerancie), čo vedie k zvýšeniu napätia na spoji švu;
- nerovnomerné zahrievanie: polypropylén sa rýchlo ochladzuje, zatiaľ čo jedna časť potrubia sa zahrieva, druhá je už studená, čo neumožňuje spájkovanie, v dôsledku čoho keď tlak v potrubí stúpa, tesnosť švu je zlomená, miestnosť je zaplavený;
- porušenie pravidiel vykurovania: doba spájkovania, chladenia, hĺbka zvárania sa neberie do úvahy, čo tiež neumožňuje zaistiť vysokú kvalitu spoja švu.
Pravidlá, ktoré pomáhajú predchádzať chybám:
- nedostatok medzery medzi spojenými časťami;
- časové oneskorenie spájkovania, inak dôjde k nedostatočnému zahriatiu materiálu, nezíska dostatočnú viskozitu a pri prehriatí sa vnútorný priemer zníži;
- inštalačná plocha nie je väčšia ako 1,5 m, pretože inak sa oneskorenie zvýši pri vykonávaní operácií počas spájkovania;
- v nevykurovanej miestnosti sa polypropylén rýchlo ochladí, aby ste mohli zvárať, musíte najskôr zohriať vzduch;
- medzi časťami potrubia, ktoré sa majú zvárať, by nemal byť povolený žiadny teplotný rozdiel.
Po pripojení polymérnych výrobkov musia byť pevne držané bez zmeny polohy. Zohľadňuje sa trvanie spájkovania – pre rôzne typy rúr je hodnota tohto parametra odlišná. Po uplynutí tejto doby môžete produkt uvoľniť, ale neodporúča sa okamžite dodávať vodu do systému..
Je potrebné kontrolovať kvalitu spájkovania. Kĺby na každom z úsekov musia byť rovnaké (je povolená minimálna chyba). Niekedy sa pri prehriatí vnútorný priemer potrubia zníži 2-3 krát. Defekt je možné zistiť iba pri kontrole potrubia – v tomto prípade sa tlak zníži.
Zníženie rizika defektov spojov potrubí
Odporúčania, ktoré pomôžu zlepšiť kvalitu spájkovania, zabrániť tvorbe defektov:
- v ťažkých oblastiach s obmedzeným prístupom je potrebné pracovať v tandeme s asistentom: jeden majster pracuje s rúrkami, druhý s nástrojom;
- na inštaláciu komunikácií s tvarovkou sa odporúča použiť šablónu, ktorá vám umožní rýchlo určiť hĺbku spájkovania bez toho, aby ste zakaždým vykonávali merania;
- nemali by ste vypnúť spájkovačku zakaždým, rýchlosť práce s ňou je vysoká, a preto často stačí 10-20 minút na dokončenie 1-2 spojov;
- skosenie je, pokiaľ je to možné, odstránené na všetkých rúrach, jeho veľkosť je 2 mm x 45 °, čo znamená dĺžku strany a uhol sklonu;
- vnútorná výstuž vám umožňuje vyhnúť sa odizolovaniu, ktoré ho priaznivo odlišuje od povrchu;
DIY postup zvárania
Samotný proces zváraného spoja vlastnými rukami, po vykonaní všetkých prípravných operácií, pozostáva z nasledujúceho poradia:
- Nasuňuje tvarovku na trysku tak pevne a bez deformácií, ako je to len možné. Na druhú trysku nasadíme zváraný koniec plastového potrubia.
- Čas zahrievania závisí od výkonu zváracieho stroja a priemeru rúr. Informácie o potrebnom čase zahrievania sú v pokynoch..
- Po zahriatí sa diely odstránia z príloh a úhľadne sa spoja so značkami označenými značkou. Pri tom je veľmi dôležité neotáčať diely..
- Pripojenie je pevné do 30 sekúnd, potrebných na predbežné vytvrdenie plastu.
- Pri spájaní rúrok s priemerom 50 mm alebo viac je potrebné špeciálne montážne zariadenie, ktoré zabezpečí zarovnanie a tlak počas zvárania.
- Po vychladnutí spoja je potrebné skontrolovať jeho kvalitu. V prípade manželstva sa spoj odreže a zváranie sa vykoná znova.
- Pripojenie je odmietnuté, keď sú prvky posunuté vzhľadom na spoločnú os, ako aj keď sú plastové guľôčky na vnútornom povrchu potrubia, čo je pravdepodobne pri nadmernom tlaku alebo prehriatí. Klesanie zhoršuje priechodnosť potrubí.
Niektoré vlastnosti zvárania plastových rúrok
Pri zváraní polypropylénových rúrok je potrebné vziať do úvahy nasledujúce hlavné body:
- Odmasťovanie povrchu prvkov, ktoré sa majú spojiť, je dôležitou požiadavkou na kvalitu zvárania. Vnútorný povrch potrubia a povrch tvarovky sa stierajú alkoholom, aby sa zlepšila priľnavosť povrchov, odstránil sa prach a malé častice kontaminácie. Trysky sa kontrolujú a čistia alkoholom, je tiež potrebné opatrne (konzervovať teflónom) odstrániť častice roztaveného plastu.
- Značenie vám umožňuje presne určiť hĺbku výsadby plastových rúrok v závislosti od použitého kovania. Ak zatlačíte potrubie hlbšie, ako by malo byť, potom môžete otvor spájkovať alebo zúžiť časť potrubia.
- Pri dostatočných skúsenostiach je hĺbka výsadby určená okom, pretože značenie vyžaduje veľa času pri veľkých objemoch práce. Rozumnou možnosťou by bolo vyrobiť zariadenie z potrubia s veľkým priemerom a použiť ho ako šablónu na označovanie.
- Zváranie polypropylénových rúrok sa spravidla vykonáva samostatne na tvrdom a rovnom povrchu – stole alebo podlahe. Niekedy je potrebný asistent, ktorý drží spájkovačku, zatiaľ čo iné osoby spájajú prvky..
- Pri spájkovaní je potrebné konať veľmi rýchlo, pričom sa musí zachovať doba zahrievania pre každý priemer.
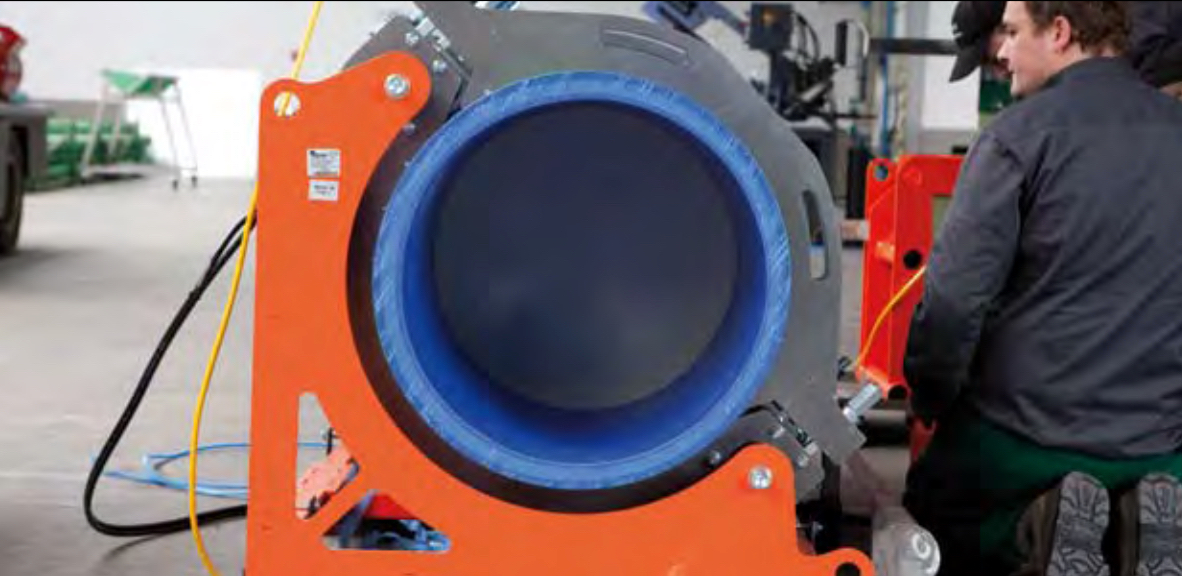
Tupé zváranie polypropylénových rúr veľkého priemeru
Technológia zadku našla v priemyselných podmienkach široké uplatnenie pri zváraní PP potrubí s veľkým priemerom (od 125 mm do 630 mm) pri konštrukcii priamych úsekov potrubných sietí.
Na zváranie sú potrebné nasledujúce nástroje:
- zariadenia na upevnenie obrobkov a ich horizontálne a vertikálne premiestňovanie;
- spájkovací stroj, ktorý je vybavený žhaviacou hlavou plocho na oboch stranách;
- zariadenie určené na hladké rezanie koncovej časti rúr.
Postupnosť operácií:
- Rezanie rúrok na kusy určitej dĺžky;
- Odmasťovanie povrchov, ktoré sa majú zvárať. Ak sa používa vystužený polypropylén, potom je potrebné odstránenie výstužnej vrstvy v miestach zvárania;
- Upevnenie potrubia a tvarovky k inštalácii;
- Zarovnanie koncov;
- Príprava spájkovačky;
- Vykurovacie výrobky. Spájkovačka musí byť umiestnená medzi konce obrobkov a potom pomocou inštalácie zatlačte výrobky blízko žhaviacej hlavy. Je dôležité vydržať teplotu a dobu pôsobenia, ktoré závisia od priemeru PP výrobku a vlastností materiálu, z ktorého je vyrobený. Po odstránení spájkovačky by mali byť vyhrievané prvky tesne pritlačené a držané pod tlakom, kým sa zvar úplne nevychladne;
- Prirodzené chladenie križovatky. Proces chladenia zvyčajne trvá asi 4 minúty..
Nespornými výhodami tejto metódy sú jednoduchosť a spoľahlivosť pripojenia. Pokiaľ ide o pevnosť, zváraný šev zodpovedá charakteristikám samotných rúrok. Napriek takej jednoduchej technológii sú potrebné ďalšie nástroje a zariadenia na udržanie presného osového zarovnania výrobkov, zabezpečenie úplnej kolmosti koncových častí a požadovaného kompresného tlaku..
Pred príchodom plastových rúrok bola na stavbu potrubí použitá technológia ručného oblúkového zvárania, ktorá si vyžadovala drahé vybavenie. Okrem toho musel mať pracovník nielen odborné znalosti a zručnosti na vykonávanie zvárania, ale tiež vedieť správne vybrať elektródy. Zároveň sa veľa času venovalo rôznym sekundárnym prácam. Zatiaľ čo zváranie na tupo rúrku PP vyžaduje minimálne investície času a zdrojov.
Metóda zvárania zásuviek pre PP rúry s veľkým priemerom
 Na zváranie zásuviek sa používajú rovnaké nástroje ako na zváranie na tupo, s výnimkou zariadenia určeného na priame rezanie koncovej časti rúr. A spájkovačka má trochu iný dizajn. Hlavným prvkom spájkovačky je žhaviaca hlava, na ktorej sú upevnené tŕne určené na vykurovanie rúrok zvonku, a spojky, pomocou ktorých je zaistený teplotný účinok na vnútorné povrchy tvaroviek. Počas zahrievania sa rúrka vloží do tŕňa a tvarovka sa natlačí na objímku. Po odstránení spájkovačky sú vyhrievané časti spojené. Ak sa prvky nedajú zahriať súčasne, potom sa armatúry najskôr zahriajú a potom potrubia.
Na zváranie zásuviek sa používajú rovnaké nástroje ako na zváranie na tupo, s výnimkou zariadenia určeného na priame rezanie koncovej časti rúr. A spájkovačka má trochu iný dizajn. Hlavným prvkom spájkovačky je žhaviaca hlava, na ktorej sú upevnené tŕne určené na vykurovanie rúrok zvonku, a spojky, pomocou ktorých je zaistený teplotný účinok na vnútorné povrchy tvaroviek. Počas zahrievania sa rúrka vloží do tŕňa a tvarovka sa natlačí na objímku. Po odstránení spájkovačky sú vyhrievané časti spojené. Ak sa prvky nedajú zahriať súčasne, potom sa armatúry najskôr zahriajú a potom potrubia.
Postupnosť operácií je tiež identická s predchádzajúcou metódou, ale v tomto prípade sa nevyžaduje presné zarovnanie koncov, takže potreba vykonať túto operáciu automaticky zmizne..
Metóda zásuvky je vhodná na zváranie rúrok do D = 125 mm vrátane.
Jeho aplikácia nevyžaduje špeciálnu presnosť pri rezaní rúrok na polotovary. A dodatočné používanie tvarových výrobkov nie je nevýhodou tejto metódy, pretože tvarovky nielenže zohrávajú úlohu spojovacích prvkov, ale umožňujú vám tiež zmeniť smer potrubia.
Použitie polypropylénových rúrok teda výrazne znižuje náklady na materiál a čas počas inštalácie, poskytuje jednoduchosť a jednoduchosť inštalačných prác a použitá metóda zvárania vám umožňuje získať silný a spoľahlivý zvar. Hlavnou vecou je dodržať technológiu a vydržať všetky prevádzkové režimy..
Pravidlá inštalácie polypropylénových rúr veľkého priemeru
- Všetky inštalačné práce na inštalácii polypropylénových potrubí sa odporúčajú vykonávať pri okolitej teplote nad nulou.
- Ak chcete nainštalovať jedno potrubie, musíte si vybrať rúry a tvarovky z rovnakého materiálu, ktorý má rovnaké chemické zloženie. Je to spôsobené tým, že pri zahriatí na určitú teplotu bude tekutosť komponentov rovnaká, čo je zárukou vysokokvalitného spojenia..
- Pred zváraním výrobku je potrebné nástroj odmastiť ošetrením povrchov acetónom, lakom alebo inými rozpúšťadlami. Prítomnosť stôp tuku a oleja výrazne zhoršuje kvalitu zvaru. Na čistenie nástroja použite alkohol. Odporúča sa vybrať handru, ktorá nezanecháva vlákna.
- Ak je na povrchu zváraných výrobkov kondenzácia, musí sa odstrániť sušením.
- Je prísne zakázané chladiť miesto zvárania vodou alebo studeným vzduchom. Zrýchlené chladenie je spojené s výskytom napätí, ktoré môžu znížiť pevnosť spoja. Ak je teplota okolia relatívne nízka, odporúča sa po zváraní spoj pokryť tkaninou, čím sa zabráni príliš rýchlemu ochladzovaniu..
Nuansy procesu spájkovania plastových prvkov potrubia

Pri práci so spájkovačkou vždy noste pracovné rukavice.
- Ak musíte prvýkrát spájkovať potrubie sami, pred pokračovaním v návrhu potrubného systému stojí za to vykonať niekoľko testovacích spojení, čím sa prispôsobíte práci spájkovačky a vlastnostiam plastových výrobkov..
- Pri práci so spájkovačkou používajte pracovné rukavice, pretože teplota dýzy je dostatočná na popálenie, ak by ste sa jej náhodou dotkli. Rukavice navyše uľahčujú vloženie potrubia do dýzy..
- Niektoré modely spájkovačov signalizujú, že nastavená teplota je nastavená skôr, ako sa v skutočnosti stáva. Odporúča sa nechať zariadenie lepšie zahriať (10-15 minút) a až potom spájkovať.
- Ak potrubie alebo prídavný prvok takmer nezapadá do dýzy, je povolené ich mierne osové otáčanie. Pri kombinácii vyhrievaných častí sa nesmú otáčať.
- Pri práci s rúrkami s priemerom viac ako 40 mm sa odporúča skosenie na koncoch pod uhlom približne 45˚. To uľahčí vloženie prvku do dýzy spájkovačky..
- Pred spájkovaním rúrky vystuženej hliníkom musíte použiť špeciálne zariadenie (holiaci strojček) a pomocou neho odstrániť vonkajšiu vrstvu v oblasti spájkovania.
- Plastové prvky vystužené sklenými vláknami nevyžadujú špeciálnu prípravu a sú spojené obvyklým spôsobom.
Spájkovanie polypropylénových rúrok vlastnými rukami nie je super náročná úloha, ale aby ste úspešne vytvorili spoľahlivé spojenia, stále musíte správne spájkovať, berúc do úvahy odporúčania založené na skúsenostiach mnohých remeselníkov. Ak chcete získať vizuálnu podporu prijatých informácií, pozrite si video, ktoré jasne a podrobne ukazuje proces spájkovania polypropylénu.
Typické chyby pri inštalácii
Hlavné chyby, ktoré začiatočníci robia pri práci s polymérnymi výrobkami:
- Vykurovacie časti. V čase zahrievania by mali byť diely umiestnené čo najrovnejšie. Najmenší výtlak môže negatívne ovplyvniť prevádzkové parametre celého vodovodného systému..
- Spojenie polymerizovaných koncov. Stlačením roztavených koncov prvkov nemôžete otáčať diely okolo svojej osi. To môže viesť k tomu, že šev nie je dostatočne silný..
- Oprava zarovnania. Pri spájaní prvkov je povolená iba mierna úprava ich zarovnania, ktorých trvanie postupu nie je dlhšie ako 1-2 sekundy.
Ďalší dôležitý bod: Pri spájkovaní tvaroviek s tvarovkami je nevyhnutné vziať do úvahy umiestnenie ventilov a poskytnúť im voľný plný zdvih..

Vyhrievaný polypropylén sa ochladzuje tak rýchlo, že do hodiny po dokončení inštalácie je možné do systému bezpečne dodávať vodu
Ak po spojení prvkov ako švu vznikli pochybnosti, je lepšie križovatku prerušiť a znova ju urobiť..
Je lepšie odstrániť chyby vo fáze inštalácie konštrukcie, pretože výmena netesného spoja v bežiacom systéme je oveľa problematickejšia..
Ako zvárať polypropylénové rúry?
Pred začatím práce musíte urobiť rezanie rúrok a potom pripraviť zariadenie na zváranie.
Kúzlo zvárania. Ako sa to stane?
Aby sme nezachádzali do podrobností toho, čo sa deje na atómovo -molekulárnej úrovni, a aby sme neuviedli zoznam základných zákonov chémie a fyziky, vysvetlíme zložitý proces jednoducho – dva vyhrievané konce sú spojené. Výsledkom je, že v dôsledku rovnakých chemických vlastností a vysokej teploty oboch kĺbov dochádza k vzájomnému prieniku alebo z vedeckého hľadiska k difúzii. Práca s identickým materiálom urobí z prenikania ľahký proces a ich spojenie urobí úniu silnou a spoľahlivou. Zváranie polypropylénových rúr vlastnými rukami je možné niekoľkými spôsobmi, výber bude závisieť od veľkosti systému. Existujú tri hlavné typy:
- Zadok (konce sa tavia a spájajú kvôli difúzii)
- Rozšírené (potrubie je vložené na druhý koniec s menším priemerom a gumovým tesniacim tesnením)
- Spojka (pripojenie pomocou špeciálnej časti – tvarovka)
Hlavný nástroj práce
Stroje na zváranie polypropylénových materiálov potrebujú špeciálnu spájkovačku. Ľudia tomu hovoria – železo na PP rúry. Majitelia „zlatých rúk“ a začínajúci amatérski podnikatelia zažijú rovnakú mieru pohodlia pri práci s týmto nástrojom, je jednoduchý a ľahko sa učí. Ak potrebujete „žehličku“ na jednorazové použitie, odporúčame vám požičať si ju v miestnej inštalačnej firme. Ak je v dome veľa práce a zariadenie nebude zbierať prach, potom je jeho priemerná cena od 9 do 15 tisíc rubľov. “Železo” má rôzne prílohy, ich rozdiel v priemere. Sekundárne jednotky, ktoré pomôžu pri vykonávaní úlohy: fréza, holiaci strojček, merač dĺžky, domáce chemikálie na odmasťovanie, tvarovky, nabrúsený nôž, značkovač, pilník
Potrebné vybavenie
- Nožnice (pred vykonaním práce je dôležité zaistiť kvalitu rezu a aby nástroj nedeformoval materiál);
- Špeciálna spájkovačka na rúrky (výkon spájkovačky závisí od prierezu rúrky).

Prípravné práce
Pred začatím práce musíte zahriať spájkovačku, ale tu nie je všetko také jednoduché. Poradie jeho prípravy je nasledujúce:
- Najprv sú na plošinu nainštalované dýzy vhodného priemeru..
- Do otvoru v plošine sa navlečie kolík, z oboch strán sa naň navlečie tŕň a objímka, na oboch stranách sa utiahnu maticami.
- Ak je vykurovací prvok vo forme rúrky, predávajú sa trysky upevnené na doske. Doska sa nasadí na vykurovací prvok, upevňovacia skrutka sa utiahne.
Na regulátore je nastavená požadovaná teplota vykurovania. V prípade polypropylénových rúr je teplota zvárania + 260 ° C. Nastavíme to na regulátore, zapojíme do siete.
Čakáme na signál nastavenej teploty. Niektoré modely pípajú, ale väčšinou sa dióda LED zapne alebo vypne (rôzne modely sa líšia).
Spájkovačka je pripravená na prácu. Ale stále musíte pripraviť potrubia a tvarovky. Prvou podmienkou vysokokvalitného zvárania je rovnomerný rez. Rez by mal byť striktne zvislý, bez otrepov a kôl. Takýto strih je možné získať pomocou špeciálnych nožníc. V spodnej časti majú dve široké čeľuste, ktoré držia rúrku na mieste, a rezná časť je hore..

Ak sa takto nareže, bude strih rovnomerný a hladký.
Druhou podmienkou dobrého spájkovania PP rúrok sú čisté, suché časti bez tuku. Ak chcete, aby inštalatérske práce alebo kúrenie slúžili dlho a netečú, nemali by ste tento postup vynechať. Rúrka a tvarovka sa čistia alkoholom alebo vodou a saponátom na umývanie riadu. Potom počkajú, kým nie je všetko suché, a až potom začne proces spájkovania.
Príprava spájkovačky

Najprv sú naň pripevnené dýzy rovnakého priemeru ako súčiastky, ktoré sa majú spojiť. Príprava závisí od typu zariadenia.
- Do železnej plošiny je vložený čap, na ktorý je z opačných strán nasadený rukáv a tŕň. Oba nástavce sú utiahnuté maticami.
- V rúrke spájkovačky sú dýzy už pripevnené k doske, a tak ju nasadia na zvárací stroj a potom utiahnite upevňovaciu skrutku.
Po upevnení trysiek na termostate nastavte požadovanú teplotu (260 °) a potom zapnite zariadenie do siete. Keď sa dosiahne požadovaná hodnota, inteligentné zariadenie vydá svetelný signál (pri niektorých modeloch pípnutie). To znamená, že sa môžete dostať do práce..
Rozmanitosť príloh
Časti, ktoré priamo ohrievajú povrchy rúrok a tvaroviek kontaktom, sú dýzy. Štandardná sada spravidla obsahuje dýzy, ktorých prierezy sa pohybujú od 16 do 40 mm.
Neštandardné, veľké príslušenstvo je možné vždy zakúpiť dodatočne v príslušných obchodoch..
Teflónový povlak zabraňuje prilepeniu roztaveného plastu k zváračke. Povrch takýchto dýz má zároveň priaznivý vplyv na plast a poskytuje vysoko kvalitné spojenie. Nezabudnite však, že hroty potiahnuté teflónom sú vždy čisté..

Príloha sa skladá z dvoch prvkov:
- prvok s otvorom – na vloženie do potrubia PP;
- prvok vo forme vyčnievajúceho valca – na obliekanie tvarovky.
Tvarovka a rúrka sa nasadia s malým úsilím, potom sa zahrejú na 260 ° C, pričom sa vnútorný povrch tvarovky zahreje a vonkajší povrch rúry. Nástavce sú upevnené pomocou dodaných skrutiek.
Stojí za zmienku, že pri použití spájkovačky sa môžu skrutky uvoľniť, takže je potrebné ich z času na čas dotiahnuť..
Na dotiahnutie skrutiek je v súprave k dispozícii špeciálny skrutkovač alebo šesťhran. Stojí za to nainštalovať trysky iba pred tým, ako sa zariadenie začne zahrievať, a ich výmena by sa mala vykonávať pri zahrievaní iba v špeciálnych prípadoch..
Príprava rúrok je kľúčom k ich tesnému spojeniu

Predtým, ako budeme hovoriť o spájkovaní plastových rúrok, povieme vám, ako ich na to pripraviť..
Po prvé, sú narezané na veľkosť na základe dĺžky potrubia, ohybov a vetiev. Nezabudnite nechať určitý priestor na to, aby sa rúrka zasunula do tvarovky. Potom sa okraje vyčistia: hladké, úhľadné hrany bez triesok a nerovností sa spájajú oveľa jednoduchšie. Ak používate vystužené polypropylénové rúry, je potrebné odstrániť hornú vrstvu plastu a výstuže. Tým sa zabráni delaminácii materiálu vo šve počas prevádzky a zníži sa riziko netesností. Odporúča sa odmastiť očistené povrchy a utrieť dosucha, aby sa mohli začať zahrievať na spájkovačke.
Prípravná fáza vám nezaberie veľa času, ale uľahčíte ďalšiu prácu a zaistíte spoľahlivosť spojenia prvkov.
Ako dlho sa zahriať
Pri zváraní sa polypropylén musí zahriať striktne na požadovanú teplotu. Prehriatie a prehriatie výrazne znižuje kvalitu švu. Príliš prehriata a zmäkčená rúrka jednoducho nezapadne do tvarovky a nedostatočne zahriaty materiál sa nezjednotí.
Čas ohrevu závisí od priemeru rúr, teploty vzduchu a je uvedený v tabuľke.
Priemer polypropylénovej rúrky Hĺbka zvárania Čas zahrievania Čas zvárania Čas chladenia
| 16 |
12-14 mm |
5 sek |
6 sek |
2 minúty |
| dvadsať |
14-17 mm |
6 sek |
6 sek |
2 minúty |
| 25 |
15-19 mm |
7 sek |
10 sekúnd |
2 minúty |
| 32 |
16-22 mm |
8 sek |
10 s |
4 minúty |
| 40 |
18-24 mm |
12 sek |
20 sek |
4 minúty |
| 50 |
20-27 mm |
18 sekúnd |
20 sek |
4 minúty |
| 63 |
24-30 mm |
24 s |
30 sek |
6 minút |
| 75 |
26-32 mm |
30 sek |
30 sek |
6 minút |
Spájkovanie je vo všeobecnosti možné pri + 5 ° C, ale údaje sú uvedené pre + 20 ° C. V horúcom počasí sa doba držania prvkov na spájkovačke zníži o 30-60 sekúnd, v chladnejšom počasí sa zvýši.
Dávajte pozor na stĺpec “hĺbka” zvárania v tabuľke. Táto značka je umiestnená na potrubí. Predtým ho budete musieť zatlačiť do tvarovky. Pred okrajom lícovania sa tak vytvorí malá perlička z roztaveného plastu. To bude znamenať, že šev je vyrobený správne..
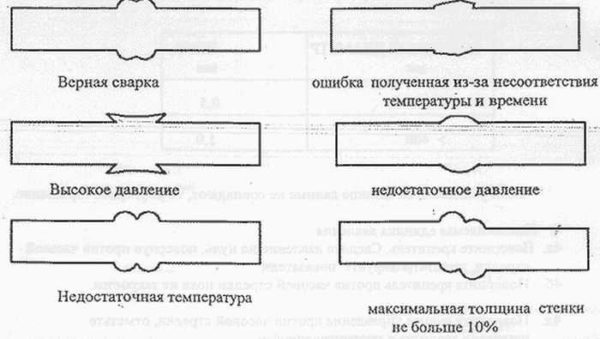
Chyby, ktoré sa môžu vyskytnúť pri zváraní polypropylénových rúr
Ďalší stĺpec potrebuje objasnenie – „čas zvárania“. Toto je čas, počas ktorého je potrebné stlačiť a upevniť zvárané prvky..
Všeobecne platí, že ak sa pokúsite vložiť studenú rúrku do tvarovky, mala by ísť dovnútra len veľmi ťažko – vonkajší priemer rúrky je o niečo väčší ako vnútorný priemer tvarovky. To sa robí účelovo, aby sa poskytol určitý prebytočný materiál, z ktorého sa na šve vytvoria perličky. Aby bolo zváranie polypropylénových rúr spoľahlivé, je lepšie vziať všetky komponenty od jednej spoločnosti. Veľkosti sa teda zaručene zhodujú. V opačnom prípade je potrebné vyskúšať – aby kovanie „nekĺzlo“, ale bolo ťažko ťahané.
Rezanie rúr
Prvou, ale nie jedinou podmienkou je kvalitný strih, preto je lepšie ísť na mizinu a kúpiť si vlastnú rezačku rúrok, pretože bude užitočná na farme. Rez musí byť striktne zvislý, inak sa šev ukáže ako nedokonalý.
Ak sú rúry vystužené fóliou, potom musí byť rez po príprave očistený od „cudzieho“ materiálu. Koniec rúrky sa vloží do holiaceho strojčeka / zastrihávača, potom sa niekoľkokrát otočí. Týmto spôsobom sa odstráni horná alebo stredná vrstva polypropylénu spolu s „nepríjemnou prekážkou“.
Druhou povinnou požiadavkou je čistota spojených prvkov. Kovanie a sekcie sú dôkladne odmastené alkoholom, acetónom alebo čistiacim roztokom. Potom sa výrobky sušia, na úzkych prvkoch sa urobí značka ceruzkou alebo značkovačom – vzdialenosť, v ktorej bude potrebné stlačiť potrubie do tvarovky. Potom môžete urobiť vybavenie.
Zváranie PP rúrok po etapách

Technológia je pomerne jednoduchá, ale každý bez výnimky odporúča kúpiť si viac materiálu na školenie, pretože existuje vysoké riziko „prvá palacinka je hrudkovitá“. Keď získate čo i len minimálne schopnosti, dá sa to minimalizovať a hrubým chybám sa dá úplne vyhnúť..
- Po zahriatí zariadenia sa do objímky najskôr vloží tvarovka, pretože tieto časti majú o niečo väčšiu hrúbku steny. Potom s minimálnym oneskorením je potrubie umiestnené do tŕňa. Optimálne je však konať rýchlejšie: „dvoma rukami“ súčasne.
- Prvky sa v zariadení uchovávajú určitý čas, potom sa rýchlo odstránia z dýz a spoja sa, pričom sa potrubie pritlačí presne k nakreslenej značke. Posúvanie je vylúčené, ale je možné rýchlo zarovnať spoj horizontálne.
- Po vložení do doku nie je tlak niekoľko sekúnd oslabený. Po uplynutí tejto doby sa prvky nechajú (odložia sa) vychladnúť. Potom prejdite na spracovanie ďalšej dvojice prvkov.

Pred riešením nového pripojenia si vždy prečítajte tipy. Nemali by obsahovať žiadne polypropylénové zvyšky. Odstráňte ich bielou handričkou, ktorá nepúšťa vlákna, pretože zvyšný plast spôsobí prilepenie ďalšieho prvku. Škrabance na teflónovom povlaku sa objavujú celkom ľahko, preto sa neodporúča používať na čistenie ostré nástroje alebo brúsne materiály..
Zbavenie sa tuku na koncoch
Začínajúci amatérski majstri neberú túto požiadavku vážne, veria, že – „urobí to len“. Skúsení pracovníci však tvrdia, že po rituáli odmastenia koncov kĺbov to povedie k mnohonásobne vyššej kvalite práce..
Pred zváraním polypropylénových rúrok vlastnými rukami utrite vnútro potrubia alkoholovým tampónom, najmä tvarovkami. Stojí za to venovať pozornosť nielen tukovým usadeninám, ale aj prachu, korózii a abrazívnym defektom, čo všetko môže mať negatívny vplyv na prenajaté zariadenie. Rovnako tak ďalšie dýzy musia byť ošetrené alkoholom..
Predtým, ako sa začne hlavný proces, znova dajte pozor na skúmavky, nemali by zostať žiadne zvyšky prebytočného plastu, ak si všimnete, potom sa ho zbavte!
Označenie potrubia značkou
Začiatočníci môžu mať v tejto fáze ťažkosti alebo môžu nesprávne označiť. Vzhľadom na rôzne priemery a drážky v kĺbe nie je možné začať pracovať bez získania presných údajov. Merania môžete vykonávať pomocou jednoduchého pravítka.
Ak sa tak nestane, existuje riziko inštalácie jednej časti rúrkového výrobku príliš hlboko – to bude znamenať zúženie spoja a ťažkosti pri vykonávaní ďalších krokov..
Preto stojí za to zaobchádzať s meraniami so zvláštnou zodpovednosťou! Urobiť vysokokvalitné značenie nie je ľahká úloha, ale existujú triky, ktoré majstri svojho remesla používajú. Napríklad, ak je priemer spoja 20 mm, potom sa z konca potrubia vyreže kruh s parametrom 15 mm. Teraz nebude ťažké určiť presné rozmery pre pristátie..
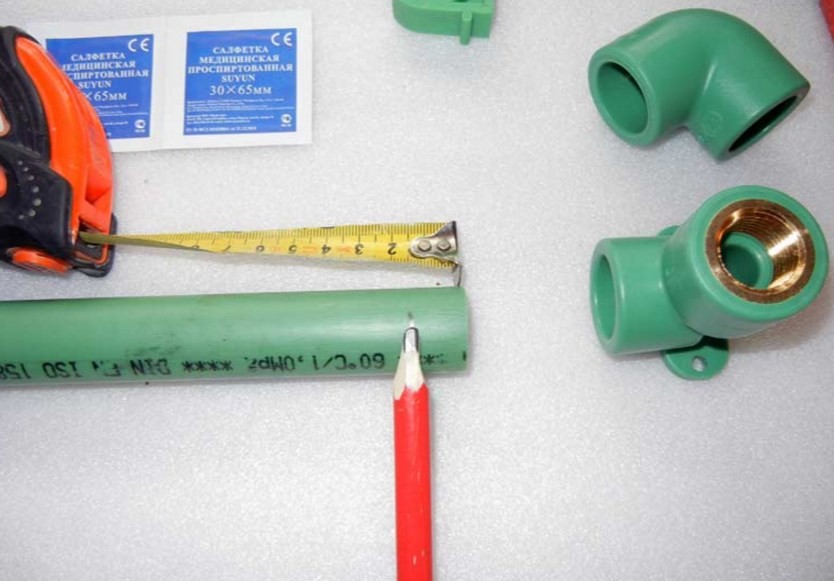
Inštalácia zváracieho stroja
Trysky požadovaného priemeru sú upevnené na spájkovačke. Zvárací nástroj položte pevne na rovný povrch, aby sa nekýval. Regulátor vykurovania sa posunie do požadovanej polohy. Na zváranie plastových rúrok sa spájkovačka zohreje na +255 až 280 ° C bez ohľadu na hrúbku potrubí. Mení sa iba doba zahrievania dielov počas zvárania, interval držania spoja pred tuhnutím.

Kompletné so zváracím strojom sú dýzy na rúrky rôznych priemerov
Vykurovacie časti
Pri zváraní sa oba prvky súčasne zahrievajú: polotovary rúr zvonku (vkladajú sa do vykurovacieho telesa), tvarovky zvnútra (tlačia sa na ohrievač). Podrobnosti sú pokročilé s miernym úsilím, kým sa nezastavia – železná podložka. Čas zahrievania sa počíta od okamihu kontaktu, interval závisí od priemeru predvalku potrubia:
Priemer obrobku, mm Doba ohrevu, s Hĺbka trysky, mm
| dvadsať |
osem |
štrnásť |
| 25 |
deväť |
16 |
| 32 |
desať |
dvadsať |
| 40 |
12 |
21 |
| 50 |
osemnásť |
22.5 |
| 63 |
24 |
24 |
Čas zotrvania spoja je od 4 do 8 sekúnd. Údaje uvedené v špeciálnych tabuľkách zvárania propylénu sú orientačné. Pred inštaláciou potrubia sa experimentálne nastaví čas zahrievania a udržania. Plast by nemal byť zahrievaný do celej hĺbky steny, aby nedošlo k vnútornému prehĺbeniu. Experimentálne polotovary sú vyrobené tak, aby bol viditeľný vnútorný povrch kĺbového spoja.
Spojovacie diely
Polymérna rúrka a tvarovka zahrievaná na dýzach musia byť rýchlo a namáhavo spojené, aby sa zabránilo skresleniu. To sa robí jedným pohybom, bez otáčania. Obrobky na zváranie s priemerom viac ako 50 mm (pre drenážny systém) sú spojené pomocou centrovacieho nástroja, vysokokvalitné spoje nemôžete získať ručne. Obrobky sa držia v rukách, kým plast nestvrdne. Potom sa vytvorený uzol nechá 3 až 10 minút úplne vychladnúť v závislosti od hrúbky polotovarov.

Časti zahriate na dýzach musia byť rýchlo a namáhavo spojené, aby nedošlo k skresleniu
Odizolovanie
Pilníkom sa opatrne odstránia vonkajšie guľôčky z polyméru. Pri správnom zahriatí a stlačení nemusia byť veľké. Nemalo by dochádzať k vnútornému prehýbaniu vo švíkoch, toto je manželstvo. Po inštalácii prívodu vody sa musíte uistiť, že švy sú spoľahlivé. Voda sa do systému dodáva najskôr hodinu po expozícii. Ak sa zistí netesnosť, spoj sa vyreže a na jeho mieste sa vytvorí nové prírubové spojenie..
Bezpečnostné predpisy
Nezabudnite, že stroje na zváranie polypropylénových rúrok sa zahrievajú na vysoké a traumatické teploty. Starajte sa o svoje zdravie a bezpečnosť, používajte hrubé ochranné rukavice a dlhý plášť, aby ste predišli zraneniu od horúcich kúskov plastu.
Ako pripojiť potrubie
Veľa závisí aj od inštalácie komponentových prvkov, preto vám povieme, ako komponenty správne pripojiť, aby slúžili počas celého prevádzkového obdobia a ešte viac..
Na tréning si dajte najskôr čas a energiu. Len si precvičte skladanie dielikov, aby ste mali veci rýchlo hotové, a udržujte ich v teple pred pomalou popravou. Na zahriatie svojich schopností:
- Vytvorte trubice tak, aby zodpovedali požadovanej veľkosti, použite nožnice.
- Výsledné kúsky očistite od otrepov, mastnoty, vrstvy prachu a všetkých druhov nečistôt.
- Označte značkovačom na mieste, kde bude kovanie umiestnené, to by sa malo urobiť, ak bude zväzok prebiehať spojovacím spôsobom.
- Spájkovačka musí byť pevne pripevnená na svojom mieste. Nezanedbávajte pokyny, aby ste pri prevádzke neurobili chyby.
- Prílohy musia byť upevnené na „železo“.
- Pri spájkovaní polypropylénových rúrok sa tabuľka približných hodnôt stane dobrým poradcom a asistentom na nájdenie správnej teploty pre každý z prípadov..
- Po zahriatí „žehličky“ po 3 minútach zapojte tvarovku a rúrku do dýzy a počkajte na čas uvedený v tabuľke. Nezabudnite na teplotu okolia.
- Z hrotov rýchlo vyberte vyhrievané časti a zostavte ich. Nezabudnite, netlačte na nich silno! Vynaložte malé, ale merateľné úsilie. Pri spojovacej metóde je prípustné ľahké otáčanie dielov, aby prenikli dovnútra..
- Chvíľu počkáme a teraz je spojenie týchto dvoch častí zapečatené a spoľahlivé.
- Kým teplota plavidla klesá, už sa ho nedotýkajte. O hodinu bude potrubie pripravené na prepravu vody.
Proces spájkovania. Návod krok za krokom
Keď máte plán pre potrubie a výrobky sú narezané na veľkosť, môžete ich začať spájať. Je lepšie zostaviť prvky nie na mieste inštalácie, ale na stole – takto to bude jednoduchšie, najmä ak pracujete sami. Keď je potrebné spájkovať rúry v mieste ich inštalácie, pripojte asistenta, ktorý bude držať prvky, ktoré sa majú pripojiť, a budete pracovať ako nástroj.
Teraz poďme hovoriť o tom, ako používať spájkovačku rúrok. Akcie je možné opísať v troch krokoch.
Krok 1. Pripojte zariadenie k sieti. Položte ho na rovný povrch a na vykurovacie teleso nainštalujte dýzy požadovaného priemeru. Zapnite tlačidlo kúrenia. Nastavte požadovanú teplotu – pre polypropylén je spravidla jeho hodnota 260 ° C. Počkajte, kým sa pracovná časť nezahreje. Pre každý model je v závislosti od výkonu tento čas nastavený individuálne, spravidla nepresahuje 15 – 20 minút. Mimochodom, ak máte spájkovačku s dvoma vykurovacími článkami, môžete použiť obe naraz na rýchlejšie zahriatie. Keď sa však dosiahne prevádzková teplota, druhá by mala byť vypnutá, aby sa znížilo zaťaženie zariadenia. 5-10 minút po dosiahnutí prevádzkovej teploty môžete začať spájkovať: pracovné dýzy musíte nechať zahriať.

Krok 2. Nainštalujte spojovacie prvky na dýzy spájkovačky: tvarovka je pripevnená k tŕňu, rúrka je pripevnená k objímke. Tým sa zahrieva vnútorný povrch tvarovky a vonkajšia časť potrubia. Zahrievanie sa musí vykonávať súčasne. Plast sa roztaví v priebehu niekoľkých sekúnd – potom je potrebné prvky rýchlo odstrániť.
Krok 3. Spájanie polotovarov sa vykonáva ručne. Časť vyhrievanej rúry je vložená do vyhrievanej zásuvky tvarovky. Prvky musíte pripojiť prvýkrát, v žiadnom prípade ich neodpojujte ani neotáčajte, inak bude šev netesný. Po vložení do doku nechajte prvky niekoľko minút vychladnúť.
Je dôležité sledovať dobu tepelného účinku na plast a dobu tvrdnutia spojených prvkov. Závisí to od priemeru potrubia a hrúbky steny. Ako poznám vhodný časový úsek? Táto tabuľka vám pomôže.
| Priemer potrubia, mm |
Hĺbka ohrevu, mm |
Doba zahrievania, s |
Doba chladenia, min |
| dvadsať |
štrnásť |
5 |
3 |
| 25 |
16 |
7 |
3 |
| 32 |
dvadsať |
osem |
4 |
| 40 |
21 |
12 |
4 |
| 50 |
22.5 |
osemnásť |
5 |
| 63 |
24 |
24 |
6 |

Dodržaním odporúčaného času získate vo výsledku kvalitné a tesné spojenie. Ak to preženiete a plast prehrejete, bude plávať a upchávať otvor v potrubí – potom voda neprejde a po inštalácii bude ťažké nájsť problémové miesto. V prípade nedostatočného zahrievania existuje možnosť voľného spojenia častí – šev umožní priechod vody, čo v priebehu času spôsobí únik. A ďalej. Pri prvom spájkovaní plastových rúrok cvičte na nepotrebných lemoch rúrok, aby ste nepokazili strih na mieru. Po niekoľkých pokusoch môžete akcie jednoducho uviesť do automatizácie a byť schopný zopakovať algoritmus s podrobnosťami o potrubí..
Teraz viete, ako spájkovať plastové rúrky a aké nástroje potrebujete. V krátkom čase budete môcť zostaviť vodovodný systém v byte, vo vidieckom dome alebo v podniku. Ak budete robiť všetko správne, získate spoľahlivý systém. Koniec koncov, plastové rúrky slúžia veľmi dlho: odolávajú teplotám od -20 do +90 ° C, nie sú náchylné na hrdzavenie a usadzovanie plaku na vnútorných stenách. Pri osobnom vykonávaní všetkých fáz práce si môžete byť istí, že všetky spoje budú dobrej kvality a vydržia tlak pracovnej vody. Životnosť takéhoto potrubia môže byť až 100 rokov! A predstavte si, že to urobíte sami.
Bežné chyby pri zváraní plastových rúrok
Kovanie a rúrky sa kupujú s rezervou na precvičenie pred zváraním potrubia. Polypropylén od rôznych výrobcov sa líši v chemickom zložení, zahrieva sa pri rôznych teplotách. Je dôležité skontrolovať dobu držania obrobkov na spájkovačke, plast by sa nemal zahriať úplne, ale iba o 1/3 hrúbky. Vnútorné prehýbanie v potrubí nesmie byť povolené.
Typické začiatočnícke chyby:
- Zlá príprava spojení. Fóliová vrstva sa úplne odstráni po celej vyhrievanej ploche.
- Musíte variť iba čisté rúry. Povrch, na ktorom budú obrobky ležať, musí byť zbavený nečistôt a prachu. Rúra musí byť suchá, bez zvyškov vody.
- Vyhrievané obrobky sú spojené iba koaxiálne. Niekoľko sekúnd je povolených na opravu nesprávneho umiestnenia. Keď je plast zdeformovaný, kvalita švu klesá.
- Nesúlad armatúr a potrubí. Musia byť z rovnakého materiálu. Šetrenie na komponentoch je nevhodné. Pri vlastnej montáži vodovodných potrubí je vlastník zodpovedný za kvalitu švov. V prípade nehody zaplatí opravy v dolných bytoch.
Odporúčania pre zváranie
Nasledujúce tipy pomôžu pri procese zvárania:
- Rúry a prvky potrebné na spojenie musia byť vyrobené rovnakým výrobcom, aby mali rovnakú teplotu topenia;
- Pred kúpou spájkovačky je vhodné skontrolovať jej prevádzkovú teplotu..
- Je potrebné mať na pamäti, že nie je dôležitá len značka zariadenia, ale aj krajina pôvodu. Odporúča sa zvoliť si známeho výrobcu.
- Je dôležité udržiavať budúce weby pripojení čisté. Prach a nečistoty negatívne ovplyvňujú kvalitu spájky.
- Všetky práce sa musia vykonávať pri teplote okolia najmenej 5 ° C. Aj za týchto podmienok sa doba zahrievania výrazne zvýši a spoje sa stanú krehkými..
Tabuľka teplôt zvárania polypropylénových rúr
Technická práca zahŕňa zrozumiteľnosť výpočtov, aby sa dosiahol zamýšľaný výsledok. Existujú pravidlá založené na fyzikálnych zákonoch a skúsenostiach majstrov ich remesla, ktoré vám pomôžu vyhnúť sa chybám a zbaviť sa pochybností. Tieto zákony platia pre teplotu spojenú s dobou chladenia. Pri kúpe alebo prenájme zváracieho zariadenia je k nemu pripojený návod na použitie, kde je uvedené, s akou teplotou a koľko času stojí za to venovať každému z typov výrobkov. Nedodržanie týchto noriem bude mať za následok zhoršenie kvality konečného produktu práce, napríklad – malú tesnosť alebo zúženie plastového potrubia a v dôsledku toho menší objem cirkulácie kvapaliny cez neho.
Spojenie polypropylénových rúr je nemožné bez zváženia niektorých aspektov.
Musíte poznať priemer výrobku, teplotu prostredia, v ktorom práca prebieha a ako dlho sa „žehlička“ zahrieva. Hodnoty stupňa pracovného prostredia sú nevyhnutné, aby počas prirodzených oddychov, bez ktorých sa nikto nezaobíde, intuitívne pochopil, ako veľmi sa jednotlivé časti ochladia. Pri nízkych okolitých teplotách sa polypropylén musí zahrievať dlhšie, ako je optimálne. Aby sme nemali problémy s individuálnymi prepočtami, prikladáme hotovú tabuľku..
Tabuľka približných hodnôt pre správny výsledok polymerizácie pri zváraní polypropylénových rúr
| Priemer potrubia, mm. |
Hĺbka zvárania, mm. |
Doba ohrevu, sek. |
Čas chladenia, s. |
Teplotný rozsah ˚C |
| dvadsať |
14-17 |
5 |
4 |
250-270 |
| 25 |
15-19 |
7 |
4 |
250-270 |
| 32 |
16-22 |
deväť |
6 |
250-270 |
| 40 |
18-24 |
štrnásť |
6 |
260-280 |
| 50 |
20-27 |
16 |
6 |
260-280 |
| 63 |
24-30 |
dvadsať |
osem |
260-280 |
| 75 |
26-32 |
25 |
osem |
270-300 |
| 90 |
29-35 |
tridsať |
desať |
270-300 |
Alternatívy k zváraniu PP potrubí
Pred konečným rozhodnutím o metóde je lepšie sa zoznámiť s inými možnosťami, pretože zváranie polypropylénových rúr nie je vôbec potrebné. Je možné použiť alternatívne metódy. Patria sem kompresné tvarovky a zváranie za studena – používanie spoľahlivých lepidiel. S obidvoma možnosťami sa ľahko pracuje, minimálne náklady.
Použitie lisovacích tvaroviek
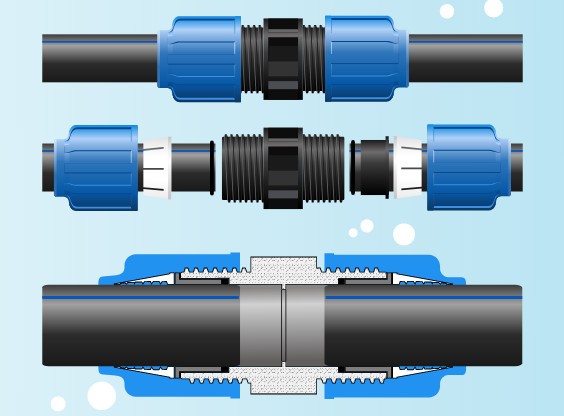
Na splnenie plánu bude majster potrebovať také kovanie a krimpovací kľúč. Prvé prvky sú vybavené upínacími tesniacimi krúžkami, ktoré pôsobia ako tlmiče v prípadoch, keď v systéme dochádza k nárazovému zaťaženiu. Inštalácia týchto prvkov je nasledovná:
- Na pripravený koniec potrubia sa nasadí modrá matica. Biela koncovka musí smerovať k chvostu prvku.
- Rúra je zasunutá do tvarovky, kým sa nezastaví, pričom sa pohybuje upínací krúžok. Modrá matica sa najskôr dotiahne rukou, potom sa použije lisovací kľúč.
V tomto prípade práca prebieha bez oneskorenia, pretože kompresné diely nevyžadujú ďalšie činnosti, sú úplne pripravené na prácu. Teploty pre tento proces tiež nie sú dôležité. Táto operácia je jednoduchá, nevyžaduje špeciálne zručnosti a špeciálne znalosti..
Zváranie polypropylénu za studena

Ide o spojenie prvkov pomocou termosetových lepidiel s epoxidovou živicou: napríklad LN-915 alebo jeho modifikácie. Také lepidlo „vie, ako“ rozpustiť jednu tretinu spojovacích povrchov, čím poskytne potrebnú difúziu. Na ochranu rúk pred „agresorom“ je lepšie nosiť rukavice.
- Po príprave a odmastení prvkov sa na spoje nanesie lepidlo, potom sa spoja.
- Tlak sa udržuje 3 minúty, potom sa prebytočné vyčnievajúce časti odstránia handrou.
- Diely sa umiestnia na rovný povrch a nechajú sa najmenej 6 hodín.
Skúška tesnosti sa vykonáva až po jednom dni. Nevýhodou metódy je možnosť použitia studeného zvárania iba pre systémy zásobovania studenou vodou. Pred prácou musia byť zaistené dve podmienky – dostatočná vlhkosť a teplota (od 5 do 35 °). Operáciu je potrebné vykonať rýchlo, pretože lepidlo by nemalo predčasne stuhnúť.
Nezávislá práca nebude schopná spôsobiť vážne problémy, pretože zváranie polypropylénových rúrok je celkom jednoduché. Potrebujete iba:
- prísne dodržiavajte technológiu zvárania za tepla;
- sledujte čas (nemyslite na sekundy);
- zabezpečiť správnu prípravu povrchov;
- a správne vykonať každú fázu operácie.
Predbežné „zahrievanie“ – školenie o odrezkoch rúrok a lacných tvarovkách odporúčajú všetci majstri, pretože vám pomôže porozumieť nuansám zvárania polypropylénu a získať aspoň určité skúsenosti.
Nasledujúce video ukáže celý proces:
Montáž prvkov bez spájkovania
Použitie lisovacích tvaroviek a moderných lepidiel umožňuje inštaláciu polypropylénových rúrok efektívne, rýchlo a s minimálnymi investíciami do materiálu..
Možnosť č. 1 – Inštalácia kompresného fitingu
Na implementáciu tejto metódy pripojenia budete musieť kúpiť lisovacie tvarovky a použiť krimpovací kľúč.

Kompresné tvarovky sú vybavené upínacími krúžkami O-krúžkov, ktoré pôsobia ako tlmiče v prípade nárazového rázového zaťaženia (na rozdiel od jednoduchých prevlečných matíc)
Inštalácia lisovacej tvarovky zahŕňa tri hlavné kroky:
- Na koniec rúrky narezanej v pravom uhle sa nasadí modrá matica a odhrotuje sa. Pri umiestňovaní bielej objímky musí byť umiestnená tak, aby zosilnená časť smerovala k chvostu potrubia..
- Rúra je zasunutá do tvarovky, kým sa nezastaví, pričom zatlačí upínací krúžok na maximum.
- Utiahnite modrý orech, najskôr ho „vabankujte“ rukou a potom stlačte kľúčom.
Na zostavenie lisovacích tvaroviek nie sú potrebné žiadne špeciálne znalosti a zručnosti. Výrobky sa dodávajú na predaj úplne pripravené na inštaláciu. Môžu byť inštalované za akýchkoľvek teplotných podmienok.
Možnosť č. 2 – lepenie prvkov
Metóda lepidla sa používa na zostavenie systému zásobovania vodou, cez ktorý sa plánuje transport iba studenej vody. Na aplikáciu metódy „studeného“ zvárania budete musieť použiť „agresívne“ lepidlo, ako je LN-915.

Lepidlo je schopné rozpustiť povrchy dielov, ktoré sa majú spojiť, o jednu tretinu, čím sa vytvoria podmienky pre zváranie difúziou za studena
Na ochranu pokožky rúk pred náhodným požitím kompozície a „korodovaním“ jej aktívnymi zložkami je lepšie vykonať manipuláciu s lepením ochrannými rukavicami..
Postupnosť činností pri lepení výrobkov:
- Skontrolujte súlad uhlov rezu spojovacích oblastí a ceruzkou označte miesta na lepenie.
- Konce potrubí, ktoré sa majú pripojiť, očistite a odmastite.
- Na konce rúrok a oblasť zásuviek tvaroviek sa rovnomerne nanáša lepiaca kompozícia..
- Úseky rúrok sú vložené do otvorov tvarovky so zameraním na značky vyrobené ceruzkou. Štruktúra sa udržuje v pevnej polohe tri minúty, potom sa prebytočné formulácie odstránia pomocou obrúsky.
- Pripojené prvky sú rozložené na rovný povrch a ponechané 5-6 hodín, kým nie sú úplne suché..
Je možné spustiť vodu na kontrolu kvality lepenia iba deň po dokončení inštalácie..
Pri implementácii tejto technológie na inštaláciu potrubí PP je dôležité dodržať dve hlavné podmienky: podmienky teploty a vlhkosti. Všetky práce sa musia vykonávať pri teplote vzduchu +5, +35 ° C. Pri lepení v horúcom počasí by mala byť práca vykonaná čo najrýchlejšie, aby lepidlo nestihlo pred dokončením inštalácie zaschnúť..
Aké sú hlavné výhody takejto kombinácie prvkov?
Najvýznamnejšie vlastnosti uvažovanej metódy kombinovania jednotlivých štrukturálnych väzieb sa celkom oprávnene pripisujú:

- Vysoká rýchlosť montáže konštrukcie bez ohrozenia konečného výsledku.
- Použitím kombinácie bez zvaru majster výrazne znižuje možnosť úniku.
- Nízke náklady na implementáciu týchto procesov.
Pvc komponenty je možné navyše zvárať za studena lepením. Táto metóda nie je nižšia ako „horúce“ opravy, pokiaľ ide o konečnú kvalitu pripojenia a ich náklady, a niekedy pomáha ušetriť peniaze, pretože náklady na elektrickú energiu sú vylúčené.
Pri akej teplote sú zvárané PVC rúrky??

Ak hovoríme o „horúcich“ spôsoboch montáže prvkov, potom je optimálna teplota fixácie 260 stupňov, ale je ťažké pomenovať dobu, po ktorú zariadenie dosiahne takú teplotu, pretože závisí od vzduchu. teplota v čase, keď sa zariadenie zahrieva.
Hot layout vám umožňuje efektívne kombinovať štrukturálne sekcie najrozmanitejších vrátane veľkých priemerov..
Sprievodca plánujúci vybudovanie systému bude potrebovať nasledujúce nástroje:
- Stroj na spájkovanie PVC spojov, vybavený pohyblivým pohonom.
- Rezačka materiálu.
- Alkohol alebo acetón na odmasťovanie prvkov.
- Handry.
- Ruleta alebo centimeter.
- Ceruzka alebo fixka.
Ak sa chcete dozvedieť viac o takom materiáli, akým je polyvinylchlorid, kliknite na tento odkaz a ponorte sa hlbšie do procesu učenia.
Ako pripraviť materiál a nástroje na začiatok montáže?
Príprava zariadenia sa vykonáva v rámci nasledujúcej schémy:

Protón PPT-1200
- Príslušenstvo sa opatrne utrie vopred pripravenou handrou a nainštaluje sa na zariadenie.
- Zariadenie je pripojené k sieti a zahrieva sa na prevádzkovú teplotu.
- Kým sa zahrieva, skontrolujte stav pochodne. Ak je rez hladký, bez chýb, potom je fréza pripravená na prácu, ak stále existuje chyba, musí byť nástroj vymenený alebo nabrúsený.
Dôležité: všetky použité materiály musíte pred montážou dôkladne vyčistiť. Výrobky, ktoré do zariadenia tesne nezapadajú, musia byť vymenené. Vlastné zváranie vodovodných potrubí z PVC znamená potrebu predbežného rezania jednotlivých častí konštrukcie, aby sa optimalizovali následné manipulácie. Ak priemer častí, s ktorými má pracovať, presahuje 40 mm, potom je potrebné urobiť skosenie. Takáto manipulácia umožní vyhnúť sa chybám počas procesu inštalácie..
Ako sa vykonáva inštalácia polyfúzie?
Polyfúzna fixácia rúrok sa vykonáva nasledovne:
- Armatúra sa posúva po predhriatej dýze. Stojí za to pamätať, že steny tejto časti sú hrubšie ako steny dýz, takže budete musieť ohrievať opatrnejšie.
- Po tvarovke sa na trysku nasadí časť, s ktorou bude spojená. Konzistencia je dôležitá, pretože zahrievaniu lícovania trvá dlhšie. Podrobnejšie je možné postup zahrievania dielov sledovať vo videu:
- Ak vyhrievané časti „sedia“ dostatočne pevne na dýzach, potom sa ich otáčanie považuje za prijateľné a dokonca žiaduce. Vďaka takýmto manipuláciám bude kúrenie rovnomernejšie..
- Na konci zahrievania by mali byť obe časti vybraté zo zariadenia a spojené s úhľadným, uponáhľaným pohybom. Po pripojení musí byť hotová konštrukcia ponechaná a čakať, kým sa ochladí..
Ako sa inštalácia potrubí z PVC vykonáva pomocou elektroinštalácie?
Proces prípravy na začiatok spájania prvkov v rámci uvažovanej metódy sa vykonáva rovnakým spôsobom ako pri polyfúznom zváraní. Po dôkladnom vyčistení potrubí a tvaroviek je možné ich umiestniť do elektroinštalácie. Aby ste mohli začať ohrievať diely, musíte stlačiť tlačidlo štart (spravidla „štart“). Potom, čo sa diely dostatočne zahriajú na dobré spojenie, ohrev sa automaticky zastaví..

Medzi hlavné výhody uvažovaného spôsobu spájania rúrok tradične patrí vysoká rýchlosť spájkovania, dosiahnutá bez ohrozenia kvality. Uvažovaná metóda sa používa v prípadoch, keď ide o veľké objemy práce. Inštalácia akýchkoľvek typov rúr, vrátane zvárania rúr z PVC 32, spravidla nespôsobuje závažné problémy..
Cena príslušnej služby závisí od mnohých pomocných faktorov, ako je priemer rúrok, priemer spojov. Jednotkou na meranie vykonanej práce je spravidla t.t. – lineárny meter. Napríklad položenie kanalizačného potrubia s priemerom 100 mm stojí v priemere 300 rubľov (100 – 120 UAH) za meter, zatiaľ čo inštalácia dielov s priemerom 50 mm bude stáť 150 rubľov (40 – 60 UAH). Cena sa môže líšiť v závislosti od aktuálnych pracovných podmienok a individuálnych želaní zákazníka.
Rozloženie polypropylénových rúrok
Polypropylénové rúry sa používajú na inštaláciu hrebeňa studenej alebo teplej vody, vykurovania. Voľba priemeru je v každom prípade individuálna – závisí to od objemu kvapaliny, ktorú je potrebné čerpať za jednotku času, požadovanej rýchlosti jej pohybu (vzorec na fotografii).
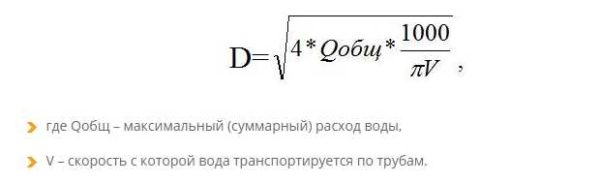
Vzorec na výpočet priemeru polypropylénu
Výpočet priemerov potrubí pre vykurovacie systémy je samostatná téma (je potrebné určiť priemer po každej vetve), pre vodné potrubia je všetko jednoduchšie. V bytoch a domoch sa na tieto účely používajú rúry s priemerom 16 mm až 30 mm a najobľúbenejšie sú 20 mm a 25 mm..
Počítame armatúry
Po určení priemeru sa zvažuje celková dĺžka potrubia, v závislosti od jeho štruktúry sa kupujú armatúry. S dĺžkou rúrok je všetko relatívne jednoduché – zmeriate dĺžku, pripočítate asi 20% k chybe a možným chybám v práci. Na určenie, ktoré armatúry sú potrebné, je potrebný diagram potrubia. Nakreslite to a označte všetky kohútiky a zariadenia, ku ktorým sa chcete pripojiť.

Príklad zapojenia polypropylénových rúrok v kúpeľni
Na pripojenie k mnohým zariadeniam je potrebný prechod na kov. Existujú aj také polypropylénové tvarovky. Na jednej strane majú mosadzný závit a na druhej pravidelnú spájkovaciu tvarovku. Okamžite sa musíte pozrieť na priemer dýzy pripojeného zariadenia a typ závitu, ktorý by mal byť na tvarovke (vnútorný alebo vonkajší). Aby sme sa nemýlili, je lepšie napísať všetko do schémy – nad ohyb, kde bude táto armatúra nainštalovaná.
Ďalej je podľa schémy uvažovaný počet spojení v tvare „T“ a „L“. Kupujú sa pre ne odpaliská a rohy. Existujú aj kríže, ale používajú sa len zriedka. Rohy, mimochodom, nie sú len v 90 °. Každý má 45 °, 120 °. Nezabudnite na spojky – to sú tvarovky na spojenie dvoch častí potrubia. Nezabudnite, že polypropylénové rúry sú úplne nepružné a neohýbajú sa, preto sa každá otáčka vykonáva pomocou tvaroviek..
Pri nákupe materiálu sa s predajcom dohodnite na možnosti výmeny alebo vrátenia časti tvaroviek. Problémy zvyčajne nevznikajú, pretože ani profesionáli nedokážu okamžite určiť presný sortiment požadovaných produktov. Okrem toho je počas procesu inštalácie niekedy potrebné zmeniť štruktúru potrubia, čo znamená, že sa zmení sada armatúr..
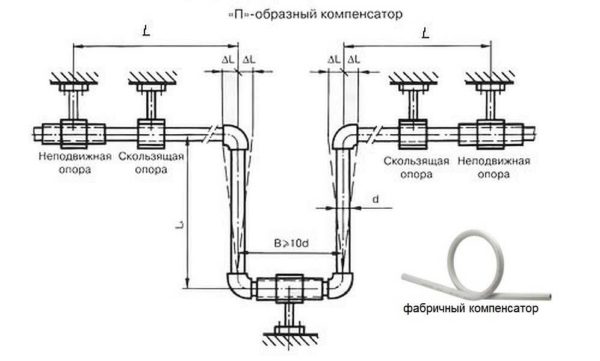
Kompenzátor pre dodávku teplej vody a vykurovanie z polypropylénových rúrok
Polypropylén má pomerne významný koeficient tepelnej rozťažnosti. Ak sa inštaluje polypropylénový prívod teplej vody alebo vykurovací systém, je potrebné vytvoriť dilatačnú škáru, pomocou ktorej sa vyrovná predĺženie alebo skrátenie potrubia. Môže to byť slučka kompenzátora vyrábaná vo výrobe alebo dilatačný spoj zostavený podľa schémy z tvaroviek a kusov rúrok (na obrázku vyššie).
Metódy kladenia
Existujú dva spôsoby inštalácie polypropylénových rúrok – otvorené (pozdĺž steny) a uzavreté – do drážok v stene alebo do poteru. Pozdĺž steny alebo v drážke sú polypropylénové rúry pripevnené k klipovým držiakom. Sú jednoduché – na kladenie jedného potrubia sú dvojité – keď sú dve vetvy vedené paralelne. Upevnené vo vzdialenosti 50-70 cm. Rúrka sa jednoducho vloží do svorky a drží sa kvôli pružnej sile.

Upevnenie polypropylénových rúrok k stenám
Pri pokládke do poteru, ak je to teplá podlaha, sú rúrky pripevnené k výstužnej sieťovine; ďalšie dodatočné upevnenie nie je potrebné. Ak je potrubie k radiátorom monolitické, potrubia nie je potrebné upevňovať. Sú tuhé, ich poloha sa nemení ani po naplnení chladiacou kvapalinou.

Možnosť skrytého a vonkajšieho zapojenia v jednom potrubí (za kúpeľňou bolo rozvody otvorené – menej práce)
Ako správne spájkovať polypropylénové rúry vystužené sklenenými vláknami

Polypropylénom vystužené rúry na vykurovanie a vodoinštalácie sú úplne novým materiálom, ktorý je na trhu len niekoľko rokov. Preto sa mnohí zaujímajú – aká je výhoda týchto rúrok a je výstuž taká dôležitá? Ďalej sa pokúsime odpovedať na túto otázku a zvážime všetky vlastnosti polypropylénových rúrok..
Nevýhody polypropylénu
Polypropylénové rúry sa stali jedným z najobľúbenejších typov plastových rúrok, pretože majú množstvo pozitívnych vlastností (tu zistíte, ako a na aký účel sa na mieste používajú drenážne rúry).
Nie sú však bez nevýhod, ktoré sú spojené s vlastnosťami samotného materiálu:
- Polypropylén je plast s nízkou teplotou topenia;
- Má vysoký koeficient tepelnej rozťažnosti.
Tepelná odolnosť
Deklarovaná teplota topenia materiálu je 175 stupňov Celzia, začína však mäknúť pri oveľa nižšej teplote – 140 stupňov. Zaručená teplota, pri ktorej výrobky spĺňajú všetky deklarované vlastnosti a potrubie funguje podľa očakávania, je 95 stupňov Celzia (niektoré odrody majú ešte menej).
Takáto veľká teplotná „rezerva“ je spôsobená skutočnosťou, že zatiaľ čo súčasne pôsobí na steny polypropylénového potrubia súčasne vysoká teplota a tlak, jeho odpor je oveľa menší, ako keď sú tieto faktory oddelene.
Tepelná rozťažnosť
Ako viete, pri zahrievaní sa všetky materiály rozpínajú, iba niektoré viac a iné menej. Polypropylén je jedným z tých, ktoré sa veľmi silne rozpínajú. Na systéme zásobovania studenou vodou táto vlastnosť nezáleží, ale pri usporiadaní vykurovacích systémov alebo systémov zásobovania teplou vodou to spôsobuje veľa problémov:
| Estetika |
Po predĺžení ide potrubie neatraktívnymi vlnami |
| Integrita dekoratívnych náterov |
V prípade skrytej inštalácie potrubia, napríklad v obkladoch stien alebo pod poter, expanzia vedie k praskaniu povlaku. |
Riešenie problémov
Ako ste pravdepodobne uhádli, vystužené polypropylénové rúry sú riešením všetkých vyššie uvedených problémov. Faktom je, že výstuž slúži ako silný rám pre rúrku, ktorá jej neumožňuje pri zahrievaní rásť do dĺžky a šírky..
Navyše pri nadmernom teple výstuž bráni rúrke napučať a prasknúť. Je pravda, že maximálna prevádzková teplota deklarovaná výrobcami je stále 95 stupňov Celzia, ale vystužené rúry sú stále oveľa odolnejšie voči teplu..
Dnes existujú dva druhy výstuže:
Hliník
Polypropylénové rúry vystužené hliníkom pozostávajú z niekoľkých vrstiev, medzi ktorými je umiestnená hliníková fólia. Vrstvy sú k sebe prilepené polypropylénovým lepidlom.
Poznámka! Kvalita viacvrstvových výrobkov do značnej miery závisí od kvality lepidla. Preto nie je neobvyklé, že sa lacné potrubia za určitých prevádzkových podmienok delaminujú..
Sklolaminát
Sklolaminát je alternatívou k hliníku. Rovnako ako v predchádzajúcom prípade sú polypropylénové vrstvy umiestnené zvonku a vo vnútri výrobku a vo vnútri je umiestnená vrstva zo sklenených vlákien. Všetky vrstvy sú navyše monolitické.
Vnútorná vrstva týchto výrobkov je zvarená s vonkajšou a vnútornou vrstvou. Výsledkom je, že polypropylén drží vlákna sklených vlákien pohromade a sklolaminát mu naopak bráni v deformácii. Na rozdiel od predchádzajúceho typu výstuže sa pri použití sklolaminátu neaplikuje žiadne lepidlo.
Schéma výstuže zo sklenených vlákien
Nevýhodou sklolaminátu je, že zvyšuje hmotnosť výrobku, ale za to sa cena jeho ceny mierne znižuje. Je pravda, že náklady do značnej miery závisia od výrobcu..
Okrem toho je potrebné poznamenať, že vykurovacie potrubie vystužené sklenými vláknami nasýti chladiacu kvapalinu kyslíkom, v dôsledku čoho kotly hrdzavejú. Podľa mnohých odborníkov je však tento problém pritiahnutejší ako skutočný, pretože neexistujú žiadne konkrétne údaje..
Inštalačné funkcie
Spájkovanie vystužených polypropylénových rúrok sa vykonáva podľa rovnakého princípu ako pre konvenčné polypropylénové výrobky:
- V prvom rade sú výrobky narezané na veľkosť podľa schémy budúceho potrubia;
- Potom sa tvarovky a rúry zahrievajú špeciálnou spájkovačkou, až kým nezmäknú;
- Vyhrievané prvky sa spoja a držia v tejto polohe, kým materiály nestuhnú, čo má za následok spoľahlivé spojenie.
Existuje však rozdiel – pokyny na inštaláciu rúr vystužených hliníkom obsahujú ďalší technologický postup. Pred zahriatím výrobku spájkovačkou je potrebné ho vyčistiť, t.j. odstráňte hliníkovú vrstvu.
Ak je hliníková vrstva na vonkajšej strane, operácia sa vykonáva nasledovne:
- Rúra musí byť vložená do špeciálneho jednoduchého puzdra s nožmi
- Ďalej musíte nástroj niekoľkokrát otočiť vlastnými rukami..
- Potom sa spájkovanie vykoná podľa štandardnej schémy..
Poznámka! Polypropylénové rúry vystužené hliníkom na vykurovanie musia obsahovať pevnú fóliu. Na dodávku teplej vody je možné použiť perforovanú výstuž.
Pri rúrach s výstužou umiestnenou vo vnútri sa používa o niečo zložitejší nástroj – obkladový nástroj. Princíp jeho činnosti spočíva v tom, že vyberá vnútornú vrstvu z konca potrubia, čím zaisťuje spoľahlivý spoj prvkov potrubia.
Táto operácia zabraňuje:
- Delaminácia potrubia;
- Zničenie hliníka v dôsledku elektrochemických procesov, ku ktorým dochádza vtedy, keď existuje potenciálny rozdiel v kovoch.
Pokiaľ ide o spájkovanie výrobkov vystužených sklenenými vláknami, tento postup sa nelíši od spájkovania jednovrstvového polypropylénu..
Rada! Polypropylénové rúry vystužené sklolaminátom podľa spoja – majú tri vrstvy približne rovnakej hrúbky.
To sú všetky vlastnosti, s ktorými sa musíte zoznámiť pred spájkovaním vystužených polypropylénových rúrok..
Čas zahrievania, čas chladenia
Téma „Ako zvárať polypropylénové rúry“ nekončí, pretože najjednoduchšia (na prvý pohľad) prevádzka má veľké množstvo „nástrah“. Ak sa nesústredíte na čísla, úplná polymerizácia priľahlých prvkov nebude fungovať. Z tohto dôvodu musí mať každý majster pri sebe nasledujúcu tabuľku:
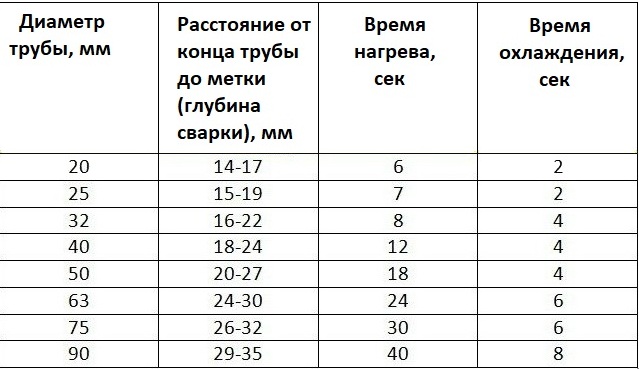
Nedostatočné vykurovanie neumožní poskytnúť najspoľahlivejšie pripojenie. Príslovie „je lepšie to preháňať, ako si to nechať ujsť“ v tomto prípade tiež nefunguje: dlhé zahrievanie skončí tým, že polymér jednoducho tečie. Časti sa nevyhnutne zdeformujú. Najzávažnejším dôsledkom bude zníženie vnútorného priemeru v týchto častiach prívodu vody. Dôvodom sú výčnelky na zvaroch.
Chyby pri práci s polypropylénovými rúrkami
Skúsenosti prichádzajú pre každého začínajúceho majstra s chybami. Je tiež ťažké vyhnúť sa im pri práci s polypropylénovými výrobkami. Je lepšie sa zoznámiť s najčastejšími z nich ešte predtým, ako prejdete na praktické cvičenia..
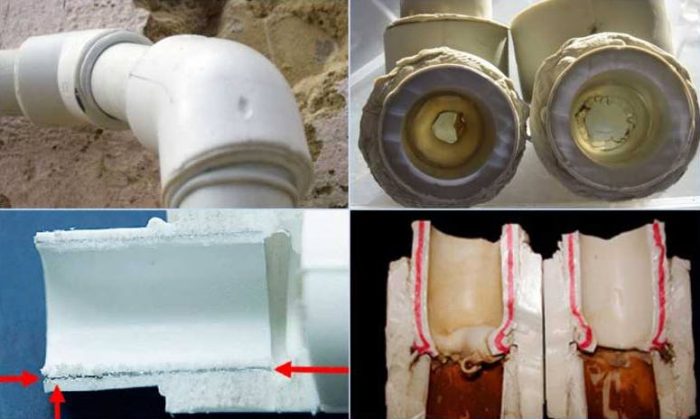
- Nedostatočné kvalitné odmasťovanie. Nemôže zaručiť 100% výsledok. Mastný film je dôvodom, prečo sa v takýchto oblastiach čiastočne vyskytuje difúzne zváranie. Ak sú veľké, potom sa to vôbec nemusí stať..
- Neúplné čistenie potrubia z výstužnej fóliovej vrstvy. V tomto prípade sa aj malá oblasť, kde zostáva cudzí materiál, stáva slabým článkom. Vysokokvalitné spájkovanie je nemožné a následkom nepozornosti bude nehoda – únik vodovodného potrubia.
- Nesprávne zahriatie prvkov na zariadení. V tejto fáze je potrebná ideálne rovnomerná poloha detailov. Aj najmenší výtlak môže ovplyvniť spoľahlivosť a výkon akéhokoľvek systému..
- Nepresné zladenie prvkov. Po pripojení je ideálne, aby nedochádzalo k nelineárnym posunom. Aj najmenšie otočenie okolo osi negatívne ovplyvní kvalitu švu. Nebude to dostatočne silné.
- Oprava zarovnania po vložení do doku. Jeho trvanie je 1-2 sekundy. Dlhší čas už ovplyvní spoľahlivosť pripojenia. Nesúlad v malých oblastiach nebude viditeľný, ale na dlhom rade bude znateľný.
- Netesné potrubie zapadajúce do tvarovky je ďalšou potenciálnou (a bežnou) chybou. Jeho koniec musí ísť až k značkovacej čiare alebo k samotnému ráfiku, ktorý je prítomný na niektorých plastových výrobkoch.

Ďalším potenciálnym problémom je klesanie v dlhých úsekoch (4-5 m). Polypropylénové rúry sa vyznačujú lineárnou expanziou pod vplyvom vysokých teplôt alebo so zvyšujúcim sa tlakom. Aby sa tomuto javu zabránilo, používajú sa kompenzátory. Môžete si ich kúpiť v obchode alebo si ich vytvoriť sami. Najjednoduchším domácim zariadením je slučka vyrobená z plastového potrubia.
Ak máte pochybnosti o kvalite švu, je lepšie podozrivú oblasť vystrihnúť a potom ju znova urobiť. Včasné odstránenie chýb (počas inštalácie) zabráni výmene spoja v pracovnom systéme.
Bežné chyby
V procese zvárania rúr PPR je potrebné vziať do úvahy niekoľko dôležitých nuancií. Zanedbanie týchto vlastností negatívne ovplyvňuje kvalitu pripojení a výrazne znižuje životnosť hotového systému..
Nesprávne časové oneskorenie zvárania
Spájkovanie rúr PPR predpokladá prísne dodržiavanie technológie. Príliš dlhé zahrievanie spôsobuje zúženie otvoru, čo môže mať za následok nedostatočný odvod tepla z chladiča a nadmerný tlak vo vnútri systému..
|
Priemer potrubia (mm.)
|
Čas zvárania (s)
|
Doba ohrevu (s)
|
|
dvadsať
|
4
|
5
|
|
25
|
4
|
7
|
|
32
|
4
|
osem
|
|
40
|
6
|
12
|
|
50
|
6
|
osemnásť
|
|
63
|
6
|
24
|
|
75
|
osem
|
tridsať
|
|
90
|
osem
|
40
|
|
110
|
desať
|
50
|
Lisovanie príliš hlboko do tvarovky
Nadmerné ponorenie potrubia prispieva ku kritickému zníženiu vnútorného priemeru potrubného systému. Aby bolo pripojenie správne, je potrebné na potrubí pred zahrievaním zariadením urobiť značku, v súlade s ktorou sa spojenie vykonáva.
Znečistenie spojovacích prvkov
Voda a kontaminácia na povrchu rúrok a tvaroviek neumožňujú zaistiť úplnú tesnosť zmontovanej konštrukcie. Predtým, ako začnete spájkovať, budete musieť odstrániť všetku vlhkosť a nahromadený prach..
Sústruženie rúrok v tvarovkách
Po dokončení zvárania je úplne nemožné otáčať súčiastkami alebo ich vypnúť. Výsledkom takejto akcie môže byť výskyt netesností počas prevádzky potrubia..
Nesprávny výber zariadenia
Nástroj na zváranie polypropylénových rúr prvkov musí striktne zodpovedať technickým vlastnostiam rúr. Okrem spájkovacieho zariadenia a špeciálnych nožníc si musíte kúpiť aj značkovač, úroveň, stavebnú pásku a zastrihávač.








DIY zváranie polypropylénových rúr: ako správne zvárať polypropylénové rúry
Zváranie polypropylénových rúrok: čo to je?
Najdôležitejšou vlastnosťou polypropylénu je zvýšená tuhosť, nemožnosť ohýbania. Vďaka tejto kvalite si získali obľubu. Z tohto dôvodu priemysel vyrába široký sortiment rovnakých tvaroviek pre systémy s rôznymi konfiguráciami. Ide o spojky, obtoky, adaptéry, T -kusy, rohy atď..
Hlavnou podmienkou úspechu operácie je zhoda parametrov (priemer, hrúbka steny) prvkov, ktoré sa majú spojiť. Tieto tvarovky sú spojené s rúrkami spájkovaním alebo zváraním. Oba prvky sa zahrievajú na teplotu topenia a v horúcom stave rýchlo zakotvia. Po 5-10 sekundách sa nechajú vychladnúť. V dôsledku jednoduchých akcií sa získa absolútne tesné spojenie..
Pri zváraní sa používa difúzia materiálu, v dôsledku ktorej dochádza k repolymerizácii – proces, pri ktorom sa obe časti menia na jeden celok, na monolit. Teplota zahrievania je ovplyvnená priemerom a hrúbkou stien spojených častí, ako aj materiálom, z ktorého je výstužná vrstva vyrobená. Aby bolo možné spájať polypropylén s kovom, vyrábajú sa kombinované tvarovky. Jeden z nich je kovový, so závitom, druhý je vyrobený z polyméru.
Všeobecné pojmy
Ak potrebujete návod na spájkovanie polypropylénových rúrok, budeme predpokladať, že ste už študovali všetky vlastnosti tohto materiálu, takže tento moment nebudeme podrobne popisovať.
Napriek tomu zvážime základné informácie o PP rúrach, aby sa nejaký moment procesu spájkovania pre vás nestal niečím neočakávaným..
Vlastnosť polypropylénu
Polypropylén je polymerizačný produkt 2 plynov – etylénu a propylénu. Miešajú sa v určitom pomere. V dôsledku toho je možné získať granule, z ktorých sú vyrobené rúrky. To sa vykonáva extrúznou metódou..
Vlastnosti materiálu sú uvedené v tabuľke:
Špecifikované vlastnosti sú vhodné pre zásobovanie studenou vodou. Výstuž zo sklenených vlákien alebo hliníka umožňuje získať výrobky, ktoré sú vhodné pre batérie a zásobovanie teplou vodou.
Tepelná odolnosť
Polypropylén začína mäknúť a mení svoj tvar, keď dosiahne 140 ° C. Výrobcovia však označujú svoje potrubia a tvarovky teplotným limitom iba 95 ° C. Ako už bolo spomenuté v mnohých článkoch, je nežiaduce používať polypropylénové rúry na vykurovaciu sieť..
Ak sa vaše bydlisko nachádza v oblastiach Ďalekého severu a v zime často pozorujete únik pary z vodovodného kohútika, potom je najlepšie použiť namiesto PP rúr medené alebo pozinkované rúry..
Tepelné predĺženie
V procese zahrievania polypropylén výrazne zvyšuje svoje lineárne rozmery. Rúry v systéme vyrobenom z takého materiálu sa začínajú prepadávať vo vlnách vo veľkých rovných častiach. Ak je medzi stropmi inštalovaná hrubá stúpačka vykurovania PP a je obmedzená hrubými spojovacími tvarovkami, potom môžu vznikajúce napätia spôsobiť veľké problémy..
V takýchto situáciách môže začínajúci remeselník mať komplikácie s spájkovaním polypropylénových rúrok..
Profesionálni majstri môžu použiť jedno z niekoľkých riešení:
Posilnenie
Spôsob spájkovania polypropylénových rúr bude závisieť od typu výstuže alebo od jej absencie:
Rúry, v ktorých je výstužná vrstva umiestnená medzi dvoma vrstvami polypropylénu, sa čistia lícovaným nástrojom. V takom nástroji je na boku konca umiestnený úzky nôž.
Je lepšie venovať pozornosť vystuženým rúrkam, ak plánujete navrhnúť vodovodný systém, cez ktorý bude dodávaná horúca voda. Ak používate potrubia PP pre systémy so studenou vodou, budete míňať iba viac peňazí, v tomto prípade jednoducho neexistuje žiadny prínos.
Technológia spájkovania
Nasleduje popis, ako správne a pri akej teplote spájkovať polypropylénové rúry:
Najjednoduchšie spájkovačky môžu spájkovať iba polypropylén – nezabezpečujú korekciu teploty. Univerzálne sú tiež schopné spájkovať nízkotaviteľný polyetylén, dokážu nastaviť teplotu od 260 do 280 ° C.
Na odizolovanie musí byť do nástroja vložená rúra s vonkajšou výstužou, ktorá sa musí niekoľkokrát otočiť, ak je výstužná vrstva vo vnútri, potom bude potrebné nástroj pritlačiť na koniec rúrky a otáčať s malým úsilím.
O procese spájkovania rúrok sa môžete jasne dozvedieť sledovaním videí, ktoré sú prítomné na internete.
Tu je niekoľko užitočných rád pre začiatočníkov, ktorí im proces spájkovania uľahčia:
Dúfame, že ste prišli na to, ako spájkovať PP rúrky a čo je na to potrebné. Úspešné rekonštrukčné práce!
Zváranie zásuvky
Metóda je jednoduchá. V tomto prípade sa na upevnenie rúrok rovnakého priemeru používa špeciálny prvok – spojka. Má o niečo menší priemer. Pri zváraní sa vonkajšia časť potrubia a vnútorný povrch spojky zahreje a roztaví.
Špecifickosť spájkovania polypropylénových rúr
Zváranie polymérnych výrobkov sa vykonáva pomocou technológie, ktorá je implementovaná využitím vlastností materiálu. Polypropylén je flexibilný. Táto vlastnosť PP produktov sa však získava pri zmene teploty. Jeho zvýšenie na určitú úroveň podporuje zmäkčenie materiálu..
Rýchlo dochádza aj k chladeniu vyhrievaného spoja potrubia. Z tohto dôvodu je doba spájkovania / spájkovania skrátená. Ak vykonáte akcie na pripojenie komunikácie pomaly, kvalita spoja sa zníži. V tomto prípade je ťažké zaistiť tesnosť švu..
Pripojenie zásuvky alebo zásuvky
Spájkovacie polypropylénové rúry a tvarovky
Upevnenie pre uzatváracie ventily
Tupé spájkovanie rúrok veľkého priemeru
Zváranie polypropylénových rúrok je možné kvôli vlastnostiam tohto materiálu. Teplota topenia – od + 149 ° С. Na spájkovanie polypropylénu sa používajú spájkovačky. Poskytujú ohrev PP produktov na úroveň + 320 ° С, doma sa však používa menej intenzívny režim prevádzky (do + 300 ° С).
Nekonajte na PP rúrky so zdrojom tepla zohriatým na kritické teploty. Tiež sa neodporúča pôsobiť na rúrku príliš dlho spájkovačkou. Za takýchto podmienok materiál stráca svoje vlastnosti, výrobky sa v dôsledku toho pokrčia..
Charakteristika a vybavenie spájkovačiek
Spájkovačka na propylénové rúry je svojou konštrukciou a princípom činnosti podobná bežnej žehličke, líši sa iba tvarom a účelom.
Hlavnými časťami sú termostat a výkonný vykurovací prvok, ako aj ergonomická rukoväť, stojan a vymeniteľné trysky pre rôzne priemery potrubí.
Pmoregulátor zaisťuje zachovanie určitej teploty, pretože prehriaty alebo podchladený polypropylén neposkytuje počas spájkovania vysokokvalitné spojenie. Ďalším účelom termostatu je ochrana vykurovacieho telesa pred prehriatím. Podľa svojej konštrukcie môže byť vykurovací prvok dvoch typov – okrúhly (na ňom sú navlečené dýzy) a plochý vo forme železnej podrážky s otvormi na pripevnenie dýz. Druhá možnosť je obľúbenejšia.
V súprave sú zahrnuté dýzy pre rôzne priemery rúrok a ich počet sa môže líšiť pre rôzne sady, tu je už na vás, aby ste si vybrali. V prípade potreby je možné ich zakúpiť samostatne. Nástavce majú špeciálny povlak, ktorý zabraňuje prilepeniu PP. Niektoré súpravy obsahujú aj špeciálne nožnice na rezanie propylénových rúrok. Toto je potrebný nástroj na inštaláciu, takže ak ich vaša súprava neobsahuje, musíte si ich určite kúpiť. Spájkovačka sa spravidla predáva vo vhodnom kovovom kufríku na prepravu a skladovanie všetkých jej častí..
Zariadenie a princíp činnosti nástroja na zváranie polypropylénu
Dnes sa mnoho domácich a zahraničných spoločností zaoberá výrobou zariadení na spájanie plastových rúrok, ktoré sa snažia byť čo najpohodlnejšie a najefektívnejšie. Na to sú spájkovačky vybavené ďalšími funkciami, mení sa ich vzhľad, umiestnenie držadiel a spôsoby pripevnenia trysiek. Hlavné prvky a uzly však zostávajú rovnaké (obr. 1):
Podľa princípu činnosti zariadenie na zváranie polypropylénových rúrok pripomína obyčajnú žehličku. Po prvé, vykurovacie teleso ohrieva kachle. Vydáva svoje teplo do dýz, ktoré ohrievajú plast na určitú teplotu, čím sa dosiahne požadovaná viskozita. Celý proces je monitorovaný termostatom, pomocou ktorého sa teplota ohrevu udržuje v stanovených medziach..
Spoľahlivosť polypropylénového spojenia priamo závisí od stability termostatu. Lacné spájkovačky sú spravidla vybavené nekvalitnými termostatmi. To vedie k tomu, že počas procesu zvárania sa plast prehrieva alebo sa nezahrieva. V dôsledku toho získate zlé spojenie. Preto by ste nemali šetriť na kúpe spájkovačky. Pri výbere nástroja na spájkovanie polypropylénu je potrebné uprednostniť zariadenie s plynulým ovládaním teploty a presnou kalibráciou..
Ako si vybrať žehličku na zváranie polypropylénových rúrok
Pri kúpe nástroja na spájkovanie polypropylénu by sa mala venovať osobitná pozornosť nasledujúcim charakteristikám:
Napájanie je hlavnou technickou charakteristikou spájkovačky, od ktorej závisí maximálny priemer spojených prvkov, ako aj čas ich zahrievania a podľa toho rýchlosť zvárania. Malo by sa však pamätať na to, že pri nákupe nástroja nepotrebujete honiť sa za energiou, pretože s jeho nárastom sa zvyšuje aj cena zariadenia..
Pri výbere zariadenia na spájkovanie polypropylénových rúrok z hľadiska výkonu je potrebné vynásobiť priemer spojených prvkov 10.
V dôsledku toho získate hodnotu minimálneho výkonu nástroja. Napríklad, ak pri navrhovaní vykurovacieho systému potrebujete pripojiť potrubia s prierezom 40 mm, potom v tomto prípade musíte kúpiť spájkovačku s výkonom najmenej 0,4 kW. Na opravu vo vašom byte alebo súkromnom dome bude stačiť železný výkon 0,7 kW. Ak plánujete používať spájkovačku na profesionálne účely, keď priemer potrubia môže dosiahnuť 100 mm, odporúča sa kúpiť zariadenie s výkonom až 2 kW..
Sada trysiek. Vysokokvalitné trysky na spájkovanie polypropylénových rúrok musia spĺňať nasledujúce podmienky:
Takmer všetky moderné zariadenia na zváranie rúrok majú schopnosť používať súčasne niekoľko dýz rôznych priemerov. To vám umožní výrazne skrátiť dobu inštalácie, pretože na výmenu nie je potrebné čakať, kým sa dýza nevychladne.
Štrukturálne sa všetky dýzy skladajú z 2 častí: pre vonkajšie (puzdro) a vnútorné (tŕňové) ohrievanie polypropylénu (obr. 2). Ako materiál na výrobu môže byť použitá akákoľvek zliatina, ktorá spĺňa všetky vyššie uvedené požiadavky. Na výrobu príloh na zvýšenie ich pevnosti a trvanlivosti sa používajú rôzne povlaky. Najčastejšie ide o teflón, ktorý má tiež nepriľnavú vlastnosť, takže sa zahriaty plast nelepí na prílohy..
Sada na zváranie polypropylénových rúrok môže mať nasledujúcu konfiguráciu:
Výrobca spoločnosti. Na trhu inštalatérskych zariadení existujú spájkovačky na spájkovanie polypropylénových rúrok od rôznych výrobcov. Medzi nimi prvé miesto z hľadiska kvality zostavenia a jednoduchosti použitia zaujímajú české a nemecké nástroje. Treba poznamenať, že je to dosť drahé, preto sa odporúča kúpiť ho len na profesionálnu prácu..
Turecké a domáce modely spájkovačiek sú lacnejšie ako ich nemecké a české náprotivky, ale ich technické vlastnosti sú o niečo horšie. Na súkromné účely je takéto zariadenie najvhodnejšie. Čínske spájkovačky sú najdostupnejšie, ale nízke náklady sa často premietajú do krátkej životnosti..
Ak potrebujete spájkovačku na jednu opravu, potom sú čínske modely najlepšou voľbou..
Ako si vybrať súpravu na spájkovanie polypropylénových rúrok?
Výber nástroja je jednou z hlavných fáz profesionálnych alebo domácich prác. Na technické účely, inštalácia vodovodných systémov na letnej chate, stačí kúpiť jednoduchú žehličku na spájkovanie polypropylénových rúrok. Je lepšie uprednostniť nie čínske možnosti, ale osvedčené európske a japonské značky elektrického náradia.
Pred kúpou nástroja na spájkovanie polypropylénových rúr sa uistite, že je takýto nákup vhodný. Objednať si služby u špecialistov a získať záruku vysokokvalitného pripojenia môže byť lacnejšie a pohodlnejšie.
Druhy propylénových rúr
Predtým, ako prejdeme k otázke, ako zvárať polypropylénové rúry, musíte tieto výrobky lepšie spoznať. Dodávajú sa v štyroch farbách: na predaj sú k dispozícii biele, zelené, sivé a čierne výrobky. Posledná odroda sa vyznačuje maximálnou odolnosťou voči ultrafialovému svetlu, pretože sa používa na vytvorenie zavlažovacieho systému. Ostatné materiály majú podobné vlastnosti: používajú sa na kladenie komunikácií vo vnútri alebo mimo domu..
Za vodoinštaláciu
Rúry označené PN 10 sú vhodné na prívod studenej vody. Môžu byť použité na stavbu systémov podlahového vykurovania s vykurovaním až do 45 stupňov. Tieto výrobky sa vyznačujú tenkými stenami. Modely s označením PN 25 sú vhodné pre zásobovanie teplou vodou.
Na vykurovanie
Modely s označením PN 16 sa používajú pre vykurovacie vedenia s nízkym tlakom. Výrobky PN 20 sú považované za univerzálne. Umožňujú prívod vody s teplotou najviac 85 stupňov. Výrobky s označením PN 25 je možné použiť aj vo vykurovacích systémoch..
Účel
Ak hovoríme o ich klasifikácii podľa účelu, potom všetky polypropylénové rúry možno rozdeliť do troch typov:
Polypropylénové rúry na dodávku studenej a teplej vody sa líšia charakteristikami z hľadiska stupňa spoľahlivosti.
Značenie
PN je skratka označujúca pracovný (maximálny) tlak, s ktorým môžu plastové rúrky pracovať 50 rokov pri teplote 20 °. Existujú 4 druhy takýchto výrobkov.
Druhý typ je ideálnym kandidátom: pre vykurovacie systémy aj pre TÚV.
Polypropylénové rúry sa vyrábajú v rôznych priemeroch (20 – 110 mm), pre súkromné domy a byty sa však spravidla kupujú výrobky s rozmermi 20, 25 mm, menej často – 32 mm. Toto je vnútorný priemer, zatiaľ čo hrúbka ich stien môže byť veľmi odlišná..
Zariadenie na zváranie polypropylénu
Akékoľvek opravy vyžadujú špeciálne vybavenie a sadu vhodných nástrojov. Zváranie polypropylénu nie je výnimkou.
Hlavná postava „osoba“
Táto operácia vyžaduje špeciálne nástroje. Niektorí ich nazývajú spájkovačky, iní ako zváracie stroje. Jedná sa o kovovú plošinu, vo vnútri je elektrická špirála, ktorá ohrieva povrch. Vzhľadom na podobnosť so známym domácim spotrebičom dostalo toto zariadenie iné meno – žehličku. Súprava spájkovačky obsahuje trysky štandardných veľkostí (20, 25, 40).
Existuje niekoľko takýchto prevedení, ale existujú dva hlavné modely. Jeden z nich má plochú platformu podobnú podrážke žehličky. Ďalším zariadením je valcový ohrievač. Oba typy zariadení sú účinné. Voľba zariadenia závisí od toho, s ktorým bude (zdá sa) pre konkrétneho majstra pohodlnejšie pracovať. Pretože cenu takejto spájkovačky možno len ťažko nazvať demokratickou, ale z času na čas je potrebná, je lepšie si ju prenajať na niekoľko dní..
Na spojenie dvoch prvkov sa povrchy spojov zahrejú na teplotu vhodnú na tavenie polypropylénu (260 °). Na rovnomerné a súčasné zahrievanie dielov sa používajú dve dýzy potiahnuté teflónom, ktoré sú inštalované na kovovej plošine:
Oba prvky, ktoré sa majú pripojiť, sa súčasne nasadia na nainštalované dýzy, potom vydržia určitý časový úsek a sú spojené. Toto je odpoveď na otázku, ako zvárať polypropylénové rúry. Ale každá práca má svoje vlastné nuansy. Optimálnym riešením je napríklad nákup všetkých výrobkov od jedného výrobcu, pretože propylén od rôznych spoločností má odlišné zloženie. Rozdiel je malý, ale pri zváraní to určite ovplyvní kvalitu švu..
Ostatné nástroje pre potrubia
Na efektívne rezanie rúrok je lepšie nájsť alebo kúpiť ideálne a najpohodlnejšie zariadenie – rezačku rúrok, akumulátorovú alebo valcovú. Tento nástroj je zárukou hladkého, rovnomerného rezu. Ak však nie je na farme a míňanie peňazí nevyzerá ako lákavá perspektíva, môže byť nahradený nožnicami na strihanie plastových rúrok..
Horšie možnosti – skladačka, píla na kov alebo takmer nenahraditeľná brúska (s kotúčom 1 mm). Veľkou nevýhodou použitia akejkoľvek alternatívy je strih s “krásnym” okrajom. Je celkom ľahké sa ho zbaviť: môžete to urobiť brúsnym papierom alebo tenkým nožom..
Ak ste si kúpili polypropylénové rúry vystužené fóliou zvonku, budete potrebovať ďalší nástroj – holiaci strojček. Alebo vyžínač, je určený na odstránenie vnútornej výstužnej vrstvy. Na prípravu zvárania budete potrebovať aj ceruzku alebo fixku, zvinovací meter a štvorec..
Rúry a montážne príslušenstvo
Jednou z nesporných výhod polymérnych rúr je jednoduchá montáž..
Inštaláciu prvkov je možné vykonať takmer kdekoľvek: môžu byť položené otvoreným spôsobom na steny alebo skryté pod podlahou..
Ak je zváranie polypropylénových vodovodných potrubí vykonané správne, potom bude zostavený systém pravidelne slúžiť bez opravy viac ako tucet rokov.
Polymérové rúry sú k dispozícii v priemeroch od 20 do 110 mm. Na použitie v domácnosti sa najčastejšie používajú výrobky s veľkosťou 20/25/32/40 mm. Oblasť použitia určuje indikátor nominálneho tlaku materiálu.
Na označení je označený písmenami „PN“:
V predaji nájdete polymérové výrobky vybavené dodatočnou výstužou.
Vystužené výrobky sa používajú na pokládku na dlhé úseky v podmienkach, kde je potrebné znížiť lineárnu rozťažnosť, ku ktorej dochádza pri kolísaní teploty
Hlavnou črtou polymérnych rúrok je nemožnosť ich ohýbania.
Preto sa všetky zmeny v trajektórii položenej čiary vykonávajú iba z priamych úsekov prepojených pomocnými hardvérovými prvkami:
Kovanie môže byť vybavené taveným kovovým závitom, ktorý umožňuje pripojenie polymérneho potrubia k kovovým prvkom.
Aby boli švy čo najsilnejšie a najpevnejšie, je dôležité zabezpečiť, aby sa priemery prvkov, ktoré sa majú spojiť, presne zhodovali.
Pri výbere pomocných prvkov by sa mali brať do úvahy dva parametre: vnútorná časť výrobkov a hrúbka ich stien. Tieto parametre musia zodpovedať technickým vlastnostiam použitých polypropylénových rúrok..
Ako správne spájkovať polypropylénové rúry – teória a prax
Tento článok bude venovaný teplote, pri ktorej je možné spájkovať polypropylénové rúry, aký nástroj je na to potrebný, a tiež hovorí o mnohých nuansách a jemnostiach tohto procesu. Kvôli prehľadnosti sa o tom navyše môžete dozvedieť z videa.
Spájkovanie polypropylénových rúrok vlastnými rukami: technológia, pokyny
Zváranie polypropylénových rúrok poskytuje najrýchlejšie a najspoľahlivejšie spojenie v porovnaní s inými druhmi plastových rúrok. Proces pripojenia je rovnaký pre všetky PP rúrky, okrem vystužených, ktoré majú počas inštalácie svoje vlastné charakteristiky. Jednoduchosť a dostupnosť tohto druhu práce vám umožňuje vykonávať ju sami doma, za predpokladu správnej zváracej technológie a s príslušnými nástrojmi..
Pri inštalácii polypropylénových rúrok môžete použiť jeden z troch hlavných typov spojení:
Pozrime sa podrobnejšie na všetky tri typy potrubí PP: ich vlastnosti, hlavné výhody a nevýhody.
Príprava rúr na zváranie
Ako spájkovať polypropylénové rúry na vykurovanie vlastnými rukami spájkovačkou? Po prvé, hrany je potrebné odrezať špeciálnymi nožnicami. To sa robí v pravom uhle. Potom musí byť miesto rezu brúsené a odmastené. Na tento účel by ste mali použiť mydlový roztok..
Dôležité! Rúry neupravujte rozpúšťadlami, vodkou, benzínom, acetónom. Agresívne formulácie poškodzujú povrch polypropylénu.
Odmasťujte oblasť zvárania
Na dosiahnutie dobrého a kvalitného spojenia je potrebné oblasť zvaru najskôr odmastiť. Vezmite vatový tampón a zalejte trochou alkoholu. Potom spracujte vnútro tvarovky. Je tiež potrebné urobiť s koncom potrubia..
Nezabudnite odstrániť všetky abrazívne častice. Aj prach môže negatívne ovplyvniť kvalitu spoja zváraním polypropylénových štruktúr. Preto je v pokynoch tejto otázke venovaná taká pozornosť..
Pozor! Prach a abrazíva poškodzujú teflónový povlak zváračky.
S alkoholom je potrebné zaobchádzať nielen s časťami, ale aj s tryskami. Toto opatrenie pomôže vyhnúť sa lepeniu plastov. To tiež znižuje riziko poškodenia teflónového povlaku. Stáva sa to dosť často, keď sú zvyšky sušeného polypropylénu mechanicky odstránené z pracovného povrchu..
Ako prebieha inštalácia
Inštalácia sa vykonáva, keď sú namontované prvky s armatúrami. Rovnako treba nastaviť zákruty. Tieto sú najlepšie zvárané oddelene, aby nedošlo k porušeniu pokynov..
Nezabudnite, že podľa všeobecných stavebných pokynov sa musíte starať o prechody medzi stenami. Musíte tiež vytvoriť pripojenie k vstupom. Potom sa môže zváranie vykonávať podľa hmotnosti..
Rúrkové výrobky sú pripevnené k stenám pomocou svoriek. Poskytujú spoľahlivé upevnenie a môžu trvať viac ako tucet rokov. Samotná polypropylénová konštrukcia do nich jednoducho vkĺzne.
Pozor! Ak máte súkromný dom, plastové konštrukcie sa nedodávajú priamo do kotla. Vyžaduje si to špeciálnu montáž..
Hlavnou časťou armatúry, ktorá spája polypropylénovú konštrukciu s kotlom, je kovová časť, ktorej dĺžka je asi pol metra. Je to ona, ktorá sa pripája priamo k ohrievaču..
Výhodou polypropylénových štruktúr je, že sa dajú ľahko položiť do stien, čo v žiadnom prípade neporušuje návod na obsluhu obytnej budovy. Pred začatím používania potrubia je však potrebné vykonať test tesnosti..
Nástroje a materiály
Na prácu je potrebné pripraviť:
Na odmasťovanie povrchov vykurovacích dýz (acetón, alkohol atď.) Budete potrebovať okrem PP rúrok a spojovacích tvaroviek aj bavlnené handry a tekutinu..
Zastrihávač
Vyžaduje sa na skosenie a odstránenie vnútornej fólie vo vystužených viacvrstvových rúrach. Pod vplyvom vysokých teplôt a tlaku môže dôjsť k plastovej delaminácii, pre ktorú sa fólia odstráni. Ďalším účelom zastrihávača je odstránenie otrepov vytvorených počas procesu rezania..
Potreba spracovania
Polypropylénové rúry vyžadujú pred spájkovaním odstránenie vrstvy oxidu. Vystužené plastové rúrky sú spojené najskôr očistením hliníkovej vrstvy v mieste spájkovania. Výrobky z medi a nehrdzavejúcej ocele je potrebné pri rezaní odhrotovať. Aj tie najmenšie kovové častice zachytené vo vnútri potrubia môžu spôsobiť veľké škody. Toto sa berie obzvlášť vážne pri inštalácii klimatizácií..
Aplikovaná technológia na spájkovanie
Technológia používaná v praxi na tvrdé spájkovanie polypropylénových rúr zahŕňa dve hlavné metódy: tupo a hrdlo. Vynára sa otázka: ak je zváranie polypropylénových rúr, ktoré je lepšie? Prvá metóda sa používa vo výrobe a neodporúča sa na zváranie doma. Za najlepšiu a najjednoduchšiu metódu sa považuje zváranie zásuviek. S ním je potrubný výrobok vložený do tvaroviek, čo zaisťuje tesné spojenie častí. Proces prebieha v niekoľkých fázach a zahŕňa:
Existujú možnosti, ako pripojiť polypropylénové rúry bez spájkovania. Ide o takzvanú studenú metódu. Implementuje sa pomocou kompresných tvaroviek. Za týmto účelom sa rúrka odreže, kalibruje, upínacia objímka sa nainštaluje na okraj rúrky a tvarovka sa vloží do výrobku. Na konci je potrebné spojku na výrobku pevne zafixovať kľúčom. Spoľahlivou možnosťou zostáva vo väčšine prípadov metóda spájkovania..
Nakreslite schému zapojenia
Vo fáze kladenia potrubí a pripojenia vodovodných zariadení musíte mať po ruke projekt vykurovania a zásobovania vodou. Ak schéma zapojenia ešte nebola vypracovaná a priemery vedení neboli určené, odporúčame vám najskôr si prečítať návod na výber vykurovacieho systému pre súkromný dom.
Pred nákupom a zváraním polypropylénových prvkov preneste schému do skutočných podmienok:
Dôležitá nuansa. Lapače bahna by mali byť umiestnené v správnej polohe – horizontálne, „nosom“ nadol. Na inštaláciu vodných filtrov vyberte vhodné rovné sekcie.
Po nakreslení projekcií na steny je ľahké vypočítať, koľko polypropylénových rúrok je potrebných, stačí zmerať dĺžku čiar zvinovacím metrom. Nezabudnite na plastové spony potrubia.
Pri nákupe armatúr a potrubí vezmite na vedomie niekoľko odporúčaní:
Kompenzačné slučky sú inštalované na dlhých linkách alebo stúpačkách upevnených pevnými podperami (napríklad prepojka medzi 2 kovovými rúrami susedných bytov). Bez kompenzácie predĺženia PPR sa potrubie v oboch prípadoch ohne šabľou kvôli zahrievaniu.
Užitočné rady. Ak plánujete začať so zváraním polypropylénu po prvýkrát, kúpte si ďalšie 2-3 metre potrubia a niekoľko náhradných spojok. Rovné konektory uľahčujú kontrolu kvality spojov, preto precvičte a spájkujte niekoľko spojov.
Výpočet materiálu a komponentov
Na uľahčenie práce a minimalizáciu chýb pri inštalácii je prvým krokom nakreslenie schémy budúceho systému s uvedením počtu závitov a vetiev. Pri výpočte počtu rúrok na každú dĺžku segmentu pridajte 25-40 mm, vynaložených na „penetráciu“.
Cena polymérnych výrobkov a tvaroviek potrebných na ich inštaláciu je nízka, a preto v prípade chybných spájkovaných párov, ktoré často vznikajú na začiatku práce, má zmysel urobiť malú zásobu
Ak ste ešte nemuseli zvárať polypropylénové rúry, skúsení odborníci odporúčajú nákup niekoľkých kusov rúr na predbežné školenie. Takéto náklady a ceny vyjdú lacno a umožnia vám vyhnúť sa hrubým chybám pri inštalácii systému..
Charakteristikou polypropylénových rúrok je zvýšenie koeficientu lineárnej rozťažnosti vplyvom vysokých teplôt..
V dôsledku toho: pri zahrievaní alebo zvyšovaní tlaku vo vnútri systému sa potrubia predlžujú a časom začnú klesať. Aby sa zabránilo tomuto javu, pri kladení úsekov dlhších ako 4-5 metrov bude tiež potrebné použiť dilatačné škáry..
Kompenzátory sú spojovacie prvky v tvare „P“, navonok pripomínajúce zabalené pánty, ktoré zaisťujú spoľahlivosť systému počas jeho prevádzky.
Kompenzátory sú inštalované na horizontálnych aj vertikálnych častiach a sú namontované medzi dve pevné podpery. V prípade potreby si môžete kúpiť aj dilatačné škáry špeciálnej úpravy, ktoré môžu eliminovať lineárnu expanziu v rohových ohyboch potrubia..
Zistíme, ako správne zvárať polypropylénové rúry tak, aby v spojoch nedochádzalo k netesnostiam.
Spájkujeme prvý spoj
Technológia zvárania polypropylénu vyzerá celkom jednoducho – koniec potrubia a tvarovka sa súčasne zahrieva spájkovačkou a potom sa spoja ručne. Tu je háčik – pri najmenšej odchýlke od technologických požiadaviek sa spojenie stáva nespoľahlivým..
Dôležitý bod. Vylepšenie alebo oprava neúspešného spoja je nemožná – chybný úsek sa vyreže, spojenie sa obnoví použitím nových tvaroviek a predĺžením potrubia (ak je to potrebné). Začiatočníci by preto mali pred zodpovedným spájkovaním nacvičiť..
Ako správne spájkovať rúrky podľa pokynov výrobcov polypropylénu:
Poznámka. Výrobcovia polypropylénu dôrazne neodporúčajú otáčať prvky okolo vlastnej osi počas vkladania / vyberania / dokovania. Kovanie a tryska sú vytiahnuté zo spájkovačky a spojené iba priamym pohybom.
Ako je z tabuľky zrejmé, hĺbka ponorenia a doba držania častí na zariadení závisia od priemeru potrubia. Ak je uvedený čas prekročený, polypropylénová tavenina pokryje časť prietokovej oblasti. V prípade prehriatia kĺb prejde tlakovým testom, ale po 1 až 2 rokoch začne unikať.
Zváračské práce sa odporúčajú vykonávať pri teplote okolia nie nižšej ako +5 ° С. Ak musíte variť polypropylén za studena alebo v tridsaťstupňových horúčavách, doba ohrevu by sa mala upraviť o 50% v jednom alebo druhom smere – odporúčanie výrobcu. V praxi je lepšie vykonať niekoľko testovacích spojov a empiricky určiť čas uzávierky..
Proces rezania
Na rezanie rúrok sa používa špeciálny nástroj. Obvykle ide o pílu alebo nožnice. Keď sú polypropylénové rúry vystužené kovom, na čistenie koncov sa použije skosenie. Použitie píly na kov v takýchto prípadoch je nežiaduce. Môže to ohroziť integritu materiálu potrubia. Ak nepoužívate úkosovač na vystužené rúry a nečistíte koniec, neskôr bude celé spojenie uvoľnené a netesné.
Položenie sekcií na stôl
Najkvalitnejšie spájkovanie rúrok vychádza v pohodlných podmienkach, keď je zvárací stroj upevnený na stole. Z toho vyplýva záver: musíte rozdeliť rozvodnú sieť vykurovania / vody na sekcie, ktoré je možné vyrobiť samostatne, a potom ich spolu spojiť na mieste..
Pokúste sa vykonať maximálnu zváraciu prácu na stole a vytvorte hotové sekcie
Ako označiť a zvárať sekcie polypropylénových rúrok:
Zvárame oblasti v nepohodlných podmienkach
Montáž na mieste začína upevnením zváraných častí v sponách inštalovaných pozdĺž koľaje na stenu. Prvá časť musí byť pevne pripevnená tak, aby rúrka nekĺzala dovnútra západiek alebo druhým koncom spočívala na stene. Potom vyberte spájkovačku zo stojana a zvarte spoj podľa hmotnosti.
Rada. Montážne práce sa najlepšie vykonávajú s asistentom, v prípade potreby udrží jednu rúru alebo vám vezme zvárací stroj, keď sú na rýchle pripojenie vyhrievaných častí potrebné obe ruky. Ak nie je nikto, kto by pomohol, musíte v prvej časti vytvoriť spoľahlivý oporný bod, aby sa prvky nepohybovali v klipoch.
Tu sa zváranie vykonáva bez zvláštnych ťažkostí – hrot spájkovačky sa ľahko nasadí na rúrky
Popíšeme niekoľko techník zvárania polypropylénu na ťažko dostupných miestach:
Poznámka. Posledná metóda je považovaná za dosť riskantnú – odstránená tryska sa rýchlo ochladí, musíte byť schopní presne odhadnúť čas expozície. Nie je priestor na chyby – keď spoj tečie, budete musieť prerobiť časť systému a odstrániť následky záplav.
Na konci montážnych prác vykonajte tlakovú skúšku – naplňte potrubnú sieť vodou, načerpajte maximálny pracovný tlak a nechajte ju 1 deň. Podrobnosti o inštalácii a overení nájdete v druhom video návode:
Parametre zvárania a časový rozvrh
Na zaistenie najlepšej kvality pripojenia je potrebné dodržiavať určité pravidlá. Hodnota parametrov uvedených v tabuľke závisí od priemeru výrobkov a teploty okolia..
Ako si vybrať správne zariadenie
V prvom rade venujte pozornosť typu rúr, s ktorými je schopný pracovať: PE, PVDF, PB, PP atď. Druhým dôležitým parametrom je priemer rúrok – môže to byť od 20 do 110 mm a viac.
Spájkovačky na zváranie rúr
Takéto zariadenia sú usporiadané celkom jednoducho. Hlavné uzly:
Sada obsahuje dýzy, ktoré sa líšia priemerom, ako aj rukavice, malý nástroj. Obsah balenia sa líši v závislosti od modelu zariadenia. Čím je širší, tým je cena vyššia.
Zvárači
Z konštruktívneho hľadiska je spájkovacie zariadenie trochu ako obyčajná elektrická žehlička. Základňu predstavuje masívny kovový ohrievač, ktorého povrch sú odnímateľné špeciálne trysky.
Zariadenia na zváranie tupých polypropylénových rúr majú zložitejšie prevedenie. Okrem vykurovacieho telesa majú aj systém zodpovedný za vystredenie prvkov, ktoré sa majú zvárať..
Klasifikácia zariadenia na zváranie plastových rúrok rozdeľuje zariadenia do nasledujúcich hlavných skupín:
Charakteristiky ďalšieho príslušenstva a jeho počet závisia od výrobcu a sú zamerané aj na konkrétne modelové vlastnosti zváracieho stroja.
Kritériá výberu zváracích strojov
Na stavebnom trhu nájdete zariadenia vyrobené v rôznych krajinách: Rusko, Čína, Turecko, Česká republika. Posledná z možností je drahšia, tieto zariadenia majú vysokú kvalitu zostavenia a spoľahlivosť. Zváracie stroje môžu mať chybu v meraní teploty. V dôsledku toho skutočný indikátor často nezodpovedá uvedenému.
Podľa tohto kritéria víťazí česká technológia, chyba takýchto spájkovačiek je minimálna. V každodennom živote by však začiatočníci mali používať ruské alebo čínske modely, pretože sú lacnejšie, aj keď sa líšia výraznou chybou, ktorá je u niektorých modelov 10 °.
Bežné chyby
Remeselníci často robia chyby pri zváraní polypropylénových rúr. Tie obsahujú:
Otáčanie výrobkov vedie k nekvalitnému spojeniu, ktoré je obzvlášť viditeľné po vychladnutí. Tlak a nadmerný tlak tiež znižujú kvalitu konštrukcie..
„Dôležité!
Zanedbanie ošetrenia tvaroviek a rúrkových materiálov odmasťovačom vedie k vzniku chýb a nedostatku celistvosti spojov výrobkov. “
Pri pokuse o zváranie dielov vyrobených z rôznych typov polypropylénu je porušená celá technológia. Jeden typ materiálu môže mať inú tesniacu teplotu od iného. Takéto chyby pri spájkovaní polypropylénových rúrok vedú k prepracovaniu práce vykonanej novým spôsobom..
Metódy spájkovania polypropylénových rúrok
Zváranie je považované za jeden z najspoľahlivejších spôsobov pripojenia častí polymérneho potrubia. Metóda je dobrá nielen pre tesnosť vytvorených spojov, ale aj pre relatívnu jednoduchosť postupu, vďaka ktorému je prístupný širokému spektru domácich remeselníkov. O tom, ako správne spájkovať polypropylénové rúry vlastnými rukami, si môžete prečítať v článku.
Pravidlá spájkovania DPS, aby ste sa vyhli chybám
Malo by sa pamätať na to, že tenkostenné rúry sa zahrievajú rýchlejšie. To znamená, že doba prevádzky spájkovačky sa zníži dvakrát. Ak študujete otázku, pri akej teplote spájkovať také rúrky, musíte si uvedomiť, že hodnota tohto parametra nezávisí od rozmerov výrobku. Tenkostenné komunikácie sú navzájom prepojené v rovnakom teplotnom režime ako hrubostenné.
Vplyv chýb na kvalitu zvárania
To sa stane, ak spájkovanie potrubí PP nie je správne!
Najbežnejšie porušenia procesu spájkovania:
Metódy spájania polypropylénových výrobkov
Za jeden z najspoľahlivejších spôsobov pripojenia častí polymérneho potrubia sa považuje ich zváranie.
Ak vezmeme do úvahy všetky existujúce metódy spájania rúr vyrobených z polypropylénu, existujú tri hlavné technológie:
Prvá metóda sa veľmi často nepoužíva. Relevantné v prípade, keď potrebujete pripojiť malý počet potrubných prvkov, navyše iba prívod studenej vody. Metóda spočíva v nanesení špeciálneho zmäkčujúceho materiálu na priliehajúce polymérové povrchy, po ktorom sú prvky spojené a držané po určitú dobu v stabilnej polohe. Výsledný spoj nemá nižšiu pevnosť ako metódy „horúceho“ zvárania a nie je potrebné žiadne špeciálne vybavenie. Zváranie za studena má však tieto nevýhody:
Spájkovacie rúrky z polypropylénu (PP) je možné vykonať pomocou špeciálnych termoelektrických tvaroviek. Spojovacie prvky sa dodávajú v rôznych konfiguráciách (rovnako ako bežné tvarovky) so zvláštnosťou, že v ich tele je namontovaná vykurovacia špirála spojená s kontaktmi vyvedenými von. Konce potrubných úsekov, ktoré sa majú spojiť, sú z oboch strán vložené do tvarovky. Keď je na svorky aplikovaný elektrický prúd s určitými parametrami (zdrojom je špeciálny zvárací stroj), vnútorný povrch spojovacieho prvku sa zahreje, roztaví sa, vrátane potrubí, ktoré sa majú pripojiť, vďaka čomu sú povrchy spájkované.
Tento spôsob spájkovania PP produktov používajú profesionáli pri kladení veľkých vetiev plynovodov a iných komunikácií, kde je obzvlášť dôležitá spoľahlivosť spojenia. Nie je vhodné používať termoelektrické armatúry na kladenie potrubných sietí pre domácnosť na rôzne účely, pretože zariadenie a samotné spojovacie prvky sú drahé. Tu stačí použiť nasledujúcu metódu, najbežnejšiu metódu spájkovania polypropylénových rúrok..
Difúzne zváranie polypropylénu
Difúzne zváranie je vhodné na pripojenie prvkov všetkých komunikácií v domácnosti
Spájkovanie polypropylénových rúrok týmto spôsobom je najľahší a najrýchlejší spôsob. Difúzne zváranie je vhodné na pripojenie prvkov všetkých komunikácií v domácnosti: vodovod, prívod teplej vody, vykurovací okruh. Podstata metódy spočíva v súčasnom tepelnom tavení priľahlých povrchov potrubia a tvarovky, po ktorom nasleduje ich spojenie. Medzi roztavenými polymérmi dochádza k vzájomnej difúzii látky, ktorá poskytuje silné, hermeticky uzavreté dokovanie.
Spájkovanie polypropylénových rúrkových výrobkov pomocou tejto metódy vyžaduje špeciálnu elektrickú spájkovačku so sadou spárovaných dýz pre zodpovedajúci priemer rúrky. Bez ohľadu na model spájkovačky na polypropylén sú zariadenia vybavené pripraveným termostatom a signálnymi žiarovkami, ktoré sú pripravené na prácu..
Metóda difúzneho spájkovania má množstvo výhod, vďaka ktorým sa používa hlavne pri inštalácii potrubných komunikácií pre domácnosť. Výhody týchto metód sú nasledujúce:
Niektorí domáci remeselníci tvrdia, že týmto spôsobom je ťažké a niekedy nemožné spájkovať na ťažko dostupných miestach, pričom túto vlastnosť difúzneho zvárania polypropylénu označuje za nevýhody. Skúsenosti a názorné príklady uvedené v zodpovedajúcich videách však dokazujú, že so správnym prístupom v takýchto situáciách prakticky neexistujú žiadne osobitné ťažkosti a nepríjemnosti. Ako príklad, nasledujúce video
Pri pohľade do budúcnosti sa vráťme k úvahe o tom, ako spájkovať PP rúry v štandardnej situácii..
Difúzne spájkovanie, popis postupu
Na pripojenie potrubí PP metódou difúzneho zvárania budete potrebovať sadu nástrojov
Na pripojenie potrubí PP difúznym zváraním budete potrebovať sadu nástrojov, ktorých zoznam vyzerá takto:
Z materiálov, okrem rúrok a ďalších prvkov, budete potrebovať čistú handru vyrobenú z prírodnej textílie a kvapalinu na odmasťovanie (acetón, benzín, alkohol).
Po príprave uvedených materiálov a nástrojov môžete začať spájkovať polypropylénové rúrky a dodržiavať nasledujúci postup.
Preto je potrebné plastové rúrky (PP) správne spájkovať difúznou metódou. Okrem všeobecného opisu postupu venujte pozornosť aj niektorým odporúčaniam, ktorých implementácia pomôže vyhnúť sa chybám pri zváraní polypropylénových výrobkov..
Metódy pripojenia potrubí s voľným prietokom
Inštalácia potrubí s voľným prietokom (kanalizačné systémy, odvodňovacie kanály atď.) Spravidla nevyžaduje zváranie. Najčastejšie používané:
Difúzne zváranie elektrickou spájkovačkou
Pri tomto spôsobe spájania potrubí sa používa množstvo prídavných tvaroviek a špeciálne elektrické vykurovacie zariadenie (spájkovačka).
Dodáva sa so sadou odnímateľných párovacích nástavcov. ktorých rozmery zodpovedajú vonkajším priemerom rúr a vnútorným priemerom spojovacích prvkov.
Prečítajte si o najobľúbenejšom priemere rúr a ďalších charakteristikách polypropylénových výrobkov tu.
Dvojica trysiek je pripevnená k tepelne vyhrievaciemu prvku elektrickej spájkovačky a pomocou nej sa zahrieva na teplotu 260 ° C. Pripojovacie časti sa na niekoľko sekúnd vložia do vyhrievaných trysiek. Z tohto dôvodu dochádza k zahrievaniu a čiastočnému taveniu povrchov polypropylénových prvkov v kontakte s dýzami..
Potom sa potrubie a prídavný prvok rýchlo vyberú z dýz a vložia sa do seba. V dôsledku toho dochádza k vzájomnému prieniku (difúzii) roztavených povrchov dielov..
Po vychladnutí vytvoria úplne monolitické spojenie..
Výhody tejto metódy:
Difúzne zváranie polypropylénových rúrok je najbežnejšie pre vlastnú montáž doma.
Ako pripraviť zariadenie: tipy na uľahčenie práce s spájkovačkou
V predaji sú rôzne druhy spájkovačov:
Spájkovačka na polypropylénové rúry “Železo”
Valcová spájkovačka
Kotúčová spájkovačka na zváranie polypropylénových rúrok
Ak si potrebujete vybrať spájkovačku, treba mať na pamäti, že v súprave nie je vždy zahrnuté všetko potrebné príslušenstvo. Možno bude potrebné dodatočne dokúpiť stojan na jednoduché použitie a príslušenstvo (príslušenstvo). Keď sú všetky nástroje a materiály pripravené, idú priamo do akcií – ohrievajú spájkovačku. Odporúčania:
Ako pripraviť rúrky na tvrdé spájkovanie
Polymérové výrobky musia byť rezané podľa predtým nakresleného náčrtu. Na prácu s nimi sa používa nástroj, ktorý poskytuje dokonale ploché a hladké koncové časti:
Nožnice na strihanie polypropylénových rúrok
Úkosovač
Holiaci strojček vám umožňuje pripraviť komunikáciu s výstužou – odstráni časť kovovej vrstvy. To poskytuje hlbšiu penetráciu častíc polyméru do štruktúry spojovacej rúrky. To sa robí pri práci s výrobkami PN25. Rúry PN20 nevyžadujú holiaci strojček.
Ďalším nástrojom je nástroj na skosenie. Odporúča sa použiť ho na uľahčenie inštalácie potrubia. Vďaka takémuto nástroju sú vyrobené skosenia, v dôsledku komunikácie je jednoduchšie vstúpiť do párovacieho produktu. Takéto zariadenia sa používajú striedavo. Bezprostredne pred spájkovaním na tvrdo sa musia koncové časti rúrok a tvaroviek (ak sa používajú) odmastiť. Použiť prostriedky:
Odporúčanie: Pred spájkovaním sa neodporúča používať agresívne kvapaliny: benzín, riedidlo, vodka, acetón – všetky majú deštruktívny účinok na polypropylén.
Práca s polypropylénom: zahrievanie a spájanie
Hlavné kroky:
Etapy spájkovania polypropylénových rúrok
Domáce spájkovačky sú určené na zváranie rúr s priemerom až 75 mm. V tabuľke sú uvedené všetky potrebné parametre pre prácu s nimi..
Ak podexponujete alebo preexponujete výrobok na horúcej podložke, materiál čiastočne stratí svoje vlastnosti. Kvalita švu sa zníži. Príliš veľa roztaveného polymérneho materiálu prispieva k tvorbe šmúh vo vnútri potrubia, čo negatívne ovplyvní jeho priepustnosť počas prevádzky.
Tip: Sondou teploty jadra môžete ovládať teplotu zrkadla palety..
V miestnosti s nižšou teplotou sa materiál ochladzuje oveľa rýchlejšie. Aby sa hodnota tohto parametra udržala na požadovanej úrovni, v posledných sekundách zahrievania potrubia by sa mala teplota zrkadla spájkovačky mierne zvýšiť. Výrobok však nemôžete zahriať na 270 ° C, pretože to povedie k zriedeniu materiálu v spoji počas zvárania. V tomto prípade nie je pozorované difúzne prenikanie častíc polypropylénu do štruktúry priľahlého potrubia..
Posledný krok: chladenie a kontrola tesnosti spoja
Polymérové rúry sa musia nechať vychladnúť v ich prirodzenom prostredí. Nútené zníženie teploty materiálu povedie k porušeniu radu procesov v štruktúre materiálu. V prvom rade sa zníži pevnosť spoja. Na kontrolu tesnosti sa používajú nasledujúce metódy:
Chyby pri spájkovaní, spôsoby, ako sa im vyhnúť
Pri absencii skúseností sa objavuje viac chýb pri zváraní polymérnych výrobkov. Ale majstri robia aj chyby:
Pravidlá, ktoré pomáhajú predchádzať chybám:
Po pripojení polymérnych výrobkov musia byť pevne držané bez zmeny polohy. Zohľadňuje sa trvanie spájkovania – pre rôzne typy rúr je hodnota tohto parametra odlišná. Po uplynutí tejto doby môžete produkt uvoľniť, ale neodporúča sa okamžite dodávať vodu do systému..
Je potrebné kontrolovať kvalitu spájkovania. Kĺby na každom z úsekov musia byť rovnaké (je povolená minimálna chyba). Niekedy sa pri prehriatí vnútorný priemer potrubia zníži 2-3 krát. Defekt je možné zistiť iba pri kontrole potrubia – v tomto prípade sa tlak zníži.
Zníženie rizika defektov spojov potrubí
Odporúčania, ktoré pomôžu zlepšiť kvalitu spájkovania, zabrániť tvorbe defektov:
DIY postup zvárania
Samotný proces zváraného spoja vlastnými rukami, po vykonaní všetkých prípravných operácií, pozostáva z nasledujúceho poradia:
Niektoré vlastnosti zvárania plastových rúrok
Pri zváraní polypropylénových rúrok je potrebné vziať do úvahy nasledujúce hlavné body:
Tupé zváranie polypropylénových rúr veľkého priemeru
Technológia zadku našla v priemyselných podmienkach široké uplatnenie pri zváraní PP potrubí s veľkým priemerom (od 125 mm do 630 mm) pri konštrukcii priamych úsekov potrubných sietí.
Na zváranie sú potrebné nasledujúce nástroje:
Postupnosť operácií:
Nespornými výhodami tejto metódy sú jednoduchosť a spoľahlivosť pripojenia. Pokiaľ ide o pevnosť, zváraný šev zodpovedá charakteristikám samotných rúrok. Napriek takej jednoduchej technológii sú potrebné ďalšie nástroje a zariadenia na udržanie presného osového zarovnania výrobkov, zabezpečenie úplnej kolmosti koncových častí a požadovaného kompresného tlaku..
Pred príchodom plastových rúrok bola na stavbu potrubí použitá technológia ručného oblúkového zvárania, ktorá si vyžadovala drahé vybavenie. Okrem toho musel mať pracovník nielen odborné znalosti a zručnosti na vykonávanie zvárania, ale tiež vedieť správne vybrať elektródy. Zároveň sa veľa času venovalo rôznym sekundárnym prácam. Zatiaľ čo zváranie na tupo rúrku PP vyžaduje minimálne investície času a zdrojov.
Metóda zvárania zásuviek pre PP rúry s veľkým priemerom
Postupnosť operácií je tiež identická s predchádzajúcou metódou, ale v tomto prípade sa nevyžaduje presné zarovnanie koncov, takže potreba vykonať túto operáciu automaticky zmizne..
Metóda zásuvky je vhodná na zváranie rúrok do D = 125 mm vrátane.
Jeho aplikácia nevyžaduje špeciálnu presnosť pri rezaní rúrok na polotovary. A dodatočné používanie tvarových výrobkov nie je nevýhodou tejto metódy, pretože tvarovky nielenže zohrávajú úlohu spojovacích prvkov, ale umožňujú vám tiež zmeniť smer potrubia.
Použitie polypropylénových rúrok teda výrazne znižuje náklady na materiál a čas počas inštalácie, poskytuje jednoduchosť a jednoduchosť inštalačných prác a použitá metóda zvárania vám umožňuje získať silný a spoľahlivý zvar. Hlavnou vecou je dodržať technológiu a vydržať všetky prevádzkové režimy..
Pravidlá inštalácie polypropylénových rúr veľkého priemeru
Nuansy procesu spájkovania plastových prvkov potrubia
Pri práci so spájkovačkou vždy noste pracovné rukavice.
Spájkovanie polypropylénových rúrok vlastnými rukami nie je super náročná úloha, ale aby ste úspešne vytvorili spoľahlivé spojenia, stále musíte správne spájkovať, berúc do úvahy odporúčania založené na skúsenostiach mnohých remeselníkov. Ak chcete získať vizuálnu podporu prijatých informácií, pozrite si video, ktoré jasne a podrobne ukazuje proces spájkovania polypropylénu.
Typické chyby pri inštalácii
Hlavné chyby, ktoré začiatočníci robia pri práci s polymérnymi výrobkami:
Ďalší dôležitý bod: Pri spájkovaní tvaroviek s tvarovkami je nevyhnutné vziať do úvahy umiestnenie ventilov a poskytnúť im voľný plný zdvih..
Vyhrievaný polypropylén sa ochladzuje tak rýchlo, že do hodiny po dokončení inštalácie je možné do systému bezpečne dodávať vodu
Ak po spojení prvkov ako švu vznikli pochybnosti, je lepšie križovatku prerušiť a znova ju urobiť..
Je lepšie odstrániť chyby vo fáze inštalácie konštrukcie, pretože výmena netesného spoja v bežiacom systéme je oveľa problematickejšia..
Ako zvárať polypropylénové rúry?
Pred začatím práce musíte urobiť rezanie rúrok a potom pripraviť zariadenie na zváranie.
Kúzlo zvárania. Ako sa to stane?
Aby sme nezachádzali do podrobností toho, čo sa deje na atómovo -molekulárnej úrovni, a aby sme neuviedli zoznam základných zákonov chémie a fyziky, vysvetlíme zložitý proces jednoducho – dva vyhrievané konce sú spojené. Výsledkom je, že v dôsledku rovnakých chemických vlastností a vysokej teploty oboch kĺbov dochádza k vzájomnému prieniku alebo z vedeckého hľadiska k difúzii. Práca s identickým materiálom urobí z prenikania ľahký proces a ich spojenie urobí úniu silnou a spoľahlivou. Zváranie polypropylénových rúr vlastnými rukami je možné niekoľkými spôsobmi, výber bude závisieť od veľkosti systému. Existujú tri hlavné typy:
Hlavný nástroj práce
Stroje na zváranie polypropylénových materiálov potrebujú špeciálnu spájkovačku. Ľudia tomu hovoria – železo na PP rúry. Majitelia „zlatých rúk“ a začínajúci amatérski podnikatelia zažijú rovnakú mieru pohodlia pri práci s týmto nástrojom, je jednoduchý a ľahko sa učí. Ak potrebujete „žehličku“ na jednorazové použitie, odporúčame vám požičať si ju v miestnej inštalačnej firme. Ak je v dome veľa práce a zariadenie nebude zbierať prach, potom je jeho priemerná cena od 9 do 15 tisíc rubľov. “Železo” má rôzne prílohy, ich rozdiel v priemere. Sekundárne jednotky, ktoré pomôžu pri vykonávaní úlohy: fréza, holiaci strojček, merač dĺžky, domáce chemikálie na odmasťovanie, tvarovky, nabrúsený nôž, značkovač, pilník
Potrebné vybavenie
Prípravné práce
Pred začatím práce musíte zahriať spájkovačku, ale tu nie je všetko také jednoduché. Poradie jeho prípravy je nasledujúce:
Spájkovačka je pripravená na prácu. Ale stále musíte pripraviť potrubia a tvarovky. Prvou podmienkou vysokokvalitného zvárania je rovnomerný rez. Rez by mal byť striktne zvislý, bez otrepov a kôl. Takýto strih je možné získať pomocou špeciálnych nožníc. V spodnej časti majú dve široké čeľuste, ktoré držia rúrku na mieste, a rezná časť je hore..
Ak sa takto nareže, bude strih rovnomerný a hladký.
Druhou podmienkou dobrého spájkovania PP rúrok sú čisté, suché časti bez tuku. Ak chcete, aby inštalatérske práce alebo kúrenie slúžili dlho a netečú, nemali by ste tento postup vynechať. Rúrka a tvarovka sa čistia alkoholom alebo vodou a saponátom na umývanie riadu. Potom počkajú, kým nie je všetko suché, a až potom začne proces spájkovania.
Príprava spájkovačky
Najprv sú naň pripevnené dýzy rovnakého priemeru ako súčiastky, ktoré sa majú spojiť. Príprava závisí od typu zariadenia.
Po upevnení trysiek na termostate nastavte požadovanú teplotu (260 °) a potom zapnite zariadenie do siete. Keď sa dosiahne požadovaná hodnota, inteligentné zariadenie vydá svetelný signál (pri niektorých modeloch pípnutie). To znamená, že sa môžete dostať do práce..
Rozmanitosť príloh
Časti, ktoré priamo ohrievajú povrchy rúrok a tvaroviek kontaktom, sú dýzy. Štandardná sada spravidla obsahuje dýzy, ktorých prierezy sa pohybujú od 16 do 40 mm.
Neštandardné, veľké príslušenstvo je možné vždy zakúpiť dodatočne v príslušných obchodoch..
Teflónový povlak zabraňuje prilepeniu roztaveného plastu k zváračke. Povrch takýchto dýz má zároveň priaznivý vplyv na plast a poskytuje vysoko kvalitné spojenie. Nezabudnite však, že hroty potiahnuté teflónom sú vždy čisté..
Príloha sa skladá z dvoch prvkov:
Tvarovka a rúrka sa nasadia s malým úsilím, potom sa zahrejú na 260 ° C, pričom sa vnútorný povrch tvarovky zahreje a vonkajší povrch rúry. Nástavce sú upevnené pomocou dodaných skrutiek.
Stojí za zmienku, že pri použití spájkovačky sa môžu skrutky uvoľniť, takže je potrebné ich z času na čas dotiahnuť..
Na dotiahnutie skrutiek je v súprave k dispozícii špeciálny skrutkovač alebo šesťhran. Stojí za to nainštalovať trysky iba pred tým, ako sa zariadenie začne zahrievať, a ich výmena by sa mala vykonávať pri zahrievaní iba v špeciálnych prípadoch..
Príprava rúrok je kľúčom k ich tesnému spojeniu
Predtým, ako budeme hovoriť o spájkovaní plastových rúrok, povieme vám, ako ich na to pripraviť..
Po prvé, sú narezané na veľkosť na základe dĺžky potrubia, ohybov a vetiev. Nezabudnite nechať určitý priestor na to, aby sa rúrka zasunula do tvarovky. Potom sa okraje vyčistia: hladké, úhľadné hrany bez triesok a nerovností sa spájajú oveľa jednoduchšie. Ak používate vystužené polypropylénové rúry, je potrebné odstrániť hornú vrstvu plastu a výstuže. Tým sa zabráni delaminácii materiálu vo šve počas prevádzky a zníži sa riziko netesností. Odporúča sa odmastiť očistené povrchy a utrieť dosucha, aby sa mohli začať zahrievať na spájkovačke.
Prípravná fáza vám nezaberie veľa času, ale uľahčíte ďalšiu prácu a zaistíte spoľahlivosť spojenia prvkov.
Ako dlho sa zahriať
Pri zváraní sa polypropylén musí zahriať striktne na požadovanú teplotu. Prehriatie a prehriatie výrazne znižuje kvalitu švu. Príliš prehriata a zmäkčená rúrka jednoducho nezapadne do tvarovky a nedostatočne zahriaty materiál sa nezjednotí.
Čas ohrevu závisí od priemeru rúr, teploty vzduchu a je uvedený v tabuľke.
Spájkovanie je vo všeobecnosti možné pri + 5 ° C, ale údaje sú uvedené pre + 20 ° C. V horúcom počasí sa doba držania prvkov na spájkovačke zníži o 30-60 sekúnd, v chladnejšom počasí sa zvýši.
Dávajte pozor na stĺpec “hĺbka” zvárania v tabuľke. Táto značka je umiestnená na potrubí. Predtým ho budete musieť zatlačiť do tvarovky. Pred okrajom lícovania sa tak vytvorí malá perlička z roztaveného plastu. To bude znamenať, že šev je vyrobený správne..
Chyby, ktoré sa môžu vyskytnúť pri zváraní polypropylénových rúr
Ďalší stĺpec potrebuje objasnenie – „čas zvárania“. Toto je čas, počas ktorého je potrebné stlačiť a upevniť zvárané prvky..
Všeobecne platí, že ak sa pokúsite vložiť studenú rúrku do tvarovky, mala by ísť dovnútra len veľmi ťažko – vonkajší priemer rúrky je o niečo väčší ako vnútorný priemer tvarovky. To sa robí účelovo, aby sa poskytol určitý prebytočný materiál, z ktorého sa na šve vytvoria perličky. Aby bolo zváranie polypropylénových rúr spoľahlivé, je lepšie vziať všetky komponenty od jednej spoločnosti. Veľkosti sa teda zaručene zhodujú. V opačnom prípade je potrebné vyskúšať – aby kovanie „nekĺzlo“, ale bolo ťažko ťahané.
Rezanie rúr
Prvou, ale nie jedinou podmienkou je kvalitný strih, preto je lepšie ísť na mizinu a kúpiť si vlastnú rezačku rúrok, pretože bude užitočná na farme. Rez musí byť striktne zvislý, inak sa šev ukáže ako nedokonalý.
Ak sú rúry vystužené fóliou, potom musí byť rez po príprave očistený od „cudzieho“ materiálu. Koniec rúrky sa vloží do holiaceho strojčeka / zastrihávača, potom sa niekoľkokrát otočí. Týmto spôsobom sa odstráni horná alebo stredná vrstva polypropylénu spolu s „nepríjemnou prekážkou“.
Druhou povinnou požiadavkou je čistota spojených prvkov. Kovanie a sekcie sú dôkladne odmastené alkoholom, acetónom alebo čistiacim roztokom. Potom sa výrobky sušia, na úzkych prvkoch sa urobí značka ceruzkou alebo značkovačom – vzdialenosť, v ktorej bude potrebné stlačiť potrubie do tvarovky. Potom môžete urobiť vybavenie.
Zváranie PP rúrok po etapách
Technológia je pomerne jednoduchá, ale každý bez výnimky odporúča kúpiť si viac materiálu na školenie, pretože existuje vysoké riziko „prvá palacinka je hrudkovitá“. Keď získate čo i len minimálne schopnosti, dá sa to minimalizovať a hrubým chybám sa dá úplne vyhnúť..
Pred riešením nového pripojenia si vždy prečítajte tipy. Nemali by obsahovať žiadne polypropylénové zvyšky. Odstráňte ich bielou handričkou, ktorá nepúšťa vlákna, pretože zvyšný plast spôsobí prilepenie ďalšieho prvku. Škrabance na teflónovom povlaku sa objavujú celkom ľahko, preto sa neodporúča používať na čistenie ostré nástroje alebo brúsne materiály..
Zbavenie sa tuku na koncoch
Začínajúci amatérski majstri neberú túto požiadavku vážne, veria, že – „urobí to len“. Skúsení pracovníci však tvrdia, že po rituáli odmastenia koncov kĺbov to povedie k mnohonásobne vyššej kvalite práce..
Pred zváraním polypropylénových rúrok vlastnými rukami utrite vnútro potrubia alkoholovým tampónom, najmä tvarovkami. Stojí za to venovať pozornosť nielen tukovým usadeninám, ale aj prachu, korózii a abrazívnym defektom, čo všetko môže mať negatívny vplyv na prenajaté zariadenie. Rovnako tak ďalšie dýzy musia byť ošetrené alkoholom..
Predtým, ako sa začne hlavný proces, znova dajte pozor na skúmavky, nemali by zostať žiadne zvyšky prebytočného plastu, ak si všimnete, potom sa ho zbavte!
Označenie potrubia značkou
Začiatočníci môžu mať v tejto fáze ťažkosti alebo môžu nesprávne označiť. Vzhľadom na rôzne priemery a drážky v kĺbe nie je možné začať pracovať bez získania presných údajov. Merania môžete vykonávať pomocou jednoduchého pravítka.
Ak sa tak nestane, existuje riziko inštalácie jednej časti rúrkového výrobku príliš hlboko – to bude znamenať zúženie spoja a ťažkosti pri vykonávaní ďalších krokov..
Preto stojí za to zaobchádzať s meraniami so zvláštnou zodpovednosťou! Urobiť vysokokvalitné značenie nie je ľahká úloha, ale existujú triky, ktoré majstri svojho remesla používajú. Napríklad, ak je priemer spoja 20 mm, potom sa z konca potrubia vyreže kruh s parametrom 15 mm. Teraz nebude ťažké určiť presné rozmery pre pristátie..
Inštalácia zváracieho stroja
Trysky požadovaného priemeru sú upevnené na spájkovačke. Zvárací nástroj položte pevne na rovný povrch, aby sa nekýval. Regulátor vykurovania sa posunie do požadovanej polohy. Na zváranie plastových rúrok sa spájkovačka zohreje na +255 až 280 ° C bez ohľadu na hrúbku potrubí. Mení sa iba doba zahrievania dielov počas zvárania, interval držania spoja pred tuhnutím.
Kompletné so zváracím strojom sú dýzy na rúrky rôznych priemerov
Vykurovacie časti
Pri zváraní sa oba prvky súčasne zahrievajú: polotovary rúr zvonku (vkladajú sa do vykurovacieho telesa), tvarovky zvnútra (tlačia sa na ohrievač). Podrobnosti sú pokročilé s miernym úsilím, kým sa nezastavia – železná podložka. Čas zahrievania sa počíta od okamihu kontaktu, interval závisí od priemeru predvalku potrubia:
Čas zotrvania spoja je od 4 do 8 sekúnd. Údaje uvedené v špeciálnych tabuľkách zvárania propylénu sú orientačné. Pred inštaláciou potrubia sa experimentálne nastaví čas zahrievania a udržania. Plast by nemal byť zahrievaný do celej hĺbky steny, aby nedošlo k vnútornému prehĺbeniu. Experimentálne polotovary sú vyrobené tak, aby bol viditeľný vnútorný povrch kĺbového spoja.
Spojovacie diely
Polymérna rúrka a tvarovka zahrievaná na dýzach musia byť rýchlo a namáhavo spojené, aby sa zabránilo skresleniu. To sa robí jedným pohybom, bez otáčania. Obrobky na zváranie s priemerom viac ako 50 mm (pre drenážny systém) sú spojené pomocou centrovacieho nástroja, vysokokvalitné spoje nemôžete získať ručne. Obrobky sa držia v rukách, kým plast nestvrdne. Potom sa vytvorený uzol nechá 3 až 10 minút úplne vychladnúť v závislosti od hrúbky polotovarov.
Časti zahriate na dýzach musia byť rýchlo a namáhavo spojené, aby nedošlo k skresleniu
Odizolovanie
Pilníkom sa opatrne odstránia vonkajšie guľôčky z polyméru. Pri správnom zahriatí a stlačení nemusia byť veľké. Nemalo by dochádzať k vnútornému prehýbaniu vo švíkoch, toto je manželstvo. Po inštalácii prívodu vody sa musíte uistiť, že švy sú spoľahlivé. Voda sa do systému dodáva najskôr hodinu po expozícii. Ak sa zistí netesnosť, spoj sa vyreže a na jeho mieste sa vytvorí nové prírubové spojenie..
Bezpečnostné predpisy
Nezabudnite, že stroje na zváranie polypropylénových rúrok sa zahrievajú na vysoké a traumatické teploty. Starajte sa o svoje zdravie a bezpečnosť, používajte hrubé ochranné rukavice a dlhý plášť, aby ste predišli zraneniu od horúcich kúskov plastu.
Ako pripojiť potrubie
Veľa závisí aj od inštalácie komponentových prvkov, preto vám povieme, ako komponenty správne pripojiť, aby slúžili počas celého prevádzkového obdobia a ešte viac..
Na tréning si dajte najskôr čas a energiu. Len si precvičte skladanie dielikov, aby ste mali veci rýchlo hotové, a udržujte ich v teple pred pomalou popravou. Na zahriatie svojich schopností:
Proces spájkovania. Návod krok za krokom
Keď máte plán pre potrubie a výrobky sú narezané na veľkosť, môžete ich začať spájať. Je lepšie zostaviť prvky nie na mieste inštalácie, ale na stole – takto to bude jednoduchšie, najmä ak pracujete sami. Keď je potrebné spájkovať rúry v mieste ich inštalácie, pripojte asistenta, ktorý bude držať prvky, ktoré sa majú pripojiť, a budete pracovať ako nástroj.
Teraz poďme hovoriť o tom, ako používať spájkovačku rúrok. Akcie je možné opísať v troch krokoch.
Krok 1. Pripojte zariadenie k sieti. Položte ho na rovný povrch a na vykurovacie teleso nainštalujte dýzy požadovaného priemeru. Zapnite tlačidlo kúrenia. Nastavte požadovanú teplotu – pre polypropylén je spravidla jeho hodnota 260 ° C. Počkajte, kým sa pracovná časť nezahreje. Pre každý model je v závislosti od výkonu tento čas nastavený individuálne, spravidla nepresahuje 15 – 20 minút. Mimochodom, ak máte spájkovačku s dvoma vykurovacími článkami, môžete použiť obe naraz na rýchlejšie zahriatie. Keď sa však dosiahne prevádzková teplota, druhá by mala byť vypnutá, aby sa znížilo zaťaženie zariadenia. 5-10 minút po dosiahnutí prevádzkovej teploty môžete začať spájkovať: pracovné dýzy musíte nechať zahriať.
Krok 2. Nainštalujte spojovacie prvky na dýzy spájkovačky: tvarovka je pripevnená k tŕňu, rúrka je pripevnená k objímke. Tým sa zahrieva vnútorný povrch tvarovky a vonkajšia časť potrubia. Zahrievanie sa musí vykonávať súčasne. Plast sa roztaví v priebehu niekoľkých sekúnd – potom je potrebné prvky rýchlo odstrániť.
Krok 3. Spájanie polotovarov sa vykonáva ručne. Časť vyhrievanej rúry je vložená do vyhrievanej zásuvky tvarovky. Prvky musíte pripojiť prvýkrát, v žiadnom prípade ich neodpojujte ani neotáčajte, inak bude šev netesný. Po vložení do doku nechajte prvky niekoľko minút vychladnúť.
Je dôležité sledovať dobu tepelného účinku na plast a dobu tvrdnutia spojených prvkov. Závisí to od priemeru potrubia a hrúbky steny. Ako poznám vhodný časový úsek? Táto tabuľka vám pomôže.
Dodržaním odporúčaného času získate vo výsledku kvalitné a tesné spojenie. Ak to preženiete a plast prehrejete, bude plávať a upchávať otvor v potrubí – potom voda neprejde a po inštalácii bude ťažké nájsť problémové miesto. V prípade nedostatočného zahrievania existuje možnosť voľného spojenia častí – šev umožní priechod vody, čo v priebehu času spôsobí únik. A ďalej. Pri prvom spájkovaní plastových rúrok cvičte na nepotrebných lemoch rúrok, aby ste nepokazili strih na mieru. Po niekoľkých pokusoch môžete akcie jednoducho uviesť do automatizácie a byť schopný zopakovať algoritmus s podrobnosťami o potrubí..
Teraz viete, ako spájkovať plastové rúrky a aké nástroje potrebujete. V krátkom čase budete môcť zostaviť vodovodný systém v byte, vo vidieckom dome alebo v podniku. Ak budete robiť všetko správne, získate spoľahlivý systém. Koniec koncov, plastové rúrky slúžia veľmi dlho: odolávajú teplotám od -20 do +90 ° C, nie sú náchylné na hrdzavenie a usadzovanie plaku na vnútorných stenách. Pri osobnom vykonávaní všetkých fáz práce si môžete byť istí, že všetky spoje budú dobrej kvality a vydržia tlak pracovnej vody. Životnosť takéhoto potrubia môže byť až 100 rokov! A predstavte si, že to urobíte sami.
Bežné chyby pri zváraní plastových rúrok
Kovanie a rúrky sa kupujú s rezervou na precvičenie pred zváraním potrubia. Polypropylén od rôznych výrobcov sa líši v chemickom zložení, zahrieva sa pri rôznych teplotách. Je dôležité skontrolovať dobu držania obrobkov na spájkovačke, plast by sa nemal zahriať úplne, ale iba o 1/3 hrúbky. Vnútorné prehýbanie v potrubí nesmie byť povolené.
Typické začiatočnícke chyby:
Odporúčania pre zváranie
Nasledujúce tipy pomôžu pri procese zvárania:
Tabuľka teplôt zvárania polypropylénových rúr
Technická práca zahŕňa zrozumiteľnosť výpočtov, aby sa dosiahol zamýšľaný výsledok. Existujú pravidlá založené na fyzikálnych zákonoch a skúsenostiach majstrov ich remesla, ktoré vám pomôžu vyhnúť sa chybám a zbaviť sa pochybností. Tieto zákony platia pre teplotu spojenú s dobou chladenia. Pri kúpe alebo prenájme zváracieho zariadenia je k nemu pripojený návod na použitie, kde je uvedené, s akou teplotou a koľko času stojí za to venovať každému z typov výrobkov. Nedodržanie týchto noriem bude mať za následok zhoršenie kvality konečného produktu práce, napríklad – malú tesnosť alebo zúženie plastového potrubia a v dôsledku toho menší objem cirkulácie kvapaliny cez neho.
Spojenie polypropylénových rúr je nemožné bez zváženia niektorých aspektov.
Musíte poznať priemer výrobku, teplotu prostredia, v ktorom práca prebieha a ako dlho sa „žehlička“ zahrieva. Hodnoty stupňa pracovného prostredia sú nevyhnutné, aby počas prirodzených oddychov, bez ktorých sa nikto nezaobíde, intuitívne pochopil, ako veľmi sa jednotlivé časti ochladia. Pri nízkych okolitých teplotách sa polypropylén musí zahrievať dlhšie, ako je optimálne. Aby sme nemali problémy s individuálnymi prepočtami, prikladáme hotovú tabuľku..
Tabuľka približných hodnôt pre správny výsledok polymerizácie pri zváraní polypropylénových rúr
Alternatívy k zváraniu PP potrubí
Pred konečným rozhodnutím o metóde je lepšie sa zoznámiť s inými možnosťami, pretože zváranie polypropylénových rúr nie je vôbec potrebné. Je možné použiť alternatívne metódy. Patria sem kompresné tvarovky a zváranie za studena – používanie spoľahlivých lepidiel. S obidvoma možnosťami sa ľahko pracuje, minimálne náklady.
Použitie lisovacích tvaroviek
Na splnenie plánu bude majster potrebovať také kovanie a krimpovací kľúč. Prvé prvky sú vybavené upínacími tesniacimi krúžkami, ktoré pôsobia ako tlmiče v prípadoch, keď v systéme dochádza k nárazovému zaťaženiu. Inštalácia týchto prvkov je nasledovná:
V tomto prípade práca prebieha bez oneskorenia, pretože kompresné diely nevyžadujú ďalšie činnosti, sú úplne pripravené na prácu. Teploty pre tento proces tiež nie sú dôležité. Táto operácia je jednoduchá, nevyžaduje špeciálne zručnosti a špeciálne znalosti..
Zváranie polypropylénu za studena
Ide o spojenie prvkov pomocou termosetových lepidiel s epoxidovou živicou: napríklad LN-915 alebo jeho modifikácie. Také lepidlo „vie, ako“ rozpustiť jednu tretinu spojovacích povrchov, čím poskytne potrebnú difúziu. Na ochranu rúk pred „agresorom“ je lepšie nosiť rukavice.
Skúška tesnosti sa vykonáva až po jednom dni. Nevýhodou metódy je možnosť použitia studeného zvárania iba pre systémy zásobovania studenou vodou. Pred prácou musia byť zaistené dve podmienky – dostatočná vlhkosť a teplota (od 5 do 35 °). Operáciu je potrebné vykonať rýchlo, pretože lepidlo by nemalo predčasne stuhnúť.
Nezávislá práca nebude schopná spôsobiť vážne problémy, pretože zváranie polypropylénových rúrok je celkom jednoduché. Potrebujete iba:
Predbežné „zahrievanie“ – školenie o odrezkoch rúrok a lacných tvarovkách odporúčajú všetci majstri, pretože vám pomôže porozumieť nuansám zvárania polypropylénu a získať aspoň určité skúsenosti.
Nasledujúce video ukáže celý proces:
Montáž prvkov bez spájkovania
Použitie lisovacích tvaroviek a moderných lepidiel umožňuje inštaláciu polypropylénových rúrok efektívne, rýchlo a s minimálnymi investíciami do materiálu..
Možnosť č. 1 – Inštalácia kompresného fitingu
Na implementáciu tejto metódy pripojenia budete musieť kúpiť lisovacie tvarovky a použiť krimpovací kľúč.
Kompresné tvarovky sú vybavené upínacími krúžkami O-krúžkov, ktoré pôsobia ako tlmiče v prípade nárazového rázového zaťaženia (na rozdiel od jednoduchých prevlečných matíc)
Inštalácia lisovacej tvarovky zahŕňa tri hlavné kroky:
Na zostavenie lisovacích tvaroviek nie sú potrebné žiadne špeciálne znalosti a zručnosti. Výrobky sa dodávajú na predaj úplne pripravené na inštaláciu. Môžu byť inštalované za akýchkoľvek teplotných podmienok.
Možnosť č. 2 – lepenie prvkov
Metóda lepidla sa používa na zostavenie systému zásobovania vodou, cez ktorý sa plánuje transport iba studenej vody. Na aplikáciu metódy „studeného“ zvárania budete musieť použiť „agresívne“ lepidlo, ako je LN-915.
Lepidlo je schopné rozpustiť povrchy dielov, ktoré sa majú spojiť, o jednu tretinu, čím sa vytvoria podmienky pre zváranie difúziou za studena
Na ochranu pokožky rúk pred náhodným požitím kompozície a „korodovaním“ jej aktívnymi zložkami je lepšie vykonať manipuláciu s lepením ochrannými rukavicami..
Postupnosť činností pri lepení výrobkov:
Je možné spustiť vodu na kontrolu kvality lepenia iba deň po dokončení inštalácie..
Pri implementácii tejto technológie na inštaláciu potrubí PP je dôležité dodržať dve hlavné podmienky: podmienky teploty a vlhkosti. Všetky práce sa musia vykonávať pri teplote vzduchu +5, +35 ° C. Pri lepení v horúcom počasí by mala byť práca vykonaná čo najrýchlejšie, aby lepidlo nestihlo pred dokončením inštalácie zaschnúť..
Aké sú hlavné výhody takejto kombinácie prvkov?
Najvýznamnejšie vlastnosti uvažovanej metódy kombinovania jednotlivých štrukturálnych väzieb sa celkom oprávnene pripisujú:
Pvc komponenty je možné navyše zvárať za studena lepením. Táto metóda nie je nižšia ako „horúce“ opravy, pokiaľ ide o konečnú kvalitu pripojenia a ich náklady, a niekedy pomáha ušetriť peniaze, pretože náklady na elektrickú energiu sú vylúčené.
Pri akej teplote sú zvárané PVC rúrky??
Ak hovoríme o „horúcich“ spôsoboch montáže prvkov, potom je optimálna teplota fixácie 260 stupňov, ale je ťažké pomenovať dobu, po ktorú zariadenie dosiahne takú teplotu, pretože závisí od vzduchu. teplota v čase, keď sa zariadenie zahrieva.
Hot layout vám umožňuje efektívne kombinovať štrukturálne sekcie najrozmanitejších vrátane veľkých priemerov..
Sprievodca plánujúci vybudovanie systému bude potrebovať nasledujúce nástroje:
Ak sa chcete dozvedieť viac o takom materiáli, akým je polyvinylchlorid, kliknite na tento odkaz a ponorte sa hlbšie do procesu učenia.
Ako pripraviť materiál a nástroje na začiatok montáže?
Príprava zariadenia sa vykonáva v rámci nasledujúcej schémy:
Protón PPT-1200
Dôležité: všetky použité materiály musíte pred montážou dôkladne vyčistiť. Výrobky, ktoré do zariadenia tesne nezapadajú, musia byť vymenené. Vlastné zváranie vodovodných potrubí z PVC znamená potrebu predbežného rezania jednotlivých častí konštrukcie, aby sa optimalizovali následné manipulácie. Ak priemer častí, s ktorými má pracovať, presahuje 40 mm, potom je potrebné urobiť skosenie. Takáto manipulácia umožní vyhnúť sa chybám počas procesu inštalácie..
Ako sa vykonáva inštalácia polyfúzie?
Polyfúzna fixácia rúrok sa vykonáva nasledovne:
Ako sa inštalácia potrubí z PVC vykonáva pomocou elektroinštalácie?
Proces prípravy na začiatok spájania prvkov v rámci uvažovanej metódy sa vykonáva rovnakým spôsobom ako pri polyfúznom zváraní. Po dôkladnom vyčistení potrubí a tvaroviek je možné ich umiestniť do elektroinštalácie. Aby ste mohli začať ohrievať diely, musíte stlačiť tlačidlo štart (spravidla „štart“). Potom, čo sa diely dostatočne zahriajú na dobré spojenie, ohrev sa automaticky zastaví..
Medzi hlavné výhody uvažovaného spôsobu spájania rúrok tradične patrí vysoká rýchlosť spájkovania, dosiahnutá bez ohrozenia kvality. Uvažovaná metóda sa používa v prípadoch, keď ide o veľké objemy práce. Inštalácia akýchkoľvek typov rúr, vrátane zvárania rúr z PVC 32, spravidla nespôsobuje závažné problémy..
Cena príslušnej služby závisí od mnohých pomocných faktorov, ako je priemer rúrok, priemer spojov. Jednotkou na meranie vykonanej práce je spravidla t.t. – lineárny meter. Napríklad položenie kanalizačného potrubia s priemerom 100 mm stojí v priemere 300 rubľov (100 – 120 UAH) za meter, zatiaľ čo inštalácia dielov s priemerom 50 mm bude stáť 150 rubľov (40 – 60 UAH). Cena sa môže líšiť v závislosti od aktuálnych pracovných podmienok a individuálnych želaní zákazníka.
Rozloženie polypropylénových rúrok
Polypropylénové rúry sa používajú na inštaláciu hrebeňa studenej alebo teplej vody, vykurovania. Voľba priemeru je v každom prípade individuálna – závisí to od objemu kvapaliny, ktorú je potrebné čerpať za jednotku času, požadovanej rýchlosti jej pohybu (vzorec na fotografii).
Vzorec na výpočet priemeru polypropylénu
Výpočet priemerov potrubí pre vykurovacie systémy je samostatná téma (je potrebné určiť priemer po každej vetve), pre vodné potrubia je všetko jednoduchšie. V bytoch a domoch sa na tieto účely používajú rúry s priemerom 16 mm až 30 mm a najobľúbenejšie sú 20 mm a 25 mm..
Počítame armatúry
Po určení priemeru sa zvažuje celková dĺžka potrubia, v závislosti od jeho štruktúry sa kupujú armatúry. S dĺžkou rúrok je všetko relatívne jednoduché – zmeriate dĺžku, pripočítate asi 20% k chybe a možným chybám v práci. Na určenie, ktoré armatúry sú potrebné, je potrebný diagram potrubia. Nakreslite to a označte všetky kohútiky a zariadenia, ku ktorým sa chcete pripojiť.
Príklad zapojenia polypropylénových rúrok v kúpeľni
Na pripojenie k mnohým zariadeniam je potrebný prechod na kov. Existujú aj také polypropylénové tvarovky. Na jednej strane majú mosadzný závit a na druhej pravidelnú spájkovaciu tvarovku. Okamžite sa musíte pozrieť na priemer dýzy pripojeného zariadenia a typ závitu, ktorý by mal byť na tvarovke (vnútorný alebo vonkajší). Aby sme sa nemýlili, je lepšie napísať všetko do schémy – nad ohyb, kde bude táto armatúra nainštalovaná.
Ďalej je podľa schémy uvažovaný počet spojení v tvare „T“ a „L“. Kupujú sa pre ne odpaliská a rohy. Existujú aj kríže, ale používajú sa len zriedka. Rohy, mimochodom, nie sú len v 90 °. Každý má 45 °, 120 °. Nezabudnite na spojky – to sú tvarovky na spojenie dvoch častí potrubia. Nezabudnite, že polypropylénové rúry sú úplne nepružné a neohýbajú sa, preto sa každá otáčka vykonáva pomocou tvaroviek..
Pri nákupe materiálu sa s predajcom dohodnite na možnosti výmeny alebo vrátenia časti tvaroviek. Problémy zvyčajne nevznikajú, pretože ani profesionáli nedokážu okamžite určiť presný sortiment požadovaných produktov. Okrem toho je počas procesu inštalácie niekedy potrebné zmeniť štruktúru potrubia, čo znamená, že sa zmení sada armatúr..
Kompenzátor pre dodávku teplej vody a vykurovanie z polypropylénových rúrok
Polypropylén má pomerne významný koeficient tepelnej rozťažnosti. Ak sa inštaluje polypropylénový prívod teplej vody alebo vykurovací systém, je potrebné vytvoriť dilatačnú škáru, pomocou ktorej sa vyrovná predĺženie alebo skrátenie potrubia. Môže to byť slučka kompenzátora vyrábaná vo výrobe alebo dilatačný spoj zostavený podľa schémy z tvaroviek a kusov rúrok (na obrázku vyššie).
Metódy kladenia
Existujú dva spôsoby inštalácie polypropylénových rúrok – otvorené (pozdĺž steny) a uzavreté – do drážok v stene alebo do poteru. Pozdĺž steny alebo v drážke sú polypropylénové rúry pripevnené k klipovým držiakom. Sú jednoduché – na kladenie jedného potrubia sú dvojité – keď sú dve vetvy vedené paralelne. Upevnené vo vzdialenosti 50-70 cm. Rúrka sa jednoducho vloží do svorky a drží sa kvôli pružnej sile.
Upevnenie polypropylénových rúrok k stenám
Pri pokládke do poteru, ak je to teplá podlaha, sú rúrky pripevnené k výstužnej sieťovine; ďalšie dodatočné upevnenie nie je potrebné. Ak je potrubie k radiátorom monolitické, potrubia nie je potrebné upevňovať. Sú tuhé, ich poloha sa nemení ani po naplnení chladiacou kvapalinou.
Možnosť skrytého a vonkajšieho zapojenia v jednom potrubí (za kúpeľňou bolo rozvody otvorené – menej práce)
Ako správne spájkovať polypropylénové rúry vystužené sklenenými vláknami
Polypropylénom vystužené rúry na vykurovanie a vodoinštalácie sú úplne novým materiálom, ktorý je na trhu len niekoľko rokov. Preto sa mnohí zaujímajú – aká je výhoda týchto rúrok a je výstuž taká dôležitá? Ďalej sa pokúsime odpovedať na túto otázku a zvážime všetky vlastnosti polypropylénových rúrok..
Nevýhody polypropylénu
Polypropylénové rúry sa stali jedným z najobľúbenejších typov plastových rúrok, pretože majú množstvo pozitívnych vlastností (tu zistíte, ako a na aký účel sa na mieste používajú drenážne rúry).
Nie sú však bez nevýhod, ktoré sú spojené s vlastnosťami samotného materiálu:
Tepelná odolnosť
Deklarovaná teplota topenia materiálu je 175 stupňov Celzia, začína však mäknúť pri oveľa nižšej teplote – 140 stupňov. Zaručená teplota, pri ktorej výrobky spĺňajú všetky deklarované vlastnosti a potrubie funguje podľa očakávania, je 95 stupňov Celzia (niektoré odrody majú ešte menej).
Takáto veľká teplotná „rezerva“ je spôsobená skutočnosťou, že zatiaľ čo súčasne pôsobí na steny polypropylénového potrubia súčasne vysoká teplota a tlak, jeho odpor je oveľa menší, ako keď sú tieto faktory oddelene.
Tepelná rozťažnosť
Ako viete, pri zahrievaní sa všetky materiály rozpínajú, iba niektoré viac a iné menej. Polypropylén je jedným z tých, ktoré sa veľmi silne rozpínajú. Na systéme zásobovania studenou vodou táto vlastnosť nezáleží, ale pri usporiadaní vykurovacích systémov alebo systémov zásobovania teplou vodou to spôsobuje veľa problémov:
Riešenie problémov
Ako ste pravdepodobne uhádli, vystužené polypropylénové rúry sú riešením všetkých vyššie uvedených problémov. Faktom je, že výstuž slúži ako silný rám pre rúrku, ktorá jej neumožňuje pri zahrievaní rásť do dĺžky a šírky..
Navyše pri nadmernom teple výstuž bráni rúrke napučať a prasknúť. Je pravda, že maximálna prevádzková teplota deklarovaná výrobcami je stále 95 stupňov Celzia, ale vystužené rúry sú stále oveľa odolnejšie voči teplu..
Dnes existujú dva druhy výstuže:
Hliník
Polypropylénové rúry vystužené hliníkom pozostávajú z niekoľkých vrstiev, medzi ktorými je umiestnená hliníková fólia. Vrstvy sú k sebe prilepené polypropylénovým lepidlom.
Poznámka! Kvalita viacvrstvových výrobkov do značnej miery závisí od kvality lepidla. Preto nie je neobvyklé, že sa lacné potrubia za určitých prevádzkových podmienok delaminujú..
Sklolaminát
Sklolaminát je alternatívou k hliníku. Rovnako ako v predchádzajúcom prípade sú polypropylénové vrstvy umiestnené zvonku a vo vnútri výrobku a vo vnútri je umiestnená vrstva zo sklenených vlákien. Všetky vrstvy sú navyše monolitické.
Vnútorná vrstva týchto výrobkov je zvarená s vonkajšou a vnútornou vrstvou. Výsledkom je, že polypropylén drží vlákna sklených vlákien pohromade a sklolaminát mu naopak bráni v deformácii. Na rozdiel od predchádzajúceho typu výstuže sa pri použití sklolaminátu neaplikuje žiadne lepidlo.
Schéma výstuže zo sklenených vlákien
Nevýhodou sklolaminátu je, že zvyšuje hmotnosť výrobku, ale za to sa cena jeho ceny mierne znižuje. Je pravda, že náklady do značnej miery závisia od výrobcu..
Okrem toho je potrebné poznamenať, že vykurovacie potrubie vystužené sklenými vláknami nasýti chladiacu kvapalinu kyslíkom, v dôsledku čoho kotly hrdzavejú. Podľa mnohých odborníkov je však tento problém pritiahnutejší ako skutočný, pretože neexistujú žiadne konkrétne údaje..
Inštalačné funkcie
Spájkovanie vystužených polypropylénových rúrok sa vykonáva podľa rovnakého princípu ako pre konvenčné polypropylénové výrobky:
Existuje však rozdiel – pokyny na inštaláciu rúr vystužených hliníkom obsahujú ďalší technologický postup. Pred zahriatím výrobku spájkovačkou je potrebné ho vyčistiť, t.j. odstráňte hliníkovú vrstvu.
Ak je hliníková vrstva na vonkajšej strane, operácia sa vykonáva nasledovne:
Poznámka! Polypropylénové rúry vystužené hliníkom na vykurovanie musia obsahovať pevnú fóliu. Na dodávku teplej vody je možné použiť perforovanú výstuž.
Pri rúrach s výstužou umiestnenou vo vnútri sa používa o niečo zložitejší nástroj – obkladový nástroj. Princíp jeho činnosti spočíva v tom, že vyberá vnútornú vrstvu z konca potrubia, čím zaisťuje spoľahlivý spoj prvkov potrubia.
Táto operácia zabraňuje:
Pokiaľ ide o spájkovanie výrobkov vystužených sklenenými vláknami, tento postup sa nelíši od spájkovania jednovrstvového polypropylénu..
Rada! Polypropylénové rúry vystužené sklolaminátom podľa spoja – majú tri vrstvy približne rovnakej hrúbky.
To sú všetky vlastnosti, s ktorými sa musíte zoznámiť pred spájkovaním vystužených polypropylénových rúrok..
Čas zahrievania, čas chladenia
Téma „Ako zvárať polypropylénové rúry“ nekončí, pretože najjednoduchšia (na prvý pohľad) prevádzka má veľké množstvo „nástrah“. Ak sa nesústredíte na čísla, úplná polymerizácia priľahlých prvkov nebude fungovať. Z tohto dôvodu musí mať každý majster pri sebe nasledujúcu tabuľku:
Nedostatočné vykurovanie neumožní poskytnúť najspoľahlivejšie pripojenie. Príslovie „je lepšie to preháňať, ako si to nechať ujsť“ v tomto prípade tiež nefunguje: dlhé zahrievanie skončí tým, že polymér jednoducho tečie. Časti sa nevyhnutne zdeformujú. Najzávažnejším dôsledkom bude zníženie vnútorného priemeru v týchto častiach prívodu vody. Dôvodom sú výčnelky na zvaroch.
Chyby pri práci s polypropylénovými rúrkami
Skúsenosti prichádzajú pre každého začínajúceho majstra s chybami. Je tiež ťažké vyhnúť sa im pri práci s polypropylénovými výrobkami. Je lepšie sa zoznámiť s najčastejšími z nich ešte predtým, ako prejdete na praktické cvičenia..
Ďalším potenciálnym problémom je klesanie v dlhých úsekoch (4-5 m). Polypropylénové rúry sa vyznačujú lineárnou expanziou pod vplyvom vysokých teplôt alebo so zvyšujúcim sa tlakom. Aby sa tomuto javu zabránilo, používajú sa kompenzátory. Môžete si ich kúpiť v obchode alebo si ich vytvoriť sami. Najjednoduchším domácim zariadením je slučka vyrobená z plastového potrubia.
Ak máte pochybnosti o kvalite švu, je lepšie podozrivú oblasť vystrihnúť a potom ju znova urobiť. Včasné odstránenie chýb (počas inštalácie) zabráni výmene spoja v pracovnom systéme.
Bežné chyby
V procese zvárania rúr PPR je potrebné vziať do úvahy niekoľko dôležitých nuancií. Zanedbanie týchto vlastností negatívne ovplyvňuje kvalitu pripojení a výrazne znižuje životnosť hotového systému..
Nesprávne časové oneskorenie zvárania
Spájkovanie rúr PPR predpokladá prísne dodržiavanie technológie. Príliš dlhé zahrievanie spôsobuje zúženie otvoru, čo môže mať za následok nedostatočný odvod tepla z chladiča a nadmerný tlak vo vnútri systému..
Priemer potrubia (mm.)
Čas zvárania (s)
Doba ohrevu (s)
dvadsať
4
5
25
4
7
32
4
osem
40
6
12
50
6
osemnásť
63
6
24
75
osem
tridsať
90
osem
40
110
desať
50
Lisovanie príliš hlboko do tvarovky
Nadmerné ponorenie potrubia prispieva ku kritickému zníženiu vnútorného priemeru potrubného systému. Aby bolo pripojenie správne, je potrebné na potrubí pred zahrievaním zariadením urobiť značku, v súlade s ktorou sa spojenie vykonáva.
Znečistenie spojovacích prvkov
Voda a kontaminácia na povrchu rúrok a tvaroviek neumožňujú zaistiť úplnú tesnosť zmontovanej konštrukcie. Predtým, ako začnete spájkovať, budete musieť odstrániť všetku vlhkosť a nahromadený prach..
Sústruženie rúrok v tvarovkách
Po dokončení zvárania je úplne nemožné otáčať súčiastkami alebo ich vypnúť. Výsledkom takejto akcie môže byť výskyt netesností počas prevádzky potrubia..
Nesprávny výber zariadenia
Nástroj na zváranie polypropylénových rúr prvkov musí striktne zodpovedať technickým vlastnostiam rúr. Okrem spájkovacieho zariadenia a špeciálnych nožníc si musíte kúpiť aj značkovač, úroveň, stavebnú pásku a zastrihávač.
Related posts: